Литье скульптур из металла
Обновлено: 30.06.2024
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку :) . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело - одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой - это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:



будущие шахматные фигурки:

фигурка сноубордист "Карвер"

Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.

Форму разрезают особым способом, что бы можно было получить качественную восковку.
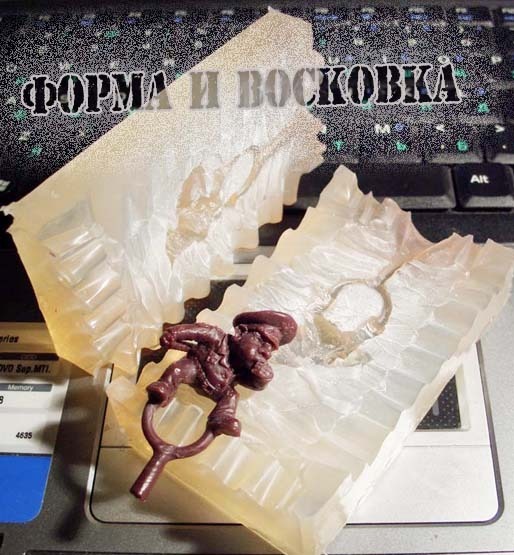
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:

4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла :)

Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.

Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Технология художественного литья
Технология художественного литья предусматривает использование большей частью сплавов, а не чистых металлов. В чистом виде используются тяжелые металлы: олово, свинец, цинк. А сплавы - медные (чаще всего это бронза и латунь) и алюминиевые.
Сплавы представляют собой соединения путем плавки металлов и химических элементов и должны обладать следующими основными свойствами: текучестью, усадкой и ликвацией.
Бронза - сплав меди с оловом или другими металлами - свинцом, никелем.
Если в сплаве 4-6% олова, бронза пластична, ее можно ковать, если 27% - сплав твердый и хрупкий. При содержании 33% олова сплав становится похожим на серебро, он называется белая бронза. Температура плавления меди - 1083 °С, в сплаве с оловом она снижается до 800 °С (25% олова, цвет желто-белый).
Латунь - сплав меди с цинком (до 45%). Легко подается резке, паяется как мягкими, так и твердыми припоями, прочны на ней и гальванические покрытия. Температура плавления 980-1000 °С.
Силумин - сплав алюминия с кремнием, имеет высокие литейные качества.
Цинк (сплав). Для отливки точных изделий из цинка применяют сплав, в составе которого 94 % цинка, 4% алюминия и 2% меди.
Чугун - это выплавленное из руды железо с примесью углерода, более хрупкое и менее ковкое, чем сталь. Но, несмотря на эти качества, из чугуна выплавляют высокохудожественные скульптуры.
Художественное литье скульптур по моделям в земляные формы
Это простейший способ получения отливок скульптур. Технология такова: по нужному шаблону (модели) из формовочной земли изготавливают форму для заливки расплавленным металлом. форма, сделанная по тому или иному шаблону,- одноразовая: при выемке отливки она разрушается, поскольку создана из смеси песка и глины (25% содержания в смеси глины, 75% - песок). Но саму смесь для получения литейной формы можно использовать многократно, обновляя лишь внутренний облицовочный слой. Шаблон скульптуры может быть изготовлен из любого материала - пластилина, гипса (наиболее приемлемые и удобные материалы), из дерева, пластмассы, металла. Моделью может служить и сама скульптура; если нужно сделать такую же (восстановить ее первоначальный вид), то пластилином наращивают на реставрируемой или восстанавливаемой скульптуре недостающие части по начальному образцу.
Если по каким-то причинам невозможно воспользоваться в качестве модели скульптуры пластилиновой копией оригинальной скульптуры, можно сделать гипсовый слепок с оригинала скульптуры, несмотря на то, что это более трудоемкий способ.
Материалы для изготовления моделей скульптур:
1. Пластилин, гипс, пластик, дерево.
2. Воск, парафин, стеарин; технический желатин, столярный клей.
3. Полистирол (пенопласт) - ячеистый пластик.
Художественное литье скульптур по выплавляемым моделям
В основе литейного процесса по выплавляемым моделям лежит использование легкоплавких материалов: модель отливаемой скульптуры и ее литниковая система делается из воска, парафина или стеарина. Любой из этих легкоплавких материалов в горячем режиме заливают в пресс-форму, а после затвердения получают восковую модель скульптуры и покрывают ее специальным составом. После просушивания на модели скульптуры, образуется огнеупорная оболочка - керамическая форма, из которой выплавляют модельный состав и получают тонкостенную литейную форму которую после прокалки заливают расплавленным металлом.
Для получения нескольких одинаковых моделей скульптуры из воска применяют эластичную форму, используя для ее изготовления столярный клей или технический желатин. Второй материал более предпочтителен как в качественном отношении, так и по срокам приготовления.
С целью тиражирования восковых моделей для отливки одинаковых скульптур или деталей художественных произведений, например литых украшений для художественной ограды, изготавливают резиновую пресс-форму.
ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА
Скульптурные произведения из металла - цветного, черного или драгоценного как завершение всего процесса изготовления обязательно нуждаются в декоративной отделке. Причем она не только улучшает внешний вид скульптуры, ажурной или кованой решетки камина, чеканного рельефа или художественного литья, но и предохраняют произведение, созданные в любой технике, от воздействия внешней среды, продлевает их век.
Известно немало рецептов нанесения тончайших защитных покрытий разного цвета, имеющих свою технологию. Перед химической обработкой скульптуры проводят механическую, затем скульптуру тщательно очищают, обезжиривают, отбеливают; предварительно отшлифованную и отполированную скульптуру покрывают тонкой защитной и в то же время декоративной тонирующей пленкой. Выбор того или иного вида декоративной отделки металлического скульптурного изделия диктуется качествами самого металла, а также предназначением того или иного изделия.
Декоративная механическая обработка скульптуры из металла
Шлифовка скульптуры
Эта операция производится абразивными материалами естественного происхождения: корундами, алмазами, кремнием, кварцем, а также искусственными корундами и алмазами. На практике - это наждачная бумага или шкурка - абразивная зернь, наклеенная на плотную бумагу или ткань. Начинают шлифовку скульптуры крупнозернистой шкуркой, постепенно переходя к мелкозернистой, а затем и к шлифовальной пасте, к мельчайшей кирпичной муке. Шлифовкой со скульптуры удаляются окислы, открывается чистая поверхность
Полировка скульптурного произведения
Это следующий этап отделки скульптуры из металла. Полировка осуществляется полировочными пастами различного сметанообразного состава - смеси мела, извести, окиси хрома, алюминия, нашатырного спирта, воды и других компонентов. Славится полировочная паста ГОИ. Пасты бывают твердые, средние и тонкие. В такой очередности ими и пользуются. Если первой ликвидируют оставшиеся от шлифовки царапинки, второй добиваются ровного фона, то последней получают зеркальный блеск металла.
Полировку скульптуры обычно производят вручную, достигая идеальной равномерности и доставая до углублений рельефа. Более ровные и крупные детали скульптурного изделия полируют на специально изготовленных кругах из нескольких слоев войлока, фетра, толстого сукна.
Закрепленный на небольшом металлическом стержне, который крепится в патроне точильного или сверлильного станка, полировочный круг, смазанный пастой, вращаясь, полирует скульптурное изделие. Затем художественную доводку скульптуры осуществляют на сухом матерчатом круге.
Наиболее труднодоступные участки скульптурного произведения полируют специально изготовленными палочками из древесины более твердых пород - бука, дуба и мягких - липы, груши. Рабочая часть полировочных палочек, которая смазывается пастой, разнообразна: выпуклая, вогнутая, коническая и так далее. Узкие сквозные отверстия скульптуры полируют шелковым шнуром, а то и суровой нитью, покрывая их пастой.
Полирование скульптуры путем уплотнения, выглаживания металлической поверхности скульптуры производится специальным инструментом - полировочным гладильником (гладилом). Он изготавливается из высокопрочной стали. Гладильник полируется и закаливается. Полирование осуществляется проглаживанием под нажимом в одном направлении до появления глянца на полируемой поверхности. Затем выглаживание осуществляется в перпендикулярном направлении. Рабочая часть гладильника шарообразна. Полируемую поверхность скульптуры для лучшего скольжения рабочей части полировальника время от времени, смачивают специальным раствором в воде мыла и нашатырного спирта.
Химическое декорирование скульптур из металла
Тонирование. Патинирование. Оксидирование.
Применяя несложную химическую обработку, на поверхности бронзовой скульптуры получают разноцветное защитно-декоративное покрытие. Небольшое скульптурное произведение погружают в емкость с химическим раствором целиком, крупное обрабатывают кистью, губкой, поролоном. Чтобы полученная пленка держалась на изделии прочнее и не покрывалась налетом, после промывки и просушки ее протирают ветошью, смоченной в машинном масле или в олифе.
Декорирование скульптуры из черных металлов
Готовая скульптура из черных металлов нуждается в декоративно-защитных покрытиях, от технологических качеств которых зависит ее привлекательность и долговечность.
При обработке скульптуры из черных металлов, особенно кузнечным методом, на ее поверхности образуется слой окалины, на первый взгляд, красивого серо-голубого цвета. Но этот покров не защищает металл от коррозии, а является окисью железа.
Имея различную толщину и плотность, он подвержен постепенному отслаиванию от скульптуры, поэтому окалину со скульптуры необходимо удалить. Сделать это можно разными способами. Например, химическим способом, пользуясь раствором соляной кислоты, уротропина и йодистого калия в различных пропорциях. Или механическим - наждаком, металлической щеткой, мелкозернистым напильником, смесью воды с молотой пемзой. После очистки и сушки скульптуры образуются цветовые тона от желтого до темно-синего. Получив желаемый оттенок, нагрев резко прекращают. Учитывая различную толщину скульптуры, оксидированием можно добиться разных цветовых оттенков на разных участках скульптуры. После оксидирования изделие покрывают воском, растворенным в бензине. После сушки полируют волосяной щеткой. Черный цвет металла можно получить натиранием очищенного металла растительным маслом и нагревом до получения пленки нужного оттенка. Масло не должно воспламеняться; разлагаясь от нагрева, оно плотно заполняет поры окислов, образуя надежное покрытие черного или темно-бурого цвета. Скульптуры для садово-парковой архитектуры, которые постоянно подвергаются атмосферному влиянию, покрывают лакокрасочными покрытиями. оксидируют нагреванием ее поверхности горелкой.
Известна строгая красота скульптур из вороненой стали, когда металл скульптуры приобретает иссиня-черный цвет, как крыло ворона. В то же время воронение скульптуры - один из лучших способов защиты скульптуры от коррозии. Наряду с отполированным до зеркальной поверхности серебром и канфаренным золотом вороненое железо почиталось геральдическим металлом. Именно такие виды декоративной обработки применялись для произведения гербов, а также художественного царского или княжеского оружия.
Для получения черной с синим отливом скульптуры в воде растворяют двухромовокислого калия. Стальную скульптуру выдерживают в этом растворе и высушивают над пламенем или жаром высокой температуры. Появляется серо-бурый оттенок. Повторяя воронение, достигают вороненого цвета.
Черную матовую поверхность получают также химическим оксидированием в водном растворе такого состава: гипосульфат натрия (поташ), аммоний, ортофосфорная кислота, азотная кислота.
Темно-коричневый цвет металлической скульптуры получают оксидированием в воде хлористого железа, 30 г железного купороса и азотнокислой меди. Скульптура начинает менять окраску на бурый цвет. Повторение оксидирования приведет к густому черно-коричневому цвету скульптуры.
Синий цвет стальные скульптуры получают оксидированием в растворе воды хлорного железа, азотной ртути, соляной кислоты и спирта; при комнатной температуре время оксидирования занимает 20 минут.
Перед любым способом оксидирования скульптуры слой окиси необходимо декапировать химическими растворами (3-5-просмоловым раствором в воде соляной или серной кислоты), а также чисто обезжирить ацетоном или бензином. Эти операции для избежания жировых пятен или иного загрязнения поверхности скульптуры. Скульптуру обрабатывают в растворах на проволочных подвесках и промывают под струей воды для смывания кислоты.
Кроме химического оксидирования скульптуры пользуются и термическим методом декорирования скульптур из черных металлов, а также цветных, из которых изготавливаются скульптуры, предназначенные для установки в сухом помещении.
При нагреве изделия газовой горелкой на нем меняются оттенки побежалости (цветовой изменчивости) - от соломенного до черного. На необходимом цвете мастер прекращает термическое тонирование скульптуры. Для оксидирования скульптуры путем нагрева поверхности скульптуры в индивидуальной мастерской применима простейшая газовая горелка с деревянной ручкой, соединенная гибким шлангом с газовым баллончиком. Цветовой гаммы, тонирования, цветовых переходов можно достичь умелым пользованием горелкой. Таким способом тонируются как чеканные, так и другие скульптуры или произведения смешанных техник. После термической обработки скульптуру покрывают восковым слоем (воск с растворителем) и полируют войлоком и фетром.
Олифо-масляный обжиг обычно применяют для нанесения декоративно-защитного черно-коричневого покрытия на скульптуры из чугуна, получаемые литьем,- скульптурные произведения, фигурные решетки для ограды парков, цветников и другие. Скульптуру смачивают олифой, а затем прокаливают. Такой способ декорирования скульптур применяется и для произведений, созданных художественной ковкой.
Защитное тонирование или патинирование скульптур из цветных металлов и сплавов
Особенно восприимчивы к тонированным покрытиям скульптуры из меди и ее сплавов: латуни и бронзы.
Черный (серый) цвет скульптурам из меди и латуни можно придать с помощью разных оксидирующих растворов.
Наиболее насыщенного цвета оксидных пленок на скульптуре из меди - от светло-коричневого - до коричнево-черного - можно получить, приготовив раствор в сочетании сернистого аммония с серной печенью.
Шоколадный цвет скульптурам из меди и латуни можно придать в растворе хлорида калия, сульфата никеля и сульфата меди.
Коричневый цвет с красноватым оттенком скульптуры получают в растворе пятисернистой сурьмы в едком натрии.
Красно-коричневый цвет латунным скульптурам придает водный раствор хлористого цинка и медного купороса в равном соотношении частей цинка и купороса.
Коричневый и черный цвет на латунной скульптуре получают обработкой художественного изделия раствором гипосульфата и азотной, серной или соляной кислоты в воде.
Оливковый и черно-коричневый цвет придаст скульптурам из латуни обработка раствором хлорокиси меди и нашатыря.
Латунная скульптура становится черной в следующем растворе: в воде смешивают хлорокись меди и аммиак. Получится смесь зеленоватого цвета, а после выпадения осадка - сине-зеленого; в этом растворе и тонируют латунь; при этом скульптура не теряет своего блеска. Длительность обработки скульптуры не превышает нескольких секунд.
Оранжево-красным за несколько минут латунную скульптуру сделает раствор сернистого калия в воде.
В старину латуни придавали и иные, казалось бы, совершенно неожиданные для этого сплава цвета.
Фиолетовый цвет получали погружением скульптуры в раствор хлорной сурьмы; шоколадно-бурый - обжигом скульптуры окисью желе за и последующей полировкой свинцовым блеском.
Цвет античной патины скульптурам из меди, бронзы и латуни можно придать обработкой их в растворе хлористого аммония и углекислого аммония в воде.
Художественное литьё из металла

С момента появления до сегодняшнего дня формование металлических расплавов использовалось для создания произведений искусства. Старинные украшения и скульптуры, выполненные с величайшим мастерством, были сделаны с помощью древних технологий художественного литья из металлов. Эти методы почти без изменений используются современными авторами.
История и суть технологии
С металлом человечество познакомилось очень давно, но самые ранние попытки получения отливок из него, скорее всего, берут начало в четвёртом тысячелетии до н. э. Такие предположения позволяют делать археологические находки на Ближнем Востоке. Согласно исследованиям, первые формы, заполненные жидким металлом, были простыми углублениями в открытом грунте.
Значительного прогресса в точности и качестве отливок мастерам древности удалось добиться не сразу. Приблизительно вторым-третьим тысячелетием до нашей эры датируются первые сохранившиеся артефакты, которые можно отнести к скульптурному жанру. В этот период литьё становится не только предметом ремесла, но и способом создания произведений искусства высокого уровня.
Суть технологии заключается в свойстве расплавленного металла (как и любой другой жидкости) заполнять сосуд, в который его вылили. После остывания готовая отливка становится точной геометрической копией пустот в ёмкости. Основные этапы упрощённо выглядят так:
- Изготовление скульптором оригинальной модели из пластичных неметаллических материалов.
- Приготовление материалов для формования, создание литейной формы по оригиналу.
- Плавление металла, заливка его в форму, остывание.
- Освобождение готового изделия от формы, очистка и механическая обработка.
Процесс значительно усложняется, если необходимо создавать пустотелые отливки или тиражируемые изделия.
Используемые материалы

«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:

- ничтожная усадка;
- высокая текучесть;
- не подверженность пористости при остывании;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.

Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Для приготовления скульптуры используют серый чугун с высоким содержанием фосфора как самый недорогой и приспособленный для литья сплав железа с углеродом. Фосфор улучшает текучесть — это помогает металлу полностью заполнять форму. Свойство фосфора повышать хрупкость железа для художественного литья значения не имеет, как и присущая серому чугуну пористость. Материал обладает ещё одним важным свойством — привлекательностью внешнего вида готового изделия.
Применяемые методы
Традиционные технологии нисколько не утратили актуальности и в наше время. В качестве основных мастера применяют литьё либо в земляные формы, либо по выплавляемым моделям. На XIX век пришёлся накал соперничества этих двух методов. Первый стал массовым в основном у промышленников, уступив лидерство в искусстве более точному и дорогому литью по восковым моделям.
Литьё в землю

Этот метод объединяет литьё в землю, песок или глину. Основная разница между ними заключается в материале формы. Суть технологии состоит в получении отпечатка от шаблона на смеси с дальнейшим изменением её качества (трамбовкой, добавлением связующего вещества) и последующим формированием в ней литниковой системы — каналов, по которым будет поступать и удаляться расплавленный металл.
Для создания сложных объёмных фигур нередко используют разборные шаблоны, а формовку производят в специальных составных ящиках — опоках. На результат большое влияние оказывает состав и качество формовочной смеси. После отливки заусенцы и линии каналов удаляются механически.
Достоинства технологии:
- простота;
- низкая себестоимость;
- возможность создавать отливки больших размеров и массы.
По выплавляемым моделям
Этот метод был популярен ещё в Древнем Египте и Китае, использовался в Греции и Риме, не претерпел больших изменений за тысячелетия. Основные эволюции произошли во вспомогательных материалах: воск мастера сменили на синтетические смеси, активно стали применять эластичные резиновые формы и т. п. Классический метод литья по выплавленному воску выглядит так:
- Создание восковой модели скульптором — точной копии будущей отливки.
- Изготовление формы — на поверхность воска наносится в несколько этапов пастообразная гипсово-глиняная смесь.
- Запекание формы в печи. Во время нагрева воск покидает форму, вытекая через заранее предусмотренные каналы.
- Заливка расплавленного металла в покинутые воском пустоты.
- Освобождение готовой скульптуры от глиняной формы.
- Удаление лишнего металла с отливки, шлифование, полировка, художественная химическая обработка.
В подобном виде этот древний метод сейчас очень популярен у художников. Процесс литья усложняется при необходимости создавать тиражируемые изделия. Тогда в регламент работ добавляются процедуры изготовления «негативных моделей», назначение которых — служить многоразовой формой для восковых отливок.
Сам по себе способ формирования по выплавляемым моделям позволяет создавать чрезвычайно качественные и тонкие изделия из всех видов металлов. Технологические трудности могут возникнуть лишь при изготовлении больших элементов: такие задачи по плечу только мастерам высокой квалификации.
Художественное литье из бронзы

Мы изготавливаем крупный декор – ограды, литые заборы, скамейки, декоративные решетки, фонари, перила, гербы, предметы интерьера.
Выполняем художественное литье на заказ для загородных домов, усадеб, коттеджей, оформления скверов и парков города, мест захоронений на кладбище.
Гарантируем качественное литье изделий сложной конфигурации любых размеров на современном оборудовании.

Литье скульптур
Выплавляем в своих печах, заливаем в формы и создаем красивые элементы скульптурного декора: скульптуры, рельефы, гербы, колокола.
Делаем скульптуры малых и крупных форм, бронзовые бюсты в подарок для первых лиц страны.
Если вы хотите заказать скульптуру в «Лит Арт» – будьте уверены, что ваш заказ выполнят максимально оперативно и точно в срок.
Поможем спроектировать или отольем по вашим моделям
Литейный цех
Производим заливку в соответствии с технологическими стандартами. На готовых элементах исключены дефекты отливок – спаи, пригары, недоливы.
«Лит Арт» с 1999 года предоставляет услуги по отливке скульптур и крупных элементов декора с высокой детализацией.
На нашем производстве стоят новые плавильные печи. 2 раза в день производим заливку металла. Вам не придется ждать, это значительно сократит время изготовления.
У нас собственный литейных цех, в котором одновременно работают 9 бригад. Все формовщики и литейщики «Лит Арт» имеют стаж работы по специальности не менее 10 лет.
Изготавливаем крупные изделия и декор – арки, беседки, массивные двери, решетки, оградки, скамейки, фонари. Мы быстро и качественно отливаем металл, поскольку имеем необходимые производственные мощности.
Отливаем скульптуры из бронзы, латуни, алюминия, чугуна.
Бронза БрО5Ц6С5 – специальная скульптурная бронза, работаем только с сертифицированными материалами. Художественное литье из бронзы на заказ – наше флагманское направление.
Мы используем бронзу БрО5Ц6С5 для создания детализированных отливок.


Материалы для художественного литья

Бронза – прочный, вечный, красивый металл. Бронзовое литье используют для изготовления скульптур, бюстов, памятников, предметов интерьера. Обладает уникальной особенностью – точность детализации при любом масштабе.

Чугун применяют для монументальных отливок. Из чугуна изготавливают заборы, ворота, калитки, скамейки, декоративные решетки, уличные фонари, урны. Для защиты от коррозии требует окраски.

Латунь внешне похожа на бронзу, латунь более желтая из-за большего количества меди в сплаве. Из латуни чаще всего заказывают элементы декора и предметы обихода. Латунь уступает бронзе по износостойкости и прочности.

Алюминий – практичный, бюджетный материал. На него хорошо ложится краска, отличается стойкостью к коррозии. Алюминий имеет металлический стальной цвет. Из него можно изготовить скульптуру, таблички или декор.
Литье скульптур

Художественное литье на заказ – финальный этап изготовления скульптуры. Если вы уже слепили модель скульптуры, сделали формовку, и вам надо отлить фигуру в твердом материале – обращайтесь в «Лит Арт», и мы предложим вам особые условия.
Предоставим квалифицированных помощников для лепки, увеличения или восковок или обеспечим изготовление под вашим авторским надзором.
Сборку и обработку скульптур производим вручную. Собираем все части, свариваем, заводим каркас, очищаем, шлифуем, чеканим швы, наносим патину, чтобы фигура смотрелась безупречно.
Звоните 88007077850 для подробной информации
Наши контакты
г. Жуковский, ул. Наркомвод, дом 3а
Спасибо за Вашу заявку!
В ближайшее время мы с Вами свяжемся
Политика конфиденциальности
Мы признаем важность конфиденциальности информации. В этом документе описывается, какую личную информацию мы получаем и собираем, когда Вы пользуетесь сайтом . Мы надеемся, что эти сведения помогут Вам принимать осознанные решения в отношении предоставляемой нам личной информации.
Общедоступная информация и идентификация посетителей
На нашем сайте не предусмотрена система регистрации, поэтому если Вы просто просматриваете наш сайт, информация о Вас не публикуется нигде на сайте.
Телефонный номер, электронная почта и имя
Номер телефона, почта и имя, указываемые Вами при отправке заявки и заказе обратного звонка, не показываются другим посетителям сайта. Мы можем сохранять полученные данные и другие письма, отправленные Вами, чтобы обрабатывать Ваши заявки, отвечать на запросы клиентов и совершенствовать уровень обслуживания.
Цели сбора и обработки персональной информации пользователей
На сайте есть возможность заказа обратного звонка, отправки электронной почты и возможность оставить заявку на услуги. Ваше добровольное согласие на заказ обратного звонка и (или) отправку электронной почты и (или) оставление заявки на услуги подтверждается путем ввода Вашего Имени и Номера Телефона или Электронной Почты в форму заявки, форму отправки письма и в форму заказа обратного звонка. Ваше Имя используется для личного обращения к Вам, а Номер Телефона и/или Электронная Почта — для связи с Вами нашими сотрудниками для предложения наших услуг, ответа на Ваши вопросы и для других видов обработки Вашего обращения. Пользователь предоставляет свои данные добровольно, только после этого, в дальнейшем, с ним связывается наш сотрудник. Данные хранятся в архиве до тех пор, пока существует наша компания.
Условия обработки и её передачи третьим лицам
Ваши Имя и Номер телефона никогда и ни при каких условиях не будут переданы третьим лицам, исключая случаи, которые связаны с исполнением законодательства Российской Федерации.
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую Ваш браузер передает при посещении веб-страниц. Как правило, эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса, а также один или несколько файлов cookie, которые позволяют точно идентифицировать Ваш браузер.
Куки (cookie)
На сайте используются куки (Cookies), происходит сбор данных о посетителях с помощью сервисов Яндекс Метрика и Google Analitycs. Эти данные служат для сбора информации о действиях посетителей на сайте, для улучшения качества его содержания, возможностей и удобства использования. В любое время Вы можете изменить параметры в настройках Вашего браузера таким образом, чтобы браузер перестал передавать (сохранять) все файлы cookie, а также оповещал об их отправке. При этом следует учесть, что в этом случае некоторые сервисы и функции могут перестать работать.
Изменение политики конфиденциальности
На этой странице Вы сможете узнать о любых изменениях данной политики конфиденциальности. В особых случаях Вам будет выслана информация на Ваш телефон.
Затраты на доступ
Вы должны обеспечить за свой счет оборудование и подключение к Интернет, необходимые Вам для получения доступа к Сайту и его использования. Вы несете единоличную ответственность за любые затраты на доступ к Сайту через беспроводную связь или иные.
Читайте также: