Металлический филамент для 3d принтера
Обновлено: 04.10.2024
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
3D-ПЕЧАТЬ СТАЛЬЮ
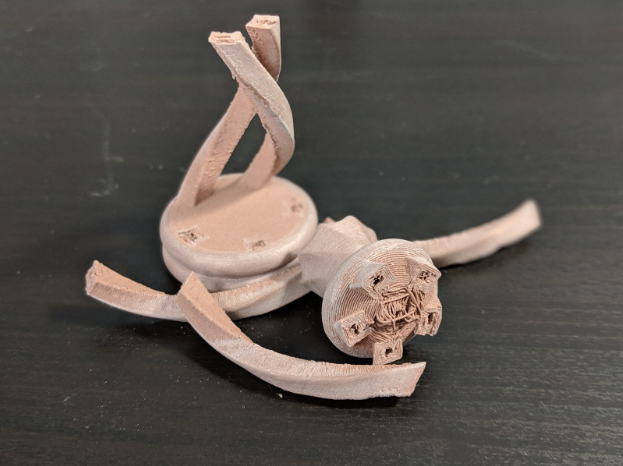
Отлитая из стали деталь (слева) в сравнении с печатной версией (в центре) демонстрирует допуски, возможные при использовании технологии . Шарнир, справа, напечатанный целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: "Будет ли она такой же прочной, как кованая или литая деталь?". Короткий ответ - да. и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали напечатанные из стали используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере по одной из технологий, в частности методом лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу "лоб в лоб" - это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной практикой, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом гору отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью - это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т.д.), то все эти параметры можно заложить в изделии на этапе производства.
СТАЛЬ ДЛЯ 3D-ПЕЧАТИ
Металлический порошок - самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов сталей можно выделить следующие:
Нержавеющая сталь (316L, 304L , 17-4 PH, 15-5PH, 420, 254, PH1, GP1, 630, 410)
Инструментальная сталь (D2, M2, H13, H11, MS1, 1.2709)
Низколегированные сталь (4140)
Конструкционная легированная (20MnCr5)
В последнее время появились уникальные сплавы специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
КАК ПЕЧАТАТЬ СТАЛЬЮ
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) - это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) - "размещение связанного металла"
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) - это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходят все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами и составляет 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF - это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя - аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
3D печать с металлокомпозитными филаментами
За исключением профессиональных промышленных машин, все 3D принтеры строят объекты из пластика. 3D принтеры могут использовать довольно много разных типов пластика, таких как ABS, PLA и нейлон; и они могут использовать несколько различных технологий для превращения пластикового сырья в детали. Но факт остается фактом, пластмассы являются материалами, доступными для любого настольного 3D принтера. Тем не менее, любители, используя пластиковые филаменты с другими примесями, могут создавать на 3D принтерах детали, которые выглядят и ощущаются как металлические.

Объекты, напечатанные на 3D принтере и выглядящие как металлические
Металлокомпозитные филаменты, иногда называемые филаментами с металлическими наполнителями, содержат примерно 40-60% мелкодисперсного металлического порошка, смешанного с PLA. Их не следует путать с филаментами, которые просто металлического цвета. Металлокомпозитные нити намного тяжелее, чем обычные филаменты PLA. Хотя они выглядят как металл, окисляются и подвергаются атмосферным влияниям как металл, и на ощупь они холодные, ими можно печатать на обычных 3D принтерах.
Эти специализированные филаменты доступны в нескольких различных материалах: медь, бронза, нержавеющая сталь и железо являются наиболее распространенными.
Образцы 3D печати металлокомпозитными филаментами Диаграмма оценки характеристик металлокомпозитных филаментов
С точки зрения производительности и стоимости, металлокомпозитные филаменты для 3D печати не совсем соответствуют обычным пластиковым филаментам. Их главная ценность – внешний вид.
Помимо того, что они выглядят так, будто сделаны из металла, детали, напечатанные из металлокомпозитных нитей, намного тяжелее пластиковых деталей. Это особенно верно для деталей, напечатанных с высокой плотностью заполнения.. Их вес делает детали еще более убедительными относительно использования в качестве полузаменителей для литых металлических предметов.

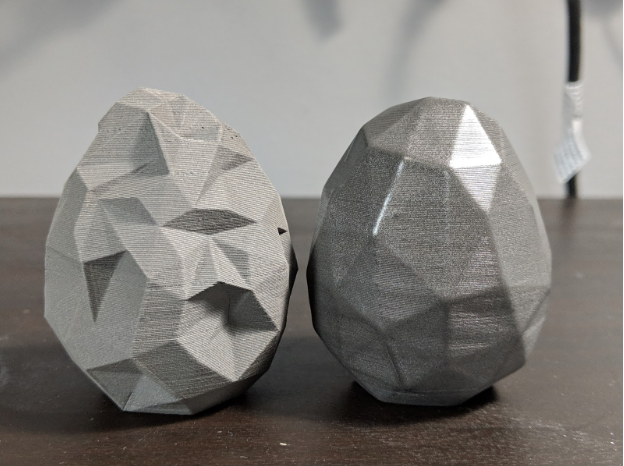
Слева деталь, напечатанная черным PLA с заполнением 20%. Справа та же модель, напечатанная филаментом ColoFabb Copperfill с заполнением 20%.
Стоимость
Неудивительно, что специализированные филаменты для 3D принтеров, наполненные металлическими порошками, стоят значительно дороже, чем обычные пластиковые нити. Также металлокомпозитные филаменты выпускает ограниченное число производителей.
ColorFabb и ProtoPasta являются двумя крупнейшими и наиболее уважаемыми дистрибьютерами эти специализированных видов сырья. Цена катушки металлокомпозитного филамента зависит от типа металла и качества нити.
| Тип филамента | Стоимость (за килограмм) |
|---|---|
| ColorFabb copperFill (наполнитель – медь) | $73,32 |
| ColorFabb bronzeFill (наполнитель – бронза) | $73,32 |
| ColorFabb steelFill (наполнитель – сталь) | $73,32 |
| Proto-Pasta Iron PLA (наполнитель – железо) | $69,98 |
| Proto-Pasta Stainless Steel PLA (наполнитель – нержавеющая сталь) | $99,98 |
Прочность
Существует причина, по которой пластики с металлическим наполнением не используются в производстве. Композитный материал не обладает прочность, долговечностью и ковкостью чистого металла. Кроме того, добавление металлических порошков в филамент PLA делает его более хрупким, чем чистый PLA.
Объекты, напечатанные из металлокомпозитных филаментов, очень хрупкие.
Постобработка
При использовании других типов исходного материала для 3D печати постобработка является необязательным шагом для улучшения внешнего вида ваших деталей. Для металлокомпозитных филаментов, постобработка деталей обязательна.
Сразу после принтера детали с металлическим наполнением не будут похожи на металлические. Они имеют матовую поверхность и цвет, близкий к цвету металла, который они содержат.

Эта деталь была напечатана филаментом copperFill (с медью), но до постобработки она не очень похожа на медь.
К счастью, постобработка металлокомпозитных деталей проста, но требует некоторого оборудования. Поскольку нити с металлическим наполением используют в качестве основного материала PLA, шлифование деталей может быть затруднено. Этот материал нагревается и быстро размягчается, создавая странный белый след. Также нет легкодоступных химикатов, которые можно использовать для полировки деталей способом, каким химически полируется ABS.
Лучший способ постобработки металлокомпозитных деталей – галтовка. Для этого используется простое устройство, состоящее из вращающегося барабана, заполненного полирующим средством (на английском данное устройство называется «rock tumbler»). Деталь после 3D печати просто помещается внутрь этого барабана, и когда барабан вращается, полирующее средство обрабатывает поверхность детали.
Детали из металлокомпозитного филамента до и после галтовки
Поставщики предлагают любителям 3D печати множество полировочных материалов. Одним из наиболее популярных средств является использование небольших крепежных винтов, которые похожи на металлокомпозитный пластик. Другой вариант – маленькие кусочки нержавеющей стали размером с зерна риса.
Средство для полировки из нержавеющей стали для вращающихся стаканов После длительного вращения в стакане металлокомпозитные детали будут выглядеть гораздо более похожими на настоящий металл, а не на пластик цвета металла
Простота использования
Поскольку металлокомпозитные филаменты используют в качестве основного материала PLA, к ним могут применяться те же настройки, что и при печати с использованием PLA. Это замечательно, потому что PLA – это самый простой тип материала для 3D печати, поэтому он так популярен. Металлокомпозитный филамент печатается при низкой температуре, около 200°C. Оно может также печататься без подогрева стола. Фактически, нити с металлическим наполнителем даже менее склонны к деформации, чем обычный PLA.

Два образца печати, слева PLA, справа copperFill (наполнитель – медь), были напечатаны с одинаковыми настройками печати. На самом деле, обе модели использовали для печати один и тот же g-код.
Тем не менее, есть несколько предостережений при использовании нитей с металлическим наполнителем, что делает их более сложными в использовании, чем обычные PLA нити.
Во-первых, металлический порошок в филаменте делает этот тип специализированного сырья более абразивным, чем чистый пластик. Большинство 3D принтеров поставляются с латунным соплом. Однако латунь является относительно мягким металлом, и она может стираться абразивными металлокомпозитными филаментами, медленно снижая качество печати вашего принтера.
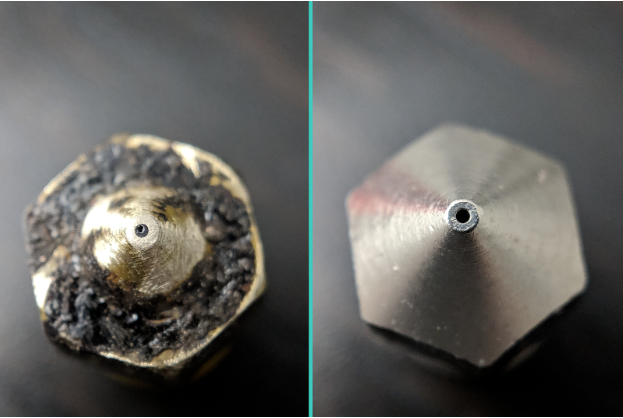
Слева стандартное латунное сопло после многих часов печати, в том числе около 3 кг филамента с металлическим наполнителем. Справа совершенно новое закаленное сополо. Вы можете видеть, что сопло слева начало разрушаться абразивным металлокомпозитным филаментом.
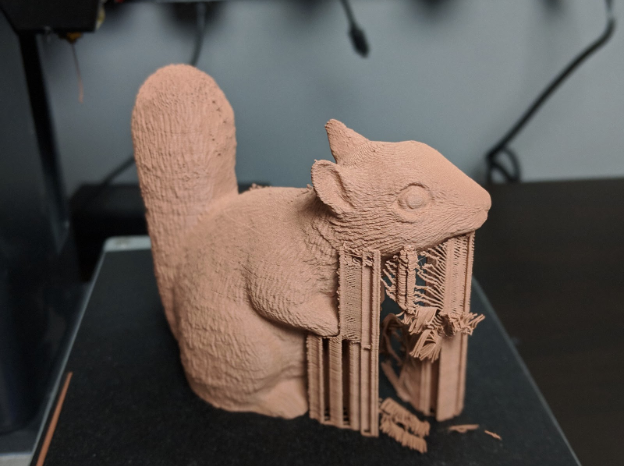
Во-вторых, нити с металлическим наполнителем выполняют мосты не так хорошо, как чистые пластмассы, и при этом они также не выполняют навесы так хорошо, как другие материалы. Как упоминалось выше, металлокомпозитные филаменты намного тяжелее, чем обычные пластмассы, что делает этот материал более сложным для удержания навесных элементов в воздухе, пока пластик затвердевает.
Содержание металла в металлокомпозитном филаменте также позволяет материалу дольше удерживать тепло, по сравнению с обычным пластиком. На самом деле, это является хорошей характеристикой для предотвращения деформации, поскольку это означает, что детали охлаждаются медленнее и равномернее. Тем не менее, это также затрудняет выполнение мостом и навесов.
Для достижения лучших результатов детали должны быть спроектированы с минимальным количеством мостов и навесов – в противном случае вам понадобится дополнительный материал для поддержек. Если у вашей детали есть навесы, не забудьте включить генерирование поддержек под довольно большим углом.
Использование поддержек для нависающих элементов печатаемого объекта
Настройки принтера

Настройки принтера при печати металлокомпозитными филаментами
Наиболее подходящие проекты для печати филаментом с металлическим наполнителем
Декоративные объекты
Учитывая, что металлокомпозитные филаменты в основном полезны своими эстетическими свойствами, то они очень подходят для декоративных объектов печати: настольные статуэтки, фигурки, пресс-папье, настенные изображения – вот некоторые примеры обычных декоративных предметов, выполненных из композитного пластика.
Ювелирные изделия
Из филамента с металлическим наполнителем могут быть напечатаны ювелирные изделия, что позволяет дизайнерам создавать прототипы проектов или даже печатать образцы продукции без необходимости отливки из металла.
Визуальные прототипы
Металлокомпозитные филаменты также могут использоваться для создания визуальных прототипов металлических деталей. Детали, напечатанные из пластика с металлическим наполнителем, выглядят как литые металлические детали, но их изготовление на порядок дешевле. Следовательно, этот материал полезен для моделирования внешнего вида детали, которая впоследствии будет изготовлена из металла.
3D-печать металлами на Formnext 2017

3D-печатные детали из инженерных филаментов способны потеснить металлические там, где достаточно их прочности и температурной стойкости. Недавно мы писали о том, какие пластики используются в промышленной FDM-печати и какая техника для работы с ними демонстрировалась на Formnext 2017. Сегодня продолжим тему выставки, перейдя к металлическим изделиям.
Спекание порошка
Производителей 3D-принтеров и расходных материалов серьезно занимает идея использования в печати сырья, изначально предназначенного для работы по технологии Metal Injection Molding, MIM. Мелкодисперсный металлический порошок с небольшим количеством связующего термопласта формуется под давлением, после чего запекается. Усадка в процессе может превышать 10%, реальное значение прогнозируемо и учитывается при производстве.
Вместо пресса и форм на первом этапе для получения заготовки вполне реально использовать 3D-принтер. Устоявшегося названия технологии производства пока нет: у Desktop Metal это BMD, Bound Metal Deposition. У Markforged — ADAM, Atomic Diffusion Additive Manufacturing. AIM3D называет это CEM, Composite Extrusion Modeling. Если сравнивать с MIM или печатью по технологии SLM, стоимость оборудования и единичного конечного изделия удается ощутимо снизить.
Desktop Metal и Markforged

Markforged и Desktop Metal предлагают комплексы оборудования, состоящие из FDM-принтера, моющей установки и печи. После печати деталь очищается от пластикового связующего снаружи и отправляется в печь, где обрабатывается в два этапа — сначала удаляются остатки пластика, а затем деталь запекается. В зависимости от сырья, возможно использование газовой атмосферы в печи, например аргона. Результат — деталь с плотностью до 99.7% у Markforged и до 99.8% у Desktop Metal, это к вопросу о пористости.

- Рабочая камера: 250 х 220 х 200 мм.
- Толщина слоя: от 50 мкм.
- Сопутствующее оборудование: станция очистки Wash-1, печь Sinter-1 или Sinter-2.

Компания предлагает принтер ExAM 255 и печь ExSO 90. Принтер работает не с филаментом или порошком, а прямо с гранулами для MIM. В остальном он похож на обычный FDM-аппарат и может печатать привычными пластиками, тоже из гранул — это еще и дешевле, чем использование филамента.

- Рабочая камера: 255 х 255 х 255 мм.
- Толщина слоя: от 20 мкм.
- Подача материала: с помощью комплектного или внешнего компрессора.

BASF в прошлом году анонсировала филамент Ultrafuse 316LX — коммерчески он пока недоступен, находится в процессе тестирования. Apium и Gewo 3D уже объявили о том, что «это работает». Привычный для FDM-принтеров пруток, но состоящий из порошка нержавеющей стали с пластиковым связующим материалом. Заявленная пористость детали после запекания — менее 2%. Можно печать металлом на обычном 3D-принтере, остается только найти подходящую печь для запекания. Fraunhofer IFAM именно это и демонстрирует, говоря о печати сталью, титаном, медью и другими металлами и сплавами с помощью настольного принтера Renkforce RF100 стоимостью менее 300€.
Струйная печать

Для формирования детали, которая будет подвержена запеканию, не обязательно использовать технологию FDM. Есть установки, которые работают как гипсополимерные принтеры, только с другим сырьем. Нанести слой порошка, в нужных местах зафиксировать жидким связующим, повторить. Полученные детали очистить от лишнего металлического порошка и запечь. С небольшими различиями в реализации, так работают Desktop Metal Production System, промышленные принтеры ExOne и установки Digital Metal DM P2500.

- Рабочая камера: 400 х 250 х 250 мм.
- Толщина слоя: от 100 мкм.
- Скорость печати: 30-60 с на слой.
Да, их уже можно так назвать. Выборочное лазерное спекание и выборочное лазерное плавление. В первом случае температура нагрева слоя металлического порошка ниже температуры плавления, происходит спекание частиц. Во втором — порошок полноценно сплавляется. В этих областях на Formnext представляли свою продукцию как гиганты, так и новички.

Concept Laser, являющаяся частью GE, продемонстрировала принтер с рабочей областью 1,1 х 1,1 х 0,3 м. Называется ATLAS, оперирует киловаттным лазером и снабжен встроенным 3D-сканером.

SLM Solutions показала SLM 800 — машину с камерой 500 х 280 х 850 мм. До четырех параллельно работающих лазеров, по 700 Вт каждый, плюс возможность автоматизации цепочки производства — ручные операции, от загрузки порошка до очистки готовой детали, исключаются. Более скромная установка, SLM 280, обновлена до версии 2.0 и теперь оснащается одним или двумя лазерами до 700 Вт, при рабочей камере 280 x 280 x 365 мм. К ней опционально предлагается автоматический податчик порошка.
Trumpf объявила, что ее TruPrint 5000 — самая быстрая машина среди одноклассников. Ее рабочая область — цилиндр диаметром 300 мм и высотой 400 мм, лазеров три штуки, по 500 Вт каждый. Плюс автоматизация перемещения «бочки» в рабочую зону и из нее — на станцию очистки.
SLM Solutions SLM 280 2.0
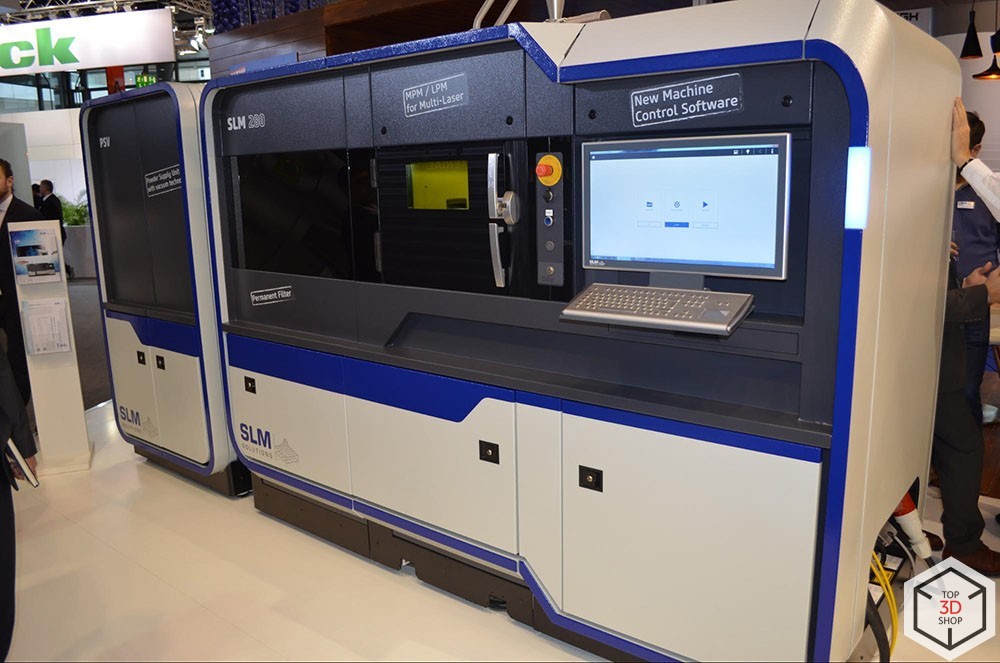
- Рабочая камера: 280 х 280 х 365 мм.
- Толщина слоя: от 20 мкм.
- Толщина стенки: от 150 мкм.

OR Laser предлагает ORLAS Creator, сравнительно компактный принтер, с рабочей областью в виде цилиндра диаметром 100 и высотой 110 мм. В этот раз на Formnext показали его модификацию — ORLAS Creator Hybrid, снабженный трехосевым фрезером. Идея в том, чтобы каждые 5-10 слоев обрабатывать наружные и внутренние поверхности детали на месте, что значительно увеличит точность и уменьшит необходимость в последующей постобработке.

Принтер от Aurora Labs, S-Titanium Pro, может работать по технологии спекания и плавления, но интереснее третий вариант — называется DED, Directed Energy Deposition. Идея метода в непосредственной подаче металлического порошка в зону работы лазера. Так можно, например, наплавлять металл на деталь для изменения ее конфигурации или ремонта.

Xact Metal представила XM300, новый аппарат с областью печати 254 x 330 x 330 мм, оснащенный двумя или четырьмя независимыми лазерами. Особенность подхода Xact Metal заключается в том, что в ее принтерах не используются зеркала управляемые гальванометрами. Перемещение зеркала осуществляется подобно движению головки в FDM-принтере, и в этом сразу плюс — луч лазера всегда перпендикулярен поверхности порошка. Второе преимущество — невысокая стоимость реализации. Главный минус — сложность достижения достаточной скорости перемещения лазера, здесь Xact Metal и разработала ряд ноу-хау, чтобы не отстать от конкурентов.

InssTek ставит на технологию DMT, Direct Metal Tooling. Это коммерческое название реализации DED, суть в подаче металлического порошка в зону работы лазера. Таким образом можно не только «выращивать» детали, но и изменять уже имеющиеся, модернизировать или ремонтировать, компенсируя износ. Остается добавить, что принтер InssTek MX-MINI, о котором преимущественно речь, является пятиосевым и обладает рабочей камерой 200 х 200 х 200 мм.

SPEE3D подошла к вопросу изготовления металлических деталей с неожиданной стороны. В конструкции принтера LightSPEE3D — шестиосевой манипулятор, перемещающий платформу для построения, и неподвижное сопло. Металлический порошок в этом сопле разгоняется до сверхзвуковой скорости и его частицы сцепляются с предыдущим слоем за счет деформации и нагрева при ударе. Подход позволяет достигать высокой скорости работы — производитель заявляет, что машина формирует до 100 граммов металлического изделия в минуту. Отдельным плюсом отмечается работа с алюминиевым и медным порошком.
При использовании лазера для спекания или сплавления металлического порошка возникает проблема с чистой медью. Обычно используются лазеры с длиной волны примерно 1000 нм, а в этом диапазоне медь очень хорошо отражает. Fraunhofer ILT, пока еще не как коммерческое решение, предлагает применять зеленый лазер с длиной волны 515 нм.
Курс на автоматизацию и доступность
Гиганты индустрии двигаются к увеличению печатной области и большей автоматизации производственного процесса, а новые игроки стремятся попасть на рынок, предлагая решения с некоторыми уникальными чертами. Это может быть выбор расходных материалов, высокая скорость изготовления детали, гибкость в эксплуатации. И обязательно — цена. Говорить о том, что в ближайшее время у каждого появится возможность печати металлом, нельзя, но двухэтапное производство изделий — печать и спекание, — должно сделать процесс значительно более доступным, по сравнению с SLS и SLM.
Когда вам потребуется оборудование для печати металлических деталей, обращайтесь в Top 3D Shop. Наши специалисты помогут вам определиться с выбором технологии производства, а затем — оборудования, подходящего для решения ваших задач.
Экзотические материалы для 3D-принтеров: PLA с добавлением нержавеющей стали и PLA с добавлением магнитного железа.
ProtoPlant, изготовитель Proto-pasta, недавно анонсировал появление двух новых материалов в своей линейке экзотических филаментов для 3D-принтеров: PLA + нержавеющая сталь и PLA + магнитное железо.
Печатать с помощью этих материалов (которые разработаны специально для печатных нужд) также легко, как с помощью PLA, но они обладают свойствами (и внешним видом) металла.
Для того чтобы придать объектам (изготовленным из нержавеющей стали PLA Proto-pasta) металлический блеск, их можно отполировать или зачистить проволочной щёткой. А если напечатанный объект оставить в необработанном виде, то он будет похож на литой металл.

Кольцо, изготовленное из нержавеющей стали PLA Proto-pasta
PLA из магнитного железа – это уникальный печатный материал. Возникала ли когда-нибудь у вас необходимость напечатать что-то из материала, обладающего ярко выраженными магнитными свойствами? Магнитное железо PLA Proto-pasta обладает магнитными свойствами и тем самым делает объекты 3D-печати ещё более интересными. Эта особенность открывает перспективный диапазон практического применения (и забавных возможностей) для объектов 3D-печати. Кроме того, напечатанные объекты можно окислять с целью придания им уникального налёта ржавчины.

Если объект, изготовленный из магнитного железа Proto-pasta, погрузить на пару дней в раствор солёной воды, то в результате на нём будет образован налёт ржавчины.
ProtoPlant (производитель, работающий в сфере малого бизнеса) предоставляет новые возможности разработчикам по всему миру. Дальнейшая комбинация искусных умений и технических возможностей позволит прибавить к машинной точности художественные аспекты. Наконец-то мы больше не ограничиваемся дешевыми на ощупь пластиковыми безделушками. Этот материал удивителен: он выглядит как металл и оставляет тактильное ощущение от соприкосновения с металлом; никому и в голову не придёт, что это печатный материал.
ProtoPlant изготавливает филамент Proto-pasta на своих складах в Ванкувере (США, штат Вашингтон). Недавно ProtoPlant отпраздновал свою первую годовщину начала кампании успешного краудсорсинга, благодаря которой финансировалась разработка Proto-pasta. Чуть более года назад, филамент для 3D-печати ProtoPlant PLA углеродного волокна был успешно профинансирован с помощью 36000$, полученных от 500 инвесторов. На сегодняшний день Proto-pasta продолжает развивать высокое качество для потребностей домашней 3D-печати. На выставке Consumer Electronics Show запланирована демонстрация очередного филамента.
Компания объявила о проведении художественного конкурса, на который приглашает всех желающих разработать дизайн этикетки для катушки PLA Proto-pasta с нержавеющей сталью. Победитель конкурса первым получит этот новый материал, а его дизайнерская разработка станет известной во всём мире.

Методы обработки нержавеющей стали PLA Proto-pasta, слева направо: необработанный объект, обработанный проволочной щёткой, шлифовальным кругом и очистным барабаном (для отливок). Отсканированная голова Александра Великого

Крупный план необработанного и отполированного объекта 3D-печати, изготовленного из нержавеющей стали PLA Proto-pasta.

Талисман 3D Hubb's Marvin, изготовленный из нержавеющей стали PLA Proto-pasta. Слева направо: необработанный, обработанный проволочной щёткой и отполированный объект.

Брелок Орегон, изготовленный из нержавеющей стали PLA Proto-pasta и отполированный на шлифовальном круге.
BASF запускает филамент для 3D-печати металлических деталей
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
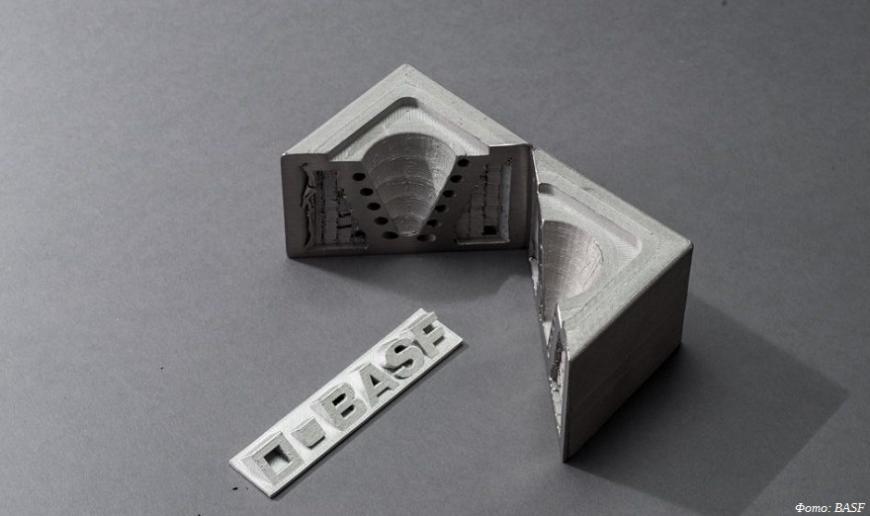
Концерн BASF официально запустил новый специализированный материал для 3D-принтеров по технологии послойного наплавления полимерного прутка (FDM/FFF) — филамент Ultrafuse 316L с высоким содержанием стального порошка, предназначенный для 3D-печати металлических заготовок.
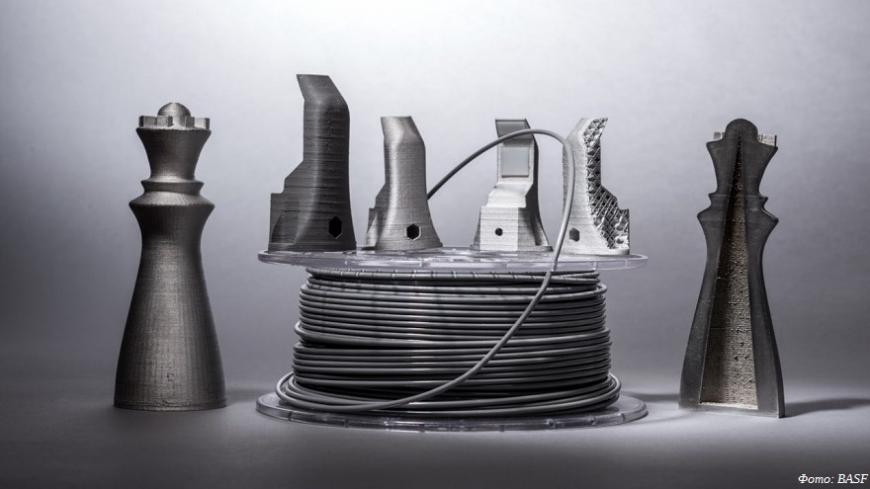
Новый материал представляет собой филамент с высокой долей порошкового наполнителя из нержавеющей стали марки 316L, достигающей девяноста процентов. Филамент пригоден для использования с обычными настольными FDM/FFF 3D-принтерами, совместим с директ- и боуденовскими механизмами подачи прутка, доступен в диаметрах 1,75 и 2,85 мм и предлагается в катушках массой 3 кг. Печатать рекомендуется при температурах от 230 до 250ºС на обработанных подходящим клеем стеклянных столиках или на каптоновой пленке. Рекомендуется использовать сопла диаметром не менее 0,4 мм и наносить материал со скоростью от 15 до 50 мм/c. Само собой, необходимо учитывать высокую абразивность материала и выбирать подходящие сопла.
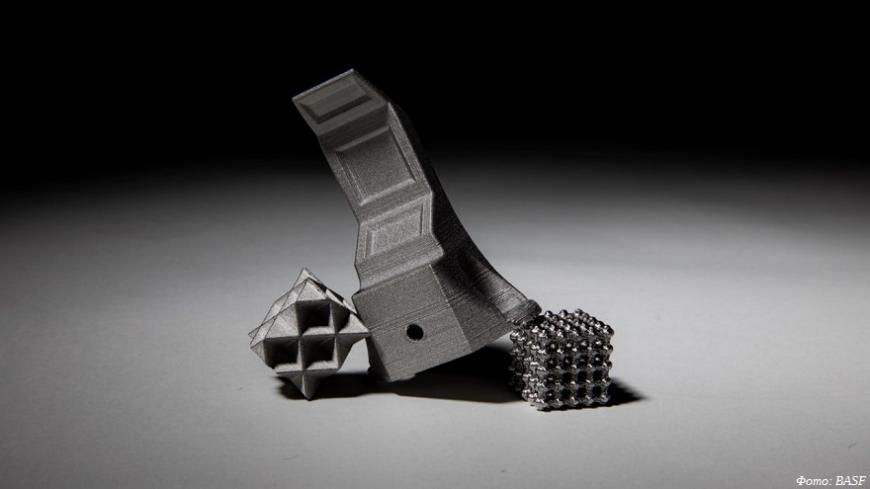
После завершения 3D-печати и каталитического удаления основного связующего полимера заготовка со вторичным связующим отправляются в печь для выжигания остаточного пластика и спекания металлического порошка при температуре чуть ниже порога плавления. Разработчики обещают равномерное распределение порошка в связующем веществе во избежание образования определенных дефектов, таких как пористость. Хотя такой метод уступает по точности и разрешению технологиям селективного лазерного и электронно-лучевого наплавления и спекания, а также требует масштабирования цифровых моделей для компенсации неизбежной усадки, он не требует использования дорогостоящего аддитивного оборудования промышленного класса, расходные материалы выходят не только дешевле мелкодисперсных металлических порошков, но и гораздо безопаснее в работе, а большую часть механической обработки деталей можно проводить еще на «зеленой» стадии, то есть до спекания, что значительно упрощает процесс доводки до готового вида.

«Нашей целью было создание высококачественного металлического филамента, значительно упрощающего аддитивное производство в плане стоимости, скорости и доступности. В сравнении с литьем металлов под давлением (MIM) филамент Ultrafuse 316L делает возможной работу в офисных условиях, что открывает новые производственные перспективы. Чтобы раскрыть полный потенциал Ultrafuse 316L необходимо понимать, что этот филамент нельзя назвать обычным. Мы ставим задачей обеспечение полного цикла услуг и поддержки, от оформления заявок и до получения готовых, спеченных деталей, чтобы 3D-печать металлами стала естественным компонентом производственных процессов», — прокомментировал Атанассиос Котротсиос, управляющий директор компании iGo3D.
Официальными дистрибьюторами филамента Ultrafuse 316L выступят компании iGo3D, Ultimaker и MatterHackers. Дополнительная информация доступна на официальном сайте подразделения BASF 3D Printing Solutions по этой ссылке.
Как это работает:
Читайте также: