Металлы для литья в домашних условиях
Обновлено: 02.07.2024
Для литейных работ юного мастера пригодны будут главным образом легкоплавкие металлы и их сплавы. Температуру печи для плавки или горна трудно будет получить выше 1000°, поэтому брать для литья придется лишь металлы с более низкой температурой плавления. Для большинства работ наилучшими будут цинк, свинец и их сплавы, гарт, или типографский металл, из которого льют шрифт и матрицы для печатания, пепельницы, всевозможные подставки.
Вторым распространенным сплавом является баббит — металл, употребляющийся для заливки подшипников. В литейную мастерскую наших мастеров эти материалы будут попадать главным образом в виде различных обломков металла с неизвестным составом. Придется произвести сначала простейшую сортировку по внешним свойствам. Надо попробовать кусочки гнуть, ломать. Если куски легко ломаются, с крупнозернистым светлым изломом и блеском, то это будет гарт или баббит. Излом более темного цвета и мелкокристаллический и металл, труднее поддающийся излому, укажут на цинк. Гибкий, неломающийся кусок, легко расплющивающийся под молотком, темно-серого цвета, можно сразу признать за свинец. Таким образом производится приблизительная сортировка литейного металла.
Чистый цинк плавится при 419°, свинец — при 327°, а различные сплавы этих металлов при еще более низкой температуре. И цинк и его сплавы очень хорошо заполняют все мелкие детали формы. Цинк и его сплавы являются для юного мастера самым подходящим литейным металлом. Свинец хотя плавится легко, но хуже заполняет форму. Всё же это будут два самых подходящих металла, хотя в промышленном машиностроении главными литейными материалами являются чугун, сталь и бронза.
Сравнительно невелика температура плавления алюминия— 659°. Литье из алюминия требует большого уменья, так как при неподходящих условиях плавки он дает большое количество раковин в отливке. Но всё же отливка из него при некотором навыке хорошо удается. Там, где от литого изделия юному мастеру потребуется большая прочность, можно взять и более тугоплавкий металл — алюминий.
Отличный литейный материал представляют собою различные бронзы, но они уже требуют гораздо более высоких температур, в пределах до 900°, которых труднее достигнуть.
При плавлении металлов необходимо соблюдать известные правила. Положим, что собираются плавить свинец и цинк. Свинец быстро расплавится, имея температуру плавления 327°; цинк же еще долго будет оставаться твердым, так как его температура плавления выше 419°. Что произойдет со свинцом при таком перегреве? Он начнет покрываться пленкой радужного цвета, а потом его поверхность окажется скрытой под слоем неплавящегося порошка. Свинец угорел от перегрева, окислился, соединившись с кислородом воздуха. Этот процесс, как известно, происходит и при обычной температуре, но при нагревании он идет гораздо быстрее. Таким образом, к тому времени, когда начнет плавиться цинк, останется очень мало металлического свинца. Сплав получится совсем не того состава, как предполагался, и потеряется большое количество свинца в виде угара. Ясно, что надо сначала плавить более тугоплавкий цинк и затем класть в него свинец.
То же самое произойдет, если сплавлять цинк с медью или латунью, разогревая сначала цинк. Цинк угорит к моменту расплавления меди. Значит, надо всегда сначала плавить металл с более высокой температурой плавления. Так как температура плавления сплавов обычно ниже температуры плавления наиболее тугоплавкого из составляющих сплав металлов, то иногда выгодно поступать наоборот: сперва расплавить более легкоплавкий металл, а затем — более тугоплавкий. Однако это допустимо лишь для металлов, не сильно окисляющихся, или при условии предохранения этих металлов от излишнего окисления. Но одним этим угара не избежать. Если правильно разогретый сплав долго держать на огне, опять образуется на поверхности жидкого металла пленка как следствие угара. Ясно, что опять обратится в окись более легкоплавкий металл и состав сплава изменится; значит, нельзя металл долго перегревать без надобности. Поэтому стараются всячески уменьшить угар металла, укладывая его компактной массой; мелкие куски, опилки, стружки сначала «пакетируют», плавят куски более или менее одинаковой величины, ведут нагрев при достаточной температуре, оберегают поверхность металла от соприкосновения с воздухом. Для этой цели юный мастер может брать буру или просто прикрывать поверхность металла слоем золы, которая всегда будет плавать наверху (благодаря своему меньшему удельному весу) и при выливании металла не помешает. При застывании металла происходит еще одно явление, вероятно также знакомое юным мастерам. Металл, застывая, уменьшается в объеме, причем это уменьшение происходит за счет внутренних, еще не застывших частиц металла. На поверхности отливки или внутри нее образуется более или менее значительное воронкообразное углубление, так называемая усадочная раковина. Обычно форму делают так, чтобы усадочные раковины получились в тех местах отливки, которые впоследствии удаляются, стараясь по возможности предохранить самое изделие. Понятно, что усадочные раковины портят отливку и иногда могут сделать ее негодной.
После расплавления металл несколько перегревают, чтобы он был жиже и горячее и поэтому лучше заполнил бы детали формы и не застыл бы преждевременно от соприкосновения с более холодной формой.
Металла надо брать больше, чем требуется для самой вещи, чтобы он заполнил не только форму, но и литниковый канал. Ясно, что надо сначала рассчитать необходимое количество металла. Существуют таблицы, позволяющие точно определить вес отливки по весу модели. Приводим некоторые цифры из такой таблицы.
| Модель сделана из: | Предмет отливается из: | ||
|---|---|---|---|
| латуни | бронзы | цинка | |
| Ели и сосны | 15,8 | 16,6 | 13,5 |
| Липы | 15,1 | 15,5 | 12,9 |
| Березы | 11,9 | 12,3 | 10,2 |
| Дуба | 10,1 | 10,4 | 8,6 |
Вес модели надо умножить на соответствующее число таблицы. Нужно предупредить всё же, что этот способ будет справедлив лишь для сплошных литых деталей, не имеющих каких-либо пустот внутри, что часто делается для облегчения веса отливки или требуется самой конструкцией отливки. Для различных подсчетов прилагаем удельные веса материалов, могущих встретиться в работе:
| Удельный вес латуни | 8,4—8,5 |
| Удельный вес цинка | 7,14 |
| Удельный вес бронзы | 7,4—8,9 |
| Удельный вес свинца | 11,40 |
| Удельный вес алюминия | 2,70 |
| Удельный вес баббита | 7,1 |
| Удельный вес песка сырого | 1,90—2,05 |
| Удельный вес земли глинистой | 2,0 |
| Удельный вес ели или сосны | 0,48—0,60 |
| Удельный вес липы | 0,45 |
| Удельный вес березы | 0,72 |
| Удельный вес дуба | 0,80 |
Этих данных достаточно для различных подсчетов при определении примерного веса будущей отливки и веса земли в опоке или том ящике, где делается форма. Если вес модели известен и будет изготовлена она из материала, удельный вес которого тоже известен, то составляют пропорцию:
Литьё металла по выплавляемым моделям на кухне
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
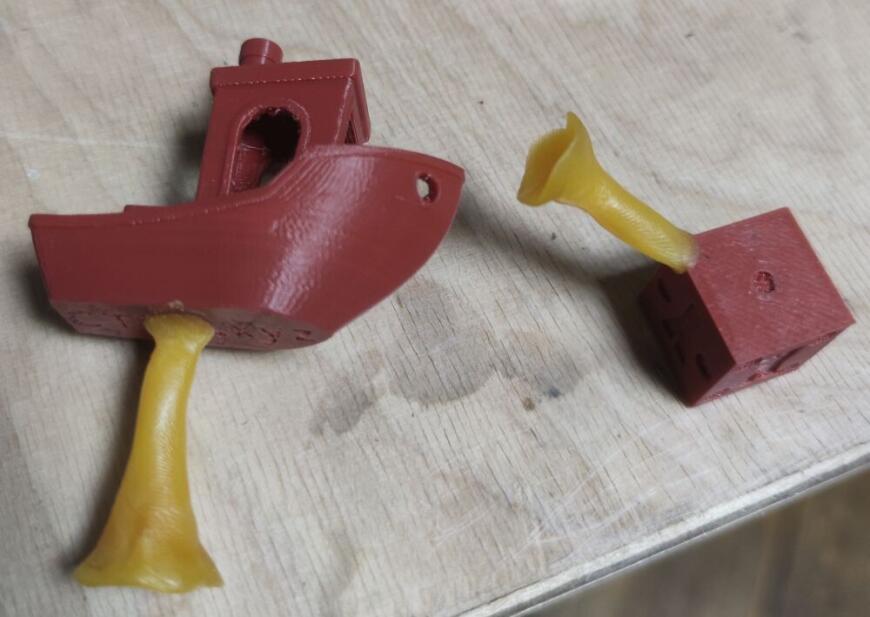
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

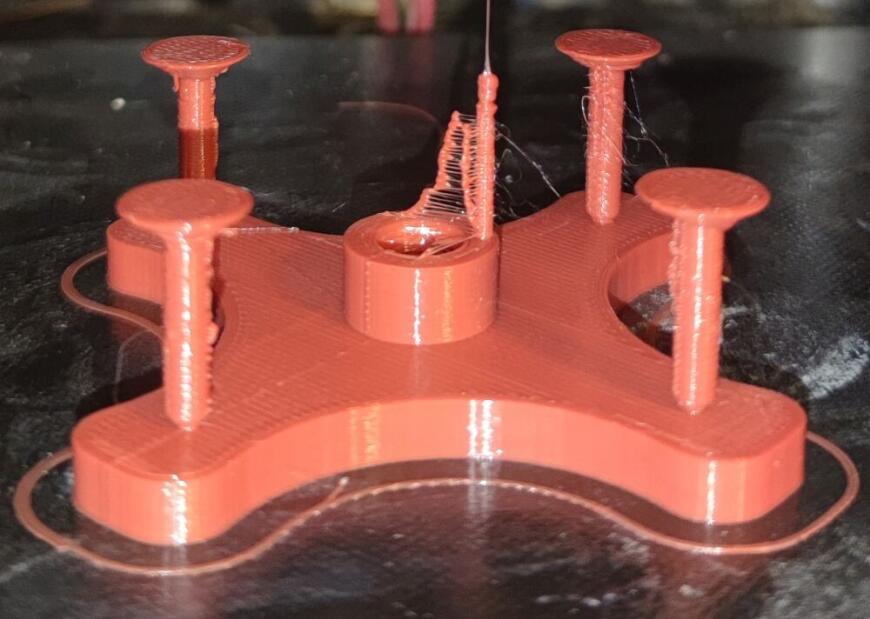
Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Пошаговая инструкция по литью алюминия в домашних условиях — материалы и порядок действий
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.

Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Различных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних условиях, достаточно много. «Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы. Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия
С этим металлом встречался каждый из нас. Но все ли замечали, что, к примеру, проволока из алюминия бывает разной. Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.

Самый простой вариант для работы на дому. Лучшая его марка – скульптурный (маркируется « Г – 16 »). Но его еще предстоит найти, да и стоимость такого качественного продукта довольно высокая. Поэтому в бытовых условиях чаще используется белый гипс (обозначается « Г – 7 »), который не является дефицитом. Его можно купить в любом специализированном магазине по продаже стройматериалов.
Он по внешнему виду очень похож на алебастр, и их легко перепутать. Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.

Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
На практике берутся обычные свечи, которые есть в любом отделе хоз/товаров. Какие они – стеариновые или парафиновые – не суть важно. Количество зависит от габаритов требуемой детали, «болванка» которой и будет готовиться из них.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Растапливать свечи можно и в обычной «жестянке». А вот для алюминия посуда нужна попрочнее, так как ее придется довольно сильно нагревать.
Источник высокой температуры

Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Технология литья
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.

Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.

Несколько замечаний
- Форму-«аквариум» можно сделать из любых подручных материалов. Главное, чтобы она не развалилась во время заливки гипса, и чтобы потом ее можно было легко разобрать.
- В качестве источника тепла не обязательно искать муфельную печку или монтировать тигель. Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Литье металлов в домашних условиях

Рассмотрим технологию изготовления литейной формы. Литейную форму создают в формовочном ящике, изготавливаемом из неструганых досок (для лучшего контакта с формовочной землей) и называемом опокой. Размеры опоки должны быть примерно в 1,5 раза больше размеров детали. Опока (рис. 2.5.1) состоит из двух частей: нижней (ящик с дном) и верхней (рамка с двумя-тремя поперечинами в середине). Для прочного соединения обеих частей опоки на ящике устанавливают фиксаторы, а на рамке делают углубления.
Формовочная земля состоит из 75 % чистого мелкого песка, 20 % глины и 5 % каменноугольной пыли. Все компоненты должны быть тщательно перемешаны до получения однородной массы.
Моделью для изготовления формы может служить как сама деталь, так и специальная модель, выполненная из дерева или иного материала. Если моделью для формовки служит уже сработанная в отдельных местах деталь (например, защелка замка автомобильной двери), то сработанные места наращивают шпатлевкой (желательно эпоксидной) до размеров новой детали. После полного затвердевания наращенные места обрабатывают напильником и зачищают шкуркой.

При формовке в нижнюю часть опоки насыпают формовочную землю и слегка ее утрамбовывают. Модель припудривают порошкообразным графитом или тальком и вжимают ее в землю наполовину. Размещают модель таким образом, чтобы выступы и другие ее части легко вынимались из формы и не разрушали ее. Землю в ящике снова посыпают графитом или тальком, на нижнюю часть опоки устанавливают верхнюю, совмещая фиксаторы с отверстиями. В неответственной части будущей детали ставят коническую пробку широкой частью кверху для формирования литника, через который расплавленный металл будут заливать в форму (рис. 2.5.2). После этого в опоку с избытком насыпают формовочную землю и хорошо ее утрамбовывают. Затем очень аккуратно вынимают пробку под литник, острым предметом снимают верхнюю часть формы и вынимают модель из нижней. На обеих частях формы должны быть углубления, которые точно отображают форму детали. Иногда приходится подправлять модель тонким гибким ножом, удаляя излишки формовочной земли или, наоборот, добавляя ее в том месте формы, где она прилипла к модели и вынулась вместе с ней. Если деталь длинная, то в одном ее конце устраивают литник, а в другом формируют отверстие, аналогичное

Рис. 2.5.2. Формовка металла
литниковому, но служащее для удаления воздуха из формы по мере заполнения ее расплавленным металлом. После подсыхания обеих половин формы, их соединяют и хорошо сжимают, чтобы не осталось щели между верхней и нижней частями. В результате получилась форма, готовая к заливке металлом.
Плавят металл в стальной или чугунной емкости, имеющей носик, через который расплавленный металл заливают в литниковое отверстие формы. В качестве печи используют небольшой горн или муфельную печь.
При плавлении цинка в посуду поверх металла целесообразно насыпать слой древесного угля, чтобы воспрепятствовать выгоранию металла.
После расплавления металл 4—5 мин выдерживают в печи для максимального прогрева. Эта операция способствует качественному заполнению формы в тонких местах. Расплавленный металл заливать в форму необходимо непрерывной, но тонкой струёй, чтобы не происходило размывания формы.
После полного остывания металла форму разнимают и вынимают готовую деталь. Изделия, получаемые описанным методом, как правило, имеют шероховатую поверхность и нуждаются в дополнительной чистовой обработке.
Рассмотрим теперь технологию литья более сложную, чем предыдущая, но позволяющую получать изделия высокого качества и точности. Эта технология дает возможность отливать в домашних условиях технические изделия сложной формы, скульптуры, барельефы и прочее.
Модель будущего изделия изготавливают из воска, парафина или иного легкоплавкого материала, затем ее заформовывают в неразъемной жаростойкой массе. При незначительном нагревании или даже кипячении в воде восковую модель выплавляют из формы через отверстие (будущий литник), а в полученную форму заливают расплавленный металл. При тщательном формовании данный способ позволяет повторить в изделии мельчайшие элементы модели.
Изготовление модели.
Материал, применяемый для создания модели, должен иметь температуру плавления в пределах 50—90 град. С и плотность, меньшую, чем плотность воды, чтобы при выплавлении модели он беспрепятственно всплывал на поверхность. Этим требованиям лучше всего соответствует воск пчелиный, сплав одинаковых частей стеарина и парафина, зубопротезные воски: “Воск для базисов”, “Воск моделировочный”, “Воск для бюгельных работ”.
Если необходимо иметь точную форму, например ключ сложной конфигурации, то сначала с помощью оригинала изготавливают гипсовую форму, а уже в ней отливают восковую модель.
Процесс создания восковой модели мало чем отличается от изготовления отливки. Разница лишь в том, что для заливки гипса не нужна опока, ее с успехом заменит картонная коробка подходящих размеров.
Последовательность изготовления небольшой восковой модели следующая. Гипс разводят до консистенции жидкой сметаны, выливают его в коробку и, пока он не схватился, в него вдавливают модель-оригинал на половину ее высоты (рис. 2.5.3). Оригинал предварительно покрывают тонким слоем вазелина. Одновременно в гипс по краям коробки вдавливают на половину длины две спички, которые будут исполнять функции фиксаторов. После затвердевания гипса его поверхность, а также выступающие части спичек-фиксаторов покрывают равномерным тонким слоем вазелина и свежим раствором гипса заливают верхнюю часть коробки. Перед заливанием верхней части модели на ее край ставят металлическую вставку из толстой проволоки или гвоздя для образования литникового отверстия. После затвердевания гипса верхнюю часть отсоединяют от нижней с помощью тонкого ножа, вынимают оригинал и литниковую вставку, придают конусность верхней части литникового отверстия (для удобства при заливке воска), соединяют обе половины формы, ориентируясь на спички-фиксаторы, плотно сжимают. В результате имеем готовую форму для получения восковой модели. Расплавленную восковую массу заливают через литниковое отверстие в форму, и после охлаждения аккуратно вынимают. Если изделие неправильной формы и имеет большое количество выступов, то наряду с литниковым отверстием формируют одно или несколько тонких отверстий для выхода воздуха, вытесняемого расплавленным воском. С готовой модели аккуратно удаляют остатки литника и воздуховыводящих каналов, а также заусенцы.

Рис. 2.5.3. Последовательность изготовления восковой модели
Изготовление формы.
Готовую восковую модель формуют в огнестойкую форму, однако, перед этим к модели присоединяют литник, изготовленный из воска. Формовочная масса, которой заливают восковую модель, при литье изделия из алюминия и легкоплавких бронз (температура плавления 860—880 град.С) состоит из следующих компонентов (в массовых частях):
Медицинская промышленность выпускает составы “Силаур ЗБ” и “Силаур 9”, в которые входят высококачественные гипс и кремнезем. Эти препараты можно с успехом применять в качестве формовочной смеси.
Формовочную массу разводят водой до сметаноподобного состояния, после чего ею полностью заливают восковую модель. Для этого на дно емкости наливают небольшое количество массы, аккуратно устанавливают на нее восковую модель и постепенно заливают массу вокруг модели, контролируя отсутствие пузырьков воздуха. Полное затвердевание формы произойдет через 40—60 мин.
Если изделие планируют отливать из металла или сплава, температура плавления которого превышает 880 град.С, восковую модель предварительно обрабатывают слоем огнестойкой обмазки (толщина слоя примерно 1 мм), а уже затем заливают формовочной массой.
В качестве огнестойкой обмазки целесообразно применять средства “Силамин” и “Формалит”, выпускаемые медицинской промышленностью. В состав “Сила-мина” входят магнезитовый порошок, кварцевый песок, этилсиликат и в качестве затвердителя — раствор жидкого стекла. “Формалит” состоит из пылевидного кварца и этилсиликата. В случае отсутствия указанных средств восковую модель можно обработать смесью талька и водного раствора жидкого стекла (1 часть жидкого стекла и 3 части воды). Покрытую смесью восковую модель присыпают чистым кварцевым песком, затем опять покрывают смесью и присыпают песком. В общей сложности операцию повторяют 4—5 раз. Если отливаемое изделие достаточно велико и, следовательно, велик объем заливаемого в форму расплавленного металла, то необходимо нанести 6—7 слоев самодельной огнеупорной обмазки. После того как обмазка высохнет, модель погружают на 2 мин в водный раствор (18—20 %) аммиака (нашатыря) для закрепления. Теперь настал черед выплавки восковой модели из формы, образованной застывшей формовочной смесью. Чаще всего форму просто кипятят в воде. Литниковое отверстие должно находиться в верхней части формы, погруженной в воду, чтобы расплавленный воск мог свободно выходить наружу и всплывать на поверхность воды. Если отливаемая деталь имеет сложную поверхность, то в процессе кипячения необходимо многократно переворачивать форму для полного ее освобождения от воска. После удаления восковой массы внутри формы образуется полость, точно соответствующая модели. Перед заливкой металла форму необходимо прокалить в муфельной печи или горне. Сначала печь разогревают до 550—600 град. С, потом в нее кладут форму и поднимают температуру до 900 град. С. При этой температуре прокаливание длится 2—4 ч (в зависимости от массы формы).
После прокаливания форму охлаждают до комнатной температуры, если в нее заливают алюминиевые сплавы или чугун. Если же заливают латунь или бронзу, то форму охлаждают лишь до 500 град. С. Нержавеющую сталь заливают в форму, имеющую температуру 850 град. С.
Заливка металла.
В сравнительно большие формы расплавленный металл затекает под действием собственного веса, вытесняя находящийся там воздух. Но если отливка имеет маленькие размеры, то хорошего качества изделия добиться невозможно, так как воздух не позволяет жидкому металлу заполнить все полости формы. Преодолеть эту трудность можно, поместив форму в ручную центрифугу. Центробежная сила помогает вытеснить воздух и дает возможность металлу полностью заполнить все пустоты формы. Однако производить эту операцию необходимо быстро, пока металл находится в расплавленном состоянии.
Готовую отливку вынимают из формы, разрушая отливку. Затем механическим путем удаляют литник и каналы для отвода воздуха (если они есть). При необходимости готовое изделие подвергают косметической обработке.
Читайте также: