Оборудование для твч закалки металла
Обновлено: 27.09.2024
Впервые закалку деталей с помощью индукционного нагрева предложил производить В.П. Володин. Было это почти век назад – в 1923 году. А в 1935 г. данный вид термической обработки стали использовать для закалки стали. Популярность закалки сегодня сложно переоценить – ее активно применяют практически во всех отраслях машиностроения, также очень востребованы и установки ТВЧ для закалки.
Для увеличения твердости закаленного слоя и повышения вязкости в центре стальной детали необходимо использовать поверхностную ТВЧ закалку. При этом происходит нагрев верхнего слоя детали до температуры закалки и резкое охлаждение. Важно, что свойства сердцевины детали остаются неизменными. Так как центр детали сохраняет вязкость, сама деталь становится более крепкой.
С помощью ТВЧ закалки удается упрочить внутренний слой легированной детали, ее применяют для среднеуглеродистых сталей (0,4-0,45% С).
Преимущества ТВЧ закалки:
- При индукционном нагреве изменяется только нужная часть детали, данный способ экономичнее обычного нагрева. Кроме того, ТВЧ закалка занимает меньше времени;
- При ТВЧ закалке стали удается избежать появления трещин, а также снизить риски брака по короблению;
- Во время нагрева ТВЧ не происходит выгорание углерода и образование окалины;
- При необходимости возможны изменения глубины закаленного слоя;
- Используя ТВЧ закалку, удается повысить механические свойства стали;
- При применении индукционного нагрева удается избежать появления деформаций;
- Автоматизация и механизация всего процесса нагрева находится на высоком уровне.
Однако ТВЧ закалка имеет и недостатки. Так, некоторые сложные детали обрабатывать весьма проблематично, а в некоторых случаях индукционный нагрев и вовсе недопустим.
Закалка ТВЧ стали – разновидности:
Стационарная ТВЧ закалка. Она применяется для закалки небольших плоских деталей (поверхностей). При этом положение детали и нагревателя постоянно сохраняется.
Непрерывно-последовательная ТВЧ закалка. При осуществлении данного вида закалки деталь либо перемещается под нагревателем, либо остается на месте. В последнем случае нагреватель сам движется по направлению детали. Такая ТВЧ закалка подходит для обработки плоских и цилиндрических деталей, поверхностей.
Тангенциальная непрерывно-последовательная ТВЧ закалка. Ее применяют при нагреве исключительно небольших цилиндрических деталей, которые прокручиваются единожды.
Вы хотите приобрести качественное оборудование для закалки? Тогда обращайтесь в научно-производственную компанию «Амбит». Мы гарантируем, что каждая выпущенная нами установка ТВЧ для закалки – надежна и высокотехнологична.
АМБИТ – НАУЧНО ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ
Компания «Амбит» создана для разработки оборудования с использованием технологии индукционного нагрева.
Специалисты компании имеют обширный опыт в разработке силовой электроники, автоматизации промышленных предприятий, механизации технологических процессов.
Мы рады предложить высокотехнологичное, качественное оборудование по конкурентным ценам, мощностью от 12 до 600кВт. Готовы разработать оборудование по Вашему техническому заданию.
Мы выпускаем установки индукционного нагрева с различными способами охлаждения:
- с водяным охлаждением (применяются для ТВЧ пайки, ТВЧ закалки, нагрева перед ковкой, штамповкой);
- с воздушным охлаждением (применяются для нагрева перед съемом посадкой сопряженных деталей, термообработкой сварных швов трубопровода, подогрева емкостей, трубопроводов)
Индукционный нагреватель
Установки индукционного нагрева комплектуются трансформаторно-согласовывающими устройствами позволяющими:
- подключать многовитковые индукторы, для нагрева перед ковкой и штамповкой;
- подключать одновитковые индукторы для пайки, поверхностной закалки, сканирующей закалки;
- подключать индукторы воздушного охлаждения.
Установки индукционного нагрева комплектуются различными пультами управления, что позволяет подобрать необходимое количество функций для построения технологии нагрева и не переплачивать. Пульт управления может быть встроен в установку или удален от нее на необходимое расстояние. Реализована возможность подключения пульта внешнего управления, SCAD системы.
На базе установок индукционного нагрева серии IHM (ТВЧ установок) нами производятся специализированные комплексные решения:
Наше оборудование можно встретить на предприятиях России, стран СНГ, Латинской Америке, а также в США и странах ЕС.
ТВЧ УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | ТВЧ СТАНКИ | ИНДУКЦИОННАЯ ПЕЧЬ | ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | УСТАНОВКА ПО ПЕРЕРАБОТКЕ НЕФТЕШЛАМА
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.

Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.

Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.

Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Индукционное оборудование


Получить



Наша компания “Станки Трейд” с 2009 г. производит и продает ТВЧ оборудование по РФ и зарубежом.
Главное предназначение наших ТВЧ - это выработка тока высокой частоты (ТВЧ) и воздействие на металлы и сплавы. В зависимости от мощности и технологии, металл под воздействием тока либо нагревается либо плавится полностью.
Мы предлагаем следующие виды индукционного оборудования:
- ТВЧ-установки. Для покупки имеются модели с выходной мощностью от 80 до 300 киловатт.
- Закалочные станки. Максимально допустимая длина прокаливаемой детали от 600 до 2000 мм. . Есть мини варианты. Их мощность варьируется от 15 до 160 кВт, а объем загрузки металлов и сплавов — от 3 до 100 кг.
Более крупная печь способна вместить от 150 кг до 3х тонн, и может выполнять плавильный процесс с мощностью от 100 до 2000 кВт.
Все вышеназванное оборудование применяется для закалки, плавки или пайки металла.
Заказать и купить такие установки можно в фирме «Станки Трейд».
Нагрев посредством индукции широко используется на производстве различных изделий из металла и сплавов. Преимущества такого нагрева:
- Высокая экологичность процесса — при работе не возникают продукты горения.
- Низкий уровень энергозатрат — в сравнении с другими индустриальными аналогами.
- Удобство в управлении - определение циклов нагрева и выбор подходящей температуры.
- Высокая производительность - ТВЧ быстро нагревает целевую поверхность, следовательно производство работает эффектвинее. В конечном счёте это приводит к быстрой окупаемости оборудования.
Закалка металла производится для повышения прочности, износостойкости изделия, деталь из такого металла дольше служит. При закалке, металл сначала нагревают, затем охлаждают водой.
При закалке можно варьировать температуру нагрева и охлаждение, что позволяет закаливать детали на разную глубину.
Для закалки деталей с помощью индукционного оборудования применяется комбинация ТВЧ установка+закалочный станок.
ТВЧ установка с индуктором располагается на уровне закалочного станка, высота которого зависит от длины прокаливаемой детали. Иногда дополнительно необходимо сварить специальную подставку, чтобы удобно расположить ТВЧ установку с индуктором.
В индуктор вставляется заготовка, которая крепится в закалочном станке.
ТВЧ установка вырабатывает ток, нагревает индуктор, который передает нагрев на поверхность заготовки. Закалочный станок передвигает с помощью ШВП заготовку вдоль индуктора и охлаждает заготовку водой. Вода сливается в специальную ванну и затем снова подается через систему СОЖ на заготовку, охлаждая ее.
Нагрев металла с помощью ТВЧ установки можно делать интервально или непрерывно — в зависимости от поставленных производственных задач. Выполнять подобную процедуру можно либо для целой детали, либо для отдельных её частей.
Если требуется плавка металла, то к ТВЧ установке подключается индукционная плавильная печь. Ток высокой частоты нагревает тигель печи, в который закладывается металл для плавки.
Все чаще такая печь приходит на замену устаревшем оборудованию, использующему чисто термический плавильный процесс для обработки металлов. Индукционный принцип позволяет удешевить процесс выплавки и сделать его более экологичным. Преимуществом плавки металла в ТВЧ печи является:
- равномерная температура расплава
- высокая производительность и экономичное потребление энергии
- надежность и простота оборудования — как на уровне узлов и механизмов, так и в части электронной оснастки. Ваши сотрудники быстро освоятся в том, как работать на таких печах. И без особого труда смогут выполнить пуско-наладку или ремонт агрегата, если такая необходимость возникнет.
- Можно выполнять плавление металла для самых разных видов сплавов и металлов. При этом индукционные устройства дают малый уровень угара, так как осуществляют свои рабочие процессы с помощью ТВЧ-воздействия на выбранный предмет.
Для пайки металла используется ТВЧ установка со специальным индуктором, который может нагреваться до 1000 градусов. При пайке нагревается определенный участок изделия, необходимый для спаивания. Такой метод часто используется для пайки зубцов, инструментов, фрез и т.д
Как заказать и закупить оборудование?
Кроме индукционного оборудования: ТВЧ, закалочных станков и печей, наша организация «Станки Трейд» реализует и другие виды промышленного оборудования в том числе:
- фрезерные станки ЧПУ по дереву, металлу, камню,
- лазеры по металлу,
- режущие плоттеры,
- токарные станки
Узнать наличие, стоимость, получить ответы на технические вопросы, заказать и купить необходимое оборудование можно у наших специалистов.
Стоимость и комплектация станков могут отличаться, точную информацию уточняйте у менеджеров
Технология термообработки ТВЧ
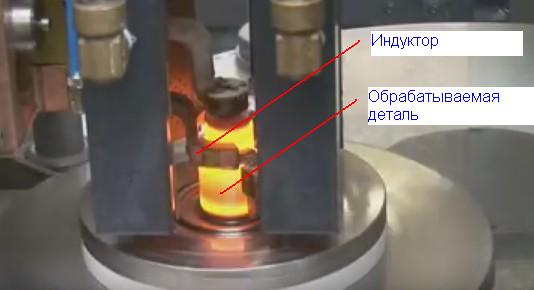
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
где К – коэффициент, зависящий от конфигурации изделия и величины зазора, образующегося между поверхностями изделия и индуктора; Iин - сила тока; f – частота тока (Гц); r – удельное электрическое сопротивление (Ом·см); m – магнитная проницаемость (Г/Э) стали.
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру. Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева - твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Оборудование для выполнения индукционной закалки (ТВЧ)
Индукционная закалка требует специального технологического оборудования, которое включает три основных узла: источник питания - генератор токов высокой частоты, индуктор и устройство для перемещения деталей в станке.
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
- Электронные устройства, работающие по принципу электронных ламп, преобразующих постоянный ток в переменный ток повышенной частоты – ламповые генераторы.
- Электромашинные устройства, работающие по принципу наведения электрического тока в проводнике, перемещающихся в магнитном поле, преобразующие трехфазный ток промышленной частоты в переменный ток повышенной частоты – машинные генераторы.
- Полупроводниковые устройства, работающие по принципу тиристорных приборов, преобразующих постоянный ток в переменный ток повышенной частоты – тиристорные преобразователи (статические генераторы).
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Ламповые 10 - 160 70 - 400 0,5 - 0,7
Машинные 50 - 2500 2,5 - 10 0,7 - 0,8
Тиристорные 160 - 800 1 - 4 0,90 - 0,95
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе. Одновременная закалка предполагает единовременный нагрев всей упрочняемой поверхности.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством - спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств - центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Закалочные комплексы

Станок для закалки деталей малого веса. В процессе закалки деталь перемещается относительно индуктора.

Станок закалочный HM 1000FL-XXX
Special Price Узнать цену
Станок для закалки преимущественно длинных валов; шестерен по впадине. Нижний центр расположен на уровне пола. Емкость для сбора жидкости накрыта решеткой, по которой оператор может передвигаться в процессе установки детали.

Станок закалочный HM 2000FL-XXX

Станок закалочный HM 3000FL-XXX

Станок закалочный HM 1000G3-XXX
Станок для закалки преимущественно крупных деталей: валов; втулок; шестерен по впадине; в том числе косозубых и шевронных. В случае закалки мелких деталей дополнительно устанавливается высокооборотистый центр для постановки и съема деталей вручную на удобной высоте.

Станок закалочный HM 2000G3-XXX

Станок закалочный HM 3000G3-XXX
Читайте также: