Песок для литья металла
Обновлено: 05.07.2024
Литье в землю — это древнейшая технология отливки металлов. Она известна человечеству столько же, сколько и сами металлы — примерно с IV- III тысячелетия до н.э. Льют металл, разумеется, не в чернозем, а в специальную песчано-глиняную смесь.
В доисторические времена первые центры металлургии возникали в местах, где неподалеку находились россыпи самородных металлов и созданные природой грунты, идеально подходившие по своему составу для изготовления форм. Такие центры литья в землю возникли на Крите, в Баварских Альпах и на юге Уральских гор, рядом с известным Каслинским заводом. Уникальные формовочные грунты некоторых месторождений использовались для литейных форм вплоть до нашего времени.
Несмотря на то, что современная металлургическая наука постоянно разрабатывает новые технологии литья и новые материалы для форм и моделей, древнейшая технология литья в землю не уходит во тьму веков, а активно применяется как на небольших производствах и художественных промыслах, так и на больших заводах.
Технология литья в землю
Литье в землю применяется при выплавке большинства металлов — как черных, так и цветных. Исключение составляют металлы, химически активные в обычном либо в нагретом до температуры плавления виде. Для них применяются специальные методы литья в землю и специальные же составы для форм.

Технология литья в землю
Технология литья в землю разбивается на несколько этапов:
- изготовление модели
- подготовка опоки
- формовка земли в опоке
- отливка металла
- извлечение и обработка получаемой заготовки
Форма используется для литья только один раз. Ее придется разрушить, чтобы извлечь отливку. Однако материал формовочной земли после переработки доступен для повторного использования.
Средневековая технология литья в землю подробно показана в фильме А. Тарковского «Андрей Рублев». Один из героев, Потомственный мастер-литейщик, руководит отливкой бронзового колокола.
Формовочные материалы
Представляют собой смесь особо отобранных песков и глины, доля которой меняется от 2 до 50%. Доля определяется видом литья в землю и назначением земли. Архитектурное и скульптурное литье проводят в формы, содержащие 12-25%, для больших по размерам и отливок долю увеличивают до 25%

Классификация формовочных смесей
Формовочные материалы по назначению делят на:
Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.

Изготовление формовочной смеси
Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
- держать форму отливки, перераспределяя механические напряжения при литье и последующем остывании
- обеспечить выход плавильных газов, просачивающихся сквозь массы смеси.
В случае выхода плавильных газов через литники, верхняя часть отливки будет испорчена. Там образуются пузырьки и более крупные каверны.
Земли для литья в сырую форму используют для отливок несложных по геометрии чугунных деталей. Земли для литья в подсушенную форму применяют при подготовке к высокоточному, а также к художественному литью.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках. Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами. Пары пазы-шипы и фиксируют компоненты во время формовки.
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
![Трамбовка ручная]()
- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.
![Свойства формовочных смесей]()
Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
![Способы формовки]()
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Технология изготовления сырых песчано-глинистых форм
Сущность метода состоит в изготовлении формы для литья из влажной земли.
![Сырая песчано-глинистая форма]()
Сырая песчано-глинистая форма
Сырые песчано-глинистые формы используют для заливки несложных по форме чугунных деталей с низкими требованиями к качеству поверхности. Они недороги, но в них высок риск окисления готового изделия, поэтому для литья из более ценных металлов этот метод не применяется. Содержание глины в таких смесях — от 5 до 12 %, воды- 2-4%, антрацит — менее 1%.
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.
![Жидкое стекло]()
Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
Холодно твердеющая смесь
Для укрепления формовочного материала используются химические вещества, связывающие частицы смеси. Этот метод обязан своим наименованием тому, что для схватывания реагентов не требуется нагрев и просушка формы. В смесь добавляются быстро схватывающиеся жидкие смолы, катализаторы и специальные затвердители.
![Состав ХТС]()
Литье в ХТС
Литье в выполненные из ХТС формы отличается повышенной относительно других видов земли точностью и наиболее высоким качеством поверхности. Размеры форм ХТС заметно меньше, чем для литья в землю. Материалы для таких смесей стоят существенно больше.
ХТС применяется в случае изготовления особо ответственных изделий, использования высококачественно стали, цветных металлов и специальных чугунов.
Формовка ХТС
Работа с ХТС, в отличие от земли, требует быстроты — ведь время затвердевания смол с учетом используемых катализаторов и отвердителей составляет от 10 минут до получаса при 20 °С.
Трамбовка при этом методе не требуется, важно лишь точно расположить модель в опоке и быстро залить тщательно перемешанный и подготовленный состав. Материалы для оснастки обычно применяют такие, как дерево, металл или МДФ.
Что такое формовочный песок и где применяется?
В строительстве используется огромное количество природных материалов. Одним из важных компонентов выступает формовочный песок. Он состоит из мелких зерен с минимальными вкраплениями глины. Формовочные смеси широко применяются в штукатурных работах, засыпке фундамента и на литейном производстве.
![]()
![]()
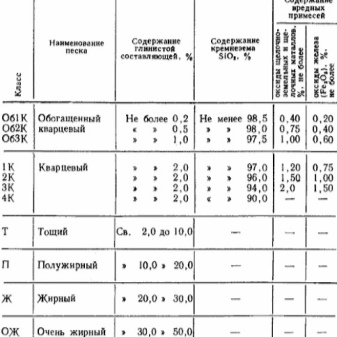
Состав
Формовочные пески являются осадочными горными породами, которые образовались путем выветривания, разрушения и перемещения горных пород. Известны своей однородной зернистостью и повышенным содержанием примесей. Добывают формовочный песок в карьерах. Место обнаружения того или иного вида определяют по форме песчинок. Остроугольные зерна свидетельствуют о том, что материал образовался путем разрушения горных пород. Округлая форма формируется в результате воздействия влаги.
- кварцевые (содержание глины не более 20%);
- жирные (30-50% глинистых вкраплений);
- тощие (до 12% глины).
![]()
![]()
Что касается химического состава первой разновидности, то его основу составляет кварц. Это минерал, плотность которого составляет 7 ед. по шкале Мооса. В чистом виде кварц имеет прозрачную структуру, но при наличии примесей его цвет меняется. Процесс превращения кварца из одного состояния в другое происходит достаточно быстро при нагреве. Таким образом, минерал считается термически стабильным материалом. В процессе воздействия высоких температур с кварцем не происходит существенных изменений, которые приводят к деформации песчинок. Помимо кварца формовочные пески содержат полевые шпаты, слюды, оксиды и гидраты оксидов железа.
Вредными в песке считаются примеси карбонатов, которые обладают спецификой разложения при нагревании от 500 до 900 градусов. Также данные вкрапления способствуют образованию в отливках различных дефектов.
![]()
![]()
Также существует определенная классификация формовочных песков:
- различают речной, горный и морской;
- встречаются крупные и мелкозернистые марки (от 0,5 до 3,5 см);
- разновидности применяют, исходя из состава (содержание кварца, слюды и глины).
Материал не должен включать в себя загрязняющие вещества: торф, уголь и кварциты.
Свойства
К основным характеристикам данного строительного материала относят:
- прочность – смесь обладает высокой плотностью и практически не поддается разрушению;
- пластичность – масса имеет склонность к деформации, это обусловлено наличием глинистых вкраплений;
- текучесть – смесь обладает способностью равномерного распределения внутри емкости или ящика для литья;
- газопроницаемость – материал способен «избавляться» от избыточного воздуха и газов, которые образуются при заливке;
- огнеупорность – формовочный песок обладает повышенной стойкостью к высоким температурам.
![]()
![]()
Кроме того, к его основным свойствам относят:
- однородность;
- высокую сорбционную способность;
- химическую стойкость;
- повышенную сыпучесть и пористость структуры.
Кроме того, формовочный материал делят на два типа (обозначенные буквами А и Б). К первой относится разновидность с большим остатком на крайнем верхнем сите, на нижнем – к категории Б. Также различаются природные и обогащенные пески. Последние получают путем специальной обработки, удаляя из природного песка глину и ненужные примеси.
Песчинки обладают большой активностью. Именно от размера зерен зависит прочность и газопроницаемость смесей.
Сферы применения
Формовочный песок широко применяют в строительной области. Речь идет о штукатурных работах, изготовлении бетонных конструкций, засыпке фундамента, создании дорожного полотна и разработке ландшафтного дизайна.
При строительстве применяется именно речная разновидность. Она отлично пропускает воду и обладает прекрасной сыпучестью.
Формовочный песок применяется в металлургической отрасли в качестве надежного наполнителя для чугунного литья. Для литейного производства используют именно кварцевый песок. Тощие и жирные разновидности актуальны для изготовления форм при создании отливок из цветных сплавов. Что касается обогащенного песка, то его используют для получения стержней в горячей и холодной оснастке.
Также данный материал является важным компонентом в системе фильтрации воды. Формовочные пески входят в состав строительных смесей и растворов. При изготовлении наливных полов и декоративной штукатурки также применяют различные разновидности песка. Его используют в роли абразивного материала, очищая от ржавчины металлические детали. Также формовочный песок применяют при тушении возгорания электрических бытовых приборов.
![]()
![]()
О том, как сделать формовочную смесь, смотрите в следующем видео.
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.
![Разновидности литья в форму]()
Разновидности литья в форму
Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Также литьем получают изделия из смесей неметаллических веществ, химически отвердевающих при комнатной температуре — это смолы и пластмассы, гипс и цемент.
Основные виды литья в формы
Виды литья делятся по различным признакам.
По возможности повторного использования различают однократные (песчаные, оболочковые, выплавляемые модели, газифицируемые модели) и многократные формы — кокили, цементные, графитовые и асбестовые. Однократная разбивается, чтобы извлечь изделие. Многократные бывают разборные и неразборные, и обеспечивают повторное литье в форму от десятков до тысяч раз.
Однократные формы Многократные формы
Традиционные методы литья, освоенные человечеством еще в древности — в песчаные формы и в кокиль.
Прогрессивные виды технологии, разработанные в прошлом веке и завоевавшие популярность сегодня:
- в оболочковые формы;
- по выплавляемым моделям;
- центробежное;
- под давлением;
- по газифицируемым моделям;
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.
![Литьё в оболочковые формы]()
Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Данный вид заливки пригоден для изделий весом до 30 кг.
Литьё по выплавляемым моделям
Выплавляемые модели – пожалуй, самый дорогостоящий и трудоемкий вид литья металлов.
Его используют для особо ответственных видов изделий высокой точности — таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.
![Отливки по выплавляемым моделям]()
Отливки по выплавляемым моделям
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки — прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Основное преимущество этого вида заливки — высокая точность соблюдения размеров и качество поверхности.
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Недостатки – низкий коэффициент использования металла и чрезвычайно высокая трудоемкость.
Литье по газифицируемым моделям
Представляет собой развитие вида заливки в песчаные формы с применением ручной или машинной формовки. Суть данного вида в том, что макет делают не из дерева, а из легкоплавкого пластика, чаще всего вспененного полистирола.
![Литье по газифицируемым моделям]()
Литье по газифицируемым моделям
Модель размещают в опоке, после чего проводят послойную формовку песчано-глиняной смесью с уплотнением. В верхней части формы создают литниковую систему. Расплав заливают прямо поверх модели, полистирол плавится и газифицируется, выходя через формовочные массы вместе с другими литьевыми газами.
Преимущества этого вида заливки:
- трудоемкость подготовки форм снижается многократно
- можно моделировать и отливать за один раз детали любой, даже самой сложной формы
- не нужны составные макеты и сложные составные формы.
- Доступны большие серии изделий — в этом случае макеты также отливаются.
ЛГМ-это современный вид литья, приобретающий все большую популярность среди металлургов.
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.
![Литье под давлением]()
Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Данный вид популярен в цветной металлургии для крупных партий небольших и средних деталей.
Центробежное литье
Используется при производстве изделий, имеющих форму вращения — втулок, шестерен и т.п. Литье проводится в металлическую матрицу, вращающуюся с большой скоростью.
![Центробежное литье]()
Центробежная сила прижимает жидкий металл к внешней стенке, где он и кристаллизуется. Метод позволяет получить исключительно однородные отливки. Возможно создание и многослойных деталей. Слои заливаются один за другим.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Литье в песчаные формы
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.
![Литье в песчаные формы]()
Литье в песчаные формы
Технология литья в песчаные формы
Технология литья в формы из песка не отличается сложностью. Такой метод литья применяют для изготовления отливок и деталей из серого чугуна, низкоуглеродистые стальные сплавы. Иногда, литье в песчаные формы используют для обработки цветных металлов – алюминия, меди и пр.
Выбирая такое литье в песок технолог, должен понимать, что качество готовых деталей будет довольно низким. Это связано в первую очередь с тем, использование такой технологии не может гарантировать того, что в жидкий сплав не попадут посторонние включения. При литье в песчаные формы весьма бурно происходить газообразование, особенно этот процесс, проявляет себя при литье во влажные формы. Допустимо использовать такую форму литья для получения деталей со сложной геометрией. Но ряд ограничений на получение таких заготовок накладывает то, что изъятие готовой отливки сопряжено с определенными сложностями.
Литье в песок позволяет получать заготовки до сотен тонн весом. Таким образом, производят станины для металлорежущего оборудования, корпусные детали и пр.
Между тем точность получаемых заготовок ниже 14 квалитета, кроме того, на поверхности отлитых деталей можно встретить раковины, посторонние включения. Именно поэтому те поверхности, которые будут контактировать с другими деталями, всегда подвергают механической обработке.Литейная продукция
Литье в песок или землю применяют для производства множества деталей. Для удобства потребителей их можно систематизировать в несколько групп.
Группа А – к этой группе относят отливки простой формы – кольца, колеса, маховики и пр.
Группа Б – к этой группе относят элементы арматуры, подшипниковые корпуса, сложные поверхности с тупым или острым углом.
Группа В – она включает в себя заготовки для зубчатых колес, станины, кожуха и пр.
Группа Г – это отливки для производства станочных станин, сложные корпусные детали.
Группа Д – это отливки, которые получают методом формования по модели.Cложные корпусные детали Заготовки для зубчатых колес Арматура Отливки простой формы
Таким образом, можно сделать вывод, что в формы из песка можно выполнять отливку и канализационных люков, и детали со сложной геометрической формы, например, кожуха ступеней компрессоров и пр.
При проектировании формы из песка, конструктор должен учитывать то, что в том направлении куда будет извлекаться готовая отливка не должна иметь никаких препятствий в виде выступающих стержней и пр.Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.
![Основные элементы литья в песчано-глиняные формы]()
Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.
Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
![Общая классификация песчаных формовочных смесей]()
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.
Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.
В процесс производства литейной формы из песка входят следующие основные этапы.- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Если изготавливаемая форма требует дополнительного нагрева или запекания, то затраты времени на ее производство резко вырастут. Для облегчения изъятия готовой отливки на рабочие поверхности наносят различные смазки, например, солидол.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.
![Процесс изготовления формы]()
Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.
![Песчаные литейные формы]()
Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
![Сырая песчаная форма]()
Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.
![Подсушенная песчаная форма]()
Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.
Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.
![Химически твердеющая песчаная форма]()
Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Характеристики литейного песка
Выполняя литье в песчаную оснастку надо понимать, что качество отливки напрямую зависит от состава и свойств литейного песка. Практикой литейного дела определены пять ключевых параметров, которые определяют качество литейного песка.
![Физические характеристики песка]()
Физические характеристики песка
- прочность;
- газопроницаемость;
- стабильность при воздействии температуры;
- способность к просадке;
- возможность многократного использования.
Прочность
Прочностью называют способность смеси сохранять заданные параметры во время выполнения литейной операции и транспортировки опоки внутри производственного помещения.
Газопроницаемость
Газопроницаемость – это способность песка пропускать через себя газы, образовывающиеся при затвердевании расплава. Если смесь обладает высокой проницаемостью, будет снижена пористость отливки. Если проницаемость низкая, то качество поверхности будет значительно лучше. Газопроницаемость напрямую зависит состава и фракции песчаной смеси.
Термическая стабильность
Возможность оснастки при воздействии температуры сохранять заданную форму, оказывать сопротивление растрескиванию и появлению иных дефектов, проявляющихся при действии большой температуры расплавленного металла, называют термической стабильностью.
Способность к просадке
Способность формовочной смеси плотно сжиматься в процессе затвердевания отлитой детали. Если бы песок не обладал таким свойством, то отлитая заготовка не имела бы возможности изменять размеры внутри формы. А это в результате привело бы к растрескиванию заготовки и проявлению других дефектов, возникающих при разливе расплавленного металла.
Повторное применение
Это обозначает возможность использования формовочной смеси для производства оснастки, предназначенных для формирований новой партии отливок.
Читайте также: