Пиление металла ленточной пилой
Обновлено: 20.09.2024
Правильный зажим материала способствует качественному пилению, влияет на точность резания и износ пилы. Поэтому необходимо учитывать разницу при зажиме материала во время работы с двухколонным станком или одноколонным.
Чрезмерное натяжение полотна может привести к его разрыву. Недостаточное натяжение приводит к уводу полотна при пилении и разрушению. На станках с ручным натяжением лучше немного его перетянуть, чем недотянуть, если точное значение величины натяжения неизвестно.
Плохое выравнивание направляющих или шкивов, а также неисправности других элементов станка (подшипников и т. п.), приводит к разрушению полотна или значительному сокращению его ресурса. Эксплуатируйте и обслуживайте ленточнопильный станок в соот-ветствии с требованиями, приведенными в его Руководстве.
Смазывающе-охлаждающая жидкость требуется для пиления большинства материалов. Подбирайте СОЖ и ее концентрацию в соответствии с распиливаемым материалом.
2. Обкатка ленточных пил
Правильная обкатка гарантирует долгий срок службы инструмента

- У новой пилы зубья имеют очень острую режущую кромку
- Благодаря правильной обкатке режущая кромка приобретает оптимальное закругление
- Чрезмерная нагрузка на изделие при неправильной обкатке приводит к образованию микросколов на режущей кромке
Величина подачи при обкатке нового изделия должна соответствовать 50% от рекомендуемой для разрезаемого материала. Это позволит избежать микросколов из-за образования слишком толстой стружки.
Работу инструмента могут сопровождать вибрация и резкие звуки. В этом случае достаточно немного снизить скорость резания. При резке заготовок небольшого сечения в режиме обкатки необходимо разрезать около 300 см2 материала. При обработке заготовок большого размера мы рекомендуем производить обкатку в течение 15 мин. После обкатки следует медленно увеличивать величину подачи до рекомендуемой.
Требуемый режим обкатки новой модели определяется как 50% от рекомендуемой величины подачи и 50% от величины скорости резания. Очень важно во время обкатки избегать вибрации. При ее возникновении необходимо снизить скорость резания. После работы в режиме обкатки в течение 15 минут или после резки ок. 300 см 2 материала следует постепенно увеличивать сначала скорость резания, а затем подачу до табличных величин.
Перед началом работы произведите контроль натяжения ленточного полотна по металлу, которое должно составлять ок. 300 Н/ мм2, а также процент содержания масла в смазочно- охлаждающей жидкости. FLAMME предлагает для этих целей ручной рефрактометр и прибор для измерения натяжения.
3. Зубья ленточных пил
Постоянный шаг — расстояние между зубьями не изменяется.
Переменный шаг— маленькие и большие зубья попеременно. Эти пилы используются чаще из-за меньшей вибрации во время резания, лучшего удаления стружки и более точной поверхности среза. Срок работы их больше.
Технический персонал ООО «Инструментальная система ПТК» готов помочь Вам правильно выбрать ленточное полотно по металлу.
Расшифровка обозначений формы зуба и рекомендации по выбору ленты:
S → постоянный шаг, передний угол 0°
Для резки материалов, дающих короткую стружку, сталей с высоким содержанием углерода, инструментальных сталей и чугуна, заготовок маленьких поперечных сечений, тонкостенных профилей.
Эта форма зуба используется преимущественно для резки труб и тонкостенных профилей, а также при неглубоких резах.
Для резки хрупких (ломких) материалов и заготовок больших поперечных сечений.
К → постоянный шаг, передний угол 10°
Для резки материалов, дающих длинную стружку, вязких ма-териалов, цветных металлов и сталей с содержанием углерода < 0,8 %, улучшенных сталей, нержавеющих и кислотостойких ста¬лей, для заготовок большого поперечного сечения.
Это наиболее универсальная форма зуба, используется в большинстве случаев, если позволяет шаг.
W → переменный шаг, передний угол 0°
WP → переменный шаг, передний угол 10°
WEP → переменный шаг, передний угол 18°
Переменный шаг дает возможности достичь резки с пониженной вибрацией.
Форма WEP используется для обработки сталей, дающих сливную стружку (например, нержавеющих).
4. Геометрия пилы

| b — ширина изделия s — его толщина h — глубина впадины между зубьями | t — шаг зуба α — угол наклона зуба y — задний угол зуба w — ширина пропила |
5. Формы зуба
Различные формы зуба инструмента FLAMME оптимальным образом комбинируются с режущими материалами и размерами полотна.
Тип зуба L (с увеличенным промежутком между зубьями)

Передний угол = 0°, для резки: - мягких материалов (алюминий и древесина) только в ассортименте пил из инструментальной стали.
Тип зуба S (стандартная форма зуба)

Передний угол = 0°, для резки:
- материалов, образующих короткую стружку
- сталей с высоким содержанием углерода

Передний угол положительный, для резки:
- полых и угловых профилей
- стальных балок
- заготовок в пакете
- в условиях повышенной вибрации

- в условиях универсального использования
- цветных металлов и сталей
- профилей и сплошных материалов
Форма зуба WH

Положительный передний угол и переменная высота зуба, для резки:
- высокой мощностью резания
- заготовок сплошного сечения
- материалов, образующих короткую стружку
- улучшенных сталей
Форма зуба WV

- с высокой мощностью резания
- заготовок сплошного сечения
- материалов, образующих длинную стружку
- коррозионностойких сталей
- жаропрочных суперсплавов
Трапецеидальный зуб Т

Передний угол положительный, для:
- обеспечения высокой мощности резания
- получения лучшей чистоты поверхности реза
Форма зуба TSN

Передний угол отрицательный, специально для резки:
- валов с поверхностной закалкой
- закаленных сталей с твердостью до 62 HRC, высокомарганцовистых сталей, высокохромированных заготовок
- заготовок диаметром до 300 мм
6. Виды разводки ленточных пил по дереву
Разводка зубьев, при которой зубья попеременно отклоняются влево и вправо от плоскости полотна, обеспечивает свободу скольжения в пропиле.
SD — стандартная разводка
Применяется при толщине разрезаемого материала от 5 мм универсально для стали, чугуна и цветных металлов.
При постоянном шаге последовательность разводки зубьев — влево / вправо / прямо. При переменном шаге один зуб внутри одного шагового интервала остаётся неразведённым. Другие зубья в интервале разводятся попеременно влево / вправо.
SFN — ступенчатая

Различная ширина разводки зубьев позволяет им по очереди включаться в работу, повышая при этом стойкость и производительность ленточной пилы.
GS — групповая разводка

Этот вид используется для шага зуба от 4 до 18 tpi с целью получения лучшей чистоты поверхности
WS — волновая разводка

При резке заготовок с толщинами до 5 мм, таких как листовое железо, тонкостенные трубы и профили, мы рекомендуем использовать волновой вид.
Постоянный шаг

Различают постоянный шаг с одинаковым расстоянием между зубьями и переменный шаг с различными расстояниями между зубьями внутри одного шагового интервала.
Переменный шаг

Переменный шаг обозначается двумя цифрами, на¬пример, 2-3 tpi. Это значит, что внутри шагового интервала максимальное расстояние между зубьями задано шагом 2 зуба на дюйм, а минимальное - шагом 3 зуба на дюйм.
7. Режимы резания
Выбор скорости пиления
Необходимо помнить, что в процессе пиления происходит нагревание инструмента. Чем больше скорость во время пиления, тем выше температура нагревания.
Ленточные пилы для труб имеют следующие температурные ограничения:
- RAPID около 200°С
- RASANT 600°С
- ORIFLEX BI-HSS 800°С
Выбор скорости пиления зависит следовательно от типа изделия, от размеров материала и от плотности материала.
Форма стружки поможет Вам в выборе правильной скорости движения рамы в процессе резания:

а) тонкая или дробленая стружка — увеличьте скорость опускания рамы или уменьшите скорость пиления

b) — толстая ил и синяя стружка — уменьшите скорость рамы, проверьте эмульсию
— слишком тонкая стружка — забиты щели между зубьями, используйте инструмент с большими зубьями, уменьшите подачу или увеличьте скорость пиления

с) спиральная стружка — параметры подобраны правильно
Слишком высокая скорость движения рамы (подачи] при резании вызывает «дрожание» станка и увеличение уровня шума. Чрезмерная подача может привести к срезанию зубьев или разрыву полотна.
Недостаточная подача приводит к деформационному упрочнению заготовки и затуплению зубьев. Контролируйте подачу по форме стружки.
Чрезмерное увеличение скорости работы приводит к повышенному образованию тепла, затуплению зубьев или их срезанию, особенно в полотнах из углеродистой стали. Смотрите рекомендации по режимам работы для различных материалов.
8. Рекомендации по выбору шага зубьев
8.1. Подбор полотна
Подбирается в зависимости от станка
У горизонтальных станков ширина задается производителем. Вертикальные станки позволяют варьировать ширину полотна. При увеличении ширины увеличивается стабильность инструмента. Если необходимо выпиливать контуры, ширину пилы задает самый маленький радиус (см. таблицу ниже).
Материал изготовления

FLAMME предлагает 4 основных группы материалов:
- инструментальная сталь;
- биметалл;
- твердый сплав;
- алмазная крошка.
Режущий материал подбирается в зависимости от твердости материала, который предполагается пилить.
Правильный шаг зубьев
Для достижения оптимальных результатов очень важно выбрать правильный шаг зуба.
1. Очень маленький шаг зуба может привести к неровному пилению.
Стружка забивает углубление между зубьями, что приводит к отклонениям во время распиловки, а также может быть причиной поломки зубьев.

3. Если шаг большой, зубья могут сломаться, т. к. давление на каждый зуб во время пиления возрастает.
Рекомендуется задействовать не менее трех зубьев, чтобы достичь оптимальных результатов. Для низкоуглеродистых сталей и других легко обрабатываемых материалов оптимальное число работающих зубьев — 6-12, для труднообрабатываемых материалов — 12-24.
Положение материала в губках тисков влияет на правильный выбор зубьев ленточных полотен.
Рекомендации в эксплуатации ленточных полотен
1. Подготовка к работе - обкатка ленточного полотна:
Очень важный пункт, так как ресурс ленточного полотна главным образом зависит от управляемой процедуры его "обкатки". Острозаточенный карандаш сломается сразу, в отличие от острого, но слегка притупленного, тот же принцип и при подготовке полотна. Сначала надо дать полотну приработаться к шкивам станка, погоняв его в холостую по воздуху около пяти минут. Затем, на меньшей скорости вращения полотна, примерно 70% от рекомендуемой и 50% от рекомендуемой скорости подачи, пропилить заготовки около пятнадцати минут, и только после этого довести скорость вращения и подачи до нормальной.
2. Натяжение полотна:
Степень натяжения ленточного полотна указана в инструкции по эксплуатации станка. Профессиональные и промышленные модели ленточнопильных станков оснащены встроенными тензометрами, при помощи которых можно контролировать степень натяжения. Важно не перетянуть полотно, так как из-за перетяжки существенно снижается стойкость, что приводит к разрыву ленточного полотна по сварному шву или образующимся трещинам. Если полотно недостаточно натянуть, то будет отклонение от перпендикулярной плоски пиления и извилистый пропил.
3. Эксплуатация полотна:
Основным показателем правильного выбор режимов резания служит отсутствие сильных вибраций при резании и вид стружки. Для оптимальной резки нужно, чтобы каждый зуб ленточного полотна срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или меньшей, чем необходимо, скорости резания. Так же важно - не перегреть режущий материал полотна, отсюда следует, что требуется интенсивный полив полотна СОЖ, зоны резания и распиливаемой заготовки. При возникновении вибраций уменьшать подачу. Следить за качеством поверхности среза, задиры и каверны могут являться следствием неправильного подбора шага, режимов обработки или износа полотна.
4. Отдых полотна:
Отдых полотна позволяет перераспределить усталостные напряжения, возникающие в процессе работы, сохранить свойства инструментального материала и увеличить срок службы. При интенсивной работе в течение всего рабочего дня лучше работать двумя полотнами, одним до обеда, другим после. В конце рабочего дня обязательно ослаблять натяжение полотна, а еще лучше снимать полотно со станка, и вывернув его наизнанку, вешать на крюк.

- Для распиловки тонкостенных заготовок, таких как трубы, листовой прокат и подобных, требуются ленточные полотна с мелким шагом зуба, иначе существует опасность повредить или сломать зуб полотна.
- Заготовки большого размера должны разрезаться ленточными полотнами с крупным шагом зубьев. Крупный шаг увеличивает производительность и оставляет много места для свободного образования стружки.
- Для распиловки мягких и вязких материалов, таких как алюминий и бронза, требуется много свободного места для образования стружки, здесь тоже используют полотна с крупными зубьями, так как они не дают стружке скапливаться и застревать между зубьями.
Рекомендации перед началом пиления
Убедитесь, что:
1. Используется правильный тип полотна для данного материала.
2. Полотно имеет правильный шаг и конфигурацию зубьев для данной заготовки (форма, размер).
3. Полотно правильно установлено на шкивах ленточной пилы и в направляющих.
4. Зубья пилы направлены в сторону пиления. Если зубья ленточного полотна смотрят в обратную сторону, выверните пилу. Видео, как это можно сделать, находится в разделе - Проблемы и решения.
5. Натяжение полотна соответствует рекомендуемому, 250 - 280 Н/мм².
6. Направляющие установлены максимально близко к обрабатываемой заготовке.
7. Щетка для стружки и другое оборудование для удаления стружки расположено и функционирует правильно.
8. Охлаждающая жидкость поступает в пропил и имеет правильную консистенцию и концентрацию.
9. Режимы резания соответствуют рекомендуемым (скорость и подача).
10. Обрабатываемая заготовка надежно закреплена.
11. Ленточная пила не пускается в ход и не останавливается во время контакта с обрабатываемой заготовкой.
12. Для резки в старом пропиле не используется новое полотно (там могут находиться фрагменты зубьев старого полотна, если оно вышло из строя не завершив рез).
Ресурс и стойкость ленточного полотна по металлу
Стойкость ленточного полотна зависит от множества факторов, среди которых:
- тип станка;
- режимы работы;
- обрабатываемый материал;
- поперечное сечение материала;
- материал полотна;
- подготовка полотна;
- соблюдение правил эксплуатации, такие как: правильная скорость резания, верно подобранный шаг зубьев, использование СОЖ;
- квалификация и настроение рабочего.
Ресурса одного погонного метра ленточного полотна хватает распилить 1.5-2 м² черного металла сплошного сечения. Если считать в часах, то ресурс для полотен большинства производителей составляет 140-160 часов работы. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
Стойкость ленточных полотен
Производительность резания биметаллическими ленточными полотнами при пилении конструкционных сталей находится в пределах 35-70 см/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы - 10-25 см/мин. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице. Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9.
20Х13, Р6М5
12Х18Н9Т
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка. На стойкость полотна существенно влияет и правильно подобранный шаг зуба ленточной пилы.
Рекомендации выбора шага зубьев ленточной пилы
Материалом, размером и толщиной заготовки обусловлен правильный выбор шага зубьев. Так, чем меньше и тоньше заготовка, тем мельче должны быть зубья, а при пилении больших заготовок полотно должно иметь крупные зубья. Мягкие материалы требуют большего объема впадин и более крупного шага. Твердые материалы требуют большего количества зубьев, одновременно участвующих в резании и более мелкого шага. Мы советуем при подборе шага зубьев следовать правилу, чтобы не менее 3 зубьев при резке находились в теле заготовки, оптимально 6-12 зубьев, максимально 24 зуба.
На сегодняшний день в приоритете резка металла на ленточнопильных станках ленточными полотнами с переменным шагом зубьев, где первая цифра в обозначении указывает количество зубьев на первый дюйм, а вторая цифра показывает количество зубьев на второй дюйм, далее идет чередование зубьев по всей длине сваренного в кольцо полотна. Чтобы самостоятельно определить какой шаг зубьев на ленточной пиле у которой стерлось обозначение, надо подсчитать количество зубьев на пяти сантиметрах полотна.
Пять зубьев на пяти сантиметрах - шаг зубьев 2/3 TPI;
Семь зубьев на пяти сантиметрах - шаг зубьев 3/4 TPI;
Девять зубьев на пяти сантиметрах - шаг зубьев 4/5 TPI;
Десять зубьев на пяти сантиметрах - шаг зубьев 4/6 TPI;
Одиннадцать зубьев на пяти сантиметрах - шаг зубьев 5/6 TPI;
Двенадцать зубьев на пяти сантиметрах - шаг зубьев 5/7 TPI;
Тринадцать зубьев на пяти сантиметрах - шаг зубьев 5/8 TPI;
Шестнадцать зубьев на пяти сантиметрах - шаг зубьев 6/10 TPI;
Девятнадцать зубьев на пяти сантиметрах - шаг зубьев 8/11 TPI;
Двадцать зубьев на пяти сантиметрах - шаг зубьев 8/12 TPI;
Двадцать четыре зуба на пяти сантиметрах - шаг зубьев 10/14 TPI;
Двадцать восемь зубьев на пяти сантиметрах - шаг зубьев 12/16 TPI.
Наибольшее распространение полотна получили для резки профиля и труб на предприятиях машиностроения в заготовительных и серийных производствах. В зависимости от толщины обрабатываемой детали рассчитывается шаг зубьев ленточной пилы. Ниже приведены специальные таблицы расчета, которые смогут помочь сделать оптимальный выбор шага зубьев того или иного полотна.
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 - 30 | 10 | 15 - 40 | 8/12 |
| 30 - 50 | 8 | 25 - 55 | 6/10 |
| 50 - 80 | 6 | 40 - 80 | 5/8 |
| 80 - 120 | 4 | 55 - 120 | 4/6 |
| 120 - 200 | 3 | 80 - 150 | 3/4 |
| 200 - 400 | 2 | 120 - 350 | 2/3 |
| 300 - 700 | 1,25 | 250 - 500 | 1,4/2 |
| > 600 | 0,75 | > 500 | 0,75/1,25 |
Размер шага ленточной пилы для резки профиля и труб
| Стенка S, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | ||||||
* при распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки.
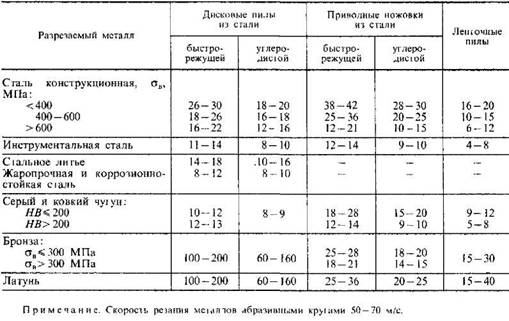
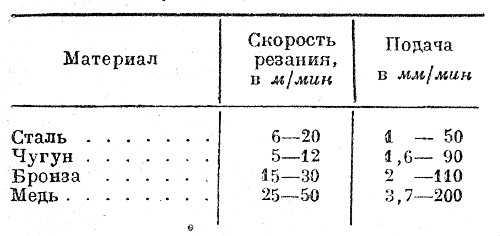
Рекомендуемые режимы резания на ленточнопильных станках
Преимущества пиления на ленточнопильных станках
Технология пиления на ленточнопильных станках находит все большую востребованность в современных производствах. К основным преимуществам использования ленточных полотен можно отнести:
- наименьшая величина стружки и отходов от резки;
- высокая точность изготовления торцов деталей;
- идеально ровная поверхность среза детали;
- отличная производительность и скорость работы оборудования;
- малошумность и отсутствие вибраций.
Используя ленточнопильные полотна взамен базовых способов резки дисками и ножами, в итоге мы получаем возможность сэкономить. Металл расходуется более расчетливо, значительно сокращается степень образования отходов производства. Кроме того, качество производимых изделий значительно превышает аналоги дисковой или резки на ножовочном станке.
ТОП-10 лучших ленточных пил по металлу, обзор инструментов и технические характеристики

Сфера применения
Ленточную пилу используют не только дома, но и в массовой промышленности, например, на производстве, заводах и строительных площадках. Последние быстрее окупаются, если на них используются ленточные пилы, так как они экономят время работы, этим повышая производительность. Ленточная пила создает продольные, поперечные и фигурные пропилы с ровным срезом.
Технические параметры
Стандартная ленточная пила состоит из:
- Прочного корпуса.
- Мощного двигателя.
- Полотна с острыми зубьями.
- Неподвижной губки тисков.
- Винта натяжения пилы.
- Механизма, загружающего и подающего материал для обработки.
- Панели управления.
Ленточные пилы по металлу от пил по дереву отличаются небольшой скоростью движения полотна и более мощными моторами, способными выдерживать большие нагрузки.
Чтобы получить ровный распил, тщательно подходят к выбору режущего полотна. Он выглядит в виде гибкой полосы с острыми зубцами, его надевают на два барабана, один из которых соединен с электродвигателем.
Полотна изготавливаются из различных металлов, но рекомендуется выбирать из углеродной стали. Чаще всего используют биметаллические ленточные пилы, разрезающие даже сплавы на основе никеля и титана.
Разводка зубьев
Разводкой называется поочередное загибание зубцов: один вправо, следующий — по центру, третий — влево и так далее. Чем сильнее их наклон, тем выше требуемая мощность двигателя, шире пропил и меньше трение между пилой и материалом, а значит, отсутствие перегрева станка.
Правильное разведение продлевает срок службы пилы, дает ровный распил, снижает вибрацию и шум полотна. Полотно для ленточной пилы по металлу нужно затачивать каждый раз после окончания работы или по мере их затупления. Чем тупее пила, тем ниже качество работы и выше требуемая мощность мотора. Полотна с зубьями затачивают с помощью специальных станков с абразивными дисками.
Ситуации, в которых необходимо произвести разводку:
- Переход на летний или зимний период. Зимой уклон наклона зубьев должен доходить до 90 градусов, летом такой сильный уклон нежелательно использовать.
- При повреждении зубьев.
- Для пиления определенного металла.
В работе с твердым металлом, таким как сталь, подбирают полотна с крупными зубьями. Мягкий металл, например, алюминий, обрабатывают лентой с мелким зубом, иначе крупные ее края сделают неровными. Шаг зубьев бывает переменным и ритмичным, первый подходит для разделки толстых труб, а второй для тонких работ.

Рекомендуемые режимы резания
Высокая скорость чревата тем, что станок может сильно шуметь и вибрировать, а полотно от перегрузки в лучшем случае затупится, в худшем — лопнет или деформируется. Поэтому нужно контролировать подачу по форме стружки:
- Толстая, вьющаяся, эластичная — идеальная стружка. Темп подачи и скорость подобраны правильно.
- Толстая, жесткая, короткая или хрупкая — уменьшить скорость и темп пилы. Проверить смазочно-охлаждающую жидкость.
- Толстая, твердая, эластичная и короткая — немного уменьшить темп подачи, проверить правильность шага зубьев полотна.
- Толстая, твердая, эластичная и длинная — слегка увеличить темп подачи, проверить зубья полотна.
- Тонкая, прямая, эластичная — увеличить темп подачи.
- Порошкообразная — уменьшить скорость пилы и увеличить темп подачи.
- Тонкая, плотно скрученная — уменьшить темп подачи и использовать полотно с более крупным шагом зубьев.

Стойкость и скорость
Стойкость ленточной пилы зависит от:
- Правильного режима резки.
- Качества ленточного полотна.
- Конструкции пилы.
- Материала и формы корпуса.
- Качества смазочно-охлаждающей жидкости.
Если станок вдруг завибрировал, то нужно изменить скорость подачи в нужную сторону. Чем тупее зубцы ленточного полотна, тем выше должна быть подача.
Топ-10 лучших моделей
В топ лучших моделей входят как напольные, так и настольные ленточные пилы. Если первые массово используют в производствах, то вторые приобретают для домашнего хозяйства или частных мастерских. Лучшие ленточные пилы по металлу имеют мощный мотор и легко справляются с твердым металлом.
Jet HVBS-712K 414459M

Цена: 110 000 руб.
Ленточная пила по металлу американского типа оснащена надежным и мощным мотором, способным проработать несколько лет без поломок. Имеет быстрозажимные и поворотные диски, встроенную систему смазочно-охлаждающей жидкости, которая во время распила охлаждает заготовку во избежание перегрева. Станок может работать не только в горизонтальном, но и в вертикальном положении. С помощью ременной передачи выбирают одну из четырех скоростей движения ленты. Подключается к электропитанию 220В.
Jet HVBS-712K 414459T

Цена: 109 000 руб.
В отличие от вышеописанного станка по металлу этот полупрофессиональный, работает от электропитания 380 В. Обладает гидравлической системой подачи и автоматическим выключателем окончания распила. Благодаря мощному мотору, этот станок выдерживает сильные нагрузки и способен работать длительное время. Быстрозажимные и крепко фиксирующие тиски поворачиваются на угол до 45 градусов. В комплект входит проволочная щетка для очистки рабочего места от стружек.
TRIOD BSM-115/230 211015

Цена: 33 500 руб.
Эта небольшая вертикальная ленточная пила предназначена для работы не только с металлом, но и с деревом. Качественная сборка гарантирует долгий срок службы. Пиление производится вертикально или под углом. Надежные тиски исключают смещение заготовки во время работы. В процессе работы скорость регулируется от 20 до 50 метров в минуту. Станок обладает специальным поддоном для хранения инструмента. С пилой справится даже новичок.
Stalex BS-260G 388017

Цена: 145 000 руб.
Эта мощная ленточная пила легко справляется с толстым металлом, поэтому массово применяется в производствах и на заводах. Станок легкий в управлении и выдает высокую точность реза. Обладает двумя скоростями движения ленты и помпой для подачи охлаждающей жидкости. Для повышения устойчивости положения, его опорные ножки можно прикрепить к полу. Для удобства имеется шкала для регулировки угла реза.
Proma PPK-115 25330742

Цена: 35 000 руб.
Пила по металлу обладает жесткой конструкцией, высокой производительностью и тремя режимами скорости. Ременной привод защищает двигатель от перегрузок. Благодаря небольшому весу и параметрам его легко перемещать по всему помещению. Во время работы почти не шумит и выдает низкий уровень вибрации, что повышает уровень комфорта работы.
Jet MBS-56CS 50000320M

Цена: 75 000 руб.
Эта модель ленточно йпилы считается надежной для производств среднего масштаба, производит распилы на трех разных скоростях. Благодаря прочной конструкции вибрация сведена к минимуму, позволяя проводить точную и аккуратную работу. Замена ленты производится быстро и легко, без дополнительных инструментов. Станок оснащен автоматическим отключением двигателя и гидравлической системой подачи. Транспортировка производится с помощью колес станка.
PROMA PPS-170H 25017000

Цена: 154 000 руб.
Отличается отличной производительностью и простотой управления, выдает превосходное качество работы по металлу. Оснащен аварийной кнопкой, отключающей мощный трехфазный двигатель в случае неправильной работы. Обладает простым механизмом натяжения пильной ленты. Его выбирают для серийного и мелкосерийного производства.
METALMASTER BSG-220 00000014719

Цена: 132 000 руб.
Благодаря трехфазному двигателю, станок можно не отключать для охлаждения. Пила по металлу обладает двумя скоростными режимами: 45 и 90 м/мин. Имеется съемный поддон, в процессе работы собирающий стружку, благодаря чему на уборку тратится мало времени. Пильная рама поднимается вручную, а опускается под тяжестью собственного веса. Во время работы модель не шумит и слабо вибрирует. Имеется тензометр, показывающий силу натяжение полотна, благодаря чему получается высокое качество распила.
JET J-349V 50000333M

Цена: 40 000 руб.
Компактная ленточная пила в помещении занимает немного места, легко справляется с металлическими профильными заготовками диаметром до 12,5 сантиметров, поэтому ее чаще всего выбирают для небольших мастерских. Обладает плавной регулировкой скоростного режима и низким уровнем вибрации. Пильное полотно надежно и легко крепится, выдает ровный срез. Оборудование можно самостоятельно перемещать, не прибегая к помощи грузоподъемных механизмов.
ЭНКОР Корвет-422

Цена: 29 700 руб.
Дешевая модель попала в топ благодаря качественной сборке из надежных комплектующих. Работает с разными видами материалов, в том числе и металлов, обладает поворотными тисками и ограничителем длины реза. Ременная передача бережет двигатель от перегрузок, удлиняя срок его эксплуатации. Для удобства имеет дополнительный рабочий стол. Вибрация и шум во время работы практически не ощущаются.
Выбор и эксплуатация оборудования
При выборе ленточной пилы по металлу нужно учитывать на эти факторы:
- Толщину пилы — она должна быть от 0,9 до 1,1 мм. Чем меньше толщина, тем ниже должна быть подача. Стандартной толщиной считается 1 мм.
- Ширину пилы — бывает от 14 до 80 мм, чаще всего используют полотна шириной в 31-41 мм. Широкие ленточные пилы легче справляются с толстым металлом.
- Шаг зубьев — это расстояние между острыми краями соседних зубьев. Чем меньше расстояние, тем ювелирнее работа. Большое расстояние подходит для работы с твердыми металлами, в этом случае применяют небольшую скорость. При переточке необходимо следить, чтобы шаг остался прежним.
- Форму зуба — лучшей формой считается, если передний угол зуба имеет 10 градусов, задний угол и высота зуба мало влияют на результат.
- Количество зубцов — чем больше зубцов, тем ровнее распил толстостенных заготовок металла.
- Размер зубцов — крупные зубцы выбирают для глубоких пропилов, средние — для фигурной резки, мелкие — для тонких металлических листов.
Общие правила эксплуатации оборудования:
- Следить, чтобы зубья всегда были заточенными и правильно разведенными.
- Не стоит работать на неисправном станке, иначе результат окажется загубленным.
- На рабочем участке должно быть достаточно светло.
- Следите за формой заточного круга.
- Благодаря индивидуальной подгонке можно добиться от обычного станка впечатляющих результатов.

Преимущества и недостатки
Многим предпринимателям кажется, что выгоднее использовать циркулярную пилу или обычный лобзик для распила металла, на самом деле ленточная пила быстрее справляется с работой и окупается за короткое время. Помимо этого, она имеет множество преимуществ:
- Экономит электричество.
- Тихо и быстро работает.
- Легко справляется с заготовками из твердого металла.
- Делает точные распилы разной формы.
- Уменьшает количество отходов.
- Безопасность работы.
К недостаткам можно отнести высокую стоимость станка, необходимость каждый раз готовить пилу к работе и низкую стойкость зуба.

Отзывы владельцев
Олег: «В моем гараже находится мастерская. Пол деревянный, поэтому не рискую работать болгаркой. Друг посоветовал приобрести ленточную пилу. Выбрал самую компактную, чтобы много места не занимала и теперь не нарадуюсь. Приятное впечатление от станка. Рекомендую к покупке!».
Алексей: «Занимаюсь нарезкой заготовок из меди для электродов к электроэрозионному станку. После долгих раздумий купил ленточную пилу и работа пошла быстрее. Главное, почаще чистить станок и после окончания работы снимать полотно, иначе ленточка вытянется и начнет слетать. А так ленточная пила сделана на совесть».
Руслан: «Раньше у меня был лобзиковый станок, но он сильно вибрировал и с ним трудно было работать. Решил приобрести ленточную пилу, теперь лобзиковый станок и не включаю, первый оказался намного функциональнее! Не пожалел о потраченных деньгах».
Рекомендации по использованию ленточных пил
Пакетная резка металла. Как правильно резать трубы и профильные заготовки пакетом.
Пути увеличения эффективности распила профильных заготовок


В современном быстроразвивающемся мире множество зданий, сооружений, конструкций (супермаркеты, заводы, ангары, рекламные щиты и т.д.) используют в своей основе колонны, всевозможные фермы, связи и т.д. Перечисленные металлоконструкции изготовлены из металлопроката – листа, швеллера, балки, трубы различных длин и сечений.
Для получения требуемых размеров металлопрокатную заготовку необходимо распилить.
Использование ленточнопильного оборудования для этих целей подходит наилучшим образом. В тоже время распил, уложенных сразу по несколько штук, обеспечивает увеличение производительности. Остается только правильно подобрать шаг зуба и тип ленточнопильного станка.
Особенности ленточнопильного станка при пакетной резки труб и профильных заготовок
Производительные станки сконструированы так, что ленточное полотно располагается под небольшим углом относительно заготовки. Именно в таком положении нагрузки на режущую часть пилы снижаются. Данный эффект особенно хорошо работает при порезке труб, профилей. Буквально 2-3 градуса наклона относительно заготовки и сразу же снижается максимальная длина реза а вместе с ней и нагрузки на пилу.
Но важно не только правильно располагать ленту пилы в отношении заготовки. Также важно правильно зажать материал в зоне реза. Это обеспечивают зажимные тиски. Их задача обжать материал со всех сторон реза, включая сверху и снизу. Т.к. внизу расположена мощная станина станка, то прижимать необходимо только сверху. В таких случаях лучше использовать станок, имеющий в своей конструкции верхний прижим для распиливаемых заготовок.
Верхний прижим ленточнопильного станка
на выходе заготовок
Некоторые производители, экономя на покупке станка, прибегают к различным методам, например, прихватки точечной сварки на концах заготовок, которые могут фиксироваться стропами или цепями. Эти способы является довольно сложными и не эффективными, и на сварку уходит и время и электроды.
Кроме этого важным пунктом при обжатии пакета является зажим отпиленных заготовок, чтобы снизить вероятность возникновения вибраций, заусенцев и увеличить стойкость пилы.
Рекомендации по расположению заготовки и ее фиксации при пакетной резке и распиле по несколько штук сразу


Размеры заготовки влияют и на тип применяемого станка и на геометрию зубьев пилы.
Геометрия зубьев ленточного полотна для распила труб и профильных заготовок
Для решения задач по распилу профильных заготовок, заводы-производители пил создали варианты пил, имеющие увеличенную производительность.
Сконструирован зуб с увеличенной разводкой зубьев, имеющий уникальную форму межзубной впадины для эффективного выноса стружки. При распиле больших пакетов заготовок существует риск заклинивания ленточного полотна. Для устранения проблем заклинивания пилам по профилю создается увеличенная разводка зубьев. Благодаря этим особенностям, пилы с этими конструктивными особенностями используются для резки профильных заготовок.
От параметров труб и толщины стенки трубы зависит вариант шага зуба, который следует использовать. Если для распила тонкой стенки (3-5мм) взять пилу с достаточно крупным шагом (2/3) то при резе одновременно будет находиться только 1 зуб. Это повлечет чрезмерную нагрузку и скалывание.
Советуем, чтобы подобранный шаг зуба обеспечивал нахождение в материале заготовке минимум 3м зубьям. Рекомендуется, чтобы выбранный шаг зуба позволял находиться в отрезаемой заготовке, по крайней мере, 3 зубьям одновременно, но не более 24. Переменный шаг зуба 10/14 и 8/12 рекомендован на заготовки с толщиной стенок 1-2 мм. Переменные шаги зуба 6/10 и 5/8 на стенки средней толщины - 3-6 мм; еще более крупные шаги 4/6 или 3/4 должны использоваться на трубах с еще более толстыми стенками. Необходимо помнить, что при пакетной резке толщину стенки надо удваивать. Чтобы правильно выбрать шаг зуба используйте нашу таблицу с рекомендациями.
Кроме шага зуба необходимо подобрать и соответствующий тип (форму) зуба. Для резки профильных заготовок применяют пилы со специальным профильным зубом.
Наша компания предлагает обе формы зубьев: РТ и ТТ
Тип зуба PT имеют усиленную форму зуба, которая позволяет избежать скалывания зубьев и, как следствие, эффекта «домино» при резке труб, металлоконструкций и пакетов из заготовок малых размеров

Тип зуба TT . имеет также усиленную форму зуба в виде трапеции. Отличный вариант для небольших станков по резке различного стального профиля (фасонного проката) как по одной заготовке, так и пакета

С целью увеличения производительности распила профильных заготовок применяется пакетная резка. Однако это более сложный процесс, так как требуется не только правильно уложить все заготовки в зону резания, верно закрепить, но и обеспечить корректные режимы резания. Основной проблемой при пакетной резке являются еще более высокие вибрации, чем при распиле по одной заготовке, поэтому для ленточнопильного оборудования следует проводить плановые осмотры узлов и замену элементов станка.
С нашей помощью вы сможете правильно выбрать не только станок для распила профильных заготовок, но и ленточную пилу со специализированной формой зуба.
Читайте также: