Плоскошлифовальный станок по металлу 3е711в
Обновлено: 28.04.2024
§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. Основным параметром, характеризующим плоскошлифовальные станки, является размер стола.
Плоскошлифовальный станок 3Е711В с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка 3Е711В. Размеры рабочей поверхности стола (длина X ширина) 630×200 мм; пределы скоростей продольного перемещения стола 2-35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01-1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001-0,09 мм; габаритные размеры станка 2700x1775x1910 мм.
Основные механизмы и движения в плоскошлифовальном станке 3Е711В. К станине А (рис. 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно-поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
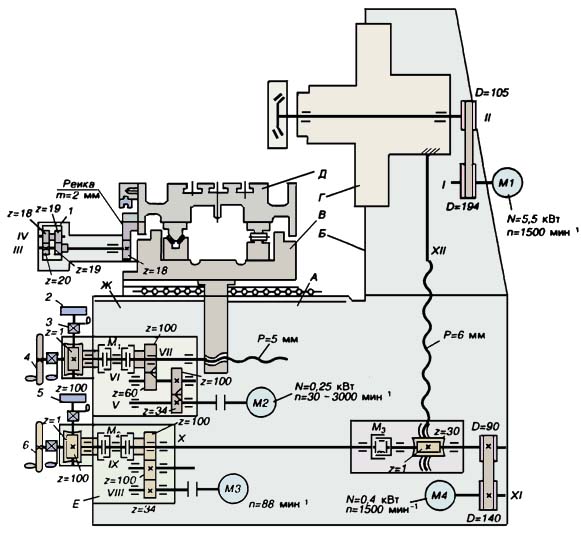
Рис. 125. Кинематическая схема плоскошлифовального станка 3Е711В
Кинематика станка 3Е711В. Главное движение шлифовальный круг получает от электродвигателя M1 (N = 5,5 кВт, n = 1500 мин-1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача 3Е711В крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, n= 30-3000 мин-1) через косозубые колеса z = 34-100, z = 60-100 и ходовой винт VII.
При включении муфты М1 в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты М1 влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару z = 1-100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса z = 19 и через другое центральное колесо z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача 3Е711В шлифовальной головки осуществляется от шагового электродвигателя М3 в момент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34-100-100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару z = 1-30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки плоскошлифовального станка 3Е711В происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, n = 1500 мин-1) при отключенной муфте М3.
Перейти вверх к навигации



Технические данные и характеристики станка 3Е711В
Паспорт на плоскошлифовальный станок 3Д711ВФ11
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК ЗЕ711В
Плоскошлифовальный станок 3E71IB с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка. Размеры рабочей поверхности стола (длина X ширина) 630 x 200 мм; пределы скоростей продольного перемещения стола 2—35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01—1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001—0,09 мм; габаритные размеры станка 2700X1775X1910 мм.
Основные механизмы и движения в станке. К станине А ( 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно- поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
Кинематика станка. Главное движение шлифовальный круг получает от электродвигателя Ml (N = 5,5 кВт, п = 1500 мин»»1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, п = 30—3000 мин’1) через косозубые колеса г = 34—100, z = 60—100 и ходовой винт VII.
При включении муфты Mi в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты Мг влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару г = 1—100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса г = 19 и через другое центральное колесо
z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача шлифовальной головки осуществляется от шагового электродвигателя МЗ в мохмент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34—100—100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару г = I—30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, п = 1500 мин»1) при отключенной муфте М3.
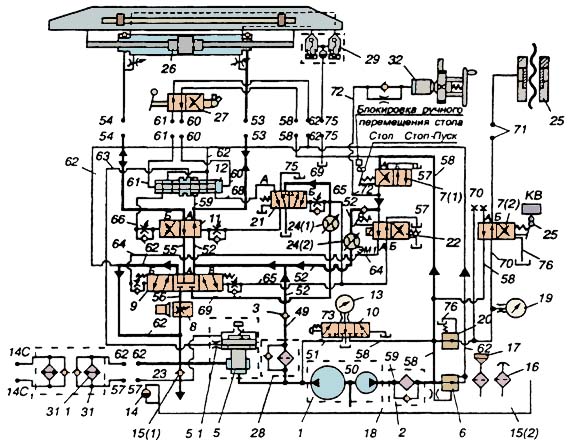
Гидропривод станка ( 126) производит продольное перемещение стола, а также разжим и фиксацию гидрогайки поперечного перемещения крестового суппорта.
Продольное перемещение стола осуществляется от сдвоенного лопастного насоса L Пуск стола производится краном 7 (1), установленным в положение Б. В положении А дросселирующего гидрораспределителя 22 поток масла от насоса 1 (малой подачи) поступает по цепи 1—59—2—58—7 (1)—72—22—64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65—22—57, и гидрораспределитель 9 занимает положение Б. При этом масло поступает в’ правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1—51—28—49—3—52—11—53; стол перемещается влево. Одновременно осуществляется дополнительное питание линии нагнетания большего насоса от меныиёго по цепи 58—7 (1)—72—4—52—24 (2)—52, при этом обеспечиваются устойчивые малые скорости стола. Слив из левой полости гидроцилиндра 26 происходит по цепи 54—11—55—9—56—8—62—23— 57—18. Давление управления в магистрали 58, развиваемое насосом 1 малой производительности, поддерживается в результате сброса избытка масла через напорный золотник 6 и магистраль 62.
Стол перемещается влево до тех пор, пока кулачок реверса не установит кран реверса 27 в положение Б. При этом по цепи 58— 27—61 масло поступит под левый торец распределителя 12 и он займет правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает лишь после реверса распределителя 12. Следовательно, в этот момент в цепи 52—11—59—12—63 будет давление, которое поднимет клапан 5 и произойдет разгрузка насоса 7. После того, как распределитель 11 займет положение 5, клапан 5 опустится и поток масла поступит в левую полость гидроцилиндра 26. Стол перемещается вправо. Дроссели на линии управления распределителя 11 обеспечивают регулирование плавности реверса стола.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 скорости перемещения стола. Это давление определяет величину подъема клапана 5 и, следовательно, величину давления в магистрали 52. Таким образом, всякому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. По окончании цикла обработки электромагнит ЭМ1 отключается и распределитель 22занимает положение Б.Масло по цепи 1—59—2—58—7(1)— 72—22 поступит в магистраль 65 и распределитель 21 займет положение 5, а распределитель 9 — положение 5. Тогда после переключения крана реверса 27 в положение А распределитель 12 переместится влево, а распределитель 11 в положение Б, и поток масла по цепи 1—59—2—58—7 (1)—72—4—52—24 (2)-52—11—54 продолжает поступать в левую полость гидроцилиндра 26, а слив происходит по цепи 53—11—55—9—69—24 (1)—69—21—75. Стол перемещается вправо до жесткого упора с малой скоростью, а затем происходит торможение стола.
При останове стола краном 7 (1) поток масла сливается в бак по цепи 1—51—28—49—3—52—9—62—23—57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53—11—52—9—(55—62)—11—54. Вспомогательный распределитель 12 объединяет магистрали 54 и 63. В результате этого перепад давления на клапане 23 действует на клапан 5, поднимая его: масло от насоса 1 большой подачи дополнительно сливается через клапан 5. Специальное устройство 29 предназначено для выпуска воздуха из гидроцилиндра 26. При присоединении теплообменников 31 к гидросистеме слив масла происходит по цепи 62—31 (1)—57—14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 происходит при установке крана 7(2) в положение А. Давление масла в этом случае распространяется по цепи 58—20—70—7 (2) и контролируется манометром 19.
Фиксация суппорта осуществляется подводом масла по цепи 58—7 (2)—71 при положении Б крана 7 (2).
Блокировка. Конечный выключатель блокировки поперечной подачи связан с рукояткой крана 7 (2). Когда этот кран находится в положении «Фиксация», электродвигатель поперечной подачи включить невозможно.
Конечный выключатель блокировки ручного перемещения стола связан с рукояткой крана 7 (1). При перемещении стола с помощью гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32, который выводит из зацепления реечное колесо и рейку стола. При выключении гидравлической системы магистраль 72 соединяется со сливом и реечное .колесо под воздействием пружины перемещается и входит в зацепление с рейкой.
Технические работы:
По договоренности мы можем предоставить следующие услуги:
- пусконаладочные работы и запуск станка в эксплуатацию;
- гарантию сроком в 12 месяцев.
Условия приобретения и заказ
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Поршневые компрессоры воздушные масляные и безмасленые устройство, схемы
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный
Схемы, описание, характеристики

Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом 3Е711В предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Е711В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок 3Е711В используется в единичном, мелкосерийном и серийном производстве.
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 - 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 - 600 х 200, производитель Липецкий станкостроительный завод
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель - Оршанский станкостроительный завод Красный борец.
Основные параметры станка - в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) - 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) - 630 х 200 мм
- Предельная высота обрабатываемой заготовки - 325 мм
- Наибольшая масса орабатываемой детали - 220 кг
- Размеры стандартного шлифовального круга - Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 - Ø D = 40 мм
- Мощность электродвигателя - 4 кВт
- Вес станка полный - 2,5 т
Габариты рабочего пространства плоскошлифовального станка 3Е711В
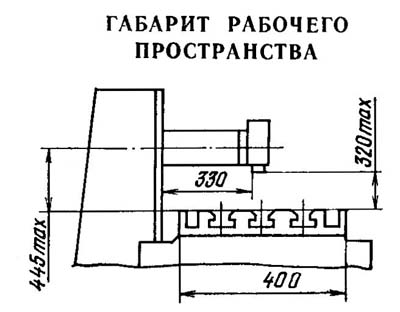
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
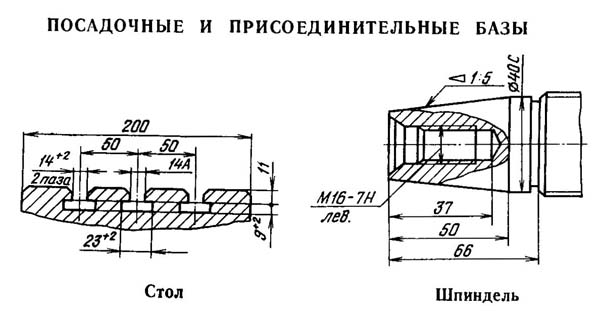
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В
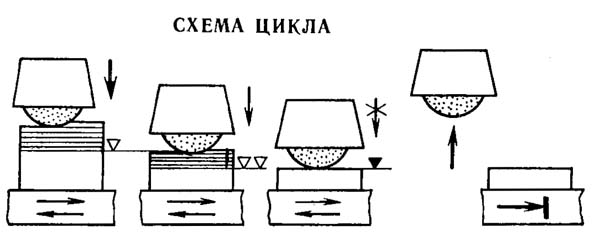
Схема цикла плоскошлифовального станка 3е711в
Общий вид универсального плоскошлифовального станка 3Е711В

Фото плоскошлифовального станка 3е711в

Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
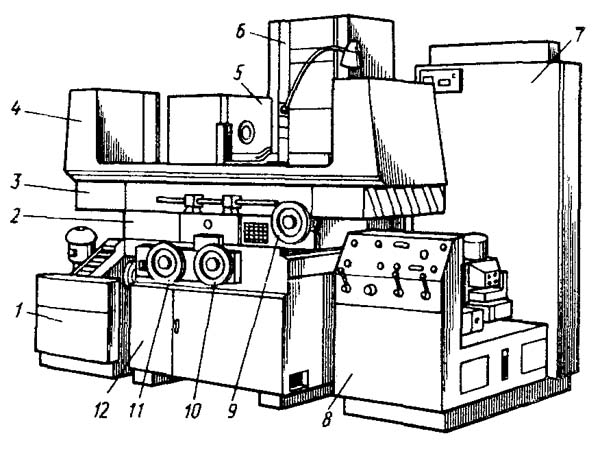
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3е711в
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
Гидравлическая схема плоскошлифовального станка 3е711в
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В

Электрическая схема плоскошлифовального станка 3е711в
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4", расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:










Плоскошлифовальный станок 3Е711В
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.

Общий вид шлифовального станка 3Е711В
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Технические характеристики
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 63 см;
- ширина рабочей поверхности – 20 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.

Технические характеристики плоскошлифовального станка 3Е711В
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Кинематическая схема 3Е711В Кинематическая схема 3Е711В

Установочный чертеж 3Е711В
Особенности электрической схемы

Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Плоскошлифовальный станок 3Г71
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году. Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий.

Плоскошлифовальный станок 3Г71
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки.
К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.

Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.

Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.

Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Читайте также: