Правка и гибка металла практическая работа
Обновлено: 04.05.2024
Тип занятия: Урок формирования и совершенствования трудовых умений и навыков.
Вид занятия: Комбинированное (изучение нового учебного материала, формирование практических умений и навыков, повторение изученного ранее материала).
Время: 6 часов.
Задачи занятия:
Обучающие:
Формирование и усвоение приемов проведения рубки и резки металлов.
Формирование у студентов профессиональных навыков при выполнении рубки и резки металлов.
Развивающие:
Формирование у студентов умения оценивать свой уровень знаний и стремление его повышать;
Развитие навыков самостоятельной работы, внимания, координации движений.
Воспитательные :
Воспитание у студентов аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам;
Пробуждение эмоционального интереса к выполнению работ;
Способствовать развитию самостоятельности студентов.
Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки по выполнению рубки и резки металлов.
Требования к результатам усвоения учебного материала.
Студент в ходе освоения темы занятия учебной практики должен:
иметь практический опыт :
- выполнения типовых слесарных операций, применяемых при сварке
уметь:
- выполнять правку и гибку, разметку, рубку, резку механическую, опиливание металла.
В ходе занятия у студентов формируются
Профессиональные компетенции:
ПК 1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Основные источники:
-Чебан В. А. Сварочные работы /В. А. Чебан.- Изд. 7-е.- Ростов н/Д : Феникс, 2010. (Начальное профессиональное образование).
-Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. образования - М.: ПрофОбрИздат, 2002.
Дополнительные источники.
-Покровский Б.С. Справочник слесаря: Учеб. пособие для нач. проф. образования /Б.С.Покровский, В.А.Скакун – М.: Издательский центр «Академия», 2003.
-Покровский Б.С. Слесарное дело: Учебник для нач. проф. образования/ Б.С.Покровский, В.А.Скакун. – М.: Издательский центр «Академия», 2004.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие – М: ОИЦ «Академия», 2009г.
- Овчинников В. В. Оборудование, техника и технология сварки и резки металлов: учебник/ В.В.Овчинников.- М.: КНОРУС, 2010.-(Начальное профессиональное образование).
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г
-В. Г. Лупачев «Ручная дуговая сварка» учебник –Мн.; Выш. шк., 2006.
Цель занятия: обучение пользованию инструментами и приспособлениями, применяемыми при правке и гибке полосового, листового и круглого металла.
Применяемые оборудование, приспособления, инструменты и материалы: правильная плита (наковальня), призмы, молотки слесарные массой 500. 600 г, молотки с вставкой из мягкого металла, кувалда массой 1,5 кг, линейки, угольники, стальные полосы и прутки, металлические накладки, деревянные бруски, мел, рукавицы.
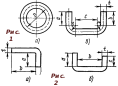
Упражнение 1. Правка полосового металла, изогнутого в плоскости.
На отрезке стальной полосы отметить мелом выпуклые места. Надеть рукавицы, взять в правую руку молоток, а в левую — стальную полосу и положить ее на правильную плиту выпуклостью вверх. При правке стоять следует прямо, свободно и устойчиво (рис. 1). Наносить удары молотком от края к середине выпуклости до получения полного и плотного прилегания полосы к плите. Силу ударов молотка регулировать в зависимости от сечения полосы и степени ее искривления. Точность правки проверяют на просвет или с помощью проверочной линейки.
Упражнение считается выполненным, если отклонение от прямолинейности полосы составляет не более 0,1 мм на длине 100 мм.

Рис. 1. Правка полосового металла, изогнутого в плоскости.
Упражнение 2. Правка листового металла.
Уложить лист на правильную плиту выпуклостью вверх. Определить вид неровности и обвести ее границы мелом. Надеть на левую руку рукавицу и плотно прижать этой рукой лист с неровностью к плите. Взять правой рукой киянку или молоток с вставкой мягкого металла и наносить удары по выпуклостям, периодически переворачивая лист (рис. 2).
Упражнение считается выполненным при отсутствии на выправляемой поверхности вмятин и выпуклостей, т.е. если поверхность листа представляет собой ровную плоскость. Допустимое отклонение от плоскостности составляет ±0,01 мм на длине 200 мм.

Рис. 2. Правка листового металла.
Упражнение 3. Правка полосы, изогнутой по ребру.
Определить на глаз границы кривизны полосы и пометить их мелом. Положить искривленную полосу на правильную плиту.
Прижать левой рукой полосу к плите и носком молотка наносить удары по всей ее длине от нижней кромки к верхней, применяя способ правки растяжением (рис. 3).
При этом у нижней кромки наносить сильные удары, по мере приближения к верхней кромке силу ударов уменьшить, а частоту их увеличить. Правку следует прекратить, когда верхняя и нижняя кромки станут прямолинейными. Допустимое отклонение от прямолинейности составляет 1 мм на длине 500 мм. Если после рихтовки полоса непрямолинейна по ребру, правку следует заканчивать ударами по нему с переворачиванием полосы в процессе правки на 180°.

Рис. 3. Правка металлической полосы, изогнутой по ребру.
Упражнение 4. Гибка полосового металла в слесарных тисках под прямым углом.
Отметить чертилкой место изгиба полосы. Закрепить полосу в тисках таким образом, чтобы разметочная риска была обращена к нижней части губки тисков и выступала над ней на 0,5 мм (внешняя часть металла при этом вытягивается, а внутренняя — сжимается). В случае неправильного закрепления заготовки в тисках угол изгиба получится перекошенным. Перпендикулярность полосы губкам тисков проверяется угольником. Наносить удары следу ет равномерно по всей длине полосы в сторону неподвижной губки тисков деревянным молотком (киянкой), а угол в месте перегиба формировать ударами металлического молотка (рис. 4).

Рис.4. Гибка полосового металла в слесарных тисках под прямым углом.
Упражнение 5. Гибка прутка на оправке.
Закрепить приспособление 1 в слесарных тисках 6 .
Конец 2 прутка установить в зазор приспособления между штифтом 5 и оправкой 3 . Нажимать на свободный конец 4 прутка рукой, изгибая второй конец в кольцо (если свободный конец прутка короткий или пруток большого диаметра, изгибание производить ударами молотка) (рис. 5).

Рис. 5. Гибка прутка на оправке (специальное приспособление):
1- гибочное приспособление, 2,4- концы прутка, 3- оправка, 5- штифт. 6- тиски.
Упражнение 6. Гибка труб в нагретом (горячем) состоянии.
Отметить место изгиба трубы, отмерить от конца трубы длину до центра изгиба и в этом месте провести мелом черту поперек трубы; от черты отмерить и отметить мелом по обе ее стороны по половине длины трубы, подлежащей нагреву.
Закрыть один конец трубы пробкой-заглушкой (для труб малых диаметров применяют пробки глиняные, резиновые или из твердых пород дерева, для труб больших диаметров — металлические) . Длина пробок-заглушек — 1,5 — 2 диаметра, конусность 1:10 (рис. 6, а).
Наполнить трубу сухим речным песком, тщательно просеянным через сито с ячейками 2 мм, для предотвращения смятия, выпучивания и появления трещин (нельзя применять горный песок, так как он содержит легко выгорающие органические вещества, пригорающие к стенкам трубы).
Трубу обстучать молотком, нанося удары снизу вверх при одновременном ее повертывании, с целью лучшего уплотнения песка; удары наносить до тех пор, пока не будет слышен глухой звук.
Забить второй конец трубы пробкой-заглушкой, у которой должны быть сквозные отверстия или каналы для выхода газов, образующихся при нагреве.
Надеть рукавицы и нагреть трубу в размеченном месте паяльной лампой, в горне или газовой горелкой до вишнево-красного цвета, не допуская перегрева (от достаточно нагретой трубы отскакивает окалина).
Вставить трубу 1 в приспособление 2 и усилием рук в сторону изгиба согнуть ее по копиру 3 (рис. 6, б).
Снять трубу и, удалив пробки, освободить ее от песка.
Проверить радиус изгиба трубы по шаблону.

Рис. 6. Гибка труб в нагретом состоянии:
а- изгибаемая труба, б- схема гибки; 1- труба. 2- приспособление, 3- копир.
Упражнение 6. Гибка труб из цветных металлов.
Медные трубы, подлежащие гибке в холодном состоянии, предварительно I отжигают при 600—-700° С, а затем охлаждают в воде. Наполнителем в данном случае служит канифоль, а при гибке в нагретом состоянии — песок.
Латунные трубы, подлежащие [гибке в холодном состоянии; отжигают при такой же температуре, как и медные, но охлаждают на воздухе.
При гибке сварных труб необходимо сварной шов располагать снаружи изгиба.
Изготовить деревянную пробку и забить ее в один из концов трубы.
Расплавить наполнитель — канифоль. (У сосуда обязательно должен быть носик для слива расплавленной канифоли в трубу.)
Трубу установить вертикально (пробкой вниз) и, залив в нее канифоль, оставить в таком положении до полного затвердевания канифоли.
Трубу гнуть одним из двух способов:
а) зажать в тисках между деревянными нагубниками и изгибать усилиями рук (проверку угла изгиба провести по шаблону или изделию);
б) один конец трубы вставить между роликами в неподвижный хомут роликового приспособления; рукоятку рычага поворачивать обеими руками,
выполняя изгиб трубы.
Трубу освободить из тисков приспособления, подогреть, начиная с открытого конца, по всей длине, выплавить канифоль и слить ее в сосуд.
Практическое задание № 3 по слесарному делу к теме: «Правка и гибка металла» с ответами

Практическое задание состоит из производственных вопросов и заданий с ответами по слесарному делу. Большинство задач и упражнений, вошедших в задания, требуют при решении приложения знаний, полученных на уроках общей технологии, черчения и других дисциплин. Производственные задачи и упражнения в основном имеют познавательное, проблемное направление, способствуют развитию творческого, технического мышления у обучающихся.
Они составлены так, чтобы при нахождении ответа на вопрос, поставленный в задаче, обучающиеся переосмысливали полученные знания и усвоенные приёмы и выбирали из всех возможных наиболее рациональные способы решения.
Просмотр содержимого документа
«Практическое задание № 3 по слесарному делу к теме: «Правка и гибка металла» с ответами»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
Слесарное дело
Практическое задание к теме
«Правка и гибка металла»
мастер производственного обучения, преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
О пределите длину заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для кольца с наружным диаметром 120 мм (рис. 1, а).
Рис. 1. Определение длины заготовок: а) кольца, б) скобы с закруглением
Рис. 2. Определение длины заготовки без закругления
Сгибая в окружность эту полосу по толщине, получим цилиндрическое кольцо; причём, внешняя часть металла несколько вытянется, а внутренняя сожмётся. Следовательно, длине заготовки будет соответствовать окружность, проходящая посредине между внешней и внутренней окружностями кольца.
Длина заготовки L = D.
Зная диаметр средней окружности кольца
D = Dн ‒ 0,5 b = 120 ‒ 2 = 118 мм,
где b — толщина полосы.
Подставляя его числовое значение в формулу, находим длину заготовки: L = D = 3,14 × 118 ≈ 370,71 мм.
Определите длину заготовки из стальной полосы толщиной 2 мм и шириной 10 мм для кольца с наружным диаметром 100 мм (рис. 1, а).
Определите длину заготовки скобы с закруглениями (рис. 1, б). Разбить скобу на участки, как показано на чертеже: а = 80 мм,
b = 85 мм, c = 120 мм? r = 3,5 мм.
Подсчитывая по формуле L = a + b + c + r, получаем
L = 80 + 85 + 120 + 3,14 × 3,5 ≈ 296 мм.
На рис. 2, а показан угольник (а = 30 мм, b = 50 мм, t = 6 мм ), а на рис. 2, б — скоба (а = 70 мм, b = 100 мм, t = 4 мм? c = 60 мм ). Определить длины заготовок угольника и скобы.
Длина заготовки угольника (см. рис. 2, a): L = a + b + 0,5t = 30 + 50 + 3 = 83 мм.
Длина заготовки скобы (см. рис. 2, б): L = a + b + c + 0,5t = 70 + 100 + 60 + 0,5 × 4 = 70 + 100 + 60 + 2 = 232 мм, так как число загибов скобы – 2.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на изгиб берут равным 0,5 - 0,8 мм. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки.
В каких случаях гибка труб производится в холодном и когда в горячем состоянии? В своей тетради опишите порядок гибки труб в горячем состоянии (рис. 3).
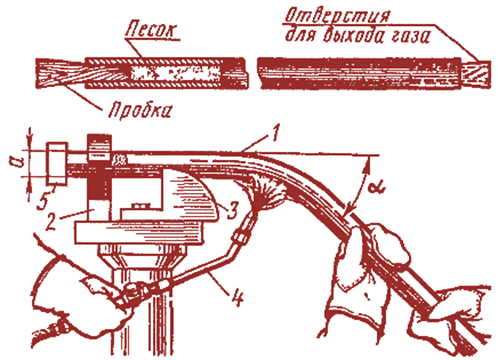
Р ис. 3. Гибка труб в горячем состоянии
В холодном состоянии гнут трубы небольшого Ø (до 20 мм). Гибка труб с наполнителем в горячем состоянии производится при Ø труб ˃ 100 мм.
Гибку труб в горячем состоянии с наполнителем производят в следующем порядке: 1) один конец трубы закрывают пробкой; 2) для предотвращения смятия, выпучивания и появления трещины при гибки труб их наполняют мелким, сухим, речным песком, который просеивают через сито с ячейками размером 2 мм (крупные камешки приведут к продавливанию стенок трубы, а слишком мелкий песок непригоден, так как при высокой температуре спекается и пригорает к стенке трубы); 3) второй конец трубы закрывают деревянной пробкой, у которой должны быть отверстия или канавки для выхода газа, образующегося при нагреве трубы; 4) рассчитать длину нагреваемого участка изгиба на трубе и разметить мелом; 5) надеть рукавицы; 6) установить трубу 1 в приспособление 2 с копиром 3; 7) нагревать трубу паяльной лампой или пламенем газовой горелки 4 до вишнёво-красного цвета на небольшой длине, равной шести диаметрам; 8) изогнуть трубу 1 по копиру 3; 9) изгиб трубы проверить шаблоном; 10) по окончании гибки пробки выколотить или выжечь и высыпать песок.
Примечание. Трубу рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве обращать внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков. От сильно нагретой части трубы отскакивает окалина. В случае перегрева трубу до гибки охлаждают до вишнёво-красного цвета.
Как определить длину нагреваемого участка трубы при гибке в горячем состоянии?
Длина нагреваемого участка трубы при гибке в горячем состоянии определяется по формуле L = аd/15, где L — длина нагреваемого участка, мм; а — угол изгиба трубы, град.; d — наружный диаметр трубы, мм; 15 — постоянный коэффициент (90:6= 15 мм).
Примечание. Если трубу изгибают под углом 90°, то нагревают участок, равный 6 диаметрам трубы; если гнут трубу под углом 60°, то нагревают участок, равный 4 диаметрам трубы; если под углом 45°, то трём диаметрам и т. д.
Как располагают шов цельнотянутой трубы при гибке?
Сварные трубы нужно располагать при гибке так, чтобы её сварной шов располагался в нейтральном слое, иначе он может разойтись.
Какие дефекты возможны при гибки труб и каковы причины их возникновения?
При гибки возможны следующие дефекты: косые загибы и механические повреждения обработанной поверхности, как результат неправильной разметки или зажима деталей в тисках (выше или ниже разметочной линии), а также нанесения сильных ударов.
Как правят круглые прутки диаметром свыше 30 мм, валы и трубы?
Круглые прутки диаметром свыше 30 мм, валы и трубы правят винтовыми прессами путём нажима винтом с призматическим наконечником. Проверка производится индикатором. Отклонение стрелки индикатора покажет величину непрямолинейности.
Как располагают шов при гибке газовых и водопроводных труб?
При любом методе изгиба газовых и водопроводных труб шов должен располагаться внутри изгиба.
Используемая литература
Бабулин Н. А. Построение и чтение машиностроительных чертежей. — М.: Высшая школа, 1978.
Берков В. И. Технические измерения.— М.: Высшая школа, 1977.
Воронков В. Д. Справочник инженера- организатора.— М.: Московский рабочий, 1976.
Дубровский Ю. Н., Мальцев М. А., Ц е т л и н Б. В. Научная организация труда.— М.: Экономика, 1974.
Иньшин А. А., Гольдман В. М. Обучение учащихся профтехучилищ научной организации труда. — М.: ВНМ Центр Госпрофобра СССР, 1976.
Макиенко Н. И. Общий курс слесарного дела. — М.: Высшая школа, 1980.
Макиенко Н. И. Слесарное дело с основами материаловедения. — М.: Высшая школа, 1976.
Макиенко Н. И. Слесарно-сборочные и ремонтные работы. — Лениздат, 1978.
Митрофанов Л. Д. Производственное обучение слесарному делу. — М.: Высшая
Сергеев М. А. Повышение производительности труда при слесарных и сборочных работах. — М.: Машгиз Лениздат, 1954.
Скакун В. А. Руководство по обучению слесарному делу. — М.: Высшая школа, 1977.
Практическая работа

Цель: Закрепить знания по теме «Правка и гибка металла». Проверка соответствуя показателей образовательных достижений обучающихся, организовать процесс на основе учета индивидуальных особенностей.
Тип урока: Урок развивающего контроля.
2. Проверка домашнего задания:
Рубка металла – это?
Гибка металла – это?
Правка металла – это?
3 Выполнение практического задания
1. при выполнении правки надо знать такие свойства металла, как:
Упругость и пластичность
2. правка-это слесарная операция, при которой заготовки и детали, имеющие неровности:
3. упругость – это свойство металла:
Принимать свою первоначальную форму после снятия нагрузки
Хорошо обрабатываться напильником
Невозможно сделать разметку детали
4. пластичность – это способность металла:
Плохо обрабатываться напильником
Принимать и сохранять новую форму после снятия нагрузки
5. гибка – это слесарная операция, при которой металлу придают заданную форму. Гнуть можно :
Только пластичные металлы
Только упругие металлы.
Верно ли утверждение, что металл подвергается правке как в холодном, так и в нагретом состоянии?
2. Верно ли утверждение, что правка и рихтовка имеют одно и то же назначение? 1.да; 2. нет.
3. Как называется приспособление, применяемое для правки круглых прутков?
1. правильная плита; 2. винтовой пресс 2 уровень
4. Как называется операция, при помощи которой из заготовок прямолинейной формы получают заданное изделие?
1. правка; 2. гибка; 3. рихтовка; 4. резка; 5. рубка
5. Выбрать инструмент для гибки изделия из проволоки…
1. стальной молоток; 2. деревянный молоток; 3. плоскогубцы, 4. круглогубцы.
6. Выберите инструмент для правки закаленных деталей…
1. деревянные молотки? 2. гладилки; 3. рихтовальные молотки; 4. стальные молотки из стали У7, У8; 5. мягкие молотки; 6. стальные молотки из стали 50, 40Х. 3 уровень
7. В чем отличие правки пруткового материала и валов от полосового?
1. удары должны быть не сильными; 2. не следует наносить удары по одному и тому же месту; 3. укладывают выпуклостью к низу и частые слабые удары; 4. укладывают выпуклостью кверху, наносят удары по выпуклости; 5. укладывают выпуклостью кверху, наносят удары по выпуклости, поворачивают в процессе выпрямления. 9
8. Заготовки толщиной свыше 5мм гнут… 1. на гибочных штампах; 2. в специальных приспособлениях; 3. в тисках; 4. с подогревом
9. Какой принят порядок правки при наличии у листа волнистости по краям и ровной середины?
1. удары наносят от середины по направлению к волнистости; 2. удары наносят от краев к середине; 3. удары наносят носком молотка рядами; 4. удары наносят по выпуклости.
10. Определить длину заготовки из стальной полосы толщиной 4мм и шириной 12мм для кольца с наружным диаметром 120 мм 1. 345; 2. 350; 3. 339; 4. 330; 5. 355. 11.
Из предложенного перечня выберите требования, предъявляемые к гибки труб диметром свыше 30мм:
1. способ гибки в нагретом состоянии;
2. способ гибки в холодном состоянии;
3. с наполнителем; 4. без наполнителя; 5. используют заглушки с отверстиями; 6. используют заглушки без отверстия; 7. заглушки не используют.
12. Установите соответствие при правке в использовании применяемых инструментов: А. обработанные поверхности Б. тонкие изделия из стали В. тонкие изделия из цветных металлов Г. закаленные детали Д. тонкий листовой материал 1. носками стальных молотков 2. рихтовальными молотками 3. гладилками 4. мягкими молотками из меди 5. стальными молотками через прокладки из мягких материалов 6. киянками
13. Определите правильную строку 1. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с растяжением на гибочно-растяжных машинах с поворотным столом; 2. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с нагревом токами 10 высокой частоты; 3. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с нагревом токами высокой частоты; 4. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой на специальных трубогибочных станках
1. Правкой называют:
2. Листовой металл правят на:
3. Листовой металл правят:
4. Правку выполняют в рукавицах, чтобы:
5. Качество правки контролируют:
6. Места сгиба показывают:
7. Разметка по чертежу заключается в:
8. Риска это линия:
10. Базы для разметки это:
10. Что называют гибкой?
А) выпрямление заготовки; б) изгибание заготовки;
в) правка заготовки.
11. Ударами в каком направлении изгибают заготовку?
А) от края к середине; б) от середине к краю;
в) в любом направлении.
12. Каким инструментом не сгибают проволоку?
А) плоскогубцы, пассатижи; б) пассатижи, круглогубцы;
в) пассатижи, кусачки.
13. Можно ли при гибке заготовок использовать слесарный молоток?
А) нет, только киянку; б) можно; в) не желательно.
14. Какой металл лучше гнется?
А) упругий; б) хрупкий; в) пластичный.
15. Почему жесть следует гнуть киянкой?
А) чтобы не помять заготовку; б) чтобы жесть хорошо гнулась; в) потому что молоток тяжелее киянки.
16. Для чего используют оправки?
А) чтобы не повредить поверхность заготовки;
б) чтобы не повредить поверхность губок тисков;
в) для облегчения гибки заготовок.
17. Какой размер проволоки расходуется на изгиб?
А) равный толщине проволоки; б) равный 1/3 толщины проволоки; в) равный половине толщины проволоки.
18. Каким инструментом гнут проволоку под нужным углом?
А) плоскогубцами; б) круглогубцами; в) клещами; г) кусачками.
19. Каким инструментом из проволоки гнут детали криволинейной формы?
20. Рабочий какой специальности изготавливает изделия из жести?
А) слесарь; б) сварщик; в) жестянщик; г) столяр.
21. Разверткой является:
а) чертилка; б) кольцо; в) длина окружности;
г) плоская заготовка из тонкого металлического листа для изготовления коробки.
22. Что называют правкой заготовки?
А) выравнивание заготовки;
б) придание заготовке правильного вида;
в) отгибание края заготовки вправо.
А) протягивать между гвоздями, вбитыми в доску;
б) молотком на плите; в) киянкой на плите.
24. Чем правят листы из жести?
А) киянкой; б) бруском древесины; в) протягивают листы между двумя брусками древесины, зажатыми в тисках.
Читайте также: