Работа на токарном станке по металлу с чпу
Обновлено: 27.09.2024
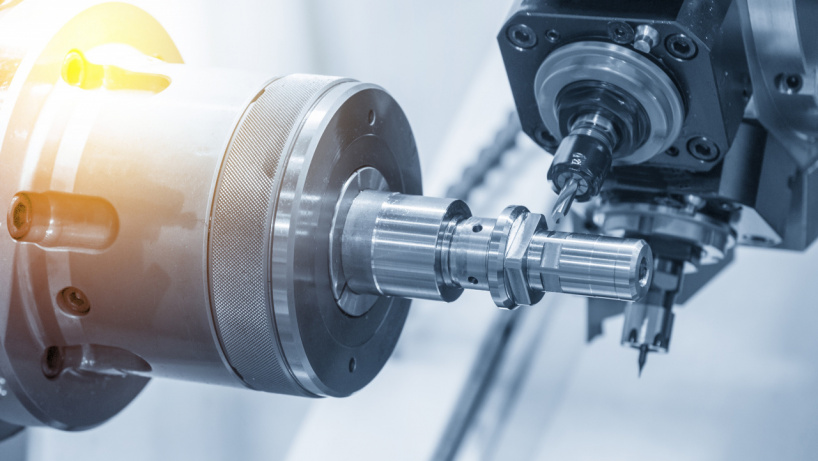
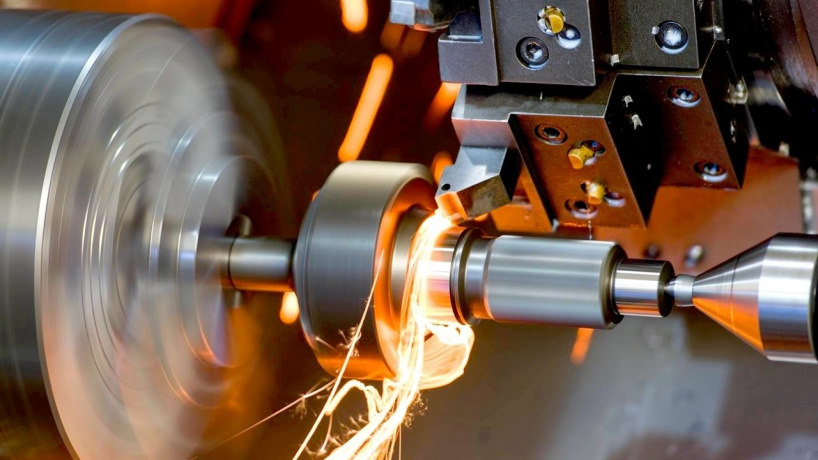
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей. В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке
Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые — это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.

Основные факторы, влияющие на скорость резания
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Токарный станок с ЧПУ по металлу
Основные требования, предъявляемые к современному металлорежущему оборудованию — это скорость запуска в производство, точность изготовления и быстрая переналадка на выпуск другого изделия. Всеми этими качествами обладает токарный станок с ЧПУ. Его главные достоинства — точность, высокая производительность, возможность многооперационной механообработки за одну установку и скорость переналадки. А применение системы ЧПУ (англ. CNC) с цифровым управлением электроприводами позволяет выполнять все действия по изготовлению изделия без участия станочника-оператора. По существующей классификации он относится к металлорежущим установкам, но по факту станок по обработке металла — универсальный и может обрабатывать множество других материалов.

Токарный станок с ЧПУ
Назначение
Технологические особенности токарного оборудования позволяют выполнять на нем лишь некоторые виды механообработки. Поэтому его применяют при изготовлении изделий с цилиндрическими, сферическими и коническими поверхностями, используя при этом обработку точением, а также операции с применением сверл, метчиков, зенкеров и разверток. Точение является основным видом токарных работ и имеет следующие разновидности:
- наружное обтачивание;
- внутренняя расточка;
- подрезка торцов;
- прорезка канавок;
- отрезка.
Многофункциональные токарные центры имеют дополнительный фрезерный шпиндель, который позволяет выполнять все виды фрезерных работ. Универсальный токарный станок с ЧПУ по металлу также может оснащаться съемной фрезерной головкой. Чаще всего такие дополнительные механизмы используют на устройствах небольшого размера, примером которых является настольный токарный станок с ЧПУ.
Основные группы изделий, изготавливаемые токаркой — это валы, втулки, плоские тела вращения, части корпусов, фланцы редукторов и эксцентрики. Для крупносерийного изготовления простых деталей применяют прутковые автоматы или специализированные установки. А основное назначение токарных станков с программным управлением — единичное и мелкосерийное производства изделий повышенной сложности.
Конструктивные особенности
Независимо от технических характеристик в состав токарных установок входит примерно один и тот же набор узлов и агрегатов:
- Станина. Это сварная или литая конструкция для размещения всех остальных механизмов. Она устанавливается на виброопоры или крепится анкерными болтами к бетонному полу цеха. На станине монтируется передняя бабка и горизонтальные направляющие.
- Передняя бабка. Внутри нее находится главный привод, коробка скоростей и шпиндель. Для зажима заготовки используется кулачковый патрон или планшайба, которые крепят на конец шпинделя.
- Задняя бабка. Расположена на продольных направляющих напротив передней бабки. Предназначена для фиксации второго конца заготовок или закрепления инструмента для работы с цилиндрическими и коническими отверстиями.
- Суппорт. Служит для позиционирования резца или поворотной инструментальной головки. В его состав входят каретка, поперечные салазки, верхние салазки, резцедержатель и механизм, обеспечивающий перемещение этих устройств.

Конструкция токарного станка с ЧПУ
Эти агрегаты дополняют устройства регулировки вращения главного привода и скорости перемещения режущего инструмента. При ручном механическом управлении — это коробка скоростей и коробка подач, а также гитара — сменный набор шестерен для изменения скорости подачи или шага резьбы. В современных установках вместо механических приводов применяют раздельные электроприводы (главный, отдельных осей, дополнительных устройств) с цифровым управлением.
Токарное оборудование комплектуется различными вспомогательными устройствами. Самые распространенные из них — это системы подачи СОЖ и транспортеры стружкоудаления.
Система СОЖ орошает рабочую зону смазочно-охлаждающей жидкостью (СОЖ), которая охлаждает обрабатываемый металл и инструмент, а также улучшает условия резания. Транспортеры стружкоудаления отводят металлическую стружку из рабочей зоны и доставляют ее в накопительные контейнеры.
Главное отличие механообработки с использованием ЧПУ от выполнения технологических операций в ручном режиме — это не только программное управление перемещениями и режимами резания, но и полная автоматизация всех вспомогательных операций. Конструкция токарного станка с ЧПУ позволяет управлять не только позиционированием и работой инструмента, но и такими вспомогательными действиями, как:
- зажим заготовки;
- позиционирование револьверной головки;
- включение и выключение системы охлаждения;
- управление транспортером стружкоудаления;
- блокировка и разблокировка защитного ограждения.
При разработке CNC-программ применяют программное обеспечение, которое позволяет генерировать последовательность команд для вычисления траектории резца на основании чертежа в электронном формате DXF. Технологу-программисту остается только задать параметры режущей кромки и режимы резания. Большинство современных систем ЧПУ отображают такие чертежи на своем экране, что очень удобно для корректировки программы при ее отладке или пробном изготовлении детали.
Принцип работы
Технология токарной обработки включает в себя основные и вспомогательные операции. Первые — это сама металлообработка, а вторые — все, что связано с подготовкой и завершением цикла обработки заготовки. В общем виде их последовательность при точении одной поверхности детали выглядит так:
- Базирование заготовки. Выполняется ее загрузка, центровка, необходимые измерения и фиксация зажимными приспособлениями.
- Размещение оснастки. При необходимости устанавливается оснастка и приспособления, используемые в процессе работы.
- Выбор и фиксация резца. Согласно технологической карте отбирается соответствующий резец и устанавливается в резцедержатель или поворотную инструментальную головку.
- Запуск вращения шпинделя. Задается скорость вращения и включается главный привод.
- Позиционирование в исходную точку. Резец выводится в точку начала резания и устанавливается на заданном расстоянии от поверхности
- Включение подачи. Включается поперечное перемещения резца, которое по достижении заданной глубины точения переключается на продольное.
- Рабочий проход. Выполняется проход на заданной глубине со снятием металлической стружки.
- Отвод резца. По достижении конца обрабатываемой поверхности продольное перемещение переключается на поперечное, и резец отводится от поверхности.
- Новое позиционирование. Резец отводится в исходное положение (или позиционируется для нового прохода).
- Измерение. Замеряется геометрия обработанной поверхности.
- Снятие детали. Расфиксация детали и снятие ее вручную или с использованием грузоподъемных механизмов.
На основании параметров технологического процесса технолог рассчитывает нормы вспомогательного и основного времени. С учетом этих данных определяются экономические показатели изготовления изделия. Автоматизированная механообработка намного сокращает трудозатраты на единицу продукции и увеличивает коэффициент загрузки оборудования.

Токарные работы на станке с ЧПУ
При токарной обработке с ЧПУ станок выполняет почти все действия по заданной программе, а участие станочника-оператора требуется только при установке и снятии детали и проверке инструмента, а также замере готового изделия (иногда это делается автоматически). Значительное сокращение вспомогательного времени во много раз повышает экономическую эффективность механообработки. Поэтому все современное токарное оборудование с ЧПУ имеет в своем составе:
- быстрозажимную оснастку для закрепления заготовки;
- револьверные головки с программным позиционированием;
- цифровые электроприводы главного привода и всех осей перемещения;
- программно-управляемые вспомогательные устройства.
Некоторые виды оборудования с автоматизированным управлением могут иметь в своем составе приводной инструмент, противошпиндели, фрезерные и шлифовальные шпиндели, а также устройства для автоматического замера деталей.
Такое оборудование тоже называется «токарным», поскольку в его основе лежит традиционная компоновка. Но на самом деле это уже обрабатывающие центры широкого профиля.
Виды токарных станков с ЧПУ
Токарное оборудование с ЧПУ классифицируются по тем же показателям, что и станки с ручным управлением:
- ориентация направляющих;
- класс точности (пять типов);
- масса (четыре типа);
- степень специализации (универсальные, специализированные и специальные).
Кроме того, существует технологическая классификация токарных станков с ЧПУ, основанная на компоновке узлов и агрегатов. В этом случае выделяют пять основных групп:
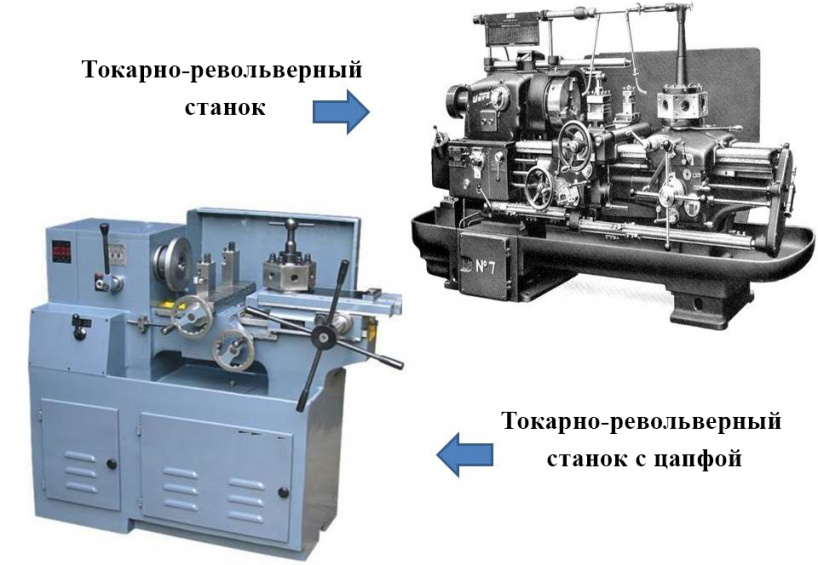
- Горизонтальные токарно-револьверные. Самая распространенная группа оборудования с программным управлением. Выпускаются во множестве типоразмеров и модификаций.
- Токарно-лобовые станки с ЧПУ. Не имеют задней бабки, а размер планшайбы может достигать нескольких метров. Применяются при работе с крупноразмерными изделиями типа обечаек.
- Токарно-карусельные. Планшайба расположена горизонтально, а ее размер может достигать 10-12 метров. Установки с планшайбой более двух метров, как правило, имеют два вертикальных суппорта.
- Многошпиндельные. При работе с заготовками используется шпиндельный блок, состоящий из нескольких (обычно 4-6) одновременно вращающихся шпинделей, и такое же количество неподвижных суппортов с разными резцами. Поворотом блока каждая заготовка подводится к очередному суппорту и таким образом за один оборот на ней выполняется четыре-шесть различных видов резания. . Многофункциональное оборудование, способное выполнять за одну установку детали весь спектр операций по механообработке.
Горизонтальный токарно-револьверный станок с ЧПУ Токарно-лобовой станок Токарно-карусельный станок
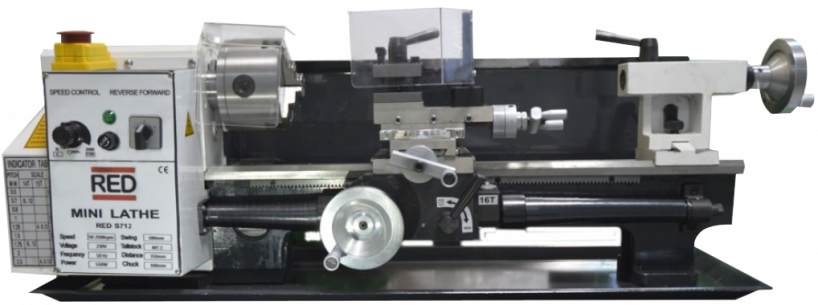
Отдельная группа в составе токарного оборудования — это малогабаритные станки, которые используются в профессионально-технических учебных заведениях, небольших мастерских, лабораториях и домашними умельцами.
Мини токарный станок ЧПУ по металлу может выполнять все те же операции, что и промышленные установки, но только с меньшими по размеру деталями. Обычно они оснащены системой CNC со стандартным языком программирования G-code, которая управляет перемещением суппорта, а также оборотами главного и вспомогательного привода. Настольный токарный станок с ЧПУ может оснащаться сменной фрезерно-сверлильной головкой, что значительно расширяет область его применения.
Программирование токарного оборудования
Система ЧПУ токарного станка управляет обработкой детали в соответствии с программой, составленной технологом-программистом. Эти программы пишутся на языке G-code (стандарт RS274), разработанном специально для установок, управляемых с помощью числового программного управления.
Программа на G-code состоит из последовательных нумерованных блоков, называемых кадрами. Каждый такой блок содержит набор команд, на основании которых совершается элементарное технологическое действие, например, позиционирование резца в исходную точку или его движение с определенной подачей и оборотами вглубь металла. Перемещение режущей кромки по заданной программе производится в инкрементной системе координат. Это означает, что координаты каждой последующей точки указываются в виде приращения к координатам предыдущей позиции инструмента. И только выход на исходное положение задается в начале программы в абсолютных координатах.

Программирование станков с ЧПУ
Язык G-code включает в себя две группы: G-команды и M-команды.
Первая группа — это подготовительные команды, которые задают:
- систему координат и рабочую плоскость;
- точку начала координат;
- тип движения (ускоренное, рабочее);
- вид траектории движения (линейное, круговое);
- координаты позиционирования;
- значение подачи и оборотов шпинделя;
- переход к сверлению и нарезанию резьбы;
- значение коррекции инструмента (по радиусу и по длине).
Группа M-команд — это вспомогательные команды. Они управляют электромеханическими и гидравлическими устройствами, а также выполнят служебные функции внутри программы. Чаще всего применяют следующие M-команды:
- включение шпинделя и задание ему направления вращения;
- остановка вращения шпинделя;
- автоматическая смена инструмента (поворот инструментальной головки);
- ручная смена инструмента;
- включение и выключение подачи СОЖ.

Принцип числового программного управления токарным станком
В отличие от фрезерных, в токарных станках вращается не инструмент, а заготовка. Поэтому программирование для их систем CNC имеет некоторые особенности. Во-первых, перемещение в радиальном направлении задается по оси X, а в продольном — по оси Z. Во-вторых, при составлении программ ЧПУ параметры задаются в миллиметрах на оборот, а не в миллиметрах в секунду, как при операциях фрезерования.
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 1
Токарная обработка с ЧПУ является одним из основных методов производства цилиндрических деталей с различными контурами.
В машиностроении нельзя обойти валы для передачи энергии от двигателя к движущимся частям. Валы, конечно, требуют точения. Но токарные станки с ЧПУ находят широкое применение в различных отраслях промышленности для изготовления обычно осесимметричных деталей.
Что такое токарная обработка?
Токарная обработка - это процесс субтрактивной обработки, который использует режущий инструмент для удаления материала для создания цилиндрических деталей. Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
Термин токарная обработка относится к производству деталей путем резки на внешней поверхности. Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей.
Токарный станок по металлу исторически является одним из первых станков для производства деталей полуавтоматическим способом. Сегодня большинство компаний предоставляют услуги токарной обработки с ЧПУ. Это означает, что процесс в значительной степени автоматизирован от начала до конца.
Токарный процесс с ЧПУ:
Из чего на самом деле состоит процесс токарной обработке на станке с ЧПУ? Хотя сама вырезка довольно проста, мы рассмотрим здесь всю последовательность, которая фактически начинается с создания файла САПР.
Шаги процесса:
- Создание цифрового представления детали в САПР;
- Создание кода обработки из файлов САПР;
- Настройка токарного станка с ЧПУ;
- Изготовление токарных деталей.
CAD-дизайн и G-код:
Первые 2 шага можно рассматривать как отдельные или идущие рука об руку. Один из способов - просто использовать программу САПР для создания файлов и отправки их в производство. Затем инженер-технолог создаст Gкод и Mкод для обработки.
cad-cam для токарных операций
Другой способ - просто использовать программное обеспечение CAD-CAM, которое позволяет инженеру-конструктору проверить возможность производства детали. Мощные инструменты моделирования могут визуализировать весь процесс от сырья до конечного продукта, даже используя исходные данные, касающиеся требований к отделке.
Наконец, есть также ручной способ создания кода. Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель.
Даже мощные программы CAM не всегда могут сделать все точно, поэтому рекомендуется проверить закодированные инструкции.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
- Убедитесь, что питание отключено. Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого;
- Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса. Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров;
- Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
- Калибровка. И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям;
- Загрузите программу. Последний шаг перед нажатием кнопки пуска - это загрузка кода в станок с ЧПУ.
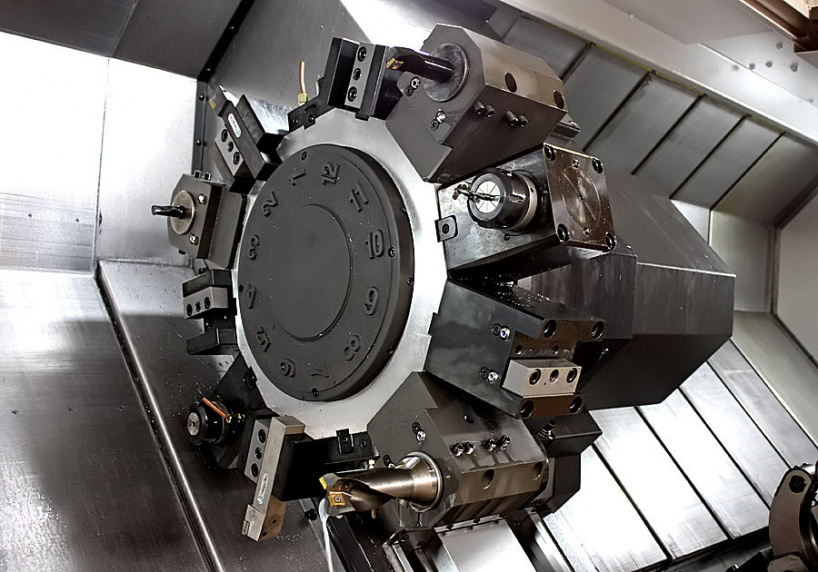
Револьверная головка станка ЧПУ.
Производство деталей:
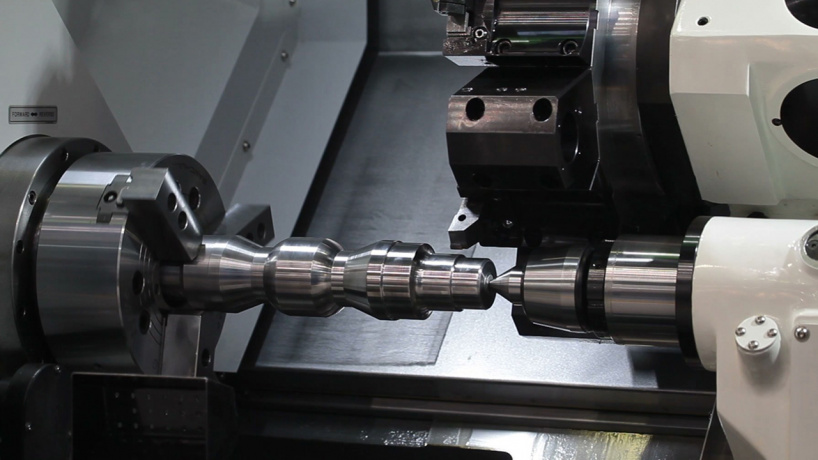
Самый простой способ понять суть производства - это просто посмотреть видео выше. Сырье, как видно, не является круглым бруском, что является наиболее распространенным вариантом. Скорее всего, шестигранный профиль - это более эффективный способ избежать фрезерования с ЧПУ в дальнейшем.
В зависимости от сложности детали может потребоваться один или несколько циклов. Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат.
Время цикла токарной обработки включает:
- Время загрузки. Мы уже описали это как часть установки, но цикл может потребовать другого способа загрузки детали в оборудование;
- Время резки. Время, необходимое для этого, зависит от глубины резания и скорости подачи;
- Время простоя. Время простоя относится ко всему, что не относится к резке, например, к перемещению инструментов к детали и от детали, изменению настроек токарного станка и т. д.;
- Срок службы инструмента. Хотя каждый цикл не приводит к полному износу инструмента, время резания будет учитываться по сравнению с общим сроком службы инструмента, чтобы включить его в окончательную стоимость.
Параметры токарной обработки:
Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. д.
Основные параметры токарной обработки с ЧПУ:
- Скорость вращения шпинделя. Единица измерения - это обороты в минуту (об/мин), и она показывает скорость вращения шпинделя (N), а значит, и заготовки. Скорость вращения шпинделя находится в прямой зависимости от скорости резания, которая также учитывает диаметр. Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
- Диаметр заготовки. Как уже говорилось, это играет важную роль в достижении правильной скорости резания. Обозначается символом D, а единица измерения - мм.
- Скорость резания. Уравнение для расчета скорости резания: V =πDN/1000. Он показывает относительную скорость заготовки относительно режущего инструмента.
- Скорость подачи. Единица измерения - мм/об, символ - с. Подача резания показывает расстояние, на которое режущий инструмент перемещается за один оборот заготовки. Расстояние измеряется в осевом направлении.
- Осевая глубина реза. Довольно очевидно, так как он показывает глубину разреза в осевом направлении. Это основной параметр для облицовочных операций. Более высокая скорость подачи оказывает большее давление на режущий инструмент, сокращая его срок службы.
- Радиальная глубина реза. В отличие от осевого реза, она показывает глубину резания перпендикулярно оси. Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Основные части токарного станка с ЧПУ:
Теперь давайте рассмотрим на основные компоненты токарного центра.
Передняя бабка
Передняя бабка токарного станка с ЧПУ составляет переднюю часть станка. Именно здесь приводной двигатель находится вдоль механизмов, приводящих в действие шпиндель. Патрон или цанга крепятся к шпинделю. Любой из них, в свою очередь, удерживает заготовку во время токарной операции.
Патрон и цанга
Патрон захватывает обрабатываемую деталь своими губками. Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга - это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.
Задняя бабка
Другой конец токарного центра с ЧПУ. Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Движущая сила по-прежнему идёт от шпинделя, а задняя бабка просто движется вместе с деталью. Использование задней бабки не подходит при необходимости торцевого точения, так как она будет мешать.
Станина токарного станка
Станина - это просто опорная плита, которая опирается на стол, поддерживая другие части машины. Каретка движется по станине, которая подвергается термообработке, чтобы выдерживать воздействие механической обработки.
Каретка опирается на пути скольжения вдоль вращающейся заготовки. Она удерживает инструменты, позволяя протекать процессу резки.
Новые машины обычно поставляются с башней, которая заменяет каретку. Она может держать больше инструментов одновременно, что делает переключение с одной операции на другую менее трудоемким.
Вращающиеся инструменты на станке с ЧПУ
Обрабатывающие центры с ЧПУ могут поставляться с вращающимися инструментами. В то время как одноточечные режущие инструменты подходят для большинства токарных операций, к вращающимся инструментам относятся фрезы, сверла и другие инструменты, которые имеют собственный привод. Это позволяет создавать шпоночные пазы или отверстия, перпендикулярные оси детали, без использования какого-либо другого оборудования в процессе.
Панель управления
Здесь вступает в действие числовое программное управление. Мозг токарных станков с ЧПУ находится прямо за панелью. Сама панель позволяет оператору настроить программу и запустить ее.
Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк!
Советы по эксплуатации токарного станка с ЧПУ
Токарные станки с ЧПУ вращают объект или заготовку на шпинделе для удаления лишнего материала с помощью различных инструментов и создает симметричный объект. Эти высокотехнологичные станки могут легко выполнять различные разрезы на вращающейся заготовке. Современный токарный станок с ЧПУ можно запрограммировать на выполнение точных разрезов на прочном материале и производство продукции высочайшего качества на высокой скорости. Для эффективного использования этого современного оборудования мы подготовили для вас несколько советов.
Что следует учитывать при программировании:
Поскольку мы предъявляем высокие требования к точности обрабатываемых продуктов, при программировании необходимо учитывать следующие моменты:
Во-первых, нужно обратить внимание на два главных правила обработки деталей:
- Сначала черновая, затем чистовая токарная обработка (это необходимо для обеспечения точности деталей);
- Сначала обрабатывайте большой допуск, затем малый (это необходимо для того, чтобы не поцарапать поверхность с малым допуском и предотвратить деформацию деталей).
Процесс точения:
В зависимости от твердости материала, выберите разумную скорость вращения, скорость подачи и глубину резания:
- Для углеродистой стали выбирайте высокую скорость, высокую подачу и большую глубину резания. Например: для стали 1Gr11, выберите скорость 1600 об/мин, скорость подачи 0.2 мм и глубину резания 2 мм;
- Для твердого сплава выбирайте низкую скорость, низкую подачу и малую глубину резания. Например: для стали GH4033, выберите скорость 800 об/мин, скорость подачи 0.08 мм, глубина реза 0.5 мм;
- Для титанового сплава выбирайте низкую скорость, высокую подачу и небольшую глубину реза. Например: для стали Ti6, выберите скорость 400 об/мин, скорость подачи 0.2 и глубину резания 0.3 мм. Возьмем в качестве примера обработку детали: материал - K414, это очень твердый материал. После многочисленных тестов окончательный выбор - скорость 360 об/мин, скорость подачи 0.1 и глубина реза 0.2 мм.
Настройка инструмента по осям:
Сначала выберите центр правой торцевой поверхности детали в качестве точки установки инструмента и установите его в качестве нулевой точки. После возвращения станка в исходную точку каждый используемый инструмент центрируется по правой торцевой поверхности детали в качестве нулевой точки. Когда инструмент коснется правой торцевой поверхности, введите Z0 и нажмите кнопку для измерения. Значение компенсации инструмента автоматически запишет измеренное значение. Это означает, что ось Z выровнена правильно.
Настройка инструмента по оси X называется пробной настройкой режущего инструмента. Используйте режущий инструмент для уменьшения внешней окружности детали. Измерьте значение внешней окружности инструмента (например, x - 20 мм). Введите x20, нажмите для измерения. Ось X выровнена правильно.
Этот метод настройки инструмента, даже если станок выключен, не изменит значение настройки инструмента после включения питания и перезапуска, может быть применен к массовому производству одной и той же детали в течение длительного времени, и инструмент не нужно сбрасывать во время выключения.
Навыки отладки:
После того как деталь запрограммирована, инструмент настроен, необходимо выполнить пробную операцию точения и отладку. Для того чтобы ошибки программы и ошибки настройки инструмента не привели к аварии.
Сначала нужно провести имитационную обработку холостого хода, в системе координат станка перевести инструмент вправо на величину, в 2-3 раза превышающую общую длину детали. Затем запустить процесс моделирования.
После завершения процесса моделирования убедитесь в правильности программы и настройки инструмента, а затем начните обработку детали.
После того как первая деталь будет обработана, сначала проведите самопроверку, чтобы подтвердить, что она соответствует требованиям, а затем найдите штатного техника для проверки.
На этом ввод в эксплуатацию заканчивается после подтверждения квалификации рабочего персонала.
Завершение обработки деталей:
После завершения первого пробного реза можно переходить к серийному производству, но удовлетворяющее качество обработки первой детали не означает, что вся партия деталей будет с тем же качеством.
Потому что в процессе обработки инструмент будет изнашиваться из-за различных материалов обработки.
Чем мягче материал обработки, тем меньше износ инструмента, чем тверже материал обработки, тем износ будет происходить быстрее.
Поэтому в процессе обработки необходимо проводить частые проверки, своевременно увеличивать и уменьшать величину компенсации резца и обеспечивать соответствие деталей.
Процесс износа инструмента и стандарты затупления:
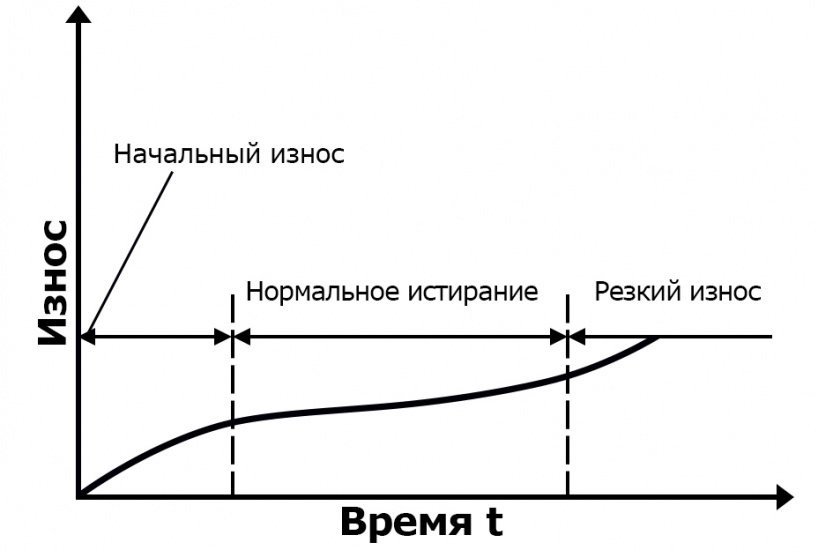
Возьмем для примера детали, которые мы обрабатывали ранее: материал обработки - K414, общая длина обработки - 180 мм. Из-за чрезвычайной твердости материала инструмент очень быстро изнашивается во время обработки. От начала и до конца обработки из-за износа инструмента образуется небольшой уклон в 10-20 мм.
Поэтому мы должны искусственно добавить небольшую градус 10-20 мм в программу, чтобы обеспечить квалификацию деталей.
Основные принципы обработки:
Сначала выполняется черновая обработка, удаляется лишний материал с заготовки, а затем выполняется чистовая обработка.
Во время обработки следует избегать вибраций.
Также следует избегать тепловой дегенерации во время обработки заготовки. Причин возникновения вибраций много, это может быть чрезмерная нагрузка, резонанс станка и заготовки, недостаточная жесткость станка или пассивация инструмента.
Мы можем уменьшить вибрацию следующими методами:
- Уменьшите боковую подачу и глубину обработки.
- Проверьте, надежно ли зажата заготовка.
- Увеличьте скорость вращения инструмента или уменьшите скорость для уменьшения резонанса.
- Кроме того, проверьте, не требуется ли замена на новый инструмент.
Опыт предотвращения столкновений инструмента:
Столкновение станка значительно ухудшает точность, и по-разному влияет на разные типы станков.
В целом, оно оказывает большее влияние на станки с меньшей жесткостью. Поэтому для высокоточных токарных станков с ЧПУ необходимо избегать столкновений. При условии, что оператор будет осторожен и освоит определенные методы борьбы со столкновениями, столкновения можно полностью предотвратить и избежать.
Основные причины столкновения:
- Неправильный ввод диаметра и длины инструмента;
- Неправильный ввод размеров заготовки и других соответствующих геометрических размеров и неправильное определение начального положения заготовки;
- Неправильная установка координат заготовки на станке или сброс нулевой точки станка в процессе обработки, что приводит к изменениям. Большинство столкновений происходит во время быстрого перемещения станка. Опасность столкновения в это время также наиболее велика, и ее следует полностью избегать. Поэтому оператор должен уделять особое внимание станку на начальном этапе выполнения программы и хода смены инструмента. Потому что в это время, если программа отредактирована неправильно, а диаметр и длина инструмента введены неверно, столкновение может произойти легко. В конце программы, если последовательность втягивающего движения оси ЧПУ неверна, может произойти столкновение.
Для того чтобы избежать вышеупомянутого столкновения, оператор должен в полной мере использовать функции пяти органов чувств при работе на станке. Оператору необходимо следить за тем, нет ли на станке ненормальных движений, искр, шумов, ненормальных звуков, вибраций или какого-либо горелого запаха. Если обнаружена нестандартная ситуация, оператор должен немедленно остановить выполнение программы, станок нельзя использовать до устранения проблемы.
В любом случае, освоение навыков работы на станках с ЧПУ - это постепенный процесс, который не может быть достигнут в одночасье.
Он основан на освоении основных операций со станками, а также базовых знаний по обработке и программированию.
Навыки работы на станках с ЧПУ не статичны, это органичное сочетание, которое требует от оператора использования воображения и практических способностей, и это своего рода инновационный труд.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ – это современный способ обработки металла, позволяющий изготавливать различные металлоизделия с высокой точностью и в полном соответствии с государственными стандартами, нормативами, а также чертежами заказчика.
Это вторая часть статьи про токарную обработку, процессы оборудования и операции с ней связанные, перед прочтением советуем ознакомится с первой частью данной статьи в нашем блоге.
Типы токарных станков:
Широкий ассортимент токарных станков с ЧПУ предлагает широкий спектр возможностей. Каждый из них имеет уникальный набор функций, при этом некоторые из них более автоматизированы, чем другие. Таким образом, все находят своё применение, будь это небольшая мастерская с парой рабочих мест или серийное производство для больших количеств.
Настольный токарный станок
Название предполагает, что он достаточно мал, чтобы поставить его на верстак. Они все же больше, чем микро-или мини-токарные станки.
Отличный выбор, чтобы выполнить общую механическую обработку или специальный инструмент для любителя, он может выполнять большую часть необходимых операций. Настольный токарный станок по металлу требует умелого мастера, так как в нём практически отсутствует автоматизация, что накладывает большую ответственность на оператора.
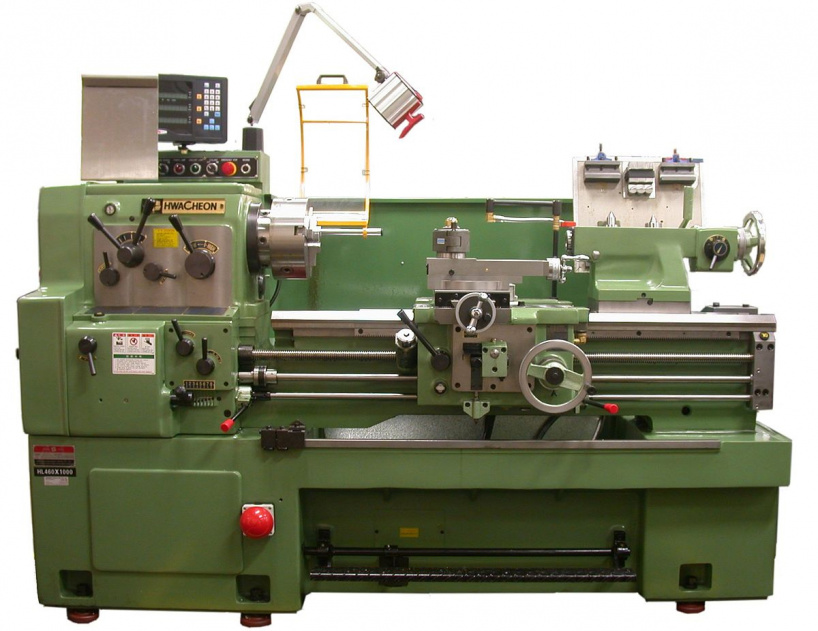
Самый распространенный вид токарного станка. Токарно-винторезный станок предназначен для выполнения разнообразных токарных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Название токарный станок с механическим приводом закрепилось за рубежом с 19 века, когда паровая машина выделила этот образец среди других ручных токарных станков. С начала 20 века начался переход на электродвигатели. Использование редукторов в передней бабке упростило выбор скорости шпинделя, а высокоскоростные станки стали нормой. Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.
В результате токарные станки с ЧПУ могут выполнять обработку с ЧПУ на высоких скоростях, что приводит к сокращению сроков производства и снижению затрат. Хотя они все еще распространены в мастерских токарно-винторезные станки заложили основу для повышения производительности и автоматизации обработки.
Инструментальный токарный станок похож на токарно-винторезный станок, но у него есть несколько отличий. Обычно они меньше по размеру, и могут поместиться в более тесных помещениях. В то же время доступны некоторые дополнительные возможности, что делает его скорее машиной более высокого уровня, чем той которая подойдет новичку.
Инструментальные токарные станки для цехов включают в себя патроны и цанги, конические приспособления, среди прочего, чего нет, например, в более простых станках.

Эти типы токарных станков в значительной степени взаимозаменяемы в зависимости от операций, которые они могут выполнять. Как вы узнали ранее, использование револьверной головки открывает широкий спектр возможностей для автоматизации. Кроме того, на одном рабочем месте можно выполнять гораздо больше операций.
От точения и растачивания до сверления, нарезания резьбы и изготовления шпоночных пазов - все возможно без смены инструмента. Револьверная головка вмещает в себя всю необходимую оснастку сразу, так что вы можете легко переходить от одного процесса к другому.
Сочетание ЧПУ с меньшим количеством ручных операций, производство почти идентичных обрабатываемых деталей партиями - сильная сторона токарных станков этого типа.
Многошпиндельный токарный станок
Многошпиндельный токарный станок, имеет более одного шпинделя. Дополнительная мощность особенно подходит для крупносерийного производства.
Настройка машины требует довольно много времени, поэтому сочетание этого и высокой стоимости самой машины требует больших объемов производства, чтобы окупиться. Учитывая это, они могут создавать аналогичные детали с высокой точностью, малым временем цикла и очень небольшим объемом ручной работы, помимо начальной настройки.
Таким образом, крупносерийное производство может значительно снизить стоимость обработки с ЧПУ.

Хотя некоторые из вышеупомянутых типов станков также поддерживают систему ЧПУ, полноценный токарный станок с ЧПУ заслуживает отдельного упоминания.
ЧПУ относится к компьютерному числовому контролю, который в некоторой степени заботится об управлении станком. Это зависит от конкретного оборудования, так как они могут быть полностью автоматическими или полуавтоматическими.
Полуавтоматические токарные станки с ЧПУ требуют немного больше работы от оператора станка, тогда как полностью автоматические центры могут делать все, от монтажа заготовок до смены инструментов.
Высокоточные станки с ЧПУ - лучшее, что может предложить современная промышленность. Возможна оцифровка всего процесса от создания САПР до полностью готовой детали. Кроме того, кожухи значительно снижают риск во время обработки, поскольку рабочие фактически не подвергаются воздействию каких-либо движущихся компонентов, контролируя все необходимое с экрана компьютера.

Идентификация оси на токарном станке с ЧПУ:
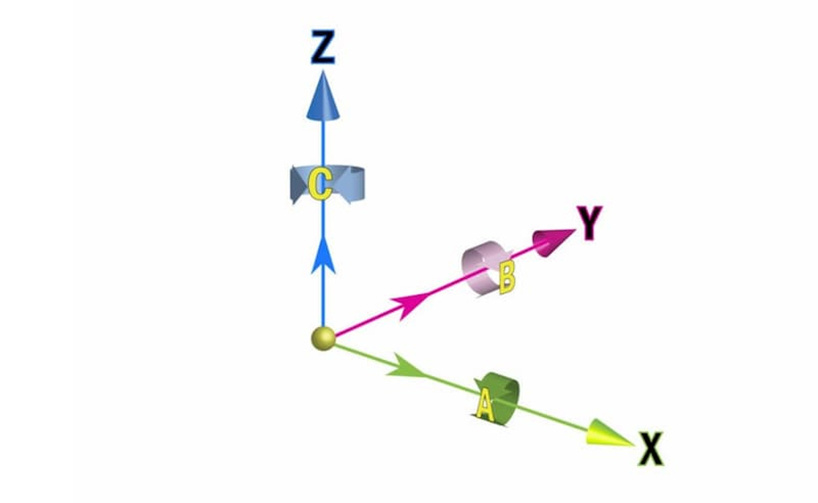
Самый распространенный способ идентификации осей на традиционном токарном станке с ЧПУ выглядит так:
Ось Z проходит параллельно оси заготовки. Таким образом, инструмент может перемещаться вдоль боковой поверхности материала, в то время как деталь вращается вокруг оси Z (C). Движение по оси Z определяет длину задания.
Как видите, ось X перпендикулярна оси Z. Следовательно, инструмент может перемещаться к детали и от нее по оси X для определения диаметра детали.
Различные операции:
Токарная обработка с ЧПУ подходит для выполнения широкого круга операций. Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков.
Точение:
Точение — самая распространенная операция. Одноточечный инструмент перемещается вдоль оси заготовки для удаления материала с поверхности детали. Он может создавать различные контуры, такие как ступеньки, конусы и т. Д. Обычно для достижения конечного результата необходимо несколько проходов.
Из-за высокой точности, достигаемой при точении, пределы и посадки обычно выбираются для системы отверстий. Достичь жестких допусков с помощью токарного станка с ЧПУ проще, чем делать то же самое при сверлении отверстия.
Торцовка:
Торцовка — удаляет слой материала с торца заготовки. Обычно цель состоит в том, чтобы достичь желаемой отделки поверхности. Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.
Прорезание канавок на токарном станке:
Прорезание канавок. Как и при торцевании, инструмент движется перпендикулярно оси вращения. Вместо того, чтобы обрезать конец заготовки, где-то по бокам выполняется прорезание канавки. Инструмент для одноточечной токарной обработки может выполнять резку за один проход, если ширина пропила равна ширине инструмента. В противном случае потребуется несколько разрезов.
Отрезка на токарном станке:
Отрезка — название описывает эту операцию точения очень точно. Сам процесс выглядит как нарезание канавок, но режущий инструмент будет доходить до оси детали. Это означает, что он отрезает часть детали.
Нарезка резьбы на токарном станке:
Нарезка резьба. Здесь мы по-прежнему говорим о внешней операции. Таким образом, нарезание резьбы используется для нарезания резьбы на поверхности детали. Специфика потока может быть настроена, и для достижения конечного результата может потребоваться несколько проходов.
Сверление на токарном станке:
Сверление — первая внутренняя операция в этом списке. Говоря о традиционном точении, сверление может выполняться на конце заготовки, прямо по оси. Поскольку деталь все равно вращается, резец инструмента может оставаться неподвижным. Новые токарные центры с ЧПУ могут использовать подвижную оснастку для изготовления перпендикулярных отверстий по бокам или в других местах.
Расточная операция:
Расточная операция — противоположность точению. Все те же функции можно выполнять, только на внутренней поверхности. Расточка требует сначала некоторого сверления, чтобы освободить место для вставки инструментов в заготовку. Оттуда можно увеличить отверстие с помощью одноточечных резцов, а также добавить ступени, фаски и т. д.
Операция развертка на токарном станке:
Развертка — это процесс обработки, при котором инструмент с несколькими зубьями входит в существующее отверстие, чтобы увеличить его. Результат имеет очень гладкую поверхность с жесткими инженерными допусками. Сама операция изначально похожа на сверление.
Нарезание резьбы внутри заготовки на токарном станке:
Нарезание резьбы внутри заготовки — аналогично развертке, для данной операции требуется предварительно просверленное отверстие. Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы.
Подходящие материалы для токарной обработки:
Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках.
Подходящие материалы для токарной обработки включают:
- Металл;
- Дерево;
- Стекло;
- Пластик;
- Воск и др.
Вывод:
Токарная обработка является одним из столпов обрабатывающей промышленности. Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами.
Сегодня большие обрабатывающие центры с ЧПУ могут включать в себя как фрезерование с ЧПУ, так и токарную обработку. Фрезерование добавляют дополнительный уровень возможностей, делая эти станки действительно мощными для создания сложных деталей.
Читайте также: