Раскрой металла ленточной пилой
Обновлено: 05.07.2024
Многие мастера разработали свои методики обработки древесины, многолетний опыт работы со станками и измерительными инструментами дает возможность существенно сократить процесс. Чтобы получить качественный материал, пилить на ленточной пилораме нужно с учетом всех факторов, соблюдая правила эксплуатации устройства.
Особенности расчета
Бревно устанавливается в направляющих роликах с фиксацией его в зажимах. Количество получаемого материала рассчитывается исходя из диаметра бревна. Правильный расчет вида и количества материала также влияет на его качество.
Опытный распиловщик, взглянув на бревно, уже способен определить все параметры будущего материала, сразу найти комлевую часть и вершину бревна. Диаметр комлевой части больше, чем вершины. От точности расчета зависит, какой толщины получится горбыль.
Диаметр бревна нужно замерять с вершины. Дальнейшие действия мастера:
- Идеально ровных стволов практически не бывает. Поэтому надо внимательно осмотреть все изгибы, выпуклости.
- Повернуть бревно так, чтобы отходов в виде горбыля получить минимальное количество.
- При установке бревна необходимо убедиться в его свободном движении в направляющих.
- На линейке пилорамы выставить габарит по диаметру бревна плюс максимальная высота выпуклости.
- Размер выпуклости определяется от разницы диаметра комлевой части и вершины.
- Рулеткой замеряется размер наиболее высокой части, от полученного результата начинается отсчет размеров материала.
- Мастер обязан учитывать размер на пропил 2–5 мм.
Поворот бревна
При подходе остатка высоты бревна к нужному размеру его переворачивают. Если надо получить брус толщиной 150 мм, пропиленная ширина и остаток высоты бревна должны быть немного больше этого размера с учетом горбыля.
Когда бревно перевернуто, замеряется остаток высоты после выполненного пропила, и рассчитывается материал до использования этого размера полностью.
Пример расчета:
- Остаток высоты бревна после пропила – 270 мм. Цель – получить брус толщиной 150 мм: 270–150=120 мм.
- Из 120 мм необходимо получить плаху 50 мм: 120–60–3=57 мм. Величина в 3 мм дается на пропил.
- Тесина 25 мм: 67–25–3=40 мм.
- Подгорбыльник 25 мм: 40–25–3=12 мм.
- Горбыль 12 мм.
Дальнейшее получение пиломатериала достигается поворотом бревна на угол 90 градусов и аналогичными расчетами. Одна из распространенных ошибок – не учитывается припуск на пропил или прибавляется большее количество раз. Мастеру нужно быть внимательным.
Технология распила
Технология распиловки выбирается с учетом сорта древесины, размеров бревна, конструктивных особенностей пилорамы.
Качество исходного материала
Эффективность распила зависит от качества сырья. Сначала нужно оценить древесину, отсортировать бревна. Сортировка осуществляется по внешнему виду бревна. Главные признаки:
- кривизна;
- объем ложного ядра;
- количество сучков;
- диаметр.
Бревно делится на 4 равные грани. Чистой считается грань, не имеющая сучков, трещин, гнили, рубцов, сколов, повреждений от насекомых. Отсюда получается пиломатериал самого высокого качества.
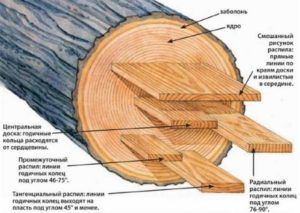
Бревна, предназначенные для распила, должны быть складированы с учетом требований. Чем раньше после рубки дерева бревно попадает в распиловку, тем легче с ним работать. В высохшем сырье пила может давать волну, и толщина досок будет меняться. Самая ценная древесина снаружи бревна, к центру качество падает.
Способы пиления
В процессе распиловки нужно учитывать толщину доски, компенсацию конусности, переворот бревна. Пилить на ленточной пилораме мастера могут тремя способами.
Простое пиление
Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Пиломатериал выходит низкого качества с множеством отходов. Центральные доски легко растрескиваются, способ подходит для работы с низкосортной древесиной.
Круговое пиление
Сделав пропил, распиловщик переворачивает бревно на другую грань, и так по кругу до оставшейся центральной части. Для средних и высших сортов древесного сырья способ наилучший, но на отдельных пилорамах тяжело переворачивать бревно. Подходит для пилорам с гидравликой.
Пиление бруса
Начало распила производится по кругу, а центральная часть оставляется в виде определенных размеров бруса. Пиление бруса обеспечивает максимальную производительность пилорамы, способ используется для распиловки бревен среднего и низкого сорта.
Первый пропил
Важным является выбор грани распиливаемой древесины для начала обработки. При пилении бруса и круговой обработке мастера пользуются 2 методами.
Худшая грань подлежит распилу первой, конусность бревна не учитывается. Учет подобной особенности означает наклон, поднятие бревна так, чтобы пила работала параллельно коре. Из этой части выйдут короткие доски и большое количество горбыля.
Так как конусность не учитывается, с лучшей грани бревна пиление будет идти параллельно коре без наклона и подъема, такой подход позволит получить максимум длинных досок хорошего качества.
Результат получится одинаковым, но во втором способе распиловщику легче выбрать наилучшую грань, так как она видима. В первом способе лучшая часть скрыта и возможны неточности при установке бревна. Если распиливаемая древесина высокого качества, оба способа работают одинаково. С сырьем более низкого качества лучше применять второй способ.
Переворот бревна
Если поворот производится на 180 градусов, получаются необрезные доски, требующие дополнительной обработки с боков, а потом полубрус распиливается на обрезную доску.
С поворотом на 90 градусов получаются необрезные и полуобрезные доски с необходимостью обрезки с одного бока. Метод пиления с переворотом на 180° градусов даст больше более ценных широких досок. Но если станок для обрезки кромки оснащен только одной пилой, переворот на 90 градусов является удобным.
После распила противоположных граней, первой распиливается худшая из оставшихся, но этот вариант не учитывает конусность. Но грань высокого качества нужно распиливать параллельно коре, что увеличивает выход качественного пиломатериала.
Распространенные ошибки и способы исправления
Мастерам известен ряд ситуаций, отрицательно влияющих на процесс обработки материала.
При входе в материал пила скачет вверх, но после этого работает нормально, в конце падает мощность. Причиной часто бывает большой угол заточки зубьев, его необходимо уменьшить на 5 градусов.
После нырков, пила идет ровно, распиловщика называют несколько причин: затупление режущего полотна, малый угол заточки. Если форма зуба соответствует эталону, надо увеличить угол заточки.
Пила идет с постоянными нырками. Малый угол заточки при недостаточной разводке.
На поверхности досок большое количество опилок, увеличена разводка зубьев.
Опилки горячие и спрессованные – заниженный развод.
Пропил получается в виде волны. Если пила довольно острая, то недостаточна разводка. Слишком малая разводка иногда приводит к обрыву пильной ленты.
Полотно трескается у своей задней кромки. Задние упоры роликов, в них лежит бревно, находятся далеко от задней кромки. Необходимо установить расстояние менее 0,3 мм.
Накат опилок на полотно пилы. Малая разводка зубьев, нужно увеличить развод.
Накат опилок на внутреннюю поверхность зуба, на полотне их нет. Плохая заточка зубьев (большая скорость подачи, излишней съем металла). Дополнительные причины – угол заточки велик, пилу использовали после затупления полотна.
После заточки у впадины зуба полотно трескается. Нарушена геометрия зуб или небрежно заправляется камень для заточки.
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.
Снятие натяжения
Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
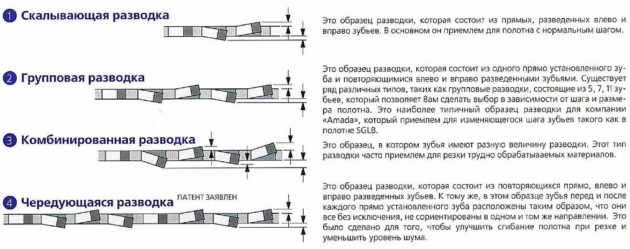
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:

- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Подготовка к работе
В процессе эксплуатации пилорама требует настройки, проверки всех ее важных узлов. Наиболее значимая часть устройства – ленточные пилы.
Перед началом работы необходимо:
- Проверить, надежно ли закреплены детали и резьбовые соединения.
- Смазать трущиеся поверхности.
- Проверить надежность заземления.
- Включить электродвигатель на холостом ходу, проверить, как двигается лента.
- Проверить установку ленточной пилы, отрегулировав при необходимости.
- Чтобы уменьшить стрелу прогиба пильной ленты, передвинуть левый ролик на 5–10 см от боковых границ дерева.
- Приподнять ленточную пилу над бревном и проверить ее обратный ход.
- Проверить крепление защитных кожухов пилы, зубчатой передачи, клиноремонтной передачи.
Видео: Методы распила
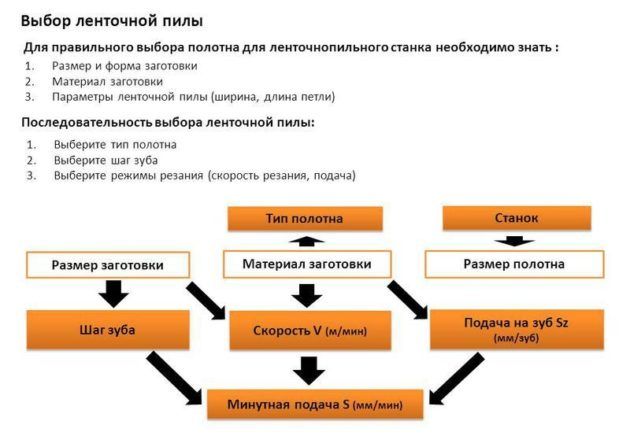
Особенности ленточнопильной резки металла
Для обработки металлических заготовок мастера используют два вида оборудования: циркуляционную или ленточную пилу. Ленточнопильная резка металла отличается ювелирным подходом к процессу, пила позволяет проводить тончайшую обработку деталей без трещин и сколов.
Принцип действия
Ленточнопильная резка металлопроката происходит под воздействием полотна ленточной пилы, за счет его твердости и плотности. У подобного оборудования эти показатели больше чем у материала для резки.
Ленточнопильный станок относится к оборудованию высокой мощности и способен разрезать твердый металл. При работе станка два маховика стянутые ремнем приводят в движение режущий рабочий орган.
Средняя скорость работы оборудования составляет 100 мм/мин.
Во время работы, заготовка располагается на станке таким способом, чтобы на нее оказывалось равномерное давление. Такая манипуляция позволяет увеличить точность распила.
Во время работы полотно имеет тенденцию нагреваться, ситуация способна привести к его поломке. Во избежание этого на грань среза необходимо наносить охлаждающую жидкость, она позволяет сохранить приемлемую температуру полотна и продлить срок его эксплуатации. Примером такой жидкости служит обычная вода, но специальная смазка обеспечивает большую эффективность.
К недостаткам подобных станков следует отнести отсутствие возможности фигурной обработки заготовок, ленточнопильная резка позволяет проводить мелкую обработку по прямым линиям.
Материалы для пил ленточнопильного станка
Ленточная пила – важный движущий элемент, входящий в состав станка.
Она часто бывает изготовлена из таких материалов:
- углеродистая сталь – резка различных сплавов;
- твердосплавные материалы – для металлических изделий повышенной плотности;
- алмазное напыление – для абразивных материалов;
- биметаллические сплавы – для раскройки в особых режимах.
Станок предусматривает возможность смены рабочего оборудования в соответствии с предполагаемым режимом работы.
Конструкционные особенности ленточных станков
Станки, независимо от своей марки производителя делятся на несколько категорий.
Агрегаты консольного типа
Рама агрегата исполнена в виде консоли, а манипуляция происходит посредством ее вращения на шарнире.

Такое оборудование в большей степени используется для разреза труб разного профиля и проката. Для консольных станков характерно присутствие стола (поворотного или неповоротного). Такая особенность позволяет получить прямой или наклонный срез.
Портальное оборудование, станки с одной или двумя стойками
На станках с одной стойкой – колонных – рама двигается вверх и вниз по специальной направляющей, зафиксированной на одной из сторон. Станки с двумя стойками – двухколонные – сделаны по тому же принципу, только направляющих две и закреплены они с двух сторон рабочего стола. Поворотные столы обеспечивают получение резов под разными углами. В портальных аппаратах стол надежно зафиксирован для резки и обработки особо прочных материалов. Пильная рама размещена в подвижном портале, он производит все необходимые перемещения.
Горизонтальные станки
Рама устанавливается под разными углами по отношению к заготовке и движется по двум осям.

А тиски и стол – подвижны и позволяют осуществлять распил под требуемым углом.
Вертикальные станки
Некоторые представители этой категории предусматривают раму, способную перемещаться как в поперечном, так и в продольном направлении. Такой вид преимущественно используется для обработки массивных заготовок. Управление режимами осуществляется через ЧПУ.
Ленточнопильное оборудование часто применяется для работы в различных условиях.
Уровни автоматизации станков
По степени автоматизации агрегаты делятся на три вида.
Ручные
Пильная рама опускается усилиями оператора или под воздействием собственного веса. Гидроцилиндр с перепускным клапаном обеспечивает регулировку скорости движения рамы, ее подъем и фиксацию. Агрегаты очень просты в обслуживании и эксплуатации, они дают возможность осуществлять резку под углом.
Закрепление и разметку детали производит оператор. Недостатки: вибрация во время работы влияет на износ полотна; нельзя контролировать силу воздействия режущего полотна на деталь. Больше всего такие станки пользуются спросом на маленьких производствах.
Полуавтоматические
Движение пильной рамы, зажим или освобождение заготовки автоматизированы. Раскрой происходит с установленной скоростью, при которой специальный гидроцилиндр обеспечивает оказание на деталь необходимого давления.
Большинство технологических операций работают в автоматическом режиме, от оператора лишь требуется обеспечить укладку материала в зажимной механизм.
Полуавтоматические станки бывают в одностоечном, двухстоечном или консольном исполнении. Используются на производствах небольших масштабов.
Автоматические
Вид станков, исполненных в пяти различных вариантах: одностоечный, двухстоечный, консольный, портальный и вертикальный. Он полностью сам выполняет фиксацию заготовки; изменение угла резки и движение рамы; поворот стола; регулировку силы резки, давления на деталь, скорости подачи пильной рамы.
В оборудовании имеется возможность при необходимости из автоматического перейти в ручной режим пользования. Используются на больших производственных предприятиях, заинтересованных в резке огромного количества одинаковых заготовок.
Степень автоматизации в значительной мере влияет на функциональность оборудования и его стоимость.
Преимущества ленточнопильной резки
Ленточнопильная резка обладает большим количеством преимуществ по сравнению с другими способами раскроя.
Обработка металла этим методом обеспечивает высокую точность спила и не оставляет за собой эффекта расплавленных краев, которые впоследствии не нуждаются в дополнительной шлифовке.
Из-за отсутствия термической обработки, потери материала являются минимальными, в отличие от альтернативных вариантов, подвергающих металл воздействию высоких температур, при которых определенный процент заготовки просто плавится и утрачивается.
Полотно режет как толстостенный сплошной металл (шестигранник, полоса, лист), полые изделия – трубы. Изделия могут быть различного химического состава (нержавеющие, конструкционные, жаропрочные металлы, цветные, никелевые и титановые сплавы).
Подобный метод обладает следующими преимуществами:
- срез высокого качества;
- маленькая ширина пропила сводит расходы металла на минимум;
- угол пропила можно регулировать на 60 градусов;
- универсальность метода (можно обрабатывать заготовки различного сечения);
- ценовая доступность.
Резка металла ленточнопильным станком, несмотря на появление новых, современных методов, сохраняет свою репутацию и остается по-прежнему востребованным способом обработки металлопроката.
Видео по теме: Ленточнопильные станки для резки металла
Виды пил используемые для резки металла
Какую пилу для резки металла выбрать, чтобы она выполняла все поставленные цели? В данном случае можно использовать традиционный ручной инструмент, который не потерял актуальности по сегодняшний день. Существует немало электрических пил по металлу. Они выполняют резку без особых усилий и характеризуются большим ресурсом работы.
Что подходит для резки металлических заготовок
Для резки металла применяется много инструментов с разными эксплуатационными свойствами.

Больше всего пользуются популярностью такие варианты:
- ручная пила по металлу; ;
- торцовые пилы;
- маятниковый прибор для работы с металлическими изделиями;
- дисковый инструмент;
- циркулярная пила для резки;
- углошлифовальная машина.
Общее описание ручной пилы для резки металлических изделий
Ручные пилы для работы с металлом всегда будут присутствовать на рынке инструментов, поскольку они имеют несколько преимуществ относительно электроприборов. Их стоимость существенно ниже, что привлекает многих. Независимость от источника электрической энергии позволяет использовать данные приспособления в любых условиях. При использовании ручной пилы для резки металла мастер может с особой точностью контролировать процесс обработки изделий.
Такой традиционный инструмент, спустя время, приобрел некоторые изменения, которые позволили ему достигнуть лучших свойств. Но его конструкция осталась той же. В С-образную раму крепится полотно, которое фиксируется специальными винтами. В ручном инструменте современного типа можно встретить следующее:
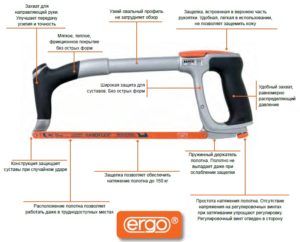
- эргономичный дизайн;
- ручка пилы по металлу находится перпендикулярно полотнищу, что позволяет равномерно распределить усилия;
- инструмент с округленными углами и облегченным корпусом удобен в эксплуатации;
- на поверхность ручки пилы наносится специальное покрытие, что повышает сцепление с руками мастера;
- современные ручные пилы для резки металла оснащены двумя захватами: первый – для точности действий, другой – для фиксации инструмента;
- полотно пилы хорошо натягивается, что обеспечивает более точный и ровный пропил;
- для натяжения полотна используются пружинные держатели, которые существенно облегчают процесс замены лезвия;
- некоторые модели ручных ножовок оснащены несколькими пазами для установки лезвий под разными углами;
- расположение полотна в ручных пилах для резки металла самое удачное, что позволяет выполнять все действия в самых труднодоступных местах;
- полотна изготовляются из специальных биметаллических сплавов, что существенно увеличивает их срок службы.
Дисковая пила
Дисковая пила – это особенный тип инструмента, который может иметь как ручной, так и электрический привод. Благодаря достаточно высокой скорости вращения рабочего диска она выполняет распиливание металлических заготовок или их рубку.
Конструктивной особенностью агрегата считается наличие двух массивных кругов. Их изготавливают из металла, и они перемещаются в вертикальной плоскости друг относительно друга. Круги дополнительно оснащаются пазами, имеющими разное сечение – квадратное, круглое, прямоугольное.
Агрегат дискового типа работает по следующему принципу:
- металлическая заготовка вставляется в диски через подходящий по размеру паз;
- необходимо нажать на рукоятку рабочего привода;
- происходит смещение режущих дисков, что и выполняет поставленные задачи.
При выборе такой ручной пилы необходимо учитывать, что для выполнения резки необходимо произвести значительные усилия. Данный инструмент чаще всего применяется для резки арматурных стержней, труб, квадратного и другого профиля, разного сечения.
Особенности применения ленточной пилы
Ленточная пила в основном используется для обработки металлических изделий в промышленных масштабах. Она характеризуется высокой мощностью и производительностью. Такой агрегат идеально подходит для резки как цветных, так и черных металлов. В промышленности чаще всего встречаются такие разновидности приборов ленточного типа:
- беззубые. Для разрезывания применяется сила трения, благодаря конструкции инструмента, на котором отсутствуют мощные зубья;
- зубчатые. Режущая лента оснащается острыми зубцами, размещенными под определенным углом;
- электроискровые. Для обработки металлических заготовок применяются разряды электрического тока.
Пилы с зубьями считаются самыми популярными из всех перечисленных разновидностей. Их могут изготовлять из высокопрочной стали или биметаллических материалов. В первом случае прибор подходит для обработки обычных металлов, а во втором – с повышенной твердостью.
Особенностью конструкции ленточного агрегата считается наличие полотна, которое хорошо натягивается на приводных шкивах. Последние элементы постоянно вращаются, что обеспечивает нужную скорость работы. К другим достоинствам инструмента можно отнести минимальный отход после обработки металлических изделий. Режущее полотно делает пропил, толщина которого может составлять лишь несколько миллиметров.
Особенности строения и эксплуатации торцовочной пилы
Торцовочная пила для резки металлических изделий выполнена в виде переносного инструмента и имеет небольшие габариты и вес. Такая конструкция прибора очень удачна и позволяет использовать его в условиях строительных площадок.
Благодаря своему строению торцовочная пила может осуществлять распил изделий из металла под разными углами. При этом они могут находиться как в вертикальной, так и в горизонтальной плоскости.
Маятниковая пила

Маятниковая пила оснащена режущим механизмом в виде абразивного или твердосплавного диска со специальными напайками. Именно его вращение позволяет выполнить разрезку материала. Данный агрегат состоит из нескольких частей. На рабочем столе – станине, закрепляется обрабатываемая деталь, а приводной механизм обеспечивает вращение рабочего диска.
Маятниковая пила конструктивно напоминает торцовочную. Единственное отличие – высокая мощность стационарного станка.
Во время работы осуществляется опускание привода, на котором размещается вращающейся диск. Благодаря траектории, напоминающей движение маятника, выполняется обработка металла (как цветного, так и черного). Резка арматуры, алюминиевых профилей, стальных прутков также может выполняться таким маятниковым прибором.
Особенности эксплуатации циркулярной пилы
Циркулярные отрезные пилы оснащаются специальными дисками, которые движутся вокруг своей оси. Скорость вращения рабочего инструмента очень большая, что обеспечивает выполнение возложенных на него функций.
После соприкосновения с металлической заготовкой режущий диск вырывает из нее мелкие частицы металла, что и позволяет выполнить рез.
Рабочий элемент может иметь абразивную структуру. Часто его изготовляют из металла и оснащают зубцами из прочных сплавов. Перед выбором типа обрезного круга учитываются свойства материала обрабатываемой заготовки.
Зубчатые диски в основном применяются для работы с крупным массивом, абразивные – для порезки профильного металлопроката.
По своей конструкции циркулярная пила напоминает стандартный деревообрабатывающий станок и отличается от него типом режущего элемента. К другим особенностям прибора относят:
- приводной узел находится под станиной;
- режущий диск выступает над рабочей поверхностью;
- во время обработки заготовку перемещают по станине, по направлению к диску.
Углошлифовальная машина
Обыкновенная болгарка может использоваться как пила для резки металлических изделий. При использовании такого прибора можно получить следующие преимущества:
- небольшой вес и габариты;
- удобство в работе;
- инструмент может использоваться как для тонколистовых металлов, так и для заготовок значительной толщины;
- широкий выбор режущих дисков: абразивные, из металла с твердосплавными или алмазными напайками;
- доступная стоимость инструмента и расходных материалов;
- универсальность.
Учитывая широкий выбор пил для резки металлических заготовок при их выборе необходимо учитывать предполагаемые условия работы и требуемую продуктивность.
Видео по теме: Резка металла раскалённой пилой
Пакетная резка металла. Как правильно резать трубы и профильные заготовки пакетом.
Пути увеличения эффективности распила профильных заготовок


В современном быстроразвивающемся мире множество зданий, сооружений, конструкций (супермаркеты, заводы, ангары, рекламные щиты и т.д.) используют в своей основе колонны, всевозможные фермы, связи и т.д. Перечисленные металлоконструкции изготовлены из металлопроката – листа, швеллера, балки, трубы различных длин и сечений.
Для получения требуемых размеров металлопрокатную заготовку необходимо распилить.
Использование ленточнопильного оборудования для этих целей подходит наилучшим образом. В тоже время распил, уложенных сразу по несколько штук, обеспечивает увеличение производительности. Остается только правильно подобрать шаг зуба и тип ленточнопильного станка.
Особенности ленточнопильного станка при пакетной резки труб и профильных заготовок
Производительные станки сконструированы так, что ленточное полотно располагается под небольшим углом относительно заготовки. Именно в таком положении нагрузки на режущую часть пилы снижаются. Данный эффект особенно хорошо работает при порезке труб, профилей. Буквально 2-3 градуса наклона относительно заготовки и сразу же снижается максимальная длина реза а вместе с ней и нагрузки на пилу.
Но важно не только правильно располагать ленту пилы в отношении заготовки. Также важно правильно зажать материал в зоне реза. Это обеспечивают зажимные тиски. Их задача обжать материал со всех сторон реза, включая сверху и снизу. Т.к. внизу расположена мощная станина станка, то прижимать необходимо только сверху. В таких случаях лучше использовать станок, имеющий в своей конструкции верхний прижим для распиливаемых заготовок.
Верхний прижим ленточнопильного станка
на выходе заготовок
Некоторые производители, экономя на покупке станка, прибегают к различным методам, например, прихватки точечной сварки на концах заготовок, которые могут фиксироваться стропами или цепями. Эти способы является довольно сложными и не эффективными, и на сварку уходит и время и электроды.
Кроме этого важным пунктом при обжатии пакета является зажим отпиленных заготовок, чтобы снизить вероятность возникновения вибраций, заусенцев и увеличить стойкость пилы.
Рекомендации по расположению заготовки и ее фиксации при пакетной резке и распиле по несколько штук сразу


Размеры заготовки влияют и на тип применяемого станка и на геометрию зубьев пилы.
Геометрия зубьев ленточного полотна для распила труб и профильных заготовок
Для решения задач по распилу профильных заготовок, заводы-производители пил создали варианты пил, имеющие увеличенную производительность.
Сконструирован зуб с увеличенной разводкой зубьев, имеющий уникальную форму межзубной впадины для эффективного выноса стружки. При распиле больших пакетов заготовок существует риск заклинивания ленточного полотна. Для устранения проблем заклинивания пилам по профилю создается увеличенная разводка зубьев. Благодаря этим особенностям, пилы с этими конструктивными особенностями используются для резки профильных заготовок.
От параметров труб и толщины стенки трубы зависит вариант шага зуба, который следует использовать. Если для распила тонкой стенки (3-5мм) взять пилу с достаточно крупным шагом (2/3) то при резе одновременно будет находиться только 1 зуб. Это повлечет чрезмерную нагрузку и скалывание.
Советуем, чтобы подобранный шаг зуба обеспечивал нахождение в материале заготовке минимум 3м зубьям. Рекомендуется, чтобы выбранный шаг зуба позволял находиться в отрезаемой заготовке, по крайней мере, 3 зубьям одновременно, но не более 24. Переменный шаг зуба 10/14 и 8/12 рекомендован на заготовки с толщиной стенок 1-2 мм. Переменные шаги зуба 6/10 и 5/8 на стенки средней толщины - 3-6 мм; еще более крупные шаги 4/6 или 3/4 должны использоваться на трубах с еще более толстыми стенками. Необходимо помнить, что при пакетной резке толщину стенки надо удваивать. Чтобы правильно выбрать шаг зуба используйте нашу таблицу с рекомендациями.
Кроме шага зуба необходимо подобрать и соответствующий тип (форму) зуба. Для резки профильных заготовок применяют пилы со специальным профильным зубом.
Наша компания предлагает обе формы зубьев: РТ и ТТ
Тип зуба PT имеют усиленную форму зуба, которая позволяет избежать скалывания зубьев и, как следствие, эффекта «домино» при резке труб, металлоконструкций и пакетов из заготовок малых размеров

Тип зуба TT . имеет также усиленную форму зуба в виде трапеции. Отличный вариант для небольших станков по резке различного стального профиля (фасонного проката) как по одной заготовке, так и пакета

С целью увеличения производительности распила профильных заготовок применяется пакетная резка. Однако это более сложный процесс, так как требуется не только правильно уложить все заготовки в зону резания, верно закрепить, но и обеспечить корректные режимы резания. Основной проблемой при пакетной резке являются еще более высокие вибрации, чем при распиле по одной заготовке, поэтому для ленточнопильного оборудования следует проводить плановые осмотры узлов и замену элементов станка.
С нашей помощью вы сможете правильно выбрать не только станок для распила профильных заготовок, но и ленточную пилу со специализированной формой зуба.
Ленточнопильная резка металла

Ленточнопильная резка металла – это наиболее точный метод раскройки (точность резки составляет 0,1-1,5 мм) твердых, мягких стальных металлоизделий. Способ применим к листовому прокату, арматуре, балкам, швеллеру, уголкам, трубопрокату из черных и цветных сплавов.

Резка осуществляется на специальных станках по заданным размерам (от 100 мм) и под нужным углом (от 0 до 60 градусов).
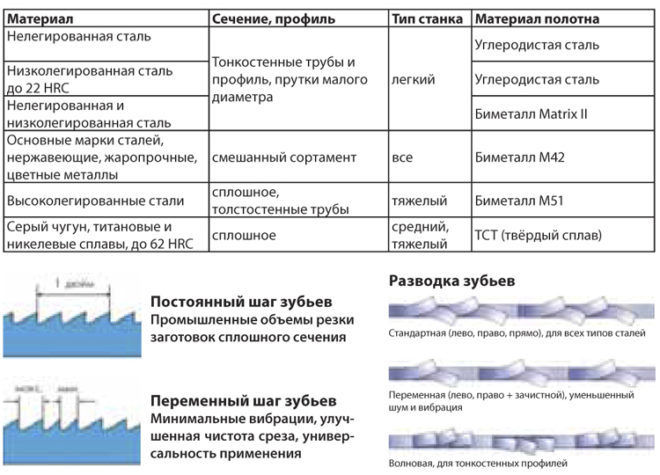
Ленточная пила, используемая в работе, – это многорезцовый металлорежущий инструмент, который представляет собой стальную гибкую ленту, замкнутую в кольцо. Зубья располагаются по одному краю. Их шаг может быть постоянным (от 1 до 32 TPI) и переменным (от 10/14 до 0,75/1,25 TPI).
*TPI – количество зубьев на 1 дюйм.

Полотно способно разрезать заготовки из различных материалов: легких, быстрорежущих, конструкционных, высоколегированных, нержавеющих сплавов и цветных металлов. На таком оборудовании рекомендуется работать с сортовым прокатом, а также трубопрокатом:
- круглого сечения до 330 мм;
- квадратного – до 300х300 мм;
- прямоугольного – до 420х210 м.
*Распил под углом в 45 градусов и больше возможен для металлоизделий с максимальным диаметром в 260 мм или с сечением 230х280 мм.
Ленточнопильная резка металла отличается от иных методов обработки своей ювелирной точностью (в пределах 0,1-1,5 мм с отклонением от вертикали не более чем на 0,05 мм). Его достоинство заключается в том, что появление сколов, трещин на обрабатываемой заготовке исключено.
Принцип действия
ЛПС относится к оборудованию высокой мощности. Используя ленточнопильный станок, можно вырезать сложные заготовки из одного цельного листа. При этом режущая часть не нуждается в частой замене.
К ключевым элементам ЛПС относится:
- металлический или пластиковый корпус;
- станина (она является неподвижной);
- приводной механизм (электродвигатель, ремни, маховики);
- контур замкнутого типа, отвечающий за резку металлопроката;
- механизм подачи заготовок;
- система числового программного управления (ЧПУ).
Средний показатель скорости работы на ленточнопильном станке составляет около 100 мм/мин.
Принцип действия оборудования следующий:
- после запуска электродвигателя начинают вращаться маховики, стянутые приводным ремнем. Они приводят в движение главный режущий элемент;
- в станок загружается заготовка. Для равномерного распределения давления ее ровно укладывают (это влияет и на точность распила);
- на грань среза постоянно подается охлаждающая жидкость (данная манипуляция остужает срез, поддерживает оптимальную температуру металлоизделия, исключает вероятность выхода из строя самой установки);
- пила делает точные разрезы в нужных местах заготовки по заранее заданным параметрам.
Отметим, что резка металла на ЛПС осуществляется только по ровным линиям. Сделать фигурный распил на таком оборудовании нельзя. Для данных целей стоит прибегнуть к иным методам обработки (например, к лазерной резке).
Виды станков
На заводах, металлобазах используются станки преимущественно вертикального, горизонтального типа. На крупных предприятиях обычно устанавливается полностью или полуавтоматическое оборудование с ЧПУ.
Перечислим особенности каждого вида:
- Горизонтальные станки состоят из рабочей зоны с режущим полотном, двух осей, тисков, пильной рамы (она может устанавливаться под разными углами относительно подаваемой заготовки).

- Вертикальные станки позволяют обрабатывать массивные металлоизделия. Установленная рама движется в продольном и поперечном направлении. Управляется работа станка посредством ЧПУ.

- Станки консольного типа работают по принципу вращения самой консоли на специальном шарнире.

Качество обработки, скорость работы, точность среза во многом зависит от уровня автоматизации ЛПС. Они бывают:
- ручными. Чтобы режущий элемент воздействовал на заготовку под нужным давлением либо используется вес самого стана, либо применяется усилие со стороны работника. Каждое действие контролируется и осуществляется мастером. Это бюджетный вариант. Из минусов отметим низкую скорость работы, незначительный объем обрабатываемой продукции;
- полуавтоматическими. Работник загружает, фиксирует заготовку, устанавливает размеры, угол среза. После этого он запускает работу станка при помощи пульта управления или встроенной электронной панели. По сравнению с предыдущим видом полуавтоматические станки позволяют увеличить темпы работы;
- автоматическими. Оборудование настраивается оператором. После этого оно начинает самостоятельно функционировать. При необходимости станок можно перевести в ручной режим. Отличается высоким показателем производительности, точности. Но существуют сложности в настройке агрегата. Этот вид ЛПС используется при многосерийном изготовлении металлоизделий на крупных предприятиях. Программирование ЧПУ при автоматизации станков позволяет увеличить объемы и скорость обработки продукции.
По направлению режущие пилы бывают маятниковыми и по типу гильотины. В первом случае встречаются одноколонные и двухколонные. Гильотинный вид характеризуется подвижной рамой, которая опускается на заготовку.
Режущий элемент может быть биметаллическим или из твердых углеродистых стальных сплавов. Полотно может разрезать как пустотелый металлопрокат, так и сплошной толстостенный металл (швеллеры, шестигранники, полосы и др.). Показатели плотности, твердости ленточной пилы гораздо больше, чем у обрабатываемого материала. Ленты из инструментальной стали обладают разрывной прочностью в 80 кПа/мм кв. Биметаллические пилы могут иметь твердость до 950 HV.
Читайте также: