Резка металла ручная плазменная резка
Обновлено: 17.05.2024
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
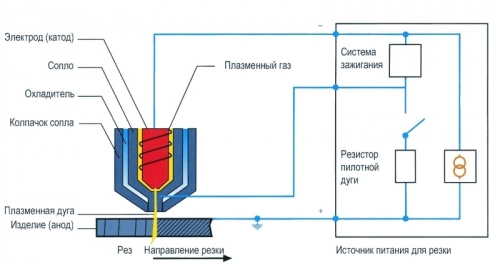
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Принцип работы
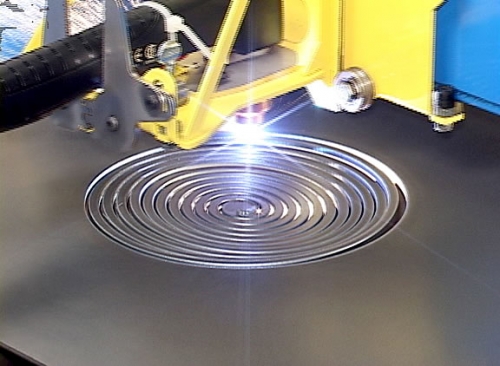
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Плазменная резка металла: оборудование
Плазменная резка металла – процесс, в ходе которого оборудование генерирует сжатую плазменную дугу, проплавляющую материал и удаляющую расплав из зоны реза. Эта технология считается наиболее универсальной в плане разрезаемых металлов, диапазона толщин и скоростей реза. Но все эти возможности обеспечиваются при условии выбора качественного и производительного аппарата.
![Плазменная резка металла]()
Принцип действия установки
Конструктивно оборудование для плазменной разделительной резки металлов включает следующие компоненты:
- Источник питания – служит для подачи тока и напряжения для возбуждения дежурной и режущей дуги. Он может иметь крутопадающую вольтамперную или постоянную токовую характеристику.
- Плазмотрон – устройство для образования и стабилизации плазменной струи. Имеет сложную конструкцию, основными элементами которой являются сопло, катод, завихритель.
- Система охлаждения – предназначена для охлаждения кабелей и плазмотрона, которые подвержены чрезмерному нагреву. Установки мощностью от 100 А оборудуются водяным охлаждением, менее мощные аппараты – воздушным.
- Система воспроизведения или ЧПУ (числовое программное управление) – комплекс, обеспечивающий автоматическое движение суппорта с плазмотроном по заданному специальной программой контуру.
- Стол для резки (актуально для автоматических машин с ЧПУ) – представляет собой стальной настил для размещения металлопроката, который будет резаться.
![Примерная схема оснащения участка по автоматической плазменной резке]()
Рисунок 1. Примерная схема оснащения участка по автоматической плазменной резке
Принцип работы заключается в образовании плазмы, которую плазмотрон формирует в струю направленного действия. Плазменная дуга прямого действия возникает при протекании тока от катода (неплавящийся электрод) на анод (стальную заготовку). За счет высокой плотности энергии и большой температуры (до 5000-30000 °C) плазма расширяется, что приводит к ее высокоскоростному (до 3 км/сек.) истеканию по направлению к металлопрокату.
Струя плазмы формируется небольшим отверстием в сопле и, благодаря направленному воздействию, мгновенно нагревает металл до температуры плавления, выдувая его из зоны реза.
![Принцип работы устройств]()
Рисунок 2. Принцип работы устройств
Последовательность работы с установками следующая:
- Подготовка – укладка металлического листа на рабочий стол, к которому подведен «плюсовой» провод, подключенный к источнику питания. «Минусовой» провод подключен к электроду в плазмотроне. Проверка работоспособности оборудования, целостности шлангпакетов и т.д.
- Поджиг дежурной дуги за счет подачи высокого напряжения и возбуждение режущей дуги при касании пилотной к разрезаемому материалу.
- Прожиг металла и движение плазмотрона по заданному контуру с постоянной скоростью и расстоянием между заготовкой и соплом.
![Процесс разделительного резания струей плазмы]()
Фото 3. Процесс разделительного резания струей плазмы
Применение установок
Плазменное оборудование для резки металла направленной струей плазмы широко применяется в разных отраслях промышленности:
- автомобиле-, судо-, авиастроение;
- строительная промышленность;
- металлообработка и изготовление металлоконструкций;
- металлургия;
- тяжелое машиностроение и т.д.
![Плазменная резка в цеховых условиях]()
Фото 4. Плазменная резка в цеховых условиях
Также аппараты часто используют в небольших автомастерских, кузницах. Инверторы нередко применяют даже в быту, поскольку это эффективные устройства для разделительного резания конструкционных сталей и цветных металлов.
Виды станков
Станки для плазменной резки металла можно условно разделить на несколько категорий:
- Ручные аппараты – для раскроя металлопроката вручную, где весь рабочий процесс (скорость перемещения плазмотрона, зазор между соплом и заготовкой) контролируется человеком.
![Инверторный аппарат для ручного плазменного резания]()
Фото 6. Инверторный аппарат для ручного плазменного резания
- Портативные устройства для продольного резания листов – для прямолинейного раскроя только в одном направлении. Обычно комплектуются направляющей, вдоль которой перемещается каретка с резаком.
![Установка для прямолинейного раскроя листов «Грань»]()
Фото 7. Установка для прямолинейного раскроя листов «Грань»
- Устройства для резки труб – специальные машины для кольцевого резания и снятия фасок при монтаже магистральных трубопроводов. Представляют собой самоходные тележки, передвигающиеся по окружности с помощью приводной цепи.
![Машина для резания труб «Орбита-М»]()
Фото 8. Машина для резания труб «Орбита-М»
- Автоматические машины с ЧПУ – полностью автоматизированные установки для прямолинейного и фигурного раскроя. Рабочие параметры и контур перемещения суппорта с резаком задаются автоматически программой в зависимости от толщины и марки металла. Выпускаются в виде портальных, портально-шарнирных, шарнирных и портативных станков.
![Портальная установка плазменной резки с ЧПУ]()
Фото 9. Портальная установка плазменной резки с ЧПУ
Стоимость станков для резки металла
Цена оборудования для разделительной плазменной резки металла зависит от рабочих параметров и функциональных возможностей:
- типа – ручной или автоматический с ЧПУ;
- максимального рабочего тока;
- ПВ (продолжительности включения) – бытовые (до 60 %), полупрофессиональные (от 60 до 80 %), профессиональные (80-100 %).
К категории бюджетных устройств относятся инверторные аппараты для ручного резания с максимальным ПВ 60 %. Рассчитанные на более интенсивную эксплуатацию модели относятся к средней ценовой категории. Машины с ЧПУ – самые дорогие, ими обычно оснащают крупные промышленные предприятия, где налажен массовый выпуск продукции. Поэтому важно изначально определить принципы выбора и предстоящей эксплуатации станков.
Лучшие производители плазменного оборудования
Плазменная резка считается одной из самых высокотехнологичных технологий раскроя, поэтому оборудование пользуется большим спросом. Оно производится как зарубежными, так и отечественными производителями. Стоимость импортных станков очень высока, поэтому большинство фирм и крупных предприятий отдают предпочтение российским маркам.
Одной из лидирующих отечественных компаний по разработке и производству установок плазменной резки считается ООО «ПУРМ». Она выпускает все виды оборудования – от ручных инверторных и трансформаторных аппаратов до труборезов и полностью автоматизированных машин с числовым программным управлением.
Видео о применении установок:
Преимущества станков марки ПУРМ:
- ориентированность на суровые условия эксплуатации;
- высокая точность и чистота реза;
- минимальное энергопотребление;
- простое обслуживание и эксплуатация.
Как выбрать установку для резки металла?
При выборе аппарата для плазменной резки изначально нужно определиться в следующем:
- Предполагаемые работы – только прямолинейный рез или с возможностью фигурного раскроя.
- Производительность – ручная или автоматическая резка, наличие ЧПУ, фотокопирования.
- Марки и максимальная толщина обрабатываемого материала – от этого зависит мощность и то, какой газ будет использоваться (сжатый воздух, азот, смеси на основе аргона и водорода или других газообразных веществ).
Также надо определиться с рабочими характеристиками устройства. К основным из них относится сила тока, поскольку она определяет диапазон разрезаемых толщин – чем этот показатель выше, тем толще металл можно будет резать.
ПВ (продолжительность включения) характеризует максимальные нагрузки, которые сможет выдержать оборудование – т.е. время его работы без перерывов на охлаждение. Обозначается в процентах – ПВ 80 % означает, что из 10-минутного рабочего цикла устройство может непрерывно работать на максимальных нагрузках на протяжении 8 минут. При превышении этого показателя возможен перегрев и выход из строя.
Наиболее частые поломки машин
На практике при эксплуатации плазменного оборудования чаще сталкиваются с такими проблемами:
- Перепады напряжения, превышающие установленный производителем диапазон.
- Физический износ узлов и механизмов, большое превышение установленного ресурса деталей.
- Короткие замыкания в электросети, что ведет к выходу из строя основных управляющих плат.
Однако все эти поломки устраняются, после чего станки могут работать дальше в стандартном режиме. Единственное – нужно своевременно менять расходные материалы (катод, сопло), что обеспечит стабильную работу оборудования и высокое качество плазменной резки.
Плазматроны для резки металла: конструкция, виды, правила выбора
Плазматроны – устройства для плазменной резки металла, которая считается одним из самых эффективных способов раскроя профильного и листового металлопроката. С ее помощью режут черные и цветные виды металлов. Также этот метод используется для скоса кромок перед сваркой толстостенных заготовок.
![Плазматроны]()
Что это такое?
Плазмотрон представляет собой устройство для генерации плазмы – ионизированного газа с квазинейтральными свойствами, используемого для обработки металлов. В его конструкции электрический ток и плазмообразующий газ используются для образования и стабилизации плазменной струи.
![Плазматроны для ручных аппаратов и агрегатов с ЧПУ]()
Рисунок 1. Плазматроны для ручных аппаратов и агрегатов с ЧПУ
Конструкция
Конструктивно плазмотроны для резки листового металла и металлических заготовок состоят из таких компонентов:
- сопло;
- электрод;
- элемент для завихрения воздушного потока (завихритель);
- фторопластовый корпус;
- гайка сопла;
- изоляционная втулка;
- электродный узел;
- кожух.
![Стандартная конструкция плазмотрона]()
Рисунок 2. Стандартная конструкция плазмотрона
Устройство
Назначение основных элементов плазмотрона:
![Внешний вид сопла]()
- Сопло – представляет собой наконечник резака, служит для формирования формы плазменной струи. Обычно изготавливается из меди, конструкция определяется разновидностью машины для плазменной резки.
Фото 3. Внешний вид сопла
- Электрод (катод) – используется для поджига и подержания плазменной дуги. Производится из тугоплавкого металла и имеет вставку из циркония или гафния. Подбирается в зависимости от оборудования и разрезаемого материала.
![Внешний вид катода]()
Фото 4. Внешний вид катода
- Завихритель (диффузор) – необходим для увеличения давления и замедления потока плазмы в ходе процесса резки.
![Завихрители]()
Фото 5. Завихрители
Принцип действия
Принцип работы плазмотронов заключается в подаче плазмообразующего газа в разрядную камеру (здесь происходит его ионизация) и вынесении плазменной струи за пределы промежутка между соплом и катодом на поверхность разрезаемого металла.
![Конструктивная схема работы плазматрона с водяным охлаждением]()
Рисунок 6. Конструктивная схема работы плазматрона с водяным охлаждением
Процесс плазменной резки начинается с поджига дежурной (пилотной) дуги между катодом и соплом в результате подачи высокого напряжения. Она служит для создания основной (режущей) дуги при касании к металлической заготовке.
Небольшое отверстие в сопле формирует плазменную струю направленного действия, истекающую со скоростью до 3 км/секунду. При этом температура струи достигает 5000-30000 °C. Направленное воздействие плазмы обеспечивает мгновенный нагрев металла до его плавления и выдувает из зоны реза.
Для получения детали заданных размеров и формы плазмотрон направляется по определенному контуру. При резке важно поддерживать постоянный зазор между разрезаемым материалом и соплом, что позволяет получить ровные кромки с минимальным количеством шлака и окалины.
![Процесс вырезания заготовок сложной конфигурации машиной с числовым программным управлением]()
Фото 7. Процесс вырезания заготовок сложной конфигурации машиной с числовым программным управлением
Сфера применения, плюсы и минусы плазменной резки
Плазмотроны широко применяются в таких отраслях:
- тяжелое машиностроение;
- автомобиле-, авиа-, судостроение;
- металлургия;
- заводы и фирмы по металлообработке;
- предприятия и компании по изготовлению металлоконструкций;
- строительная промышленность.
Технология плазменного раскроя металла обладает множеством преимуществ:
- Большая скорость резки – в 5-10 раз выше по сравнению с газокислородным резанием.
- Быстрый прожиг материала – время прожига стального листа толщиной 15 мм составляет в пределах 2 сек.
- Минимальная зона термического влияния – исключает вероятность деформации заготовок, что особенно актуально при резании тонколистового металла.
- Повышенное качество реза – струя плазмы минимизирует количество окалины и шлака, поэтому дополнительная обработка кромок обычно не требуется.
- Высокая точность – минимальная ширина реза и применение специальных приспособлений для автоматизации позволяют получить заготовки с максимально точной конфигурацией и размерами.
- Универсальность – этот метод применяется для фигурного и прямолинейного резания сталей любых марок, цветных металлов, а также их сплавов.
- Возможность автоматизации – можно купить как ручной аппарат, так и более производительную машину с ЧПУ.
- Простота в обслуживании и эксплуатации.
В отличие от воздушно-дуговой резки, где рабочие параметры определяются скоростью истекания воздуха в минуту и видом используемого газа, стабильность процесса раскроя струей плазмы и качество реза зависят от правильного выбора плазмообразующего газа, силы тока, поддержания постоянного зазора между соплом и обрабатываемым материалом.
![Процесс вырезания деталей ручным плазморезом]()
Фото 8. Процесс вырезания деталей ручным плазморезом
Порядок эксплуатации
Изначально нужно подготовить плазморез к работе – в зависимости от вида он работает от сети 220 или 360 В. Последовательность подготовки следующая:
Качественный рез без наплывов и окалины возможен только при условии правильного выбора силы тока. Подбирается она с учетом вида разрезаемого металла и толщины. Зависимость силы тока для разрезания заготовок толщиной 1 мм из таких материалов:
- Конструкционная сталь и чугун – 4 А.
- Цветные металлы и их сплавы – 6 А.
Также на качество реза влияет и скорость ведения резака. Она может достигать 0,2-2 м/минуту и зависит от толщины, вида материала, установленной силы тока. В автоматизированном оборудовании скорость задается программой, а при ручном процессе за это отвечает резчик.
Перед началом работы нужно продуть плазмотрон для удаления инородных частиц и конденсата – для этого следует нажать кнопку поджига и выждать примерно полминуты. Затем можно поджигать дежурную дугу, она горит до 2 секунд, после чего зажигается рабочая плазменная дуга.
Важным моментом при плазменной резке является поддержание постоянного расстояния между соплом и обрабатываемым металлом (обычно 1,6-3 мм) – это влияет на стабильность горения рабочей дуги и качество реза. Однако в продаже есть специальные направляющие для ручных резаков, что значительно облегчает рабочий процесс и увеличивает производительность труда.
![Направляющее приспособление для поддержания постоянного зазора между соплом и заготовкой]()
Фото 9. Направляющее приспособление для поддержания постоянного зазора между соплом и заготовкой.
При работе сопло резака должно быть расположено перпендикулярно разрезаемому металлу или под небольшим углом (отклонение до 10-50°) при раскрое материалов толщиной до 25 % от максимально допустимой для конкретного оборудования. Такой прием позволит минимизировать риски деформации тонколистовых заготовок.
Виды плазморезов
Плазмотроны для плазменной резки металлов выпускаются разных модификаций по типу резки, поджига дуги, с различными рабочими параметрами.
Плазморезы по типу резки
По виду резки различают ручные аппараты и автоматические машины с ЧПУ. Здесь все зависит от выполняемых работ, максимальной толщины разрезаемого металла.
Плазморезы для ручной резки
Плазмотроны для ручной резки применяются в разных отраслях деятельности – от небольших автомастерских до промышленных предприятий. Процесс раскроя предполагает ведение резака вручную – т.е. резчик самостоятельно регулирует скорость реза.
![Ручная плазменная резка]()
Фото 10. Ручная плазменная резка
Ручной процесс резания не обеспечивает такой высокой точности и производительности, как автоматический. Однако аппараты более компакты, что обеспечивает возможность их транспортировки. Инверторные устройства можно переносить даже вручную, так как их вес не превышает 15-20 кг.
Плазморезы для автоматической резки
Плазматроны для автоматической резки отличаются конструкцией – она зависит от типа оборудования, на которое будет устанавливаться устройство. Автоматический процесс раскроя отличается повышенной производительностью, обычно выполняется на специальном столе, на который укладываются листы разрезаемого металла. Также машины бывают портативного типа для резания небольших заготовок. Управляются ЧПУ (числовым программным управлением), что минимизирует человеческий фактор.
![Автоматическая плазменная резка]()
Фото 11. Автоматическая плазменная резка
- высокая скорость резания;
- повышенная точность и качество реза;
- автоматизированная настройка рабочих параметров (силы тока, давления газа, расстояния между соплом и заготовкой) с учетом толщины и марки металла.
Плазморезы по типу используемого газа
Плазмотроны работают с разными газами – инертными, восстановительными, химически активными и их смесями. Выбираются они в зависимости от марки обрабатываемого металла:
- Сжатый воздух – черные металлы и медь толщиной до 60 мм, алюминий до 70 мм.
- Азот – алюминий и медь толщиной до 20 мм, малоуглеродистые низколегированные стали до 30 мм, с высоким содержанием легирующих элементов до 75 мм, латуни до 90 мм, титан неограниченной толщины.
- Азотоводород – медь, алюминий и их сплавы толщиной до 100 мм.
- Смесь на основе азота и аргона – высоколегированные материалы толщиной до 50 мм.
- Аргон и водород – высоколегированные стали, алюминиевые и медные сплавы толщиной до 100 мм.
Плазморезы по типу поджига дуги
Производятся с дугой прямого и косвенного действия. Дуга прямого действия возбуждается в результате протекания электрического тока между катодом (неплавящимся электродом) и анодом, в качестве которого выступает металлическая заготовка. Дуга косвенного действия поджигается между катодом и соплом, но такие устройства применяются гораздо реже.
![Схемы плазмотронов прямого и косвенного действия]()
Рисунок 12. Схемы плазмотронов прямого и косвенного действия
Плазморезы по типу охлаждения
Охлаждение плазмотронов может быть следующих типов:
- Водяное – оборудуются в основном профессиональные модификации, непрерывно работающие на протяжении длительного времени. Циркуляция жидкости в них обеспечивается специальным насосом.
- Воздушное – оснащаются полупрофессиональные и бытовые модели. Внутренние элементы горелок охлаждаются за счет прохождения сжатого воздуха или газа по каналам. Такие устройства отличаются меньшим ПВ, в процессе работы требуются перерывы.
Как выбрать плазморез?
Выбор плазматрона для резки металла выполняется по рабочим характеристикам с учетом выполняемых работ (габаритов, толщины и типа металлопроката).
Толщина разрезаемого металла и сила тока
Предполагаемая толщина обрабатываемого металла влияет на номинальную силу тока оборудования – например, чтобы резать черный металл и нержавейку, на каждый 1 мм толщины нужно 4 А мощности. Поэтому для раскроя листовой конструкционной стали 10 мм нужно выставить рабочий ток в 40 А. При этом покупать плазморез лучше с небольшим запасом по мощности.
Продолжительность включения
ПВ или продолжительность включения определяет время непрерывной работы устройства. Если в технических характеристиках плазмореза указано ПВ 60 %, то это значит, что из рабочего цикла 10 минут он может непрерывно работать 6 минут. При превышении этого порога вероятен перегрев и выход из строя.
Рекомендуемые значение ПВ в зависимости от сферы применения:
- Бытовые нужды – достаточно ПВ 40 %.
- Мастерские, небольшие компании по металлообработке – ПВ 60 %.
- Крупные заводы, предприятия по изготовлению металлоконструкций – ПВ 80-100 %.
Необходимая мощность компрессора
От мощности компрессора напрямую зависит стабильность процесса плазменной резки. Поэтому аппарат должен обладать большей на 20-25 % производительностью, чем указано в паспорте плазмореза. Также желательно, чтобы он был оборудован масловлагоотделителем для исключения влияния конденсата и примесей на качество плазмы.
Длина шлангпакета
Длина шлангпакета может составлять от 1,5 до 8 и более метров, поэтому при выборе нужно руководствоваться габаритными размерами металлопроката, с которым предполагается работать.
Видео о том, как выбрать плазморез
Лучшие плазморезы
Группа компаний ПУРМ производит надежные устройства разного назначения, рассчитанные на интенсивную эксплуатацию даже в суровых климатических и производственных условиях:
- Ручные полупрофессиональные инверторные – КЕДР CUT 40 и CUT 40В
![Инверторный плазморез типа КЕДР]()
Фото 13. Инверторный плазморез типа КЕДР
- Ручные профессиональные инверторные – ПУРМ-70А и ПУРМ-120А.
![Инверторное устройство ПУРМ-70А]()
Фото 14. Инверторное устройство ПУРМ-70А
- Ручные профессиональные трансформаторные – от ПУРМ-140 до ПУРМ-400.
- Автоматические машины с ЧПУ – «OPTITOME 15», Диагональ, Вертикаль, Нормаль, Параллель и др.
![Машина для плазменной резки OPTITOME 15 с ЧПУ]()
Фото 15. Машина для плазменной резки OPTITOME 15 с ЧПУ
Каждый из плазморезов имеет свои преимущества и предназначен для плазменной резки металла с разной толщиной и характеристиками.
Похожие статьи
![Плазмотрон для воздушно-плазменной резки: виды, принцип работы, критерии выбора]()
Плазмотрон для воздушно-плазменной резки: виды, принцип работы, критерии выбора
![Что представляет собой плазмотрон на воде]()
Что представляет собой плазмотрон на воде
![Что такое плазма и плазмотрон?]()
Что такое плазма и плазмотрон?
![Линия поперечной резки металла]()
Линия поперечной резки металла
Есть вопрос?
![Александр]()
Добрый день, нам понравилось ваше описание плазменной резки, у нас возникла проблема
плазменная струя отклоняется от вертикали и получается косой рез , автоматическая резка, в чем причина
помогите понять нигде найти не можем
с уважением АлександрСущность процесса ручной плазменной резки, виды и выбор оборудования
Самая эффективная и доступная ручная технология раскроя металлопроката – плазменная резка. С ее помощью можно резать металл разных марок и толщин, включая нержавейку, алюминиевые и медные сплавы. Однако для получения качественных заготовок с точными геометрическими параметрами важно знать сущность процесса, устройство и принцип действия оборудования.
![]()
Что такое плазменная резка?
Под термином ручной плазменной резки металла следует понимать процесс разделительного резания материала, происходящий за счет его плавления в результате локального воздействия струи высокотемпературной плазмы.
Плазменная технология позволяет выполнять раскрой как черных, так и цветных металлов, включая нержавеющую сталь, тугоплавкие сплавы, медь, алюминий. Вырезать можно заготовки с разными геометрическими параметрами. Максимальная толщина обрабатываемого материала зависит от мощности оборудования и обычно составляет до 100 мм и больше.
![]()
Сущность процесса плазменного резания
Особенности ручной плазменной резки:
- Большая скорость резания – в особенности при работе с металлом малых и средних толщин.
- Отсутствие тепловой деформации заготовок – благодаря локальному воздействию плазменной струи.
- Отличное качество и чистота реза – на поверхности кромок образуется минимум окалины.
Конструкция и принцип работы
Плазма представляет собой токопроводящий ионизированный газ, который формируется в специальном устройстве – плазмотроне. Конструктивно он состоит из множества элементов, но основными считаются электрод (он же катод), сопло и завихритель. Они выполняют основные функции в процессе формирования плазменной дуги.
![]()
Деталировка плазмотрона для ручной резки
Сам техпроцесс плазменной резки заключается в поджиге дежурной дуги в результате прохождения электрического тока от катода на анод (металлическую заготовку). Пилотная дуга подготавливает пространство между плазмотроном и металлом, способствуя частичной ионизации. При ее контакте с металлопрокатом автоматически увеличивается мощность и поджигается режущая плазменная дуга.
За счет направленного воздействия тепловой энергии дуги металл частично расплавляется и выдувается из зоны реза под воздействием кинетической энергии плазменного газа.
![]()
Схема процесса плазменного раскроя
Плазмотроны для ручной резки должны постоянно охлаждаться, поэтому оборудование оснащено системой принудительного охлаждения.
Технические характеристики
Производительность и возможности оборудования для ручной плазменной резки зависят непосредственно от технических характеристик. Основными из них являются:
- Рабочая сила тока – определяет предельную толщину разрезаемого металлопроката. Может достигать от 40 до 400 А.
- ПВ (продолжительность включения) – определяет период непрерывной эксплуатации аппарата без перегрева. Обычно составляет от 40 (полупрофессиональные) до 100 % (профессиональные модели).
- Система охлаждения – мощные промышленные аппараты оборудуются водяным охлаждением, а бытовые и полупрофессиональные модели обычно воздушным.
- Дополнительный функционал – защита от перегрева (автоматическое отключение), оснащение разъемами обратной связи для подключения кабелей с целью совместной работы с машинами ЧПУ и т.д.
Важным параметром является конструкция плазмотрона для ручной резки и возможность его оснащения дополнительными приспособлениями – например, для поддержания постоянного расстояния между соплом и обрабатываемым металлом, высокоточного вырезания круглых заготовок или отверстий разных диаметров.
![]()
Приспособление для вырезания круглых заготовок
Основная классификация плазменного оборудования для ручного раскроя:
- Инверторного типа – отличаются высоким КПД, энергоэффективностью, компактными размерами и небольшим весом. Такие аппараты выпускаются обычно небольшой мощности и позволяют разрезать металл толщиной до 20 мм. Предназначены для бытового и полупрофессионального применения.
![]()
- Трансформаторного типа – мощные устройства для профессионального применения. Характеризуются высоким ПВ (80-100 %) и возможностью раскроя металлопроката толщиной до 100 мм и более.
![]()
Источник питания трансформаторного типа
Плазмотроны для ручной резки различают по типу поджига дуги:
- Прямого действия – дуга возбуждается при прохождении электротока между катодом и анодом. Такие резаки применяются для резки электропроводимых материалов (сталей и сплавов).
- Косвенного действия – дуга поджигается между катодом и соплом. Плазмотроны этого типа используются для резания материалов, которые не проводят электрический ток (пластмассы и т.д.).
![]()
Отличия плазменной дуги прямого и косвенного действия
Выбор оборудования для резки металла
Выбирать плазморез нужно исходя их конкретных нужд – марок и толщин материалов, которые предполагается резать. Если плазменный аппарат нужен для ручной резки струей плазмы металлов небольшой толщины, вполне подойдут экономичные инверторные модели. Единственный их минус – невысокая ПВ (продолжительность включения), т.е. при 10-минутном рабочем цикле они работают от 4 до 6 минут (в зависимости от вида) на максимальной мощности, а остальные 6-4 минуты они остывают. Несоблюдение этого параметра может привести к перегреву и выходу из строя.
Для резания толстого металлопроката в течение длительного времени лучше покупать станки трансформаторного типа. Они имеют ПВ до 100 %, поэтому могут непрерывно работать на протяжении нескольких смен. Следует учитывать, что большинство моделей имеют большой вес и габаритные размеры, однако могут быть оборудованы специальными колесиками для перемещения по цеху.
![]()
Процесс плазменной резки толстого металла
Особое внимание надо уделить мощности оборудования для ручной плазменной резки, поскольку этот параметр определяет предельную толщину обрабатываемых заготовок. Здесь важно знать принцип расчета рабочего тока на 1 мм толщины – для нержавеющих и конструкционных сталей он равен 4 А. Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А. Однако лучше, чтобы был небольшой запас.
Производители плазменных аппаратов
Сегодня источники питания для ручной плазменной резки выпускаются разными производителями. Модели зарубежного производства стоят гораздо дороже по сравнению с отечественными аналогами. Но при этом купить надежный и высокопроизводительный аппарат российского производства вполне реально.
Группа компаний ПУРМ производит недорогое оборудование, предназначенное для интенсивной эксплуатации в жестких климатических и производственных условиях. Оно отличается хорошей производительностью, длительным эксплуатационным ресурсом, отличной ремонтопригодностью. Ассортимент производителя позволяет выбрать модель для любых бытовых или производственных нужд.
![]()
Оборудование марки ПУРМ для ручного раскроя
Стоимость
Цены на станки зависят в основном от технических параметров и назначения:
- Для бытовых нужд можно купить относительно недорогой инвертор от 22-23 тыс. рублей.
- Стоимость инверторных моделей профессионального типа (с ПВ 80 %) начинается от 115 тыс. руб.
- Расценки на более мощные трансформаторные устройства для ручной плазменной резки заготовок большой толщины составляют от 240 тыс. руб.
Эксплуатация и ремонт
Основные правила эксплуатации оборудования:
- Устанавливать с обеспечением доступа достаточного количества воздуха и в удалении от рабочего места, чтобы на корпус и другие части не попадали брызги раскаленного металла.
- Обеспечить соответствие помещения и рабочего места правилам пожарной безопасности.
- Защитить устройство от непреднамеренного попадания влаги, оборудовать плазмотрон масловлагоотделителем для продления ресурса расходных материалов.
- Подготовить обрабатываемый металл – желательно удалить ржавчину и ЛКП (при наличии).
- Продуть плазмотрон перед началом работ путем нажатия кнопки поджига дуги с целью устранения конденсата и инородных частиц.
Ремонт лучше доверять квалифицированным специалистам, которые оперативно определят и эффективно устранят любую неисправность. Самостоятельное вмешательство в конструкцию аппарата для ручной плазменной резки может привести к более дорогостоящей поломке.
Как собрать плазменный резак самостоятельно?
Правильное подключение ручного плазменного аппарата обычно подробно описывается производителем в инструкции по эксплуатации. Общая последовательность сборки следующая:
- Подсоединить шланг, подающий сжатый воздух, к специальному разъему на задней панели устройства от соответствующей промышленной системы или компрессора.
- Подключить шланг-пакет плазмотрона к специальному разъему на передней панели аппарата.
- Подсоединить кабель к положительному полюсу источника питания, а перед включением прибора и выполнением резки – к обрабатываемому материалу.
Далее нужно отрегулировать давление подачи сжатого воздуха, настроить ток в соответствии с толщиной и маркой разрезаемого металла. Затем можно поджигать дугу и выполнять раскрой. Подробно весь процесс настройки и рекомендованные рабочие параметры указаны в инструкции.
Полезные советы и рекомендации
Высокое качество резания и стабильность плазменной дуги зависит от правильно подобранных рабочих параметров – тока, расстояния между поверхностью металлопроката и соплом, скорости перемещения резака вдоль линии реза. Ток выставляется на лицевой панели корпуса оборудования с учетом марки и толщины стали.
Поддерживать постоянное расстояние между соплом и обрабатываемым материалом при ручной плазменной резке довольно сложно, поэтому мастера обычно используют специальные направляющие, которые крепятся к плазмотрону. Скорость ведения плазмореза подбирается уже по факту резания – 0,2-2 м/мин. с учетом толщины, вида материала, установленной силы тока. Это несложно, достаточно следить за появлением искр и брызг расплавленного металла с обратной стороны заготовки. Однако важно не передерживать резак в одном месте, так как это значительно снижает качество реза.
![]()
Применение направляющих для прямолинейного раскроя
Работать нужно в специальной экипировке – желательно в защитном брезентовом костюме, закрытой обуви и затемненных очках (часто используют сварочные маски «хамелеоны»).
Плазменная резка – принцип работы плазмотрона
Для эффективной обработки ряда металлов часто используется плазменная резка, принцип работы которой заключается в применении плазменной дуги.
1 Технология плазменной резки металла
Интересующий нас процесс резки плазменной дугой в мировой практике "скрывается" под аббревиатурой PAC. Под плазмой понимают высокотемпературный ионизированный газ, который может проводить электроток. А плазменная дуга формируется в агрегате под названием плазмотрон из обычной электрической.
Последнюю сжимают, а затем привносят в нее газ, обладающий возможностью образования плазмы. Чуть ниже будет рассказано о том, какое значение для процесса плазменной резки имеют такие плазмообразующие газы.
![На фото - плазменная резка, plazma34.ru]()
Технологически существует две методики резки:
![Фото плазменно-дуговой резки, cnc-machine.ru]()
- Плазменно-дуговая. В данном случае дуга горит между материалом, который обрабатывается, и сварочным электродом неплавящегося типа. Плазменная высокоскоростная струя при такой технологии совмещается со столбом плазменной дуги. Сам же процесс резки обеспечивается высокой энергией плазмы столба, приэлектродных пятен и факела, исходящего из указанного столба. Именно озвученный принцип плазменной резки металла чаще всего используется на современных предприятиях, так как он признается максимально эффективным.
- Плазменной струей. Такой вид обработки рекомендован для резки неметаллов. Дуга в этом случае горит между наконечником (его называют формирующим) плазмотрона и сварочным стержнем, а само обрабатываемое изделие в электрическую схему процесса не включается. Из плазмотрона выносится некоторый объем плазмы столба. Его энергия и дает возможность выполнять обработку неметаллических изделий.
2 Плазменная резка – принцип работы плазмотрона
Плазмотрон представляет собой устройство плазменной резки, в корпусе которого размещают небольшую по сечению дуговую камеру цилиндрической формы. На выходе из нее имеется канал, который создает сжатую дугу. С задней стороны такой камеры располагается сварочный стержень.
![На фото - плазматрон, plasmainfo.ru]()
Между наконечником устройства и электродом зажигают предварительную дугу. Эта стадия необходима, так как возбуждения дуги между разрезаемым материалом и электродом добиться практически невозможно.Указанная предварительная дуга выходит из сопла плазмотрона, соприкасается с факелом, и в этот момент создается уже непосредственно рабочий поток.
![Фото работы плазматрона, ru.wikipedia.org]()
После этого формирующий канал полностью заполняется столбом плазменной дуги, газ, образующий плазму, поступает в камеру плазмотрона, где происходит его нагрев, а затем ионизация и увеличение в объеме. Описанная схема обуславливает высокую температуру дуги (до 30 тысяч градусов по Цельсию) и такую же мощную скорость истекания газа из сопла (до 3 километров в секунду).
3 Плазмообразующие газы и их влияние на возможности резки
Плазмообразующая среда – это, пожалуй, ключевой параметр процесса, который определяет его технологический потенциал. От состава данной среды зависит возможность:
- настройки показателя теплового потока в зоне обработки металла и плотности тока в нем (за счет изменения отношения сечения сопла к току);
- варьирования объема тепловой энергии в широких пределах;
- регулирования показателя поверхностного напряжения, химсостава и вязкости материала, который подвергается резке;
- контроля глубины насыщенного газом слоя, а также характера химических и физических процессов в зоне обработки;
- защиты от появления подплывов на металлических и алюминиевых листах (на их нижних краях);
- формирования оптимальных условий для выноса из полости реза расплавленного металла.
![На фото - процесс плазменной резки, mosweld.ru]()
Кроме того, многие технические параметры оборудования, используемого для плазменной резки, также зависят от состава описываемой нами среды, в частности следующие:
- конструкция охлаждающего механизма для сопел устройства;
- вариант крепления в плазмотроне катода, его материал и уровень интенсивности подачи на него охлаждающей жидкости;
- схема управления агрегатом (его циклограмма определяются именно расходом и составом газа, используемого для формирования плазмы);
- динамические и статические (внешние) характеристики источника питания, а также показатель его мощности.
![Фото устройства плазменной резки, strport.ru]()
Мало знать, как работает плазменная резка, кроме этого следует правильно подбирать комбинацию газов для создания плазмообразующей среды, принимая во внимание цену применяемых материалов и непосредственно себестоимость операции резки.
Как правило, для полуавтоматической и ручной обработки коррозионностойких сплавов, а также машинной и экономичной ручной обработки меди и алюминия используют среду, образованную азотом. А вот уже низколегированная углеродистая сталь лучше режется в кислородной смеси, которую категорически нельзя применять для обработки изделий из алюминия, стойкой против коррозии стали и меди.
4 Достоинства и недостатки плазменной резки
Сам принцип работы плазменной резки обуславливает преимущества данной технологии перед газовыми методиками обработки неметаллических и металлических изделий. К главным достоинствам использования плазменного оборудования можно отнести следующие факты:
- универсальность технологии: практически все известные материалы можно резать при помощи плазменной дуги, начиная от чугуна и меди и заканчивая алюминиевыми и стальными холоднокатаными листами;
- высокая скорость операции для металлов средней и малой толщины;
- резы получаются по-настоящему качественными и высокоточными, что нередко дает возможность не производить дополнительную механическую обработку изделий;
- минимальное загрязнение воздуха;
- отсутствие необходимости выполнять предварительный прогрев металла для его резки, что позволяет уменьшать (и существенно) время прожига материала;
- высокая безопасность выполнения работ, обусловленная тем, что для резки не нужны баллоны с газом, являющиеся потенциально взрывоопасными.
![На фото - плазменная резка высокого качества, energy.npi-tu.ru]()
Стоит отметить, что по некоторым показателям газовые технологии признаются более целесообразными, нежели плазменная резка. К недостаткам последней обычно относят:
- сложность конструкции плазмотрона и его дороговизну: естественно, это увеличивает себестоимость выполнения каждой операции;
- относительно малую толщину реза (до 10 сантиметров);
- высокий уровень шума в процессе обработки, который возникает из-за того, что из плазмотрона газ вылетает на околозвуковой скорости;
- необходимость высококачественного и максимально грамотного техобслуживания агрегата;
- повышенный уровень выделения вредных веществ при применении в качестве плазмообразующего состава азота;
- невозможность подключения к одному плазмотрону двух резаков для ручной обработки металлов.
Еще один минус описанного в статье вида обработки заключается в том, что отклонение от перпендикулярности реза допускается не более, чем на угол от 10 до 50 градусов (конкретная величина угла зависит от толщины изделия). Если увеличить рекомендованный показатель, отмечается значительное расширение режущей области, а это становится причиной необходимости частой замены используемых материалов.
Теперь вы знаете, что такое плазменная резка, и прекрасно ориентируетесь во всех ее особенностях.
Читайте также: