Резка металла угольным электродом инвертором
Обновлено: 16.05.2024
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
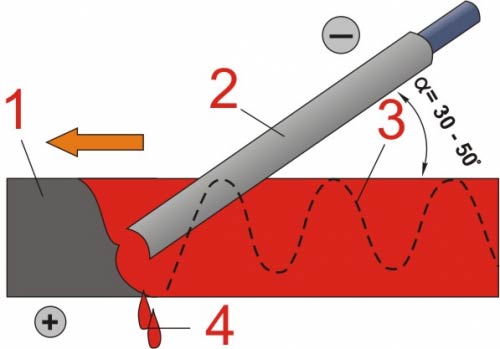
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой) — Оборудование и Материалы

При проведении сварки угольным электродом в домашних условиях и на производствах могут применяться разные виды расходного материала, которые могут отличаться по форме сечения.
Наиболее оптимальными и востребованными являются следующие виды угольных электродов:
- Круглые. Они могут использоваться в неограниченном режиме. Диаметр электродов составляет от 3,2 до 19 мм.
- Круглые бесконечные. Название наконечники получили благодаря небольшому расходу, они являются самыми экономичными. Размер диаметра может быть от 8 до 25 мм. Для проведения сварочного процесса данными электродами используется специальная машинка.
- Плоские. Сечение у стержней этого вида имеет прямоугольную форму иногда квадратную. Размер составляет от 8 до 25 мм. В основном они используются для заделки внешних дефектов на поверхности отливов из стали.
- Полукруглые. Они имеют размер сечения от 10 до 19 мм. Они являются популярными угольными стержнями, которые используются для сварки и резки металлических элементов. Во время сварочного процесса они способствуют формированию правильного и ровного шва.
- Полые. Они позволяют сформировать U-образную канавку. Диаметр составляет от 5 до 13 мм.
Угольные электроды особенности сварки и резки.

Угольные электроды
используются в различных производственных процессах – заготовительно-подготовительных, сварочных, строительных, при монтаже металлоконструкций, в мостостроении, судоремонтных и судостроительных работах и т.д. Угольные электроды позволяют производить резку, строжку, удаление дефектов литья, подготовку кромок для сварки, сварку металлов.
Угольные электроды подходят для сварки и резки различных металлов:
- Сварка стали угольным электродом. Угольные электроды могут применяться для сварки низко- и высоколегированных, нержавеющих сталей и сплавов с низким содержанием углерода.
- Сварка чугуна и бронзы угольными электродами. Для сварки чугуна или бронзы угольным электродом рекомендуется заточить конец электрода под углом 65⁰С. Угольные электроды в ходе сварки выполняют роль электрического проводника, для заполнения сварочной ванны используются присадочные материалы. Сварка производится постоянным током прямой полярности.
- Сварка цветных металлов угольным электродом. Для сварки цветных металлов конец угольного электрода рекомендуется затачивать под углом 30⁰С. Сварка производится постоянным током прямой полярности.
- Сварка алюминия угольным электродом. Угольные электроды также можно использовать для сварки алюминия и его сплавов. Добавление флюса в кромку шва при сварке угольным электродом позволяет защитить его от окисления и получить качественный и прочный сварочный шов.
- Строжка и резка угольным электродом. При строжке угольной дугой необходимое давление сжатого воздуха 500-700кПа (5-7 бар), в зависимости от диаметра электрода и глубины резки/строжки. Электрод рекомендуется держать под углом 20-45⁰ к детали.
Как видно из вышенаписанного угольный электрод – это сварочный материал с широким спектром использования.
Сварка угольным электродом производится на постоянном токе прямой полярности. Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности. Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов.
Наша компания предлагает купить угольные электроды GWC омедненные отличного качества и по разумной цене.
Особенности процесса
Проведение сварки угольным электродом и инвертором позволяет получить прочное сварное соединение без дефектов и неровностей. При этом данная технология позволяет работать с разными видами металла.

Электроды, которые выполнены из угля, отличаются от металлических стержней тем, что они относятся к тугоплавким. Из этого следует, что во время сварочного процесса они выполняют роль проводника электричества, но при этом они становятся частью сварочной ванны.
Во время работы угольные стержни разогреваются до очень высоких температурных показателей. А если продолжить нагревание, то они сразу из расплавленного состояния перейдут в состояние кипения.
При проведении сварочного процесса рекомендуется применять постоянный электрический ток с прямой полярностью. В этом случае минус (катод) должен быть на электроде, а плюс (анод) на металлической поверхности изделия.

Во время сварки угольными стержнями сварщику обязательно требуется использовать присадочные элементы. Процесс сваривание может выполняться двумя способами:
- Слева направо (присадочные компоненты находятся сзади электродов);
- Справа налево (впереди идут присадочные компоненты).
Стоит отметить! Во время проведения сварочного процесса дома можно использовать самодельный аппарат для сварки и пайки угольными электродами. В связи с тем, что угодные стержни имеют небольшую теплопроводность, можно будет создавать дугу при силе тока всего 3-5 Ампер.
Сварка угольным электродом в домашних условиях
Канал “Николай Чернак” рассказал об интересной самоделке: аппарат для нагрева, пайки и сварки угольным стержнем. На видео показано, как он устроен, он будет разобран и наглядно представлен, также процесс сварки в домашних условиях. Мастер расскажет, как его делал и несколько его возможностей. Температура плавления для угольных электродов 3800 °С и кипения 4200 °С, в связи с этим трудно заметить процесс плавления, а наблюдается медленное испарение.
Многое для сварки в этом китайском магазине.
Таким аппаратом можно разогревать мелкие детали, железные, из меди, латуни и других материалов, проводящих ток. Можно закаливать мелкие инструменты: отвертки, зубила. Напаивать мелкие резцы, пластины. Паять можно свинцом, латунью. И осуществлять сварку медные скрутки. В случае, если на аккумуляторе сгорит плюсовая или минусовая клемма, удастся полностью восстановить стержнем клемму.
Ну а сейчас посмотрим устройство. За основу этого аппарата взят трансформатор от микроволновки. Первичная обмотка на 220 В, она обычно в микроволновке, не выводит из строя, поэтому оставлена родная. Вторичная высоковольтная обмотка на 2000 В была удалена. Не стал вырубать, просто в местах сварки разрезал, разобрал сердечник, удалил вторичную обмотку.
Криволинейная разделительная резка графитовым и металлическим электродами

В 1882 году российский ученый Н. Н. Бенардос впервые в мире соединил металлические детали с помощью электродуговой сварки. В своей установке он использовал неплавящиеся угольные электроды и раздельную подачу присадочного материала и флюса. Основываясь на этом методе, Бенардос также разработал сварку в защитном газе и электродуговую резку. Через шесть лет была изобретена сварочная технология с использованием плавящихся электродов, которые со временем практически полностью вытеснили угольные. В настоящее время последние ограничены в своем применении тремя основными направлениями: удаление излишков металла, дуговая резка и сварка отдельных материалов.
На просторах российского интернета в статьях о сварочных технологиях нередко можно встретить такое название, как «графитовый электрод». Не вдаваясь в подробности причин этого явления, следует отметить, что ГОСТ не предусмотрено изготовление сварочных электродов из графита. Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Кроме того, металлургические предприятия, на которых применяют графитированные электроды для электродуговых печей, самостоятельно производят нестандартные сварочные электроды из обломков этих крупногабаритных изделий, которые, по сути, тоже можно назвать графитовыми.
Рисунок 1 — Графитовый электрод
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.
При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.

Применение этих изделий для сварки цветных металлов, в основном, ограничено чугуном, медью и ее сплавами (см. таблицу).
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | — |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | — | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | — |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.
Описание технологии

Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см. Подается воздух, поджигается дуга.
После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита. Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Виды угольных электродов
Нормативной базой для производства отечественных угольных электродов является ГОСТ 10720-75, содержащий описание трех типов таких изделий: ВДК, ВДП, СК, — которые могут выпускаться как омедненными, так и без покрытия. ВДК (воздушно-дуговые круглые) должны изготавливаться длиной 300 мм и четырех типоразмеров по диаметру. СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.

Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.
Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Разновидности
Металлические

При электродной резке металла часто применяют привычные покрытые модели. Их покрытие может быть рутиловым или основным. Благодаря ему получается ровный рез. Горение дуги более стабильно и продолжительно, окисление металла сводится к минимуму.
Однако резать металлы покрытыми электродами постоянно не стоит, ведь предназначены они для другого. Целесообразно использовать их при разделывании трещин или удалении дефектных швов.
Перед обработкой детали стоит проводить прокалку расходников в печи, чтобы убрать излишнюю влагу, которую они могли втянуть за время хранения.
Угольные

Резка металлов с применением угольного типа стержней почти не имеет различий с обработкой металлическими. Однако угольный тип более подходит для резочных работ.
Плюсом этого вида является медленное плавление. Они плавятся медленнее металлических, что повышает аккуратность среза.
Также угольный тип имеет высокую скорость разогрева уже при воздействии маленькой силы тока. Но плавятся они при температуре в три тысячи градусов, что уменьшает расход. Они подходят для ручного дугового и кислородно-дугового типа резки.
Для стабильной работы стоит настроить отрицательную полярность при постоянном типе тока. Работа с переменным током тоже возможна, однако требует больших усилий.
Трубчатые

Трубчатый тип предназначен для кислородно-дуговой резки металла. Главное отличие этого рабочего элемента в том, что за его основу взята не проволока. В основе трубчатого стержня – трубка, наполненная кислородом.
Советы по сварке
При сварке медных проводников следует помнить, что в первую очередь нужно подготовить и очистить свариваемые поверхности, а затем надежно их зафиксировать. Сварка медных проводов и шин осуществляется только в положении сверху вниз, т. к. расплавленная медь обладает повышенной текучестью. При этом используется флюс «борный шлак». Еще одной особенностью данного типа электродов является то, что процесс плавления у них почти неразличим, т. к. практически сразу начинается испарение (электротехнический уголь плавится при температуре 3800 °C, а испаряется — при 4200 °C).
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.

Рисунок 5 — Провода из латуни
Виды резки металла
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается

простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
Строжка угольным электродом
Строжка — это удаление узкого поверхностного слоя с использованием электродуговой сварки угольными электродами. Само слово ведет свое происхождение от глагола «строгать», т. к. этот процесс в чем-то аналогичен обработке пазов на строгальном станке. Технология строжки основана на разогреве металла электрической дугой до температуры кипения с последующим выдуванием его из сварочной ванны узконаправленным потоком воздуха. Строжка выполняется на глубины до десятков миллиметров, а ее производительность, зависящая от толщины угольного электрода и силы тока, измеряется в граммах удаленного металла на сантиметр канавки.
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.

Рисунок 6 — Направление воздуха при сварке
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.

Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Принцип работы
Для того, чтобы осуществлять резку металла, используя инвертор, следует правильно подбирать значения тока. Это зависит от вида разреза, толщины металла и выбранного электрода. При разделительной резке металлический лист следует установить в такое положение, чтобы расплавленный металл имел возможность свободно вытекать наружу.
Электроды должны находиться в строго перпендикулярном положении по отношению к поверхности. Если лист расположен вертикально, то движение электрода должно осуществляться сверху вниз. Сами электроды должны быть толще разрезаемого изделия. Разрезать тонкий металл можно электродами диаметром 3 миллиметра. Для более толстых используются электроды 4 и 5 миллиметров.
Для ликвидации поверхностных дефектов следует применять поверхностную резку. В этом случае электрод следует держать под небольшим наклоном, градусов пять-десять. При необходимости сделать канавку электрод надо раскачивать из одной стороны в другую, постепенно погружая его в образуемую полость.

Электродами также можно прорезывать в металле отверстия. Проплавляют отверстия до достижения нужного диаметра. Вначале прожигают небольшое отверстие, а затем постепенно его расширяют. Электрод необходимо держать строго перпендикулярно поверхности, в которой прорезывается отверстие, иначе края могут получиться не совсем ровными. Допускаются только незначительные отклонения от прямого угла. Перед началом процесса необходима проверка исправности применяемого оборудования. Дугу следует разжигать чирканьем или постукиванием.
130 лет в сварке: угольный электрод

Виды сварки
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.

Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.

Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится — также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Способ «слева-направо» считается более подвинутым, так как при нем возможна более высокая скорость сварки, благодаря эффективному использованию тепловой энергии. Тем не менее, способ «справа-налево» применяется чаще – он более традиционный, его знают лучше.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских

Схема сварки медной проволоки.
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
Иногда применяют неплавящиеся угольные электроды для сварки шин из меди в трансформаторах на подстанциях. Варят и медные провода, но это главным образом в мелких мастерских кустарного характера.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Производство угольных электродов

Диаметр и размер электродов обязательно необходимо учитывать при выборе данного инструмента, ведь рекомендуется производить подбор расходных материалов именно исходя из этих параметров. Иногда происходит такое, что при спаивании тонких пластин из металла нужно пользоваться специализированными инструментами, ведь данный процесс очень сложный и трудоемкий. Нужно приобрести специальные инструменты и материалы а также такие работы в состоянии произвести только опытный специалист. Часто такие металлы пытаются соединять между собой с помощью газовой сварки, однако не у всех существует такая возможность, поэтому приобретаются тонкие электроды для сварки.
Сварка тонкого металла электродом
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки. Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Резка угольным электродом с помощью воздушной струи
Этот процесс может быть использован для резки различных металлов. Его можно использовать не только для резки, с его помощью в металле делают всевозможные выемки. Для резки используется источник постоянного или переменного тока. Ток от источника идет по двум кабелям, один подключен к электродному держателю, другой – к заготовке. В этом процессе металл плавится электрической дугой, а затем сдувается струей воздуха. Струя воздуха может подаваться от баллона или компрессора. Подача воздуха контролируется с помощью рычага на держателе электрода. Длина угольного электрода должна быть установлена так, чтобы струя воздуха эффективно выдувала расплавленный металл.
Схема резки угольным электродом с помощью воздушной струи.
Кислороднодуговая резка
В этом процессе дуга разогревает основной металл, а затем раскаленный металл разрезается с помощью струи кислорода. Это довольно быстрый процесс, используемый для резки сталей и других металлов. В оборудование входит специальный электродный держатель с пустотелым электродом. Поток кислорода контролируется с помощью регуляторов на держателе и на баллоне. Для горения дуги может использоваться постоянный или переменный ток, который подается по двум кабелям. Один подключен к держателю, другой – к заготовке. Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его. Этот процесс может использоваться как на воздухе, так и под водой.

Схема кислороднодуговой резки.
Резка неплавящимся электродом в среде защитного газа
В этом процессе в качестве источника тепла используется дуга между электродом и основным металлом. Защитный газ выдувает расплавленный металл. Данный процесс используется для резки нержавеющих сталей, алюминия, никеля и других металлов. Горелка, в которой крепится неплавящийся электрод, оснащена водяным охлаждением. В качестве защитного газа используется аргон, гелий или водород. Для обеспечения горения дуги используется постоянный ток прямой полярности. Сварщик управляет величиной тока, подачей воды и защитного газа. Движение горелки может управляться как вручную, так и автоматически. Защитный газ выполняет две функции. Он сдувает расплавленный металл и защищает разрезаемую поверхность от окисления.

Схема резки неплавящимся электродом в среде защитного газа.
Резка покрытым электродом
Этот процесс использует дугу, горящую между электродом и основным металлом. Применяемый электрод покрыт слоем флюса. Движение электрода контролируется вручную. Нагрев металла регулируется длиной дуги, величиной тока и материалом электрода. Этот процесс используется в основном при потребности в нетрудоемкой резке.

Схема резки покрытым электродом.
Плазменная резка
В этом процессе для расплавления и резки металла используется электрическая дуга и поток ионизированных газов. Данный способ применяется для быстрой резки алюминия, нержавеющей стали и других металлов. Плазменная резка также может использоваться для резки неметаллических материалов, например бетона. Установка для резки снабжена специальным режущим соплом, охлаждающимся водой, в котором установлен неплавящийся электрод. Обычно это автоматизированный процесс.
Схема плазменной резки.
Резка кислородным копьем
В этом процессе горение смеси кислорода и горючего газа разогревает металл, а струя кислорода, направленная на уже разогретый металл, разрезает (сжигает) его. Кислородное копье представляет собой прямую железную трубку с регулятором. Копье шлангом присоединяется к кислородному баллону. Резка кислородным копьем может использоваться вместе с обычной кислородной резкой. Кислородное копье направляется в щель, образовавшуюся при резке горелкой. Это позволяет резать металл очень большой толщины. Кислородное копье часто меняется по причине его постепенного расплавления.
Как варить тонкими электродами
Обмазка создает особую защиту, однако она довольно небольшая, ведь диаметр электрода также маленький. Вот только этого вполне может хватить, ведь и ванна сварочная также небольшая. Рекомендуется пользоваться дополнительным флюсом для металла, чтобы сделать сваривание более качественным и обеспечить дополнительную защиту шву. Именно поэтому необходимо постоянно регулировать глубину проваривания, чтобы металлы хорошо схватились друг с другом, но не образовались дыры. Необходимо знать, что при сваривании тонкого металла может произойти деформация деталей от воздействия высоких температур. Именно поэтому шов нужно делать при помощи небольших полосок. Также стоит сделать по всей длине деталей прихватки, чтобы избежать сгибов.
Электроды для тонкого металла
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.

Технология резки металла электродуговой сваркой
Процесс резки металла проще сваривания, так как нет особых требований к качеству кромки. Поэтому такая технология оптимальна для обучения, осваивания принципов работы с инвертором.
Перед началом работы необходимо убедиться в исправности всех используемых электрических кабелей. Создание и удержание дуги не вызывает особых сложностей. Она зажигается в результате постукивания или чирканья электрода о металлическую заготовку. Величина тока на инверторе выставляется в зависимости от размеров электродов, толщины материала, вида требуемого разреза. Существуют три основные разновидности разрезов.
Разделительная резка
Материал устанавливается таким образом, чтобы обеспечивалось свободное вытекание расплавленного металла из линии разреза. При вертикальном расположении листа разделительная резка проводится сверху вниз. На горизонтальной поверхности рез выполняется от кромки материала. Если разрезается лист большого размера, начинать процесс можно с отверстия, выполненного в середине заготовки.
Поверхностная резка
Эта разновидность применяется для прокладывания канавок на поверхности материала, выравнивания наплывов и дефектов. В процессе работы электрод должен быть расположен с наклоном 5º-10º к поверхности. При поверхностной резке движение производится с небольшим погружением в создаваемую полость. Если требуется проложить широкую канавку, электродом следует выполнять поперечные движения заданного размера.
Резка отверстий
Эта операция выполняется путём постепенного расширения небольшого отверстия до требуемых размеров. При резке отверстий перпендикулярное расположение электрода допускает небольшие отклонения в сторону образующейся окружности.
Особенности применения разных видов электродов
Для процесса резки металлических поверхностей возможно применение различных электродов:
- металлических плавящихся;
- угольных;
- неплавящихся вольфрамовых.
Резка плавящимся электродом сопровождается выплавлением металла электрической дугой из зоны воздействия. Работа выполняется стальными электродами диаметром от 2,5 до 6 мм, которые отличаются большей тугоплавкостью, чем при сварке. Качественное покрытие (марганцевая руда, поташ) создаёт небольшой козырёк, закрывающий зону дуги, что способствует сосредоточенному нагреву материала.
Угольные электроды применяют в том случае, когда не требуется определённое качество и ширина полученного реза. При работе поверхность материала располагается с небольшим наклоном для облегчения вытекания металла. Таким образом можно обрабатывать заготовки из чугуна, стали, цветных металлов. Оптимальным будет использование электрода толщиной 10 мм.
Электродуговую резку изделий из цветных металлов, легированной стали можно производить неплавящимися вольфрамовыми электродами, которые применяются гораздо реже, чем металлические или угольные. В этом случае резка должна проводиться в защитной газовой среде.
В случае отсутствия специальных электродов, предназначенных для резки материала, могут применяться обычные сварочные. При этом следует выбрать подходящий диаметр: для тонкого металла применяются электроды диаметром 3 мм, для более толстого – от 4 до 6 мм.
Характеристики тонких электродов
Технические характеристики электродов данного образца находятся в прямой зависимости от того, что находится в составе материала, а также от того, какой металл необходимо подвергнуть обработке, какова обмазка и вещества для создания стержня.

Выбор и его особенности
Тонкие сварочные электроды необходимо подбирать по тем же характеристикам и свойствам, что и остальные электроды. Необходимо сначала определиться с составом, рекомендуется, чтобы основной стержень был сделан из того же металла, что и наплавочный металл. Именно от этого зависит, насколько качественным будет данное соединение, ведь нужно сделать так, чтобы на швах не было слабых мест, и структура материала получилась однородной. Также рекомендуется смотреть на то, какие у сварочного аппарата режимы, ведь они должны совпадать с теми, которые подходит для электродов.
Важно! Нельзя проваривать слишком большие заготовки, которые имеют размеры больше, чем сами электроды.
Читайте также: