Внутренний зенкер по металлу
Обновлено: 04.10.2024

Зенковка коническая – инструмент для образования конусообразного углубления на входной части отверстия под крепежный элемент. Зенкерование отверстий позволяет скрыть потайные головки винтов, болтов, шурупов или заклепок заподлицо с поверхностью. Данная операция выполняется на низких оборотах металлообрабатывающего станка или ручной дрели.
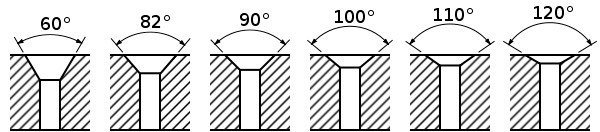
Изготовление зенковок регламентируется ГОСТ 14953-80 и зарубежными стандартами DIN 334, DIN 335 и др. Основная характеристика инструмента – диаметр и угол конуса при вершине. По отечественному стандарту инструмент выпускается с углом 60°, 90°, 120° и наружным диаметром от 5 до 80 мм. Угол конуса режущей части зенкера соответствует определенному профилю головки метиза.

Винты и шурупы с потайными головками 90° наиболее распространены в нашей стране, тогда как, например, в Америке чаще встречаются дюймовый крепеж с конусом головки 82° (резьба UNC, UNF). Винты с британской резьбой BSF, BSW могут иметь 100º. Угол 75° распространен среди заклепок под молоток, а 100º и 120° – среди вытяжных заклепок. В аэрокосмической промышленности потайные крепежные детали обычно имеют угол 100°.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
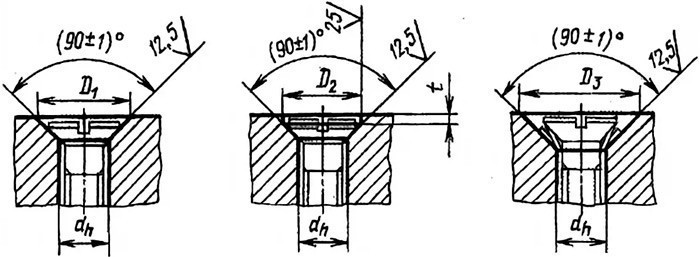
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
Диаметр резьбы d, мм
Стандартные размеры головки
Диаметр зенковки, мм
Предельные отклонения, мм
Конические зенковки бывают двух основных видов:

с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.

с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание: Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Зенкеры и зенковки, применение и отличия

Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
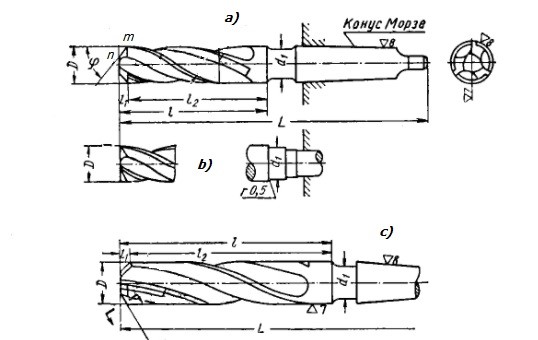
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60 0 , у всех типов зенкеров для глухих отверстий φ=90 0 .
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
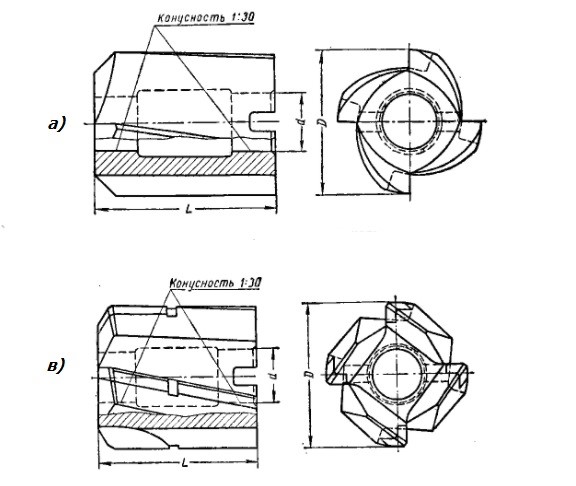
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических -- ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
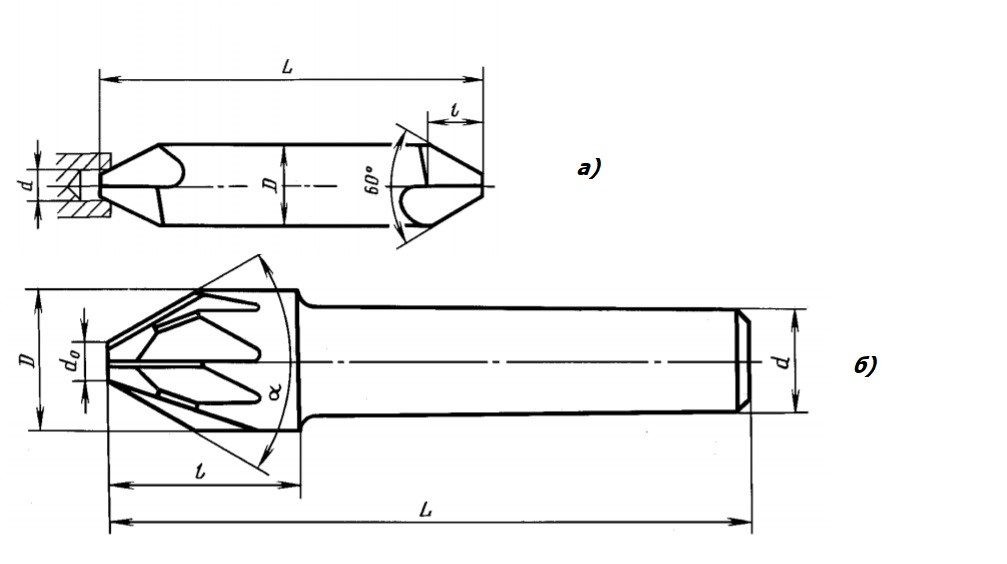
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
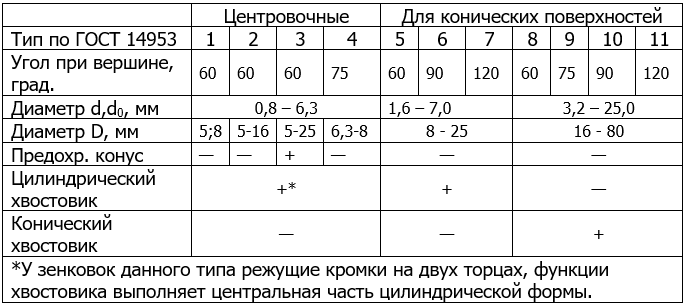
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.

Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
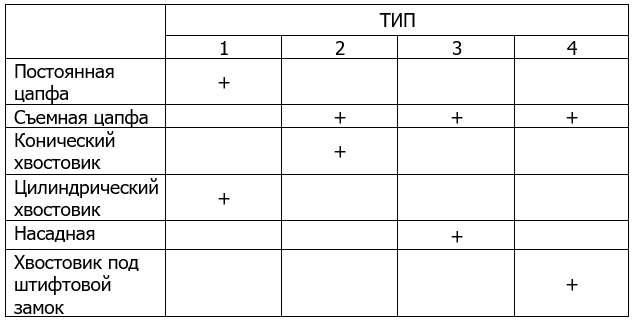
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
- Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
- Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
- Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
- Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
Зенкер

Зенкер – это специальный инструмент для обработки металла резанием с несколькими лезвиями. Назначение зенкера – получистовая доработка отверстий в заранее просверленных в деталях и заготовках с целью доводки диаметра до нужного значения и улучшения качества полученной поверхности.
В целом зенкерование похоже на сверление - вращение инструмента вокруг своей оси с поступательным движением. Не следует зенкерование путать с зенкованием, что представляет собой отдельный вид металлообработки.
Назначение зенкерования и применяемое оборудование
Зенкерование позволяет улучшить качество поверхности полученной при сверлении до 9-11 квалитета точности и шероховатости Rz 2,5 мкм. При этом устраняются все дефекты возникающие при литье, штамповке и сверлении отверстия, увеличивается чистота поверхности, её точность, повышается соосность. Преимуществом зенкера над обычным сверлом является более высокая жесткость благодаря режущим зубьям, что обеспечивает высокую точность направления движения инструмента.
Основное назначение зенкера:
- Повышение точности и повышение качества обработки поверхности отверстий перед нарезкой резьбы или развертыванием.
- Калибровка предварительно просверленных отверстий для шпилек, болтов и других видов крепежных изделий.
Зенкерование является машинной операцией и выполняется на:
- сверлильных станках всех видов;
- токарных станках;
- расточных станках;
- агрегатных станках, в качестве операции в автоматической линии;
- горизонтальных и вертикальных фрезерных станках.
Виды зенкеров
В современной металлообработке широко применяются различные виды зенкеров. В зависимости от назначения инструмент подразделяется на два номера:
- Зенкер N1 – имеет припуск и используется для получистовой обработки отверстий перед развертыванием.
- Зенкер N2 – имеет квалитет точности Н11 и применяется, в основном, для финишной обработки.
Наиболее часто применяются два основных вида конструкции зенкеров – машинные цельные и насадные. Первые имеют хвостовик в форме конуса Морзе или метрического конуса, цельную конструкцию с режущими зубьями и канавками для отвода стружки. Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
На фото: Зенкер с твердосплавными пластинами
Материалом режущей части цельного зенкера является быстрорежущая сталь Р18 или Р19. Инструмент с твердосплавными пластинами различается по материалу обрабатываемых изделий. Для работы с чугунными деталями пластины выполняются из металлокерамических сплавов ВК4, ВК6 или ВК8, для работы со стальными изделиями – из Т15К6. Применение твердосплавных пластин обеспечивает более высокую производительность и долговечность инструмента.
Применение зенкеров
Используя любые типы зенкеров для работы со стальными изделиями рекомендуется применять СОЖ. Для чугуна и цветных металлов применение смазки не обязательно. Очень важным является правильно подобрать инструмент под выполнение операции. При этом учитывается:
- Материал детали и характер обработки, а также место расположения отверстия и запланированное количество операций.
- В зависимости от способа крепления на станке выбирается конструкция зенкера.
- Выбор материала инструмента зависит от материала детали, интенсивности работы, а также некоторых других факторов.
Действующие ГОСТы
Регулирует параметры цельного зенкера по металлу ГОСТ 12489-71. Также существует и более десяти других стандартов регулирующих допуски и характеристики различных типов зенкеров, как например ГОСТ 21586-76. регулирующий параметры инструмента применяемого при работе с легкосплавными деталями.
Зенковка по металлу: назначение и особенности применения
В машиностроении применяется много различных методов обработки отверстий: сверление, фрезерование, расточка, развертка, нарезка резьбы метчиком и другие. В их числе- зенковка, заключающаяся в создании углублений для размещения крепежа.

Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.

Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Виды и применение зенковок
В зависимости от назначения зенковки подразделяются на следующие виды:
- для выполнения конических или цилиндрических выемок внутри отверстий;
- для создания опорных плоскостей рябом с отверстием;
- для выборки фаски;
- для подготовки отверстий к установке крепежа.
По форме рабочей поверхности различают:
- цилиндрические;
- конические;
- торцевые, или прямые.
В зависимости от диаметра зенковки разделяют на:
- обычные (0,5 ÷ 1,5 мм);
- с конусом-ограничителем (0,5 ÷6 мм);
- с конусообразным хвостовиком (8÷12 мм).


Для операции развертывания используется комбинированное приспособление, включающее в себя сверло, развертку, зенкер и зенковку. Они смонтированы на общем хвостовике, а рабочие поверхности разнесены по высоте и вступают в соприкосновение с металлом по очереди, по мере погружения инструмента в материал. Применение такого комбинированного инструмента позволяет сверлить отверстие, делать выборки фасок, повышать качество поверхности за один технологический проход. При этом экономится много времени на смену инструмента, обеспечивается точность соблюдения размеров каждого конструктивного элемента. Такое приспособление стоит дорого и собирается заново для каждого типоразмера отверстия, поэтому применение его экономически оправдано только для серийного производства либо для изделия с большим количеством одинаковых отверстий сложной конфигурации.
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.

Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;

Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
Действующий ГОСТ
В настоящее время продолжает действовать государственный стандарт 14953-80. Он регламентирует техусловия для зенковки, типовые размеры инструмента, материал для его изготовления. Описываются в стандарте и режимы работы оборудования в зависимости от механических характеристик обрабатываемого материала.
Таблицы для подбора типовых зенковок служат подспорьем для конструкторов и технологов при определении параметров конструкции и разработке техпроцессов.
Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.

Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.


Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.

Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.

Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Развёртывание для обеспечения максимальной точности поверхности
Точность деталей определяется через такие понятия как класс и квалитет. Второе сейчас более употребимо, т. к. даёт более точную информацию о допустимых допусках несоответствия размеров. Между тем система классов всё ещё продолжает жить в профессиональной среде, используется квалифицированными кадрами на производствах. В отечественном машиностроении применяются только первые 9 классов по точности, и полезно знать каким квалитетам они соответствуют.
Пропущен 6-й класс точности, т. к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
Максимальная точность получаемых отверстий зависит от способа их обработки и применяемого инструмента. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.

Сначала деталь зенкеруют, с боковых поверхностей отверстия удаляется лишний материал, правятся возможные незначительные отклонения его расположения. Главное чего удаётся добиться на этом этапе – уменьшить неровность стенок. Достижимый результат – 4-й класс точности и 11 квалитет.
Далее деталь обрабатывают с помощью развёртки, работа может проводиться на тех же самых станках. Инструмент, так же как и зенкер, сделан из легированной стали и оснащён твёрдыми сплавами, количество зубьев у него увеличено. Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Зубья у развёрток чаще прямые. Винтовые используются для обработки отверстий с пазами, закручивание профиля инструмента берут противоположным направлению резания, для того чтобы его не затягивало в отверстие. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
По той причине, что развёртка срезает при обработке меньше металла, она не используется для исправления направления отверстия, подобное просто не рационально. Следовательно, перед чистовой операцией развёртывания должна идти более грубая обработка, зенкерование или растачивание. Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Чтобы достичь высоких показателей качества нужно обеспечить чёткую соосность обрабатываемого отверстия и инструмента. Выполнение сразу после зенкерования на том же станке помогает избежать погрешностей при переустановке заготовки в патроне. Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.

Резюмируя, стоит отметить, что зенкерование – обособленная операция по обработке отверстий в металлических изделиях, отличная от развёртки, и не имеющая практически ничего общего с зенкованием. Главное назначение зенкера – уменьшить шероховатости стенок отверстия и увеличить точность выполнения отверстия. Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Выбор конкретного зенкера осуществляется в зависимости от диаметра отверстия, степени обработки и материала заготовки.
Режим работы станка и другие необходимые данные – расчётные величины, которые отображаются в рабочих чертежах изготовляемых деталей. Отступление от этих величин и общей технологии зенкерования является одной из основных причин возникновения производственного брака. В качестве финишной операции зенкерование используется довольно редко, только при пониженных требованиях к точности, при классе ниже 4-го. На рынке продаётся множество зенкеров с разными характеристиками, оптимизированными для работы в разных условиях, под разный металл и диаметры отверстий.
Читайте также: