Резка толстого листового металла
Обновлено: 25.06.2024
Лазерная резка толстого металла
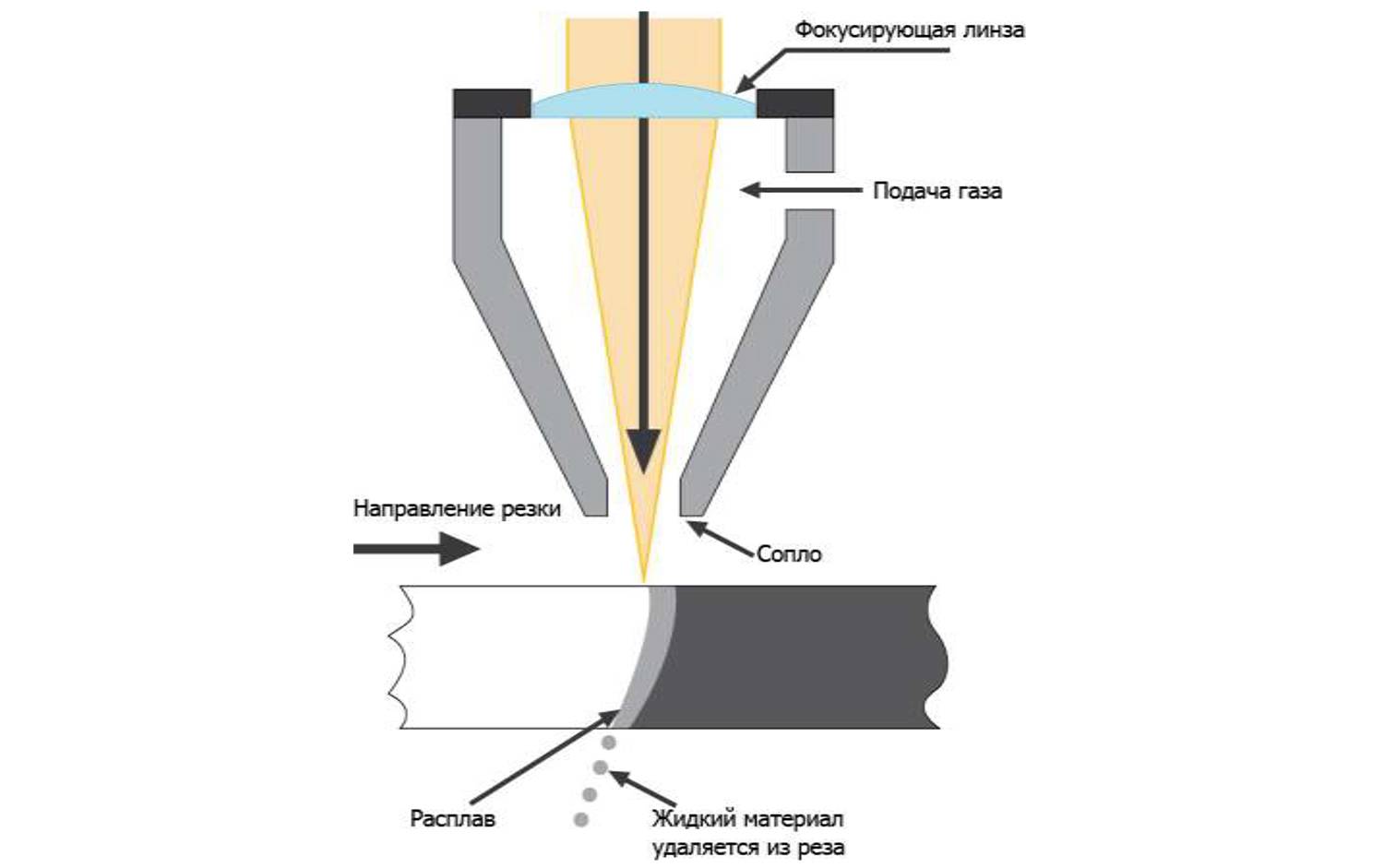
Технология лазерной резки подразумевает воздействие на поверхность заготовки направленного луча лазера, который расплавляет металл и вызывает его полное сгорание с образованием ровного края, не требующего дополнительной обработки и шлифовки. Высокое качество резания обусловлено следующими особенностями лазерного потока:
- высокая точность направленности, что позволяет получить деталь с размерами, точно соответствующими требованиям проектной документации;
- монохроматичность, стабильность длины и частоты волны лазерного потока, благодаря которым его можно легко направлять и корректировать с помощью системы оптических линз;
- высокая суммарная мощность излучения, увеличивающая скорость резания без ущерба для уровня его качества.
Однако при нарушении технологии лазерного воздействия и низком качестве сырья существует вероятность появления брака. Кроме того, такой риск возникает при использовании оборудования ненадлежащего качества, в отношении которого нарушаются сроки и требования по проведению сервисного обслуживания. В числе наиболее распространенных дефектов лазерной резки толстого металла:
- Грат (облой) – затвердевшие капли расплавленного металла на кромке изделия, которые появляются при нарушении скорости или других технологических особенностей резки больших толщин. Изменения скоростного режима могут быть вызваны необходимостью защитить некоторые виды сплавов от деформации вследствие интенсивного теплового воздействия. Исправление появившегося дефекта возможно с использованием шлифовального инструмента или дополнительной обработки на специальном оборудовании, что увеличивает длительность производственного цикла и становится причиной повышения себестоимости изделия. Кроме того, существует риск изменения геометрических параметров детали вследствие дополнительной шлифовки, что делает ее непригодной для дальнейшего применения. Поэтому перед запуском деталей в массовое производство необходимо точно рассчитать оптимальную скорость и выполнить настройку оборудования с учетом качественных параметров металлического сплава.
- Неровные края среза. Данный дефект часто вызван нарушениями в конструкции режущего угла станка, из-за чего точное воздействие луча на линию реза становится невозможным. Кроме того, появление неровных краев связано с непрочным креплением листовой детали и ее уменьшенной толщиной относительно номинальных или расчетных данных.
- Появление вихрей и борозд на срезе толстого металла, что связано с физическими особенностями процесса лазерной резки. Обычно появление неровностей вызвано отрывом газового потока и его воздействием на металл вне зоны действия лазерного луча. Избежать появления неровностей позволяет корректировка выходного давления газа из сопла, а также подбор оптимального режима обработки металла с учетом использования как основного, так и вспомогательного газа.
Чтобы резка толстого листового металла была сравнительно быстрой и качественной, необходимо увеличить мощность лазерного излучения. Но даже в этом случае скорость обработки значительно снижается, что приводит к замедлению процесса расплавления и сгорания металла, а также образованию на срезе капель грата и заметных шероховатостей. Кроме того, нередко проблемы возникают при обработке деталей с большим соотношением толщины и ширины резания. Обеспечить высокое силовое воздействие на металл в этом случае не представляется возможным, из-за чего нарушается процесс его полного удаления с линии кроя, и срез получается неаккуратным, требуя дополнительной шлифовки.
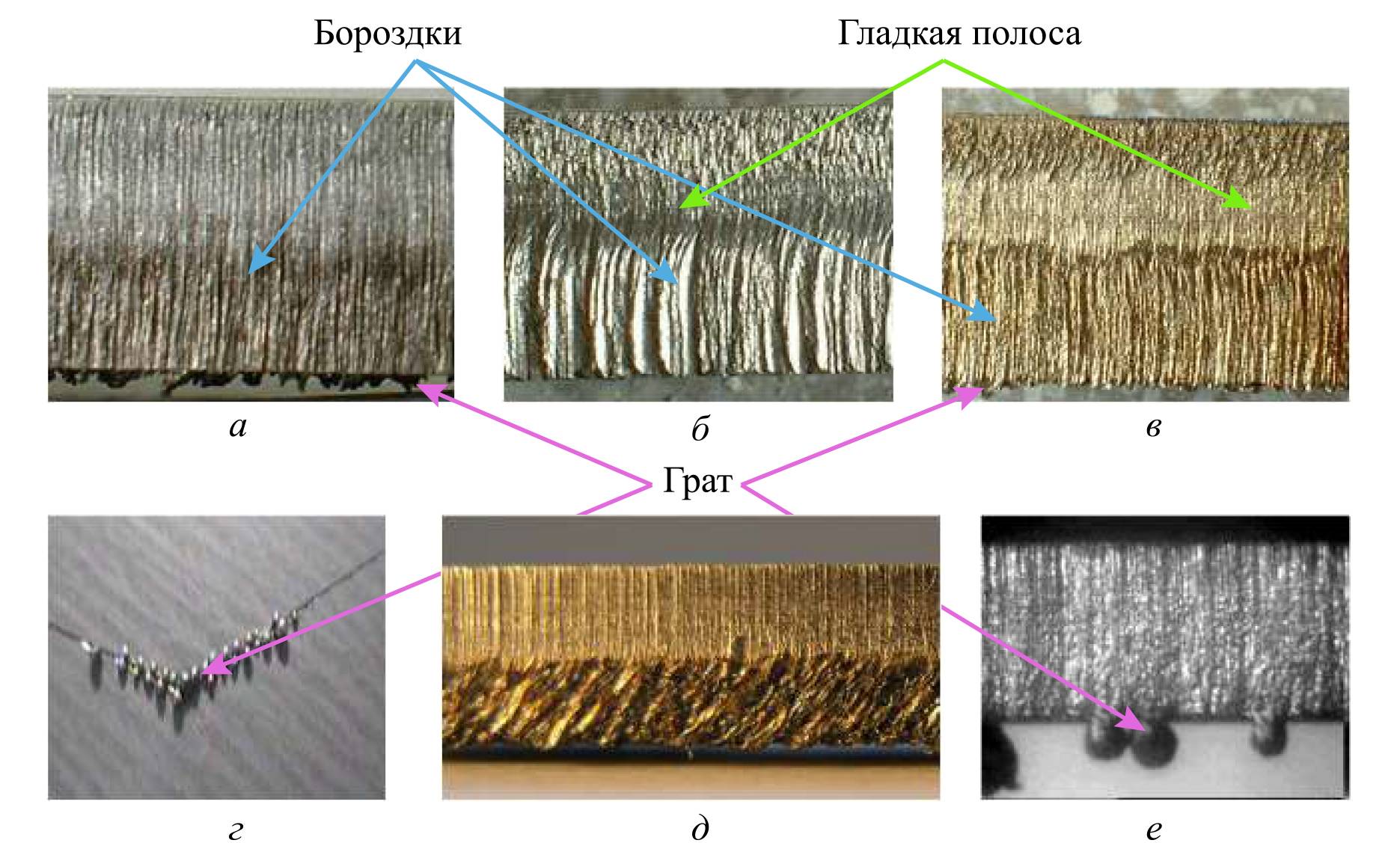
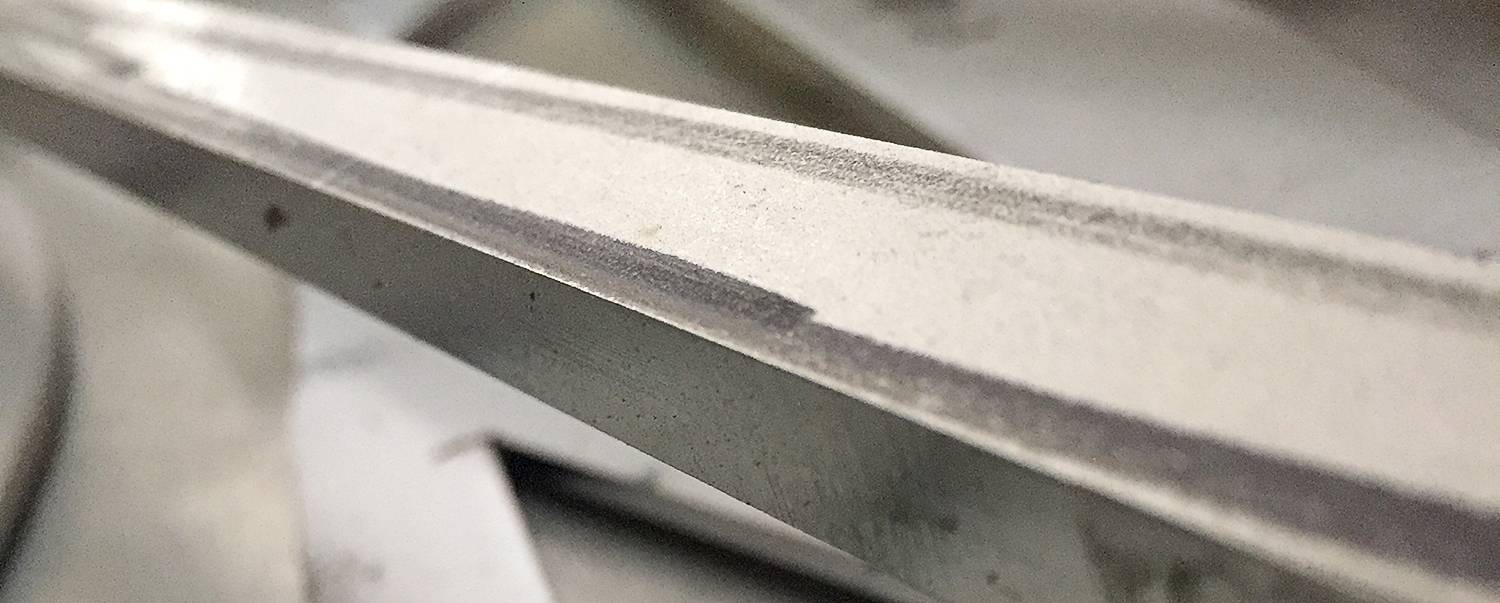
Рис.1 Фотографии дефектов лазерной резки, шероховатость и грат: нержавеющая сталь толщиной 5 мм (а) и 16 мм (б); титан 30 мм (в); электротехническая сталь 0,5 мм (г); нержавеющая сталь 5 мм (д), окисленная в нижней части реза за счет подмешивания воздуха; нержавеющая сталь 1 мм (е)
Особенности резки толстолистовых металлов
Снизить риск появления заметных дефектов позволяет подбор индивидуального режима резки толстых металлов для каждого отдельного вида сплавов.
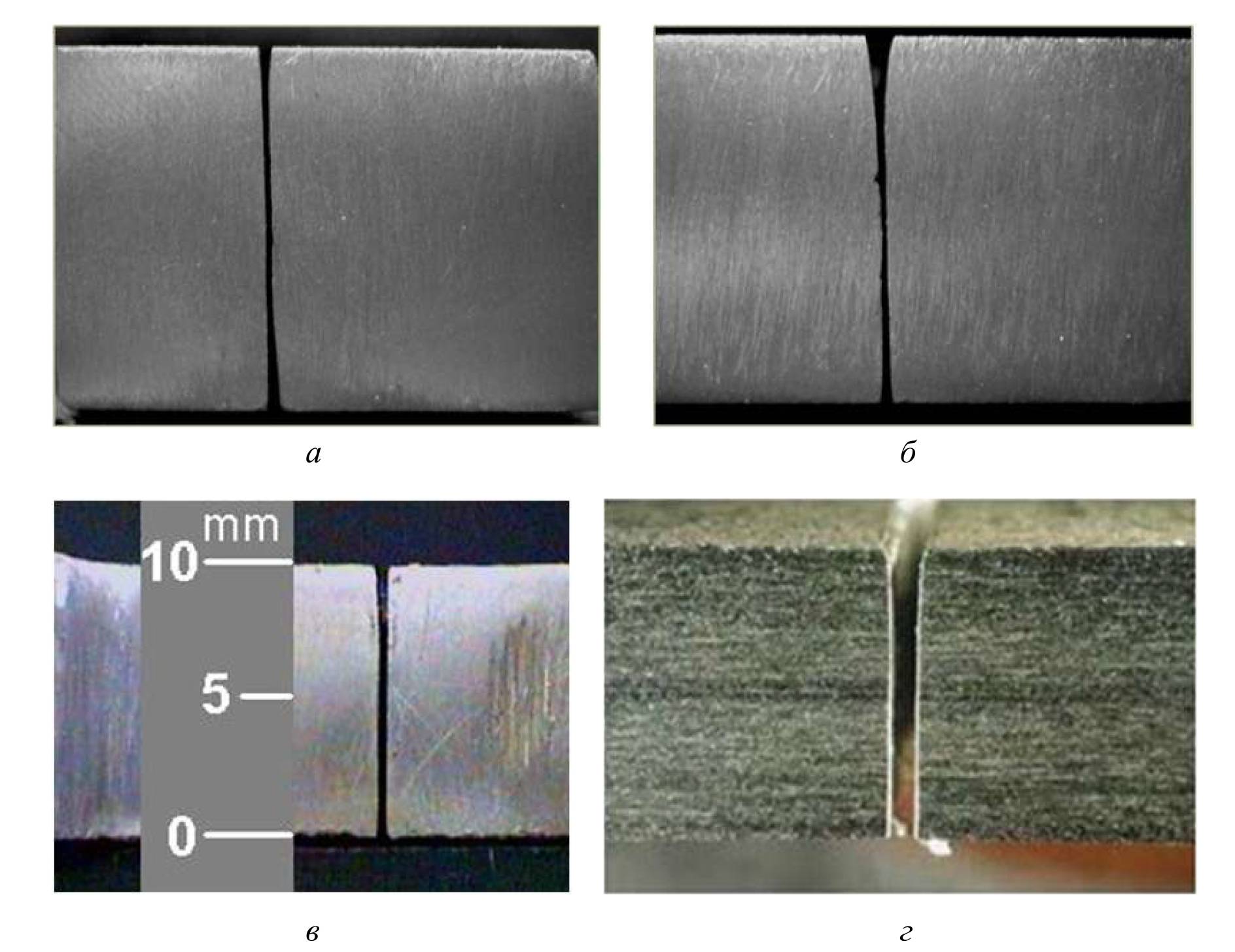
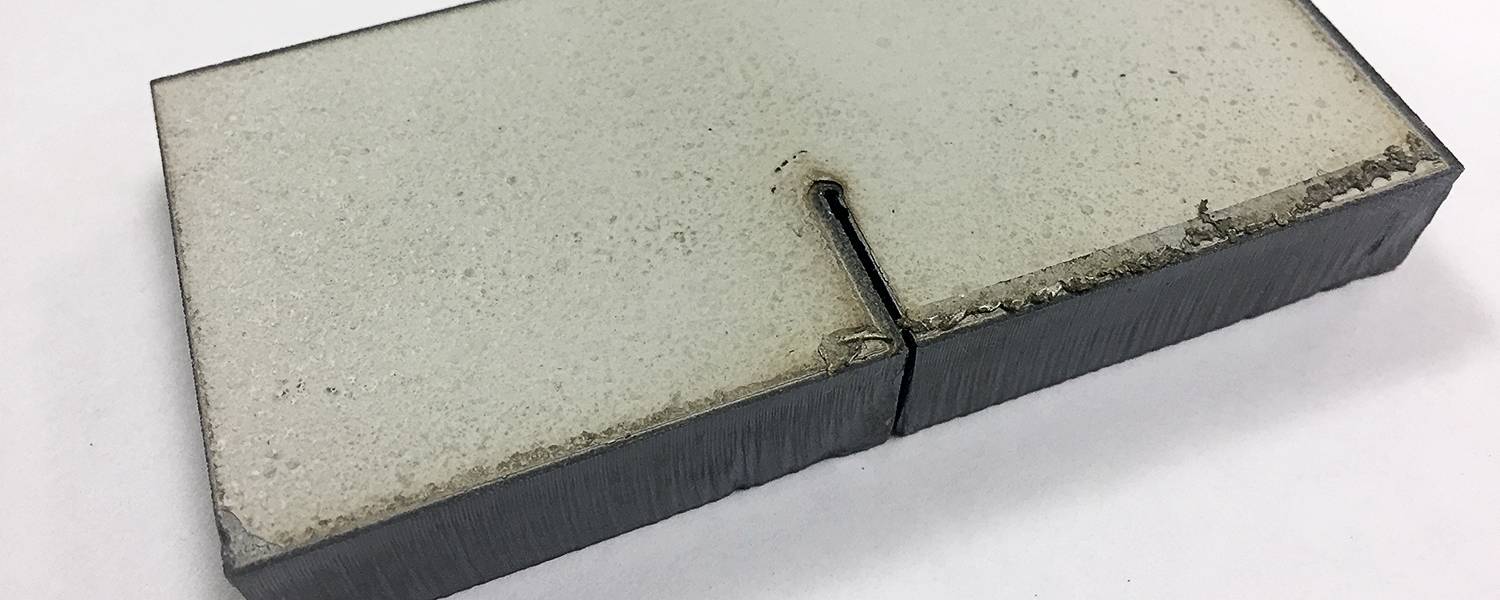
Рис.2 Фотографии формы каналов лазерных резов в поперечных сечениях по отношению к направлению движения лазерного источника: (а, б) — титан, толщина 10 мм, СО2-лазер мощностью 4 кВт, фокусное расстояние 254 мм, ширина канала на половине толщины 330 мкм (а), заглубление фокуса 9 мм, (а) и 19 мм (б), давление 5 атм; (в) — нержавеющая сталь, толщина 10 мм, заглубление фокуса 13 мм; (г) — аустенитная нержавеющая сталь AISI 304, толщиной 6 мм
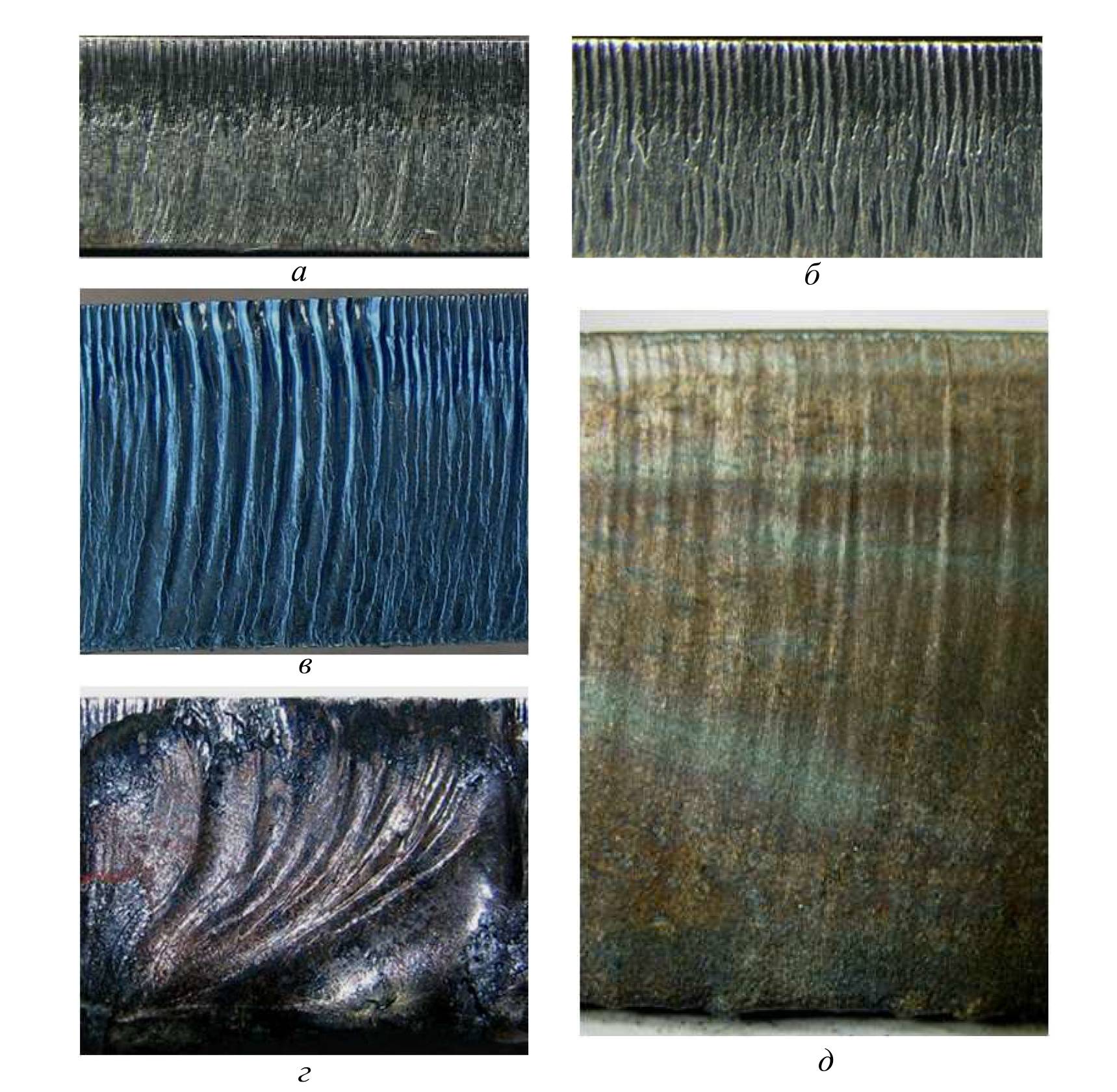
Рис.3 Фотографии рельефа поверхности при различных режимах резки малоуглеродистой стали СО2-лазером мощностью до 5 кВт с использованием традиционной лазерной резки с кислородом (а, б, в, г) и гибридной кислородной резки с поддержкой лазерного излучения (д). Толщина листа L, мм: 5 (а, б); 16 (в, г); 25 (д). Скорость резки Vc, м/мин: 1,6 (а); 1,5 (б); 1,0 (в); 0,6 (г); 0,27 (д). Избыточное давление, атм: 1,0 (а, б); 0,3 (в, г); 6,0 (д)
Легированные стали
Технология лазерной резки легированных сталей выбирается в зависимости от объема содержания в сплаве легирующих элементов. Чем их меньше, тем легче режутся заготовки. Если же количество легирующих элементов относительно велико, вязкость металла повышается, что дает интенсивный процесс окисления металла на срезе с изменением его оттенка и появлением заметных шероховатостей. При резке таких сплавов образуется мартенсит – слой закаленной стали по кромке заготовки, что требует дополнительной корректировки параметров резания.

Нержавеющая сталь
При лазерном раскрое нержавеющих сталей существует высокий риск образования на срезе слоя оксида хрома. Решением проблемы является замена кислорода азотом, который не вступает в реакцию с металлом и исключает процесс его окисления. Однако даже такое технологическое решение не позволяет снизить повышенную вязкость сплава, что вызывает появление дефектов по нижнему краю поверхности.
Алюминий
Лазерная резка алюминия имеет определенные сложности из-за высокой отражательной способности и значительной теплопроводности этого металла. Для него характерно появление множественных микротрещин при длительном интенсивном воздействии, что снижает прочность заготовок и вызывает их преждевременное разрушение. При этом попытка удалить поврежденный слой может стать причиной уменьшения геометрических размеров детали и становится причиной увеличения себестоимости раскроя. Поэтому лазерная резка алюминия применяется преимущественно при изготовлении заготовок и конструкций для нужд «наземного» машиностроения, где незначительные отклонения размеров не имеют принципиального значения.

Титан
Лазерная резка титана предусматривает замену кислорода и азота инертными газами - гелием и аргоном. Они не вступают в реакцию с металлом, что исключает появление на срезе целого ряда дефектов. Аргон считается более предпочтительным благодаря низкой себестоимости, однако его применение может вызвать снижение прочности титанового сплава с последующим снижением уровня прочности всей заготовки. Избежать подобных проблем позволяет использование газовой смеси из аргона и гелия в соотношении 1:1 или 1:4, что повышает качество раскроя и снижает риск порчи детали.
Цены на резку толстого металла на заказ в Москве
Компания ООО «Премьер Лазер» приглашает к сотрудничеству частных специалистов и предприятия, работающие в сфере металлообработки и изготовления металлических деталей и конструкций. Сегодня в перечне услуг цеха – профессиональная плазменная и лазерная резка толстого металла на заказ с гарантией сжатых сроков и высокого качества выполнения. В работе компания использует современные высокоточные станки и фирменное оборудование, исключающее порчу заготовок и обеспечивающее их точное соответствие требованиям чертежной документации. Цены на услугу рассчитываются в индивидуальном порядке и зависят от объема заказа, особенностей сплава и сложности линии кроя. Уточнить условия сотрудничества и уровень цен лазерной резки на заказ можно, позвонив сотрудникам «Премьер Лазер» по указанному телефону.
ЧЕМ РЕЖУТ МЕТАЛЛ:ОСНОВНЫЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.

Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
- Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
- Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
- Универсальность;
- Технологическую безопасность;
- Высочайшую скорость и производительность;
- Чистоту процесса;
- Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе "чем резать тостый металл", плазменная резка - лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла ГАЗОВЫМ РЕЗАКОМ
В вопросе "чем режут металл" - данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
- Газовый баллон.
- Шланги для подключения.
- Режущий элемент.
- Мундштук с регулируемыми размерами.
- Система регуляции.
- Плавность ведения резака;
- Соблюдение угла наклона на 6 градусов против движения;
- Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
- Возможность резки толстого металла с сохранением ровных и качественных швов;
- Автономность и мобильность;
- Универсальность и скорость процесса;
- Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится - он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.

Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного "копья", которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла - начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
- Доступная цена;
- Процессы понятны и не вызывают сложностей;
- Возможно резать толстый металл;
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.

Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.

Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.

Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.

Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:

Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.

Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.

Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
- Не остается каких-либо механических дефектов;
- Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
- Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.

Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий "запоминать" типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.

РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение - распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу - это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.

Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы - с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.

Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой - для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.

Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий - для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух - достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: "чем лучше резать металл дома".
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: "Чем режут металл" и "чем резать толстый металл", стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания "Металик" имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Резка толстого металла

Сегодня известно множество технологий обработки металлов и создано немало необходимых для этого приспособлений. Из нашей статьи вы узнаете, при помощи каких методов и в каких условиях осуществляется резка толстых металлов.
Основные нюансы резки толстых металлов
Степень сложности резки толстых металлов зависит от условий работы. Одним из основных факторов считается жесткость технологической системы резания, ведь при ее снижении появляются вибрации. Это вызывает наложение вибрации на скорость движения режущей поверхности инструмента, и разрезание листа идет быстрее.

Реальная скорость при этом повышается на 15–40 % – все зависит от жесткости системы. Однако нельзя забывать и том, что вместе с повышением скорости значительно усложняется работа с материалами, сложными в обработке. Чтобы увеличить жесткость технологической системы резания, рекомендуется изменить схему крепления детали, сократить вылет резца, повысить жесткость инструмента, использовать специальные устройства, призванные гасить вибрацию.
Чтобы нормально работать с толстыми и труднообрабатываемыми металлами, приходится подбирать оптимальные комбинации режимов и учитывать немало иных факторов. Только в этом случае удается добиться большей пластичности материала, его нагрева в процессе обработки.
Еще один способ, позволяющий облегчить резку толстого металла, состоит в использовании дополнительной внешней стимуляции. Для этого применяют наложение ультразвуковых колебаний, вводят электрический ток и т. д.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Благодаря физическому механизму резки толстых металлов, основанному на дислокационно-энергетических закономерностях пластического деформирования и разрушения, становится ясна суть ряда технологий, используемых для повышения обрабатываемости заготовок. В их число входит нагрев материала, позволяющий снизить его твердость, если обработка отличается повышенность сложностью. Помимо этого, удается облегчить деформирование при помощи нагрева, преодоления дислокациями барьеров, развития диффузионных процессов.
Однако основным среди всех критериев является общий/интегральный показатель обрабатываемости толстого материала. Речь идет о расчете удельной энергоемкости, то есть о количестве энергии, которое пришлось потратить на снятие единицы объема припуска. Благодаря этой характеристике удается решать практические задачи, например, выбирать оптимальные условия для резки изделий из толстого материала.
Распределение энергии при пластическом деформировании зоны резания происходит по-разному, что во многом связано с выбранными для работы режимами, а также с особенностями оборудования. От 95 % работы в этом случае – это деформация части металла, которая находится выше реза. А значит, если нужно упростить обрабатываемость, необходимо снизить твердость снимаемого с материала слоя.
Упрощение обработки толстых листов металлов и сплавов перед резкой и в ее процессе считается очень важной задачей. Решив ее, во-первых, удается управлять процессом работы, во-вторых, сокращается расход энергии.
За счет регулировки показателей обрабатываемости упрощается подбор оптимальных условий для обработки толстого металла. Поэтому повышается сопротивление образованию стружки, увеличивается стойкость инструмента, эффективность работы.

Изделия наиболее серьезного назначения либо с кромками сложной формы производят на токарных станках, труборезах, пр. Кроме того, могут применяться ручные механические фрезы, абразивные машинки, но только при условии, что заготовки не предназначены для использования на особенно ответственных объектах либо их размеры позволяют выбирать именно такой способ обработки.
Прежде чем приступать к сборке изделия из толстого материала, выполняют очистку заготовки – удаляют дефекты, которые могли появиться во время проката, перевозки. Данная подготовка может производиться механическим либо химическим путем.
В некоторых случаях огневые работы сопровождаются хлопками, обратными ударами пламени, что провоцирует разрыв шланга, пожар.
Вот несколько причин, способных вызвать обратный удар:
- слишком высокая температура мундштука;
- попадание горючего в кислородные шланги;
- недостаточно высокая скорость движения горючей смеси из мундштука – горение идет быстрее;
- ослаблена накидная гайка мундштука либо камеры смешения.
Кислородный шланг может загореться, взорваться из-за обратного удара, когда в нем или в кислородной трубке оказывается жидкое топливо.
При производстве изделий из цветных металлов обязательно используется резка. Прямолинейные и некоторые криволинейные резы считаются простыми, так как выполняются механически без нагрева утолщенного материала. Однако резка толстого металла, изготовление фасонных деталей, проделывание отверстий, поверхностная обработка не обходятся без использования дополнительного тепла.
Если речь идет о плазменной резке, то нельзя забывать, что в ее процессе появляется сильный шум. Он дополняется эффектом ультразвука, поэтому опасен для работников предприятия.
Кислородная резка толстого металла
Часто кислородную резку толстого металла механизируют за счет переносного оборудования, газорезательных машин. Нужно понимать, что во время такой обработки применяют ацетилен, а также ряд других горючих газов: природный, нефтяной, водород, кроме того, используется такое топливо, как керосин, бензин.

По своим качествам, производительности данная технология резки превосходит большинство других, поэтому ее часто применяют на производствах.
Рекомендуем статьи по металлообработке
Важно упомянуть о методе обработки толстых материалов кислородным копьем. Он необходим для пропиливания толстого металла в металлургических печах, создания отверстий в бетонных изделиях, пр. Для этого трубку, изготовленную из стали с небольшим содержанием углеродов, прижимают к месту резки, направляя по ней газ. Оговоримся, что обрабатываемую зону и конец трубки предварительно нагревают при помощи паяльника, и только после этого открывают подачу газа. Как только конец трубки загорается, его соприкасают с металлом – сама резка идет при помощи сгорания материалов трубки и заготовки.
Как происходит инжекторная резка толстого металла
Сегодня все большую популярность набирает инжекторная резка толстого металла. Конструкция такого резака включает в себя ствол, наконечник. По сути, данная схема не отличается от устройства горелки.

Самая важная деталь резаков – это мундштуки, на данный момент их делают бронзовыми (БрХ0,5), с кольцевым пламенем и многосопловые.
По ГОСТу 5191-79Е резаки для разделительной резки толстого материала кислородом имеют такие мощности:
Эти разновидности используются для резки толстого металла следующим образом:
- малая мощность для металла толщиной 5–100 мм;
- средняя мощность – 8–200 мм;
- большая мощность – 10–300 мм.
Для изделий толщиной в пределах 3–100 мм может применяться обработка вставными резаками. Однако сразу оговоримся, что они не позволяют работать при высокой мощности.
Каждый резак имеет мундштуки таких размеров: 0; 1; 2; 3; 4; 5; 6.
Исходя из типа и модели резака, выбирают вид сменных мундштуков, последние могут быть:
- составляющие (внешние и внутренние);
- моноблочные (неразборные).
В соответствии с ГОСТом, длина резака не должна превышать 700 мм.
Гильотинная резка толстого металла
Данная разновидность обработки представляет собой прямолинейное разрезание толстых листов противоположными лезвиями двух ножей.

При резке толстого металла подвижный нож изменяет свое положение, а второй остается на месте, при этом между ними сохраняется определенный зазор. Подвижный выставляется под углом ко второму ножу, тогда резание происходит последовательно. Угол между ножами уменьшает усилие резания, при этом увеличивает ход подвижного ножа.
Гильотина состоит их таких частей: станины с рабочим столом, системы прижима листа, пары ножей, заднего упора, который позволяет добиться нужного размера отрезаемой детали.
Задний угол верхнего ножа мало влияет на усилие резки. Если используются два лезвия с четырьмя режущими кромками, необходимы большие усилия, чем в случае, если верхнее лезвие стоит под задним углом до 3°. Именно от угла между лезвиями зависят возможные дефекты. Вот почему он не должен превышать 3°.
Зазор представляет собой перпендикулярную линию между ножами. На чистоту резки толстого материала непосредственно влияет толщина листа металла. При недостаточном зазоре ножи быстро изнашиваются, а значит, требуются дополнительные затраты на их заточку. Иногда возникает и обратная ситуация – слишком широкий зазор вызывает сминание толстого металла, получается конусновидный срез, заметны изменения формы изделия.
У гильотинной резки немало недостатков, а именно: скручивание, саблевидность, сгиб материала толстой заготовки, невозможность получения прямой кромки.
Гильотинные ножницы предназначены для резки толстых листов металла до 5 мм. В этом случае получается ровный край, если между лезвиями удается сохранить зазор 0,03 мм.
Гидроабразивная резка толстого металла
Этот метод резки утолщенного материала сложно назвать инновационным, на производствах его начали применять еще 1960-х годах. Первой в этом деле стала американская авиастроительная компания – именно ее руководство сделало официальное заявление, описав все достоинства данной технологии и рекомендовав ее для резки материалов повышенной твердости. После чего абразивная резка при помощи воды стала все больше распространяться по миру.

Суть данного метода состоит в том, что в зону резки под большим давлением поступает вода, смешенная с абразивными веществами. Все современные установки гидроабразивной резки работают так: в смеситель аппарата подаются вода и абразив (обычно его роль играет мелкий песок), получившийся состав попадает в сопло установки, где создается тонкая струя гидроабразивной смеси, и под большим давлением подается на разрезаемый, в том числе толстый, материал.
В каких случаях нужна дуговая резка толстого металла
Дуговая резка – выплавление части толстого листа металла при помощи нагревания дугой. Разогретый жидкий металл вытекает из полости реза, оставляя отверстие. Разрезаемое изделие устанавливают вертикально или под наклоном, чтобы добиться стабильности и ускорения процесса. Дело в том, что при таком положении на вытекание требуется меньше времени.

Если сравнить этот метод резки толстого металла с обработкой газовой резкой, то первый имеет такие минусы: широкий рез, неровные края, появление натеков по нижнему краю разреза. Все перечисленное приводит к тому, что данную технологию используют относительно редко. Ее выбирают, если утолщенный материал не удается обработать при помощи газовой резки, либо для этого нет соответствующего оборудования. Также дугу используют для разделки лома, отрезки литников, пр. Если требуется повысить производительность, применяют выдувание при помощи сжатого воздуха.
Принцип дуговой резки толстого металла основан на его расплавлении в месте реза и удалении данного фрагмента под собственным весом либо благодаря давлению дуги или дополнительному потоку воздуха.
Обычно такая обработка толстого материала имеет низкую производительность, поскольку ее производят вручную угольными или покрытыми металлическими электродами. Она подходит для чугуна, высоколегированных сталей, цветных металлов и сплавов. Нужно понимать, что обычно речь идет о низком качестве выполнения реза, кромки получаются неровными, покрытыми шлаком и оплавившимся металлом. А значит, дальнейшей сварке толстых фрагментов изделия должна предшествовать механическая обработка.
Для дуговой резки не требуется специального оборудования – для нее используют приборы для дуговой сварки. Немаловажно, что такая обработка может осуществляться в различных пространственных положениях, поэтому ее часто используют в монтажных работах, с изделиями из углеродистых, низколегированных сталей. Эта технология подходит для выполнения разделительной и поверхностной резки толстого металла. При поверхностном резании в толстом листе материала делают канавки либо удаляют дефекты в сварных швах, литейных отливках, пр.
Если требуется разрезать сталь толщиной 6–50 мм, используют электроды диаметром 4-5 мм и ток 300–400 А. В покрытие электродов входят элементы, богатые кислородом, такие как магниевая руда, оксиды железа и те, что нужны для активного газообразования, то есть древесная мука, целлюлоза электродная, пр.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка листовых металлов
Мы выполняем контрактные работы по резке деталей из листового алюминия, различных марок конструкционной и нержавеющей стали, меди и латуни, тугоплавких металлов.
Изготавливаются прецизионные составные части изделий машиностроении, приборостроения, электроники, электротехнической промышленности, корпуса приборов, комплектующие для стеллажей, электротехнических шкафов, обшивки, шаблоны, буквы, трафареты, вывески, элементы современного интерьера и торгового оборудования, мебельной фурнитуры и многие другие изделия.
- Стали до 12-15мм.
- Нержавеющей стали до 8мм.
- Алюминия до 6 мм.
- Латуни до 3 мм, меди до 2 мм.
- Точность изготовления деталей до 0,04 мм.
- Минимальная ширина реза 0,1-0.2мм.
- Минимальный диаметр отверстий от 0,1 мм.
- Максимальный размер обрабатываемого листа - 1500х3000 мм.
Требования к чертежам
Заказы на обработку принимаются в виде чертежей в любом векторном формате.
Мы так же готовы подготовить для вас чертежи по вашим эскизам, ТЗ или описанию.
Написать нам
Цены на услуги
Стоимость услуг зависит от сложности и срочности работы рассчитывается индивидуально для каждого заказа
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут БЕСПЛАТНЫЕ консультация по услугам, ответят на все Ваши вопросы, при необходимости изготовят пробы.
Примеры выполненных работ

Лазерная резка алюминия

Резка декоративных накладок

Лазерная резка латуни

Лазерная резка титана

Лазерная резка вентиляционных решеток (латунь)

Лазерная резка электротехнической стали

Лазерная резка деталей из конструкционной стали

Накладки на радиаторы

Лазерная резка меди

Резка декоративных элементов

Высокоточная резка имплантов
Изготовление декоративных накладок

Резка нержавеющей стали

Резка металла лазером
Резка вентиляционных решеток
резка деталей статоров и роторов
Стоимость услуг по лазерной резке нержавейки
Толщина
Объем
Толщина металла, мм
Цена, руб./ до 100 м
Цена, руб./ 100-500м
Цена, руб./ 500-1000м
Цена,руб./ свыше 3000м
Стоимость услуг по лазерной резке алюминиевых листов
Стоимость услуг по лазерной резке углеродистой стали
Стоимость услуг по лазерной резке латуни
Лазерный луч сфокусированный на поверхность металла в пятно малых размеров вызывает локальный нагрев материала, приводящий к его испарению и плавлению. Образующиеся жидкая и газообразная фазы металла удаляются путем продувки зоны реза ассистирующим газом. При лазерной резке рез получается узким, термическая зона минимальна, воздействие идет только на конкретный участок без нагрева остального объема и нарушения его структуры и свойств.
Применение технологии лазерной резки практически исключает механические повреждения обрабатываемого материала. Деформация материала незначительная, что делает возможной высокоточную обработку легко деформируемых, нежестких материалов. Современное автоматизированное компьютерное управление позволяет получать заготовки и изготавливать детали с контуром высокой степени сложности. В отличие от штамповки и фрезеровки, после лазерной резки отсутствуют микротрещины и остаточная деформация.
На нашем технологическом участке, выполняющем услуги резки металлов в настоящее время используются следующие лазерные машины:
- МЛ4 и МЛ3 на основе твердотельных импульсных лазеров с ламповой накачкой
- Лазерная машина МЛ35 -020 с волоконным лазером мощностью 2000 Вт и размером координатного стола 1500х3000мм.
- Лазерная машина МЛ35-015 Компакт с повышенной точностью, с размером координатного стола 1200х1200мм.
Компания «Лазеры и Технологии» оказывает предприятиям Москвы, области и прилегающих регионов услуги лазерной резки листовых металлов: черных и нержавеющих, электротехнических сталей, алюминия, латуни, меди, титана, тугоплавких металлов и др. Выполняем работы по приемлемой стоимости, в чем вы легко убедитесь, ознакомившись с прайсом на эти и другие услуги. Современное лазерное оборудование позволяет обрабатывать металл с высокой точностью и минимумом отходов.
Технология раскроя
Лазерная резка металлов представляет собой воздействие на материал сфокусированного луча высокой мощности, управляемого компьютером. В зоне воздействия металл плавится, сгорает и испаряется, в результате чего образуется тонкая, ровная линия реза, требующая минимальной последующей обработки. Лазерный раскрой широко применяется в машиностроении, приборостроении, на предприятиях электротехнической и электронной промышленности и в ряде других отраслей. Это оптимальная технология для изготовления из листового металла конструкционных деталей, а также корпусов приборов, шаблонов, трафаретов, элементов рекламных конструкций, интерьерного декора, мебельной фурнитуры, изделий сельскохозяйственной техники и т. д.
Почему за услугой нужно обратиться к нам
- «Лазеры и Технологии» – компания с более чем 20-летним опытом работы, обладающая обширным парком специализированного оборудования. Высококвалифицированные сотрудники эффективно решают задачи любой сложности.
- Мы выполняем не только лазерную резку металлов, но и ряд сопутствующих операций – гибку, сварку, гальваническую антикоррозионную обработку, окрашивание, монтаж дополнительных элементов, нанесение надписей, гравировку и др.
- Изготавливаем крупные партии деталей, мелкосерийные и даже единичные заказы, в зависимости от потребностей вашего предприятия.
- Выполняем, по желанию заказчика, полный цикл работ, от разработки документации до конечной сборки изделия.
- Хорошо знаем специфику выполнения заказов для разных отраслей промышленности в том числе для приборостроения и микроэлектроники.
- Устанавливаем доступные цены за метр реза, а также изготовление единичного изделия.
Позвоните нам или напишите на электронную почту, чтобы получить бесплатную консультацию нашего специалиста, обсудить нюансы обработки и условия выполнения заказа.
Карта сайта ПВЦ «Лазеры и технологии»
Адрес: 124460 Москва, г. Зеленоград, Георгиевский проспект, дом 5 строение 1
3 лёгких способа ровно разрезать металлический лист болгаркой
Резка листового металла при помощи различных инструментов лишь на первый взгляд может показаться несложным делом. Ведь в зависимости от его толщины и размеров следует применять различные способы. Понятно, что лист любой толщины можно отрезать при помощи газа, но в этом случае идеально ровным край не получится, потребуется дополнительная обработка, а это лишняя потеря времени. Как же тогда поступить? Сегодня рассмотрим 3 лёгких способа разрезать металлический лист болгаркой так, чтобы края были ровными и при этом не получить травм.

Читайте в статье
Техника безопасности при работе с угловой шлифовальной машиной
Этот вопрос является самым важным. Ведь при нарушении правил эксплуатации болгарки можно получить серьёзные, порой несовместимые с жизнью травмы. Рассмотрим основные из них, которые обязательны к соблюдению.
- Размер диска. Многие считают, что если на маленькую болгарку поставить большой диск, сняв защитный кожух, ничего страшного не произойдёт. Дескать, большая УШМ мощнее. Это заблуждение опасно для жизни. Дело в том, что у маленькой болгарки обороты значительно выше, а потому диски для них нужны иные. При установке большого диска мастер, скорее всего, даже не успеет начать работу – диск разлетится при включении, что при отсутствии защитного кожуха приведёт к плачевным результатам.
- Направление вращения. Некоторым «мастерам» не нравится, что при работе под ноги летят искры. Они разворачивают кожух, переставляют ручку и начинают работу. Именно это чаще всего приводит к тому, что диск разлетается при зацепе за острую кромку. Вращение диска при работе УШМ должно производиться «на себя» а не наоборот.
- Индивидуальные средства защиты. Пользоваться защитными очками или щитком, одевать перчатки, маску или респиратор необходимо. Это убережёт от ожогов, травм глаз, которые, к сожалению, при такой работе не редкость.

Обычный рез тонкого листового металла
Металл, толщиной 1 мм резать не слишком сложно, но здесь необходимо быть предельно внимательным и аккуратным. Именно при резке такого материала диск часто «закусывает». Прежде всего, нужно убедиться, что на режущей плоскости круга отсутствуют дефекты. Именно они приводят к тому, что отрезной круг разлетается.

Тонкий листовой металл следует резать от дальнего края, продвигаясь назад
Начинать следует от дальнего края листа, двигаясь назад. В этом случае получается, что мастер тянет болгарку на себя. При этом диск не должен погружаться глубоко – максимум 5-6 мм. При таком способе резки получается, что отрезной круг просто не может ни за что зацепиться. Если же диск уйдёт глубоко, площадь соприкосновения с металлом резко сокращается. Это приводит к зацепам, в результате которых отрезной круг может разлететься.
Как отрезать более толстый лист металла при помощи болгарки
Рассмотрим вариант с резкой листового металла, толщиной 8 мм. Здесь лучше всего двигаться вперёд – так значительно удобнее. Однако если проходить шов просто по прорисованной линии, получатся изъяны – идеально ровным его не сделать. При этом напряжение на руки возрастает – ведь приходится постоянно следить, чтобы болгарка не ушла в сторону. Для того чтобы этого избежать, есть очень неплохой способ.

При резке толстого металла нужно двигаться вперёд, по намеченному пропилу
По месту реза укладывается стальной уголок, который прижимается к листу струбцинами по двум сторонам. Прочерченная линия при этом должна находиться с его вертикальной части. Теперь можно пройти несколько раз вдоль неё, немного прикасаясь к уголку так, чтобы получилась канавка, глубиной примерно 1-2 мм. После этого можно убрать уголок и начинать обычную резку. Именно канавка не даст диску уйти с намеченной траектории, и край получится идеально ровным.
Работать с маленькой болгаркой даже опаснее, чем с большой
Статья по теме:
Как ровно отрезать трубу болгаркой: обычная перпендикулярная резка под 90º, резка цилиндрической трубы под углом 45º, как пользоваться бумажным шаблоном для разметки распила под 45º, как отметить место реза под 45º на профильной трубе — читайте в публикации.
Ещё один похожий вариант
Можно сделать и по-другому. Вначале выполняется та же работа, что и в предыдущем варианте – прочерчивается полоса, укладывается и прижимается уголок. Но здесь канавка делается несколько глубже – 4-5 мм. После того, как уголок будет снят, остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Однако здесь возможны небольшие ямки на кромке, что делает второй вариант более приемлемым.

Канавка вдоль направляющего уголка делается немного глубже, чем в предыдущем варианте
Подводя итоги
То, что болгарка очень удобна для резки металла, не оспаривается. Однако необходимо уметь ею работать и неукоснительно соблюдать все меры предосторожности и правила техники безопасности. Нужно понимать, что создавались они именно для того, чтобы сохранить жизнь и здоровье мастера, работающего с таким опасным инструментом, как угловая шлифовальная машина.

Надеемся, что всё рассказанное нами сегодня будет полезно тем, кто не имеет опыта работы с болгаркой. Если что-либо осталось непонятным, стоит просто изложить это в комментариях ниже статьи. Редакция HouseChief с удовольствием ответит на все вопросы как можно более быстро и полно. У вас есть опыт подобной работы или Вы знаете иные способы резки? Тогда просим вас написать об этом в обсуждениях. Подобная информация многим будет очень полезна. А напоследок, по уже сложившейся доброй традиции, предлагаем Вам посмотреть короткий, но довольно увлекательный видеоролик по сегодняшней теме.
Читайте также: