Самодельный штамп для листового металла
Обновлено: 25.04.2024
Одно из самых любимых для меня направлений в ювелирном творчестве, это всевозможные драгоценные бутылочки-сосудики. Для одного из них несколько лет назад было изготовлено простейшее приспособление для вытяжки прямоугольной половинки корпуса. Позволяющее без станков, врукопашную. давить из листового металла удобную основу для изделия.
Из толстого листового металла вырезан прямоугольник требуемых размеров (толщина 5,5 мм). Затем у него завалены грани и углы. Отшлифовал. Пришурупил к более тонкой пластине. Это пуансон:
Используя первый прямоугольник как шаблон, из той же толщины изготовлена рамка-матрица, с размером дырки на 1 мм в плюс относительно первой детали:
Внутренняя кромка дырки тщательно обработана. Ребро, вокруг которого будет перегибаться и течь штампуемый металл, завалено на маленький радиус, и отполировано еще более тщательно, чем первая деталь (бормашиной, резиноабразивными дисками).
Теперь берем латунь 0,5 мм, с приличным припуском относительно размеров дырки, и начинаем забивать. Можно давить средней величины тисками, а я по-простому, бью тяжелым молотком. Не сразу, с промежуточными отжигами. Первый цикл:
Отжег, выпрямил пытающиеся образоваться складки. Второй цикл:
Вот тут обратите внимание, хорошо видно, что формирование коробочки идет не за счет рястяжки и утоньшения металла. Ну, на углах он конечно немного тянется, но в основном, металл из припуска затягивается в форму. Поэтому припуск должен быть не большой и не маленький, в идеале — чтобы бОльшая часть припуска втянулась, и осталось еще 2-3 мм на последующую обрезку. То есть, у меня на снимке припуск выбран великоват, особенно по короткой стороне прямоугольника.
Но с другой стороны, если припуск слишком мал, то при затягивании образуются морщины и складки, то есть на самом деле широкий припуск еще важную стабилизирующую роль играет.
Третий проход. Финиш, пуансон и матрица сомкнулись:
Отрезаю штамповый отход. Чтобы корпус был потолще, захватываю дополнительно около миллиметра, и на маленькой наковальне выпрямляю стенки:
Стенки выпрямлены, но остаются неправильно деформированные углы:
Из задней, нерабочей части токарного резца, делаю «рог», на котором можно отбить эти углы:
Углы отформованы:
Припиливаю сопрягаемые кромки до плоскости, соединяю и спаиваю. Чтобы не получилась бомбочка, вначале спаиваю в четырех точках, на углах. И сверлю отверстие:
После этого можно пропаять весь периметр. И дальше все что нужно — горелку, заправочное и т.п. прибамбасы:
Готовая зажигалка:
Покрутил в руках, поигрался так и сяк, понял чего не хватает. Улучшения ухватистости при оттягивании колпачка вверх. Разобрал, припаял такую «катушечку»:
Вот, теперь браться за нее очень удобно:
И с колесом кресала перекликается, уравновешивает.
Горим:
А вот, собственно, тот серебрянный проект, ради которого эта матрица была затеяна. Флакончик-кулончик:
Спасибо за внимание.
52 комментария
Хоть и не работаю по специальности, но закончил институт по штамповке. Так что вижу — вытяжка без утонения стенки с промежуточными термохимическими операциями. )
Прикольная зажигалка получилась! +.
Кулон — вообще чумовой. А не планируете серебряную зажигалку сделать?

У меня так не получается метал рвется в углах.Делаю не много по другому.
Гибочный штамп для самодельного пресса из домкрата
Для ровного аккуратного изгиба металлических заготовок требуется гибочный пресс. Это дорогостоящее оборудование, покупка которого целесообразна только для профессиональной деятельности. Для решения любительских задач пресс можно сделать своими руками. Однако кроме него нужно подготовить и специальный штамп.
Материалы для изготовления штампа:
- профильная труба;
- уголок 30х30х4 мм;
- полоса 10х60 мм или толще.
- трубки;
- 2 прижимные пружины
Изготовление гибочного штампа
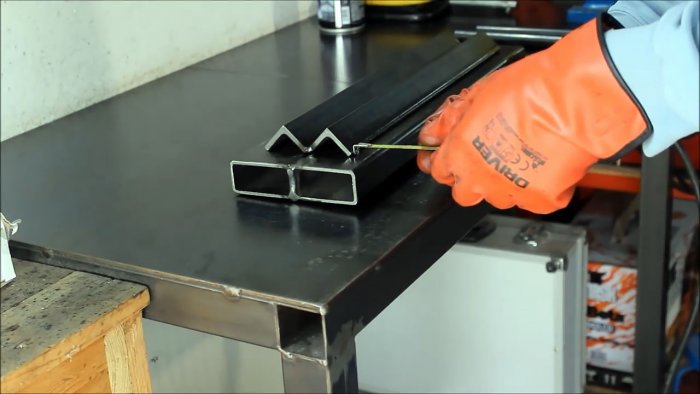
Для изготовления основания штампа нужно сварить вместе 2 профильные трубы. Они выставляются в одну плоскость и хорошо провариваются. Образованные швы шлифуются.



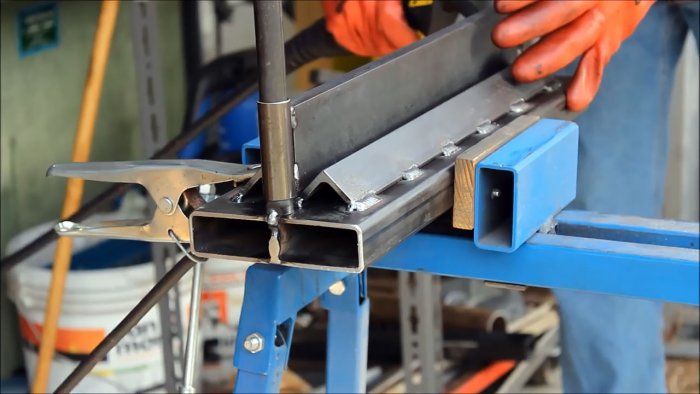
Чтобы получить матрицу гибочного штампа 90 градусов, необходимо сварить вдоль 2 уголка. Шов следует делать на торцах и образованном внешнем углу, чтобы он потом не мешал заготовкам правильно выгибаться. Далее матрицы штампа привариваются на опорную площадку из профиля. Важно, чтобы длина уголков была короче на несколько сантиметров с каждой стороны от краев площадки из профильной трубы.

Для изготовления пуансона, который вдавливает заготовку в матрицу, используется мощная полоса. Ее рабочее ребро необходимо заточить. Заточка не должна иметь острой режущей кромки способной врезаться в металл.


На торцы пуансона привариваются трубки. Далее в них заводятся направляющие трубки меньшего диаметра, которые стоя привариваются к нижней опорной площадке пресса.


После сварки пуансон снимается, и на направляющие трубки ставятся пружины. Они позволят каждый раз не разнимать части штампа, чтобы вставлять между ними заготовки.

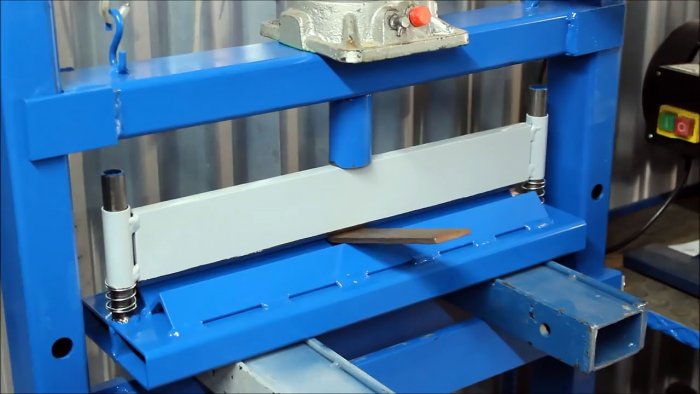
Для нагрузки штампа нужно сварить рамку пресса из крепкой профильной трубы. В раме имеется скользящая перекладина с боковыми усиками, которые не позволяют ей смещаться. Для ее выжима используется автомобильный домкрат. Низом он крепится на
перекладину, а верхом упирается в рамку, усиленную отрезком плиты. От движущейся перекладины вниз отходит шток. Чтобы перекладина при сбросе давления в домкрате поднималась, ее нужно подвесить на 2 пружины.
Поставив штамп на пресс, и зажав между матрицей и пуансоном заготовку, нужно выдавить домкрат. Тот надавит на штамп и выгнет заготовку. Такой штамп при наличии крепкой рамки с хорошим домкратом вполне способен гнуть стальные пластины толщиной в 6 мм без их предварительного нагрева.

Смотрите видео
Настольный станок для пробивки отверстий в листовом металле
В данном обзоре мы расскажем, как изготовить своими руками самодельный станок для пробивки отверстий в тонколистовом металле толщиной 0,5 мм.
Причем отверстия не круглой, а продолговатой формы — это может пригодиться при изготовлении различных решеток-жалюзи из листового металла.

Идею изготовления самодельного станка мы подсмотрели у автора YouTube канала INNOVATION TIME. Берите себе на заметку!
- швеллер;
- автомобильная рессора;
- профильная труба;
- толстый листовой металл;
- пружина;
- стальной квадрат.
Возможно, вам также интересно будет прочитать статью: как изготовить ручной роликовый листогиб своими руками — подойдет для работы в мастерской и за ее пределами.
Что представляет собой самоделка: основные элементы конструкции
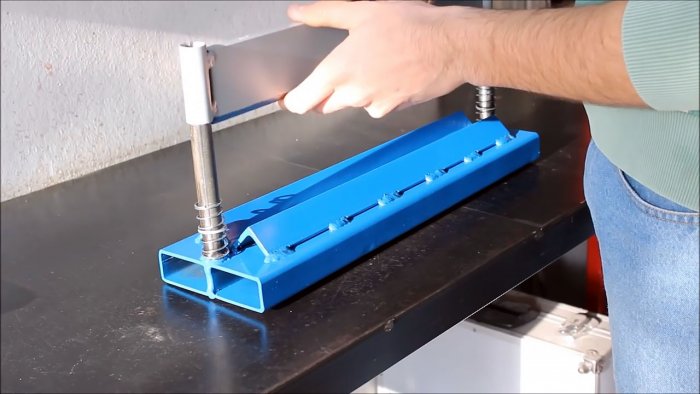
Самодельный станок представляет собой станину, сваренную из швеллера, в нижней части которой находится матрица (под определенную форму отверстий), а в верхней — пуансон.
Пуансон (он же пробойник) приводится в движение посредством ручки-рычага, закрепленной на станине при помощи шарнирных элементов.
Пошаговый процесс изготовления станка для пробивки отверстий
Первым делом необходимо будет изготовить станину.
Для этого отрезаем шесть заготовок из швеллера, и затем свариваем их сначала попарно, а потом — вместе. К нижней части станины дополнительно нужно приварить кусок профильной трубы.

Изготовление пуансона и матрицы
От автомобильной рессоры отрезаем две заготовки, которые будут использоваться для изготовления пуансона и матрицы.


Рабочую часть пуансона обрабатываем болгаркой, чтобы придать ей необходимую форму.

Во второй заготовке, которая будет служить матрицей, вырезаем паз по размеру рабочей части пуансона.

После этого надо будет приварить кусочек металла, чтобы паз получился закрытым.


На следующем этапе отрезаем четыре куска металлической полосы: два куска надо приварить к пуансону, а еще два — к матрице.


Из листового металла вырезаем детали прямоугольной и круглой формы. Делаем разметку, а затем сверлим во всех деталях отверстия, и нарезаем резьбу. Соединяем матрицу с круглой пластиной, а пуансон — с прямоугольной.

Рядом с пуансоном необходимо будет приварить две пружины.

Отрезаем кусок квадратного прутка и кусочки металла, из которых сваривается направляющая для квадратного прутка.


В результате у нас должно получиться три основных детали — как на фото ниже.

Сборка самодельного станка
Квадратный пруток необходимо будет приварить к монтажной пластине, к которой прикреплен пуансон. А саму направляющую привариваем к верхней части станины.

Круглую пластину с матрицей надо приварить к профильной трубе, которая приварена к нижней части станины — при этом отверстие в матрице и рабочая часть пуансона должны совпадать.

На последнем этапе останется только изготовить ручку-рычаг и детали шарнирных узлов. Производим монтаж.


Из листового металла вырезаем две пластины, сверлим в них отверстия, и привариваем к нижней части станины — для крепления к рабочему столу.

Подробно о том, как сделать настольный станок для пробивки отверстий в листовом металле, можно посмотреть ниже — в авторском видеоролике.
Читайте также: