Шлифовка на фрезерном станке по металлу
Обновлено: 18.05.2024
Фрезерные работы – это главная составляющая нашего производства. Ко всем нашим заказам мы подходим индивидуально, вне зависимости от объема и сложности выполняемых работ. Среди наших клиентов есть крупные предприятия и ИП, дизайнеры.
Высококачественная фрезерная обработка
- Резку сверхвысокой точности до 0,001мм.
- Резку на большой скорости (5метров/мин).
- 2D и 3D фрезерную обработку любой сложности.
- Высококачественную многостороннюю фрезеровку.
- Фрезерно-гравировальную обработку.
- Постфрезеровочную обработку: реализацию торцевых отверстий, резьбы, цинкование, зенкование, шлифовальные работы, покраску и обработку лаком.
- Крупносерийную фрезеровку.
- Микрофрезерную обработку фрезами до 0,005 мм (допуск 5мкм).
Специалисты нашей компании работают со всеми возможными материалами от пластика до титана. Мы принимаем в обработку крупногабаритный материал (параметры 2м х 4м х 0,3 м), допустимая нагрузка на стол до 4т.

Примеры фрезерных работ




Мы производим фрезерную обработку различных материалов
















Высокоточная фрезеровка в Москве
Фрезерная резка у нас – это качество и соблюдение сроков. Сотрудничая с нами, Вы можете быть уверены в результате.
Мы готовы предложить Вам:
- производство изделий на заказ, возможно изготовление от образца
- фрезеровку готовых изделий
- разработка и проектирование
- точность до 0,001мм
Фрезеровка: расчет стоимости работ
Стоимость минимального заказа в нашей компании: 50 000 рублей
Естественно, в зависимости от материала, подлежащего обработке на фрезере и сложности самой задачи, меняется и стоимость. Кроме этого, цена зависит и от объема, наличия подготовительного этапа, параметров и числа изделий, определенных пожеланий к фрезеровке (установление требуемой глубины, выборки, нанесение гравировки), необходимости дополнительной обработки после завершения работ на станке.
Полный прайс-лист услуг фрезерного цеха высылается по запросу.
Вариаций применения фрезеровки множество, вот наиболее популярные варианты:
- Корпуса радиоэлектронной аппаратуры (РЭА)
- Пресс-формы
- Детали для оборудования
- Промышленную и медицинскую мебель
Высокоточное оборудование способно изготовить детали с минимальным допуском в 1 микрон



Отличная и доступная фрезеровка – Москва, компания РОГОС
Мы с удовольствием ответим на Ваши вопросы по телефону. Звоните, не стесняйтесь!
Мы выполняем работы для заказчиков со всей территории РФ. У нас самое удобное расположение для заказчиков из Москвы и области. Но мы осуществляем фрезеровку с доставкой по всей России, поэтому расстояния не имеют для нас большого значения.
Мы ценим наших заказчиков и относимся с большим вниманием ко всем заказам, применяя индивидуальный подход и ценя долгосрочное и продуктивное сотрудничество. С ПТК Рогос Вы воплотите в жизнь любые свои задумки по фрезеровке поверхности металла, мы легко идем на контакт и всегда стараемся сделать все возможное для удобства своих заказчиков, выполняем работы по минимальной цене за метр обработки металла на станках с ЧПУ.
Мы осуществляем фрезерные работы по металлам:
- алюминию, дюралюминию и другим сплавам алюминия;
- бронзе, латуни, меди и различных сплавов этих материалов;
- ПВХ, пластику, капролону, фторопласту;
- композитным материалам. Вы можете заказать у нас композитные кассеты (возможна отгрузка 40000 кв.м);
- МДФ, уточнить стоимость можно по телефону (в том числе МДФ 2D, 3D);
- древесине любой плотности, вязкости, ступени сушки;
- пенопласту, модельному пластику. С использованием высокоскоростной фрезеровки.
Мы любим свое дело и не боимся сложных задач. Благодаря высокой слаженности работы, мастерская фрезерных работ выполняет заказы четко в оговоренное время. А качество работ гарантирует опыт и квалификация наших специалистов, современное техническое оснащение и соблюдение технологии.
Фрезерные работы на заказ: цена и условия
Фрезерные работы затрагивают много отраслей и сфер деятельности. Ни одна реклама предприятия не обходится без фрезеровки полимеров или древесины. К примеру, у нас часто заказывают фрезерные работы на заказ:
- декоративные элементы для дома, бизнеса;
- гравировки оптовые или индивидуальные;
- сложные детали для механизмов, которых нет в свободной продаже (например, раритетных моделей инструмента).
Брак на нашем производстве исключен за счет четкого мониторинга всех этапов и новых фрезерных станков с ЧПУ. Оборудование завода по фрезеровке позволяет нам создавать произведения искусства, неповторимые и изящные изгибы из дерева, алюминия или пластика. Мы работаем с полимерами, древесиной, предлагаем фрезерные услуги по металлу, алюминию, независимо от характеристик материала.
| Услуга изготовления | Цена, минимальный заказ |
| Фрезерные работы | от 50 000 руб. |
Работа с нами приятная потому, что:
- Мы всегда соблюдаем сроки.
- Работы проходят ручную проверку, поэтому брак исключен.
- Выполняем работы, независимо от сложности и объема.
- Всегда выгодные условия для наших клиентов.
- Мы поможем сформировать задачу и выбрать эскиз.
- Наш центр по фрезерным работам принимает заказы от одной детали.
Если вам нужны фрезерные работы — звоните. Мы проконсультируем, ответим на все ваши вопросы. Для точной цены нам нужно знать сложность и объемы работ. ПТ Рогос проводит все виды фрезерной обработки в Москве и по всей России. Звоните для заказа — мы дешево выполним работу на фрезере под заказ в установленные сроки!
Фрезерная обработка металла: основные принципы и сведения
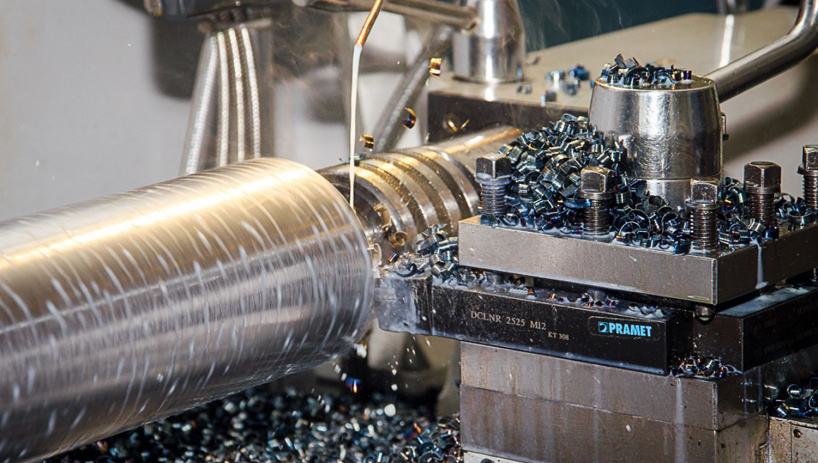
Фрезерная обработка в последнее время набирает большую популярность, поэтому столь же востребована, как сверление деталей и токарная обработка. Суть её заключается в срезании слоя металла при помощи вращающейся, зубчатой фрезы. Фрезерование можно выполнять на заготовках из разных материалов, причем проделывается это как на специальных станках, так и вручную.

Назначение фрезерной обработки
При помощи различного вида фрез, можно более точно и качественно выполнять фрезеровку деталей. Это могут быть различные материалы, но наиболее распространенная обработка на металлах. А при помощи современных станков, оборудованных системами ЧПУ, есть возможность уменьшить количество брака, а также управлять при помощи не сложных числовых программ. Сейчас фреза заменена на лезвие в качестве рабочего инструмента, что и позволило уменьшить вероятность брака, делая заготовки максимально точно.
Для чего же нужна в обработке фрезеровка? При её помощи можно проводить отрезку в металлах, шлифовать, наносить специальные узоры, гравировать, а также делать токарные и другие работы в разных видах деятельности. В набор входит несколько многозубчатых, режущих фрез, а их крепление в станках определяет горизонтальный или вертикальный тип работы. В производстве также может использоваться фрезерование под некоторым углом, для чего предварительно устанавливают фрезу в необходимом направлении. В зависимости от вида обрабатываемой продукции, такое фрезерование имеет несколько способов. Но стоит отметить, что используется немалое количество разнообразных фрез, в частности это цилиндрические, торцевые, концевые, зубчатые, фасонные, а также более сложные.
Сферы применения фрезеровки довольно разнообразны, она может использоваться в металлообработке, машиностроении, в ювелирном производстве, деревообработке и даже в дизайне и архитектуре.
Обработка металла фрезерованием производится вне зависимости от его прочности. Фрезы выбирают, исходя из того, какая нужна обработка, для плоскостей используют цилиндрические или торцевые типы фрез, в последних подбирают несимметрические схемы резания. То есть если детали правильной прямоугольной, квадратной и подобной формы, то чаще всего применяется два эти способа. Одинаковую профильную деталь можно сделать цилиндрической фрезой или с торца.

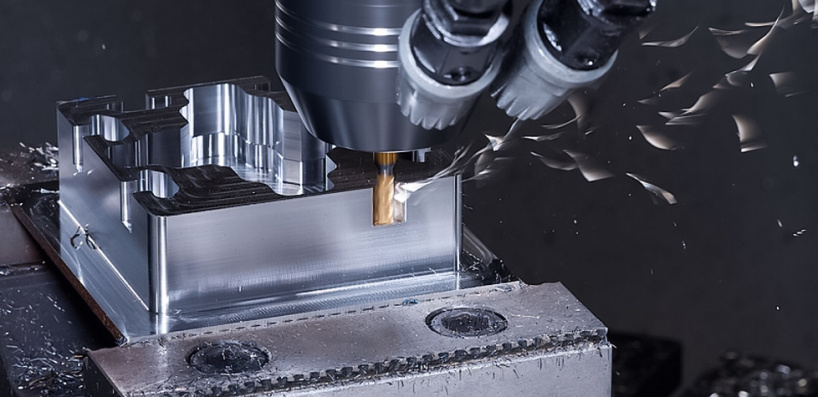
Фрезерная резка алюминия считается в наше время довольно популярной, так как алюминий широко используется в эксклюзивном дизайне, интерьере, для рекламных элементов, операторской техники и пр. Благодаря его легкости, прочности и низкой температуре плавления, он широко используется и с него не сложно вырезать различные изделия. На деталях сувенирных изделий, маркетинговой и кухонной продукции на современных высокотехнологических станках можно делать надписи, узоры, рельефность и пр. При этом они получаются без заусенцев, правильного габарита и формы, а также с идеальными краями.
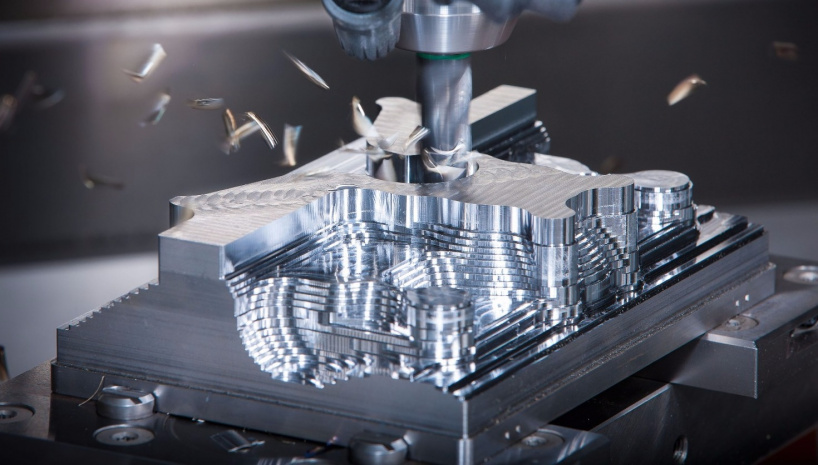
Не малую популярность в наше время набрала объемная фрезеровка пластика, в особенности в 3D виде. Это довольно востребованные услуги, которые применяются для промышленных изделий, корпусов. Причем детали быстро делаются, так как довольно быстро работает станок фрезерно-гравировального типа, а цена за выполненные работы невысокая. Обрабатываются как шлицевые, так и фасонные и зубчатые детали, а также проделывают обработку отверстий, торцов, пазы. Из пластика в 3Д виде можно фрезеровать декоративные и пр. детали, формы для литья, полимерные корпуса и многое другое, создавая оригинальные и нужные формы изделий.

Классификация фрезерных работ
Как уже упоминалось, в зависимости от используемой фрезы, различают несколько видов фрезерования, а именно:
- Торцевое фрезерование, суть которого состоит в получении определенной формы деталей при помощи торцевой фрезы. Это необходимо в большинстве случаев для вырезания в изделиях подсечек, канавок, окошка, а также “колодец”, канавку и т. д. С её помощью также производят обратное фрезерование торца из внутренней части разного плана изделий. Фрезеровка торца нужна для получения деталей более точных габаритов, простоты монтажа и, по сути, срезанные торцы служат для передачи сжимающих усилий.
- Концевые, которые нужны для образований уступов в плоскостях вертикальной или горизонтальной формы.
- Цилиндрические, отличающиеся получением изделий в плоскостях соответствующей фрезой в обратном положении.
- Зубчатое.
- Фасонное, заключающееся в создании фасонных (сферы, эллипсы и пр.) деталей неправильной формы. Это фрезерование при помощи специальных фрез, в результате чего получаются фасонные изделия.

Также распространены в разных направлениях деятельности много других видов фрез, которые отличаются многофункциональностью, большими возможностями и точностью в выполнении работ. Используются винтовые канавки для создания зенкер, сверл и другого, отрезной фрезой нарезают различного габарита бруски, к тому же можно получить сложную форму детали криволинейным типом фрезы. Стоит отметить отличие фрезерования двойными дисками, шлицевую лезвию для создания пазов в деталях, а также более сложные формы их. Также можно создать определенную форму при недолгом применении видов фрезерования.
Кроме классификации фрезерования по видам фрез, также существует распределение их на вертикальное расположение в станке, горизонтальное и под углом.
Станки для таких работ, в свою очередь, разделяют на механические и лазерные. Существует направление режущего, движущего элемента совместно с изделием, что принять называть попутным типом обработки. Если же навстречу резцу движется изделие, тогда это считается встречная фрезеровка.
Стоит также отметить профильное фрезерование деталей как деревянных, так и металлических и пр. Это отличается в изделиях, которые идут выпуклой либо вогнутой формы. В этом случае необходимо более тщательно подходить к выбору технологического типа, что зависит в основном от габарита детали и сложности профилирования. Данный вид процесса проходит в три этапа: предварительная грубая и частично чистая фрезеровка, получистая и напоследок окончательная чистая. Часто для получения деталей высокого качества финишную обработку производят с большими подачами, а предыдущие операции выполняют отдельно на разных станках.
Так как для фрезеровки деталей цилиндрическим способом производится при не столь хорошем креплении, то чаще всего профильное фрезерование изделий делается торцевым способом. В основном это универсальный способ для многосерийного промышленного изготовления. В этом случае есть возможность воспользоваться несколькими способами фрезерования разных плоских поверхностей. Это использование двух зубил, фрез большого диаметра и нескольких зубил одновременно.

Работа в таком режиме может происходит значительно быстрее и спокойно, в особенности при использовании нескольких фрез сразу, расположенных с разных сторон от изделия. По этой причине фрезерование плоскостей при помощи торцевых фрез, более применяемое в производстве.
Осуществляется фрезерование, помимо этого, также при помощи ионного луча. Это относительно новый и высокотехнологический процесс, позволяющий удалить максимально точный слой металла. Ионное фрезерование производится под воздействием атома гелия на поверхность, главным условием является контроль напряжения и энергии. Другими словами, сегодня не обязательно полировать или шлифовать детали, это можно сделать на атомном уровне, а на раскаленный металл можно вставлять дополнительные детали.
Технологические этапы процесса
Что касается технологического процесса фрезеровки, то она состоит из несколько последовательностей, которым необходимо следовать:
- Изделие осторожно подводят со стороны поверхности, необходимой для обработки, к фрезеру, который в это время вращается.
- Отведя стол, отключают шпиндель, чтобы он не вращался.
- После этого нужно задать требуемую глубину прорезания.
- Запускают шпиндель.
- Изделие, расположенное на столе, вместе с ним подводят к стыковке с фрезой.
Обработку металлических деталей цилиндрической фрезой производят при длине фрезы на 10-15 мм более, чем есть изделие, а диаметр её подбирается, исходя из толщины разрезания и ширины. При выборе торцевых фрез работа будет делаться не так шумно, поскольку детали надежнее прикрепляются. Производительность предприятия будет высокой при использовании набора фрез, так как во многом упрощается задача. Все зависит от применяемых фрез, а это: совместные фрезы, зубила, двумя дисками одновременно, набора фрез, расположенных с разных боков заготовки и пр. Фрезерование плоскостей несколькими торцевыми фрезами делает сразу несколько обрезаний, а также исключает удары при работе.

Современные технологии позволяют проводить безопасную и с меньшим процентом брака обработку на токарно-фрезерных станках, оборудованных системами ЧПУ. В некоторых случаях, как при обработке деталей повышенной твердости, можно на них делать шлифовку. Они гарантируют получение изделий по максимуму точной геометрической формы, а также производительность. Бывают как специального назначения, так и общего использования, но небольшие детали дома можно обрабатывать ручным электрическим фрезером. Управление на компьютере позволяет задать все параметры и выполнять максимально точно, к тому же есть возможность рассчитывать и создавать 3D модели непосредственно на станке.

Благодаря современным технологиям, фрезерная обработка приобретает большую популярность в разных отраслях производств. Что касается металла, то можно на станках делать как алюминиевые, так и стальные, титановые изделия. Вне зависимости от материала, фрезерованием можно делать детали специального назначения, эксклюзивные, ювелирные и др. И только на станках, оборудованных системами ЧПУ, можно выполнять лазерную фрезеровку деталей сложной формы. Это дорогостоящая, но качественная обработка возможна без предварительной шлифовки.
Шлифование металла
Существует просто огромное количество различных операций по обработке металла, все они характеризуются применением определенного оборудования и оснастки. Распространенной финишной обработкой можно назвать процесс шлифования. Оно предусматривает снятие небольшого поверхностного слоя, за счет чего достигается определенная шероховатость и более точные размеры. Рассмотрим особенности данного процесса подробнее.

Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования. Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
Основные виды шлифовки
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.
Круглое наружное шлифование
Шлифовка металла при применении подобной технологии предусматривает использование специального оборудования. Среди особенностей круглого шлифования отметим следующие моменты:
- В качестве расходного материала применяется абразивный круг. Он вращается вокруг своей оси.
- Одновременно с кругом в обратном направлении вращается заготовка. За счет этого существенно повышается эффективность операции.
- Может осуществляться продольная и поперечная подача, за счет которых изменяется глубина врезания инструмента и обеспечивается обработка по всей длине.
Принцип круглого шлифования Круглое наружное шлифование
Подобная технология часто применяется для шлифования цилиндрических заготовок. Это связано с тем, что при контакте шлифовального круга с заготовкой цилиндрической формы на момент вращения обрабатывается вся поверхность.
Внутреннее шлифование
Очень часто проводится внутренняя шлифовка металла. Она похожа на предыдущую технологию, но отличается тем, что что абразивный круг находится внутри заготовки. При внутреннем шлифовании металла:
- Инструмент и заготовка могут получать поперечную и продольную подачу.
- Основное вращение получает абразивный круг.
Для того чтобы повысить эффективность проводимой работы в зону резания подается охлаждающая жидкость.
Зубошлифование
Зубчатые колеса являются частью самых различных механизмов. Сложность формы рабочей части определяет то, что приходится использовать специальное шлифовальное оборудование. Среди особенностей подобной технологии отметим следующие моменты:
- Обработке подвергается профиль зубчатого венца.
- Круг изменяется под размер эвольвенты зуба.
- Для работы с зубчатыми колесами подходят специальные станки.

Зачастую поверхность зуба подвергается закалке, за счет чего существенно усложняется процесс механической обработки.
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.

Шлифование плоских поверхностей
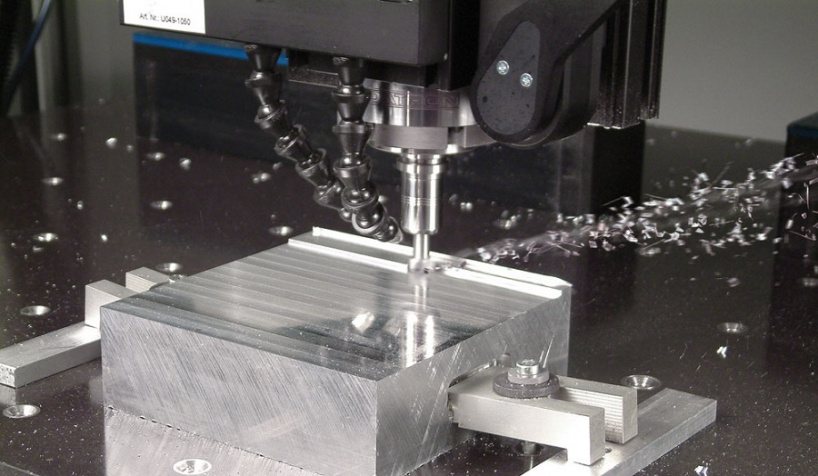
Часто обработке подвергаются плоские корпусные заготовки из различного металла. Проводимая операция по изменению шероховатости поверхности характеризуется следующими особенностями:
- Заготовка располагается на специальном столе, за счет которого обеспечивает надежное крепление. Фиксация может быть механической или магнитной.
- Основное вращение передается абразивному кругу, возвратно поступательное заготовке или инструменту.

Шлифование плоских поверхностей
За счет подбора круга с наиболее подходящим профилем можно провести обработку самых сложных форм. При работе в зону контакта инструмента и заготовки может подаваться охлаждающая жидкость.
Обработка деталей перед шлифовкой
Как ранее было отмечено, шлифование является финишным этапом. Перед ним проводится:
- Черновое точение металла. За счет этой операции заготовки придают требуемую форму и размеры с учетом припуска.
- Чистовое точение проводится для придания требуемых размеров.
- Фрезерование – еще одна технологическая операция, которая предусматривает механическое снятие металла. Чаще всего фрезерованию подвергаются корпусные детали и шестерни.
- Термообработка. Для того чтобы существенно повысить твердость поверхности и прочность изделия проводится закалка. Снизить хрупкость структуры можно за счет отпуска и отжига. В некоторых случаях проводится термохимическая обработка, которая предусматривает внесение определенных химических веществ в поверхностный слой.

Обработка деталей перед шлифовкой
При разработке режимов обработки учитывается припуск на проведение всех технологических операций.
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Изготовление абразивных материалов проводится в соответствии с установленными стандартами и технически условиями.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

Абразивные материалы
Все абразивные материалы делятся на варианты исполнения природного и искусственного происхождения. Природные варианты исполнения имеют ограниченное применение из-за нестабильных физико-механических характеристик. Большое распространение получили искусственные абразивные круги, которые могут выдерживать длительное применение.
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 2 из 2]
Алюминий – один из самых популярных металлов, из которого изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается. К механической обработке обычно относят все процессы обработки резанием: токарную обработку, фрезерование, строгание, сверление, пиление и т. д. Поскольку различных алюминиевых сплавов довольно много, то они могут иметь различные характеристики механической обрабатываемости. Разобраться во всём этом вам поможет данная статью.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Подачи и скорости:
Многие операторы просто используют 1000 SFM для расчета оборотов. Если вы так сделаете, то на самом деле вы не будете работать быстрее, чем все остальные.
Честно говоря, это обычно то, что рекомендуется для большинства фрез. 1000-1500 SFM - это совершенно нормальная скорость для работы шпинделя. Однако при слаженном тестировании вы можете достичь скорости в 3 раза выше. Подробнее об этом позже.
Скорость подачи - вот где многие трусят. Если вы подаете концевую фрезу диаметром 1/2″ со скоростью всего 0,003″ на зуб, вы просто теряете время. Для производства нужно подавать не менее 1% от диаметра фрезы на зуб. Это означает, что торцевую фрезу 1/2″ нужно подавать не менее 0,005″ на зуб. При стабильной настройке и коротком инструменте можно даже удвоить этот показатель.
Единственное исключение из этого правила-когда вы работаете с небольшими инструментами, такими как 1/8″ или меньше. Очистка от стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.

Даже при токарной обработке вам нужно очень сильно подавать материал, чтобы раздробить ее стружку. В противном случае конвейер для стружки будет постоянно заклинивать.
В конце концов, мощность шпинделя и обороты в минуту должны быть основным фактором, замедляющим черновую обработку алюминия на большинстве станков для деталей среднего размера.
Балансировка и гармония:
Вообще говоря, все, что превышает 10 000 об/мин, должно быть хорошо сбалансировано. На инструментах указаны номиналы балансировки, поэтому подбирайте их соответствующим образом.
Это само собой разумеется, но если вы ударите инструмент в станке, он больше не будет сбалансирован. Также не забывайте, что балансировать нужно весь инструмент в сборе. Если у вас есть цанговый патрон ER, рассчитанный на 20 тыс. об/мин, но вы установили расточную головку, то номинал цанги ничего не значит.
Это также верно, когда речь идет об определении точности фрезы. Многие рабочие совершенно не обращают на это внимания, но твердосплавные концевые фрезы на самом деле имеют рейтинг посадки хвостовика. Это может иметь большое значение при использовании некоторых видов резцедержателей, например, гидравлических. Более плотная и точная посадка означает лучшую балансировку, лучший срок службы инструмента и более долговечный шпиндель.
Помимо балансировки инструментов, которые не разрушат ваш шпиндель на высоких оборотах, проверка колебаний - это действительно потрясающее преимущество при обработке алюминия. Поскольку алюминий такой маслянистый, вы можете резать его на очень высоких скоростях.
Гармонические испытания помогут вам найти резонансные частоты инструментов и определить оптимальные скорости и подачи. Если частота резания нарушена, инструмент начнет вибрировать, как скрипичная струна, и у вас будут все основания уйти домой раньше времени.
Найти оптимальное соотношение частоты инструмента и числа оборотов - очень важно. Это может увеличить число оборотов с 7 000 об/мин до 22 000 об/мин с соответствующими скоростями подачи.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разнесете свои инструменты на миллион острых кусочков от безумных колебаний, которые получаются, когда вы немного отклоняетесь.
В одной мастерской, где я работал, тестирование метчиков позволяло нам работать концевыми фрезами 3/4″ с длиной калибра 10″ на скорости около 22 тыс. об/мин и 700 IPM. Иногда мы могли работать быстрее.
Эти системы не дешевы, и вам, очевидно, нужен фрезер, способный работать с такой высокой производительностью. Однако, когда у вас будет такая возможность в цехе, вы будете далеко впереди конкурентов из общего машиностроительного цеха.
Стратегии обработки алюминия:
Для большинства задач при фрезеровании алюминия я добился наибольшего успеха с помощью старомодной агрессии для получения хороших показателей материала. Такие вещи, как чистовое фрезерование, в большинстве случаев являются пустой тратой времени, за исключением тех случаев, когда вы работаете очень маленькими фрезами в стесненных геометрических условиях.
Основная причина этого заключается в том, что станки часто не могут поддерживать очень высокие ускорения и замедления, необходимые для того, чтобы действительно использовать преимущества утончения стружки при торцевом фрезеровании. Вы не можете заставить 1000-фунтовый стол вращаться с быстротой 1200 IPM.
Использование традиционных параметров, таких как полная ширина и глубина реза 1/2xD, обычно лучше работает в реальной жизни при обработке алюминия.
Общие операции для обработки алюминия:
Вот список общих операций, которые вам придется выполнять при обработке алюминия, а также несколько советов, которые помогут вам в этом.
Облицовка:
Если вы собираетесь использовать фрезу с гильзой, обязательно выбирайте очень агрессивный угол наклона и полированные пластины. Ваша обработка будет потрясающей, и вы сможете действительно увеличить число оборотов.
Выемки:
Это то, что многие делают неправильно. Если вы переступаете через половину диаметра фрезы и половину вниз, вы совершаете ошибку по двум причинам:
- Резак может выдержать больше. Идите почти на всю ширину. Я использую 95% плоской поверхности фрезы. Причина в том, что в углах фреза все равно будет утоплена. Это означает, что вам придется замедлить подачу, чтобы инструмент не разорвался в угловых участках. Если вы выйдете на все 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения фрезы и материала.
- Шаг 50% ужасен для гармоник при черновой обработке с приличной скоростью. Удар инструмента о заготовку происходит в самом неблагоприятном месте, врезаясь в каждый зуб. Даже переход к инструменту с шагом более 65% приведет к заметному уменьшению дребезжания.
Еще один совет - использовать фрезу диаметром чуть меньше внутреннего радиуса выемки. Если вы используете концевую фрезу диаметром 1/2″ для вырезания выемок радиусом 1/4″, вы будете иметь тенденцию строгать углы с колебаниями, когда инструмент меняет направление. На высоких скоростях инструмент не меняет направление мгновенно, что означает, что инструмент разгружает давление резания. Это и вызывает эти стрекочущие звуки.
Обычно я спрашиваю, могу ли я изменить размер этих радиусов до 0,265″ для получения чистых углов. Это уменьшает контакт инструмента с геометрией детали. Станок также способен обрабатывать закругленный поворот на более высоких скоростях. Вспомните автомобиль на гоночной трассе. Если поворот острый, машина замедляется. Если радиус поворота больше, машине не нужно снижать скорость.
Это позволит устранить дребезжание в углах, которое делает ваши детали хуже, чем они могли быть.
Пазовое фрезерование:
Для выполнения очень глубоких пазов есть два варианта, которые хорошо работают: либо использовать трохоидальное фрезерование для уменьшения отклонения фрезы и колебаний, либо использовать концевую фрезу с коническим хвостиком.
Лично я предпочитаю торцевые фрезы с коническими хвостовиками, так как инструмент значительно прочнее, и вы не получаете никаких потерь при движении инструмента вперед-назад. Глубокое пазовое фрезерование - это один из тех случаев, когда часто имеет смысл использовать специализированный инструмент.
Для мелких пазов (4xD и менее) не нужно ничего особенного.
Сверление:
Самое главное использовать острые сверла.
Твердосплавные сверла - не всегда выход; на самом деле нет смысла использовать дорогое твердосплавное сверло, если у вас нет оборотов шпинделя или объема производства, чтобы это оправдать.
В общем, просто используйте сверло с углом 135 градусов, и все будет в порядке. Если на кончике сверла есть паутинка, то в процессе резания будет выделяться много ненужного тепла.
Метчики:
Метчики общего назначения технически работают, но метчики, предназначенные специально для алюминия, значительно надежнее. Они имеют более агрессивный угол наклона, что означает более чистые срезы и меньший нагрев.
Кроме того, не бойтесь иногда увеличивать число оборотов. Если вы никогда не превышаете 200 об/мин на своих станках, вы просто теряете время.
Конечно, некоторые станки просто старые и давно обходились без тех. обслуживания, у них может быть слишком большой люфт, чтобы резать быстрее. Однако на таких станках вы все равно не сможете конкурировать с предприятиями в которых установлены новые станки.
Суть в том, что резать алюминий легко, не тратьте на это время.
Как получить великолепную отделку поверхности алюминия:

В этом нет особого секрета, главное высокие обороты. Использование чистового инструмента с бритвенной остротой, высокой спиралью и очень агрессивным углом наклона также поможет вам получить супер блестящую поверхность.
Однако стоит отметить одну вещь: не стоит тратить время на то, чтобы сделать деталь красивее, чем она должна быть. Иногда вы просто хотите сделать клиента счастливым и произвести на него впечатление, но помните, что есть разница между блеском и высоким Ra.
Действительно стоит сделать расчеты чистоты поверхности, чтобы определить максимальную скорость подачи для чистовых резов. Я обычно делаю расчеты, а затем отступаю примерно 10% от этой величины, чтобы перестраховаться. Если вы перейдете эту грань, вы будете ошибаться в половине случаев.
Жидкость для резки:
Никогда не режьте алюминий без смазочно-охлаждающей жидкости. Парни, которые делают это на YouTube, делают это так, только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кулисами) фрезы взрываются, когда они закупориваются из-за расплавленного алюминия, скапливающегося на кромке.
Многие компании скажут вам, что тип СОЖ имеет огромное значение для таких вещей, как срок службы инструмента и качество обработки поверхности. Так ли это?
Отчасти, на самом деле, единственный раз, когда я действительно видел заметную разницу, это когда все остальные факторы были подобраны идеально.
Вот важные параметры, на которые надо учесть для улучшению процесса обработки:
- Параметры резания - шаг вперед / шаг вниз, скорость подачи, число оборотов в минуту, траектория инструмента.
- Геометрия режущего инструмента - подходящая для алюминия и типа операции (черновая обработка, чистовая обработка и т.д.) - угол спирали, марка твердого сплава, количество канавок и т.д.
- Покрытие/финишная обработка фрез.
- Охлаждающая жидкость.
Ну вот, в общем-то, и все. Конечно, можно узнать еще много интересного о резке алюминия, что позволит вам обойти конкурентов, но это статья, а не электронная книга. В конечном итоге, если вы действительно хотите преуспеть в работе с алюминием, вам нужно будет провести несколько собственных экспериментов.
Читайте также: