Шпиндель для фрезерного станка с чпу по металлу
Обновлено: 18.05.2024
Под шпинделем я буду понимать двигатель, на который надет патрон (цанга) для удержания и вращения рабочего иструмента (фрезы, сверла, ножа, гравера). Шпиндели условно можно разбить на две группы — промышленные и любительские. Промышленный шпиндель - специально разработанное устройство, обычно рассчитанное на высокую боковою нагрузку, имеющее сложную систему охлаждения (воздушную или водяную) и смазку. Любительскими можно называть любую дрель или бытовой фрезер. Хочу обратить внимание читателя на то, что обычная бытовая дрель рассчитана на продольную нагрузку, т. е. на сверление отверстий и потому имеет очень посредственные подшипники удержания вала. При работе на станке нагрузки преимущественно перпендикулярны оси шпинделя. Поэтому, качественный шпиндель имеет очень хорошие подшипники, рассчитанные на такие нагрузки. Промышленный шпиндель, как правило, не требует смазки и чистки на протяжении всего срока эксплуатации. Кроме того, специализированный шпиндель имеет так называемый цанговый зажим, хорошо отбалансированный, который позволяет зажимать инструмент со стандартным хвостовиком (об этом будет подробнее в разделе об инструменте). Обычно в станках используется цанга ЕR11 или ЕR16, которая позволяет зажимать инструмент с рабочим хвостовиком 2,5 — 3,0 - 3.2мм. Вряд ли Вам потребуется промышленная цанга ЕR25, она позволяет зажимать инструмент с хвостовиком 6мм. Это инструмент для снятия больших слоев металла. Предполагаю, что выбранные Вами направляющие просто не позволят работать с такой нагрузкой, т. е. конечно имеется фреза и с рабочим диаметром 2мм при хвостовике 6 мм, и она будет так же эффективна как фреза с хвостовиком 3.2 мм, но при использовании фрезы на 10мм при хвостовике 6мм у Вас деформируются направляющие, и результатом будет лишь поврежденный станок. Так что, не гонитесь за максимальным диаметром рабочего инструмента. Как я уже говорил, станок должен быть сбалансирован. Поэтому, остановитесь на цанге ЕР-13 — этого Вам будет достаточно на многие годы.
Что будет, если обычную дрель поставить на станок? Работать конечно будет, но по мере выработки подшипников, будет увеличиваться биение патрона и, соответственно, точность позиционирования инструмента будет уменьшаться. Кроме того, станок, обычно при тонких работах, делает множество мелкошаговых проходов и шпиндель работает к ряду не один час. Дрель может перегреться и сгореть, или в ней сработает тепловая защита и она остановится. Так как управляющее ПО не имеет представления о состоянии дрели, то будет продолжать движение инструмента даже после остановки вращения. Это неминуемо приведет к поломке рабочего инструмента.
Мощность шпинделя. Здесь правило — чем больше, тем лучше. Для мелких сверлильно-гравировальных работ достаточно 400-600 ватт. Для фрезеровки металлов и толстых слоев древесины достаточно 1000-1400 ватт. Как универсальный шпиндель, способный выжать из Вашей фрезы и системы подачи максимум — шпиндель на мощность выше 2000 ватт (2кВт).
Отдельно отмечу трехфазные шпиндели. Они имеют три провода питания, одну нейтраль и один провод заземления. Их нельзя напрямую подключить к бытовой (однофазной) сети. Для их подключения необходимо из одной фазы сделать три. Делается это с помощью преобразователя частоты (ПЧ). Устройство выпрямляет переменный ток и генерирует из него переменный ток другой частоты и фазности. Здесь необходимо отметить, что ПЧ представляет множество сервисных функций. В частности, если входное напряжение всегда 50 Гц (в России) и поменять это Вы не можете, то на выходе устройство развивает частоту от 1 до 400 Гц в зависимости от уставки. Применительно к нашим задачам, это означает возможность установки частоты вращения шпинделя. Кроме того, ПЧ может управляться от ПО станка, и программа автоматически установит необходимые обороты шпинделя в соответствии с таблицей скоростей для заданного материала. Более того, дорогие ПЧ имеют в своем арсенале так называемое векторное управление двигателем. Не вдаваясь в технические нюансы, скажу, что это позволяет развивать больший момент на инструменте посредством косвенного (по фазовому сдвигу тока) определения фактической скорости шпинделя и своевременного изменения эпюры формируемых ПЧ импульсов. Кроме того, ПЧ позволяет установить скорость разгона и замедления оборотов шпинделя, что так же положительно сказывается на его ресурсе (хотя в некоторых источниках это опровергается). Так же из сервисных функций ПЧ можно отметить защиту от превышения тока потребления шпинделя, которая позволяет отключить шпиндель при выходе нагрузки за установленный порог вследствии, например, ошибки в выборе скорости подачи. И еще один важный момент — ПЧ может выдавать сигнал готовности шпинделя, т. е. сигнализировать ПО, что шпиндель вышел на заданные обороты или отклонился от них. Это позволяет останавливать выполнение программы и сберечь инструмент при неожиданном отключении шпинделя. Таким образом, наличие ПЧ сильно улучшает надежность и удобство использования шпинделя.
Система охлаждения шпинделя бывает воздушная или водяная. Воздушная — как у обычной дрели, где на валу шпинделя расположен вентилятор. Минус этой системы в том, что она, во-первых, работает как пылесос, всасывая в шпиндель все то, что Вы вырезали из заготовки, а, во-вторых, эффективность работы вентилятора зависит от скорости вращения вала, что на низких скоростях вращения может привести к перегреву шпинделя и выходу его из строя. Водяная система лишена всех недостатков воздушной и очень эффективна. Но требует доработки гидравлики. Я использую стандартные пищевые шланги с внешним диаметром 8мм и внутренним 6мм. Первые мои станки я делал из компьютерной системы водяного охлаждения процессора компании Termaltake . Она содержит насос, радиатор и вентилятор. Но достаточно дорога. Позже я перешел на использование в качестве насоса — бензинового насоса от автомобиля. Он более надежен и менее дорог. Обратите внимание, что бензонасосы бывают среднего давления и низкого. Впрысковые машины снабжаются насосами среднего давления и развивают около 3 атмосфер. Нам столько не надо. Насосы карбюраторных автомобилей развивают давление 0.1-0.3 атмосферы — хороший вариант. Еще есть варианты насосов для аквариумов, но это совсем крайний вариант. Надежность бензонасоса и аквариумного насоса — не сопоставимы. Помните, запуск шпинделя без циркуляции воды приведет к его перегреву и выходу из строя.
Шпиндели электрические

Прижим для шпинделя 80 мм. Широко применяется при высокоскоростной обработке тонких листовых материалов на станках с ЧПУ, режущих плоттерах. Преимущества: - Имеет регулировку с помощью винтов; - Увеличивает эффективность работы с листовыми материалами; - Прижим универсален и подходит для различных марок шпинделей

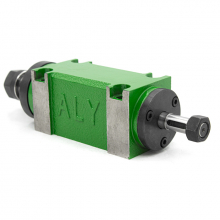
Шпиндельная головка ременноприводная предназначена для обработки черных и цветных металлов на малых оборотах с большим заглублением.






Электрические шпиндели для станков с программным управлением
Шпиндель – главный рабочий орган фрезерного станка с ЧПУ (непосредственно на предприятиях иногда используется название «главный привод»). Отличается от серийных электродвигателей бытового и промышленного применения характеристиками и конструкционными особенностями исполнения:
- максимальное количество оборотов у шпинделя для фрезерного станка с ЧПУ выше;
- на эти двигатели устанавливаются системы принудительного охлаждения;
- поскольку ось шпинделя сильнее нагружается в радиальном направлении, в нем используются усиленные радиальные подшипники.
Как подобрать шпиндель под конкретные задачи
Основные критерии выбора при проведении модернизации станка – требования к мощности шпинделя и диапазону скоростей вращения. Причем рассматривать эти требования нужно в комплексе. Численные характеристики первого показателя определяются обрабатываемыми на станке материалами и развиваемым им усилием резания.
Для фрезерования металла фрезами диаметром свыше 4 мм нужен шпиндель мощностью выше 2 кВт. Но есть один нюанс. Если обеспечиваемый приводами момент и прочность рамы станка и портала не дают применять силовое фрезерование (большая глубина резания, средние обороты, малые подачи), то используется скоростное фрезерование (ускоренные проходы с малым заглублением инструмента в материал), в этом случае мощность не так важна.
Выбор скорости вращения шпинделя зависит от материала, который обрабатывается на станке, и типа используемого инструмента. При работе по металлу твердосплавная фреза диаметром 4 мм отработает на 10000 оборотов в минуту, но быстрорежущая таких режимов не выдержит даже при фрезеровании с малой глубиной резания и сгорит.
Точка зрения «для обработки дерева нужны высокие обороты» не всегда оправдана – при малых подачах нарушается нормальное стружкообразование и образуется мелкодисперсная пыль, попадание которой между материалом и фрезой приводит к повышению температуры в зоне резания.
В среднем для фрезерования хватает 8000-12000 оборотов в минуту, для гравировки – минимум 20000.
Водяное охлаждение или воздушное
Тип охлаждения шпинделя определяется спецификой решаемых на станке задач. Воздушное охлаждение отличается повышенным уровнем шума и резким падением эффективности при переходе на низкие обороты из-за замедления вращения крыльчатки, прогоняющей воздух через рубашку шпинделя. Особенно это критично при работе по металлу, поскольку потребляемая мощность возрастает и двигатель нагревается еще сильнее. Водяное дороже, но эффективнее, поскольку температура носителя не зависит от частоты вращения ротора.
При замене шпинделя на сходный по характеристикам аналог потребуется перенастройка частотного преобразователя, а если подбирается шпиндель большей или меньшей мощности – его замена.
Как выбрать шпиндель
Шпиндель — основной рабочий агрегат фрезерного станка с ЧПУ.
Подбирается в зависимости от обрабатываемых материалов и режимов обработки.

Первое, с чем надо определиться, будет ли шпиндель со встроенным электродвигателем, или будет приводиться в движение через ременную или зубчатую передачу.
Выбор типа шпинделя
- работают на существенно меньших оборотах, обычно 300-8000 об/мин, некоторые модели до 12000 об/мин. Большие скорости невозможны из-за величины подшипников и сложности балансирования приводных шкивов и шестерней на валу.
- могут использовать любые подшипники, в т. ч. роликовые, в результате обладают большой жесткостью и нагрузочной способностью, и в зависимости от модели могут применяться в т.ч. для силового фрезерования черных металлов и титана.
- если привод организовать от мотора с энкодером, то наличие обратной связи позволит нарезать резьбу
- шпиндель использует инструментальные конусы, т. к. цанговые зажимы не обеспечивают нужную повторяемость и жесткость.
Выбор вида охлаждения электрошпинделя
- Звук. Они существенно тише воздушных. Это преимущество нивелируется звуком от фрезы, который намного громче работающей крыльчатки
- Контур охлаждения. Это означает подключение помпы, трубки охлаждения, емкость с тосолом, и т. п. В идеале также контролировать силу потока и его температуру.
- Возможность работы на низких оборотах. Воздухоохлаждаемые же шпиндели быстро начинают перегреваться — поскольку крыльчатка устанавливается на вал шпинделя, с падением оборотов растет ток и одновременно падает воздушный поток.
- Звук. Крыльчатка воздушников весьма сильно воет
- Разлет стружки. Крыльчатка дует практически прямо в зону реза, что вызывает разлет стружки повсюду.
- Прочистка рубашки. Рубашка охлаждения может забиваться продуктами резания. Периодически её необходимо прочищать.
- Чувствительность к перегреву. Воздушное охлаждение менее эффективно, чем жидкостное, в связи с чем надо тщательно следить за температурой шпинделя. Обычно на них есть простой термодатчик (термопара), который можно завести в ЧПУ контроллер.
- Обороты ограничены снизу. На воздушниках нельзя работать на скоростях ниже определенного предела. Если в случае с жидкостными максимум что произойдет — момент упадет до минимума, фрезу заклинит и она сломается, то воздушник из-за перегрева может просто сгореть.
Водяные шпиндели с равным успехом показывают себя при обработке как дерева/пластиков, так и мягких металлов (алюминий, медь и их сплавы).
Если вы определились какой шпиндель выбрать, и это воздушное охлаждение, далее вам надо определиться с брендом, после чего уже не будет большой проблемы выбрать конкретную модель.
Со шпинделями водяного охлаждения немного сложнее, т.к. разброс в их типах, сериях и т.п. достаточно велик. Обычно если в описании написано «для деревообработки и рекламных работ» - это означает, что шпиндель спроектирован исходя из минимальных требований, минимум подшипников, минимум защит, минимум точности при изготовлении. Дешево и сердито, по сути - расходный материал, ремонтопригодность близка к нулю, т.к. стоимость ремонта сопоставима с ценой нового шпинделя. Таковы серии популярных китайских шпинделей GDZ и TDK, в противоположность сериям GDK, в которых в переднем и заднем узле стоят полноценные дуплексы, с тщательным выполнением натяга, передний подшипниковый узел защищен от пыли накладкой и т.п.
Как выбрать скорость и мощность шпинделя
Скорость вращения шпинделя определяется видами фрез и обрабатываемыми материалами. Обычно последовательность такая — исходя из изделий определяется диапазон моделей фрез, исходя из него по каталогам производителей определяется диапазон скоростей резания, а по ним соот-но диапазон скоростей вращения шпинделя.
Вы планируете работать по дереву, вырезая рельефы с большим количеством мелких деталей.
В этом случае вы много будете работать с мелкими фрезами и граверами, для чего требуется шпиндель с большими оборотами — 24000 об/мин(а лучше больше, например 36000), и станок с высокой скоростью подачи (5000 мм/мин). А также будут использоваться фасонные и пазовые фрезы большого диаметра, что накладывает ограничения на минимальную мощность шпинделя — она должна быть достаточно большой, чтобы фреза не вязла в материале, в зависимости от диаметра фрез и режима работы — от 2.2 до 7 кВт.
Планируется станок для обработки алюминиевых сплавов небольшими цельными твердосплавными фрезами.
Исходя из чертежа изделий, максимальный диаметр фрезы, который потребуется — 16 мм, минимальный — 0.2 мм, основная работа будет вестись фрезами диаметром 6-10 мм. Согласно каталогам производителя фрез ZCC-CT, рекомендуемая скорость вращения фрез диаметром 6 мм — 13000 об/мин с подачей 1250 мм/мин, 10 мм — 8000 об/мин с подачей 1600 мм/мин,откуда следует задача подобрать шпиндель, оптимально работающий на скорости 10-12 тыс. об/мин, но при этом имеющий запас как по увеличению скорости, так и по уменьшению. Ременноприводные шпиндели не разгоняются выше 8 тыс. оборотов, поэтому работа мелкими фрезами будет происходить очень медленно, а обычные водоохлаждаемые электрошпиндели в целом хотя могут работать в таком режиме, но могут возникнуть проблемы с работой большими фрезами на низких оборотах, поэтому наиболее подходящим вариантов видятся электрошпиндели с 2 парами полюсов — у них базовая частота вращения ниже вдвое (до 12 000 об/мин обычно), но за счет этого момент вращения увеличен пропорционально — на 8000 об/мин они выдадут момент в несколько раз больший, чем водник с одной парой полюсов, а кроме того, ничто не запрещает настроить частотник на превышение базовой частоты, что(с падением момента, конечно) позволит фрезеровать мелкими фрезами с частотой выше базовой.
Планируется станок для обработки небольших алюминиевых и стальных деталей, с небольшим съемом и заглублением.
Данная задача несколько противоречива, сталь настолько по режимам обработки отличается от алюминия, что для них по-хорошему нужны 2 разных станка. Если такое невозможно, то надо определиться, либо мы хорошо обрабатываем алюминий и кое-как сталь, либо хорошо обрабатываем сталь и медленно алюминий. В случае второго варианта мы для начала сразу отказываемся от скоростных электрошпинделей — в них стоят слишком слабые подшипники, они рассчитаны на большую скорость и маленькие усилия, тогда как при обработке стали все наоборот и подшипники просто долго не проживут. Во вторую очередь — шпиндель по стали требуется весьма крупный, по той же причине (размер подшипников), и конусов типа BT30/ISO30 очевидным образом будет недостаточно. Ну и далее определяется, какого размера будут фрезы и скорость вращения. Для фрезы диаметром 6 мм требуется 7000 об/мин при подаче 675 мм/мин, для фрез 20 мм — 2000 об/мин, таким образом нам подойдет шпиндель с конусом BT40 и скоростью вращения до 8000 об/мин. Если работа будет в основном мелкими фрезами, то задача несколько усложняется - использовать шпиндели с механическим приводом также возможно, но подачи станут совсем низкими.
Также, скорее всего вам потребуется шпиндель с отверстием для подачи СОЖ в конус — инструмент склонен очень сильно греться при работе со сталью, просто полива может не хватать и многие виды работ потребуют подачи СОЖ сквозь фрезы и сверла.
После определения основных моментов, можно попробовать дополнительно сузить выбор.
Шпиндели
Darxton предлагает качественные шпиндели водного и воздушного охлаждения, ременноприводные, минишпиндели и шпиндели с автосменой инструмента, а также высокоскоростные шпиндели Kress, которые уже успели себя зарекомендовать как надежный инструмент высокого качества.
FB-A105
Алюминиевый кронштейн для шпинделя 105 мм, с возможностью быстрой регулировки высоты шпинделя винтом. Материал: алюминий.

XCM-70-0.6
Сменная пылезащитная щетка для аспириции . Хорошо сдерживает летящую стружку,что сделает ваш ЧПУ станок намного чище и долговечней . Идеально подходит для линейки аспираций предоставленных на нашем са.

XCM-100-0.6
WIN-151208
Насос погружной низкого напряжения, для организации жидкостного охлаждения оборудования

CLHP-150
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 150 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-130
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 130 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-125
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 125 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-110
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 110 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-100
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 100 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .

ASP80
Насадка на корпус шпинделя диаметром 80 мм для создания вытяжки, подключения систем удаления пыли и стружки(аспирация)
ASP100
Насадка на корпус шпинделя диаметром 100 мм для создания вытяжки, подключения систем удаления пыли и стружки(аспирация)
CLHP-80
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 80 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного о.







Шпиндели для станка с ЧПУ
В Darxton вы можете купить шпиндель для ЧПУ по выгодной цене.

Бесколлекторные шпиндели
Применение бесколлекторных шпинделей
К изобретению бесколлекторных шпинделей инженеров привела потребность в высокоскоростной обработке. Шпиндели на основе электрического бесщеточного (BLDC) двигателя используются для гравировки, фрезерования и сверления разных материалов. Конструкция подобных шпинделей основывается на роторе с постоянными магнитами и статора с обмотками.
Принцип работы бесколлекторных шпинделей
Чаще всего бесколлекторные (бесщеточные) шпиндели работают на основе трехфазного двигателя. Принцип работы бесколлекторных шпинделей на подобном двигателе прост: короткозамкнутый ротор со своим магнитным полем помещается в бегущее магнитное поле трехфазного статора. Ротор начинает вращаться из-за взаимодействия своего магнитного поля и поля статора, с немного меньшей скоростью. Подобная конструкция шпинделя позволяет обрабатывать материалы на высоких скоростях, и это происходит за счет следующих факторов:
- уменьшенный вес ротора, достигнутый использованием легких материалов с выраженными магнитными свойствами, позволяет шпинделю выдавать большее количество оборотов в минуту;
- вытянутая цилиндрическая форма шпинделя позволяет наиболее эффективно использовать производительность устройства и повысить его КПД при компактных размерах устройства. Благодаря этому, современный бесщеточный шпиндель имеет компактные размеры при низкой потребляемой мощности. Подобный шпиндель был бы очень подходящим при использовании в настольном ЧПУ станке по металлу при обработке стали, чугуна, дерева, пластика, драг. камней и других, самых различных, материалов.
Регулирование скорости бесщеточного шпинделя
Скорость бесколлекторного шпинделя регулируется преобразованием частоты 3-хфазного тока и напряжения. С этой целью используются частотные преобразователи, которые всегда используются с двигателями асинхронного типа. Важная памятка: мощность шпинделя и частотного преобразователя должны совпадать.
Бесколлекторные шпиндели - цена, где купить?
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
- Классификация
- Особенности шпинделя зависимо от вида
- Цанговые зажимы
- Мощность шпинделя
- Способы фрезеровки
- Критерии выбора шпинделей
- Охлаждение
Под фразой «шпиндель для фрезерного станка с ЧПУ» обычно принято подразумевать двигатель, с установленным на него цанговым самозажимным патроном (как на ручной фрезерной машинке), который служит для фиксации режущего инструмента, такого как фреза, точильный камень, сверло и т.д, и передачи ему вращательного движения с большой скоростью.

Классификация
Их можно разбить на 2 небольших группы – это домашние и промышленные:
- К домашним относятся различные бормашины, маленькие бытовые фрезеры или дрели.
- К промышленным же относят двигателя, рассчитанные выдерживать высокие нагрузки в процессе работы, имеющие керамические подшипники и, зачастую оснащенные сложной системой жидкостного или воздушного охлаждения и системой подачи смазки непосредственно на участки с большим уровнем трения и нагрева.
При использовании в домашнем станке ЧПУ дрели в роли шпинделя, необходимо понимать, что ее подшипники не рассчитаны на высокую боковую нагрузку и очень быстро начнут «выть», что может привести к высокому нагреву обмоток, уменьшению мощности на валу, и в последствии такой шпиндель просто сгорит.
В данном случае охлаждение не поможет, и необходимо дорабатывать саму дрель, а именно: заменить шариковый подшипник вала на роликовый (желательно с керамическими роликами), жестко зафиксировать его в корпусе и позаботится о постоянном наличии смазки в нем.

Особенности шпинделя зависимо от вида
В основном, во время работы фрезерных станков, все нагрузки перпендикулярны оси шпинделя, а параллельные нагрузки появляются только в момент врезки в тело заготовки. Именно поэтому, необходимо выбирать двигатель, который сможет выдерживать такие нагрузки на протяжении большого периода времени, поскольку работа фрезерных станков может быть непрерывной в течении суток и даже более.
Шпиндели, предназначенные для промышленных целей, не нуждаются в постоянной чистке и смазке подшипников на всем сроке эксплуатации, но, если вы начинаете замечать посторонние звуки в его работе на холостом ходу, лучше все же разобрать корпус двигателя, выдуть изнутри сжатым воздухом все загрязнения (если таковые присутствуют) и хорошо смазать подшипник специальной смазкой, не теряющей своих свойств при высоких температурах.
Помимо всего, промышленный шпиндель оснащен качественным цанговым патроном, имеющим минимальное биение при работе, обеспечивая необходимую точность обработки, минимальную разницу между фактическим и реальным размером фрезы и позволяющий зажимать фрезы с обычным цилиндрическим хвостовиком.
Цанговые зажимы
В основном, самыми распространенными являются цанги типа ER11 и ER16, в которую становится сверло или фреза с диаметром хвостовой части от 2.5 до 3.2 мм, даже если она сделана конусом. Также существуют и патроны, рассчитанные под больший диаметр инструмента, но они используются при грубой обработке металла или фрезеровке по стали и имеют отверстие под зажим инструмента 6 и более миллиметров.

Почему нельзя установить ее на мой домашний станок с ЧПУ, спросите вы?
Если зажать фрезу диаметром 2 мм с диаметром хвостовика 3.2 мм в цанговый патрон, то при обработке вы практически не заметите разницы, но, если установить на любительский станок фрезу, диаметром 10 мм и хвостовиком 3.2 мм, то легко можно деформировать направляющие, поскольку нагрузка на них в таком случае возрастает в разы. В станке все детали должны идеально сочетаться друг с другом, в противном случае с ним будет больше проблем, чем качественной работы. Поэтому рекомендуем вам остановить свой выбор на цанге EP-13, ее вполне хватает для небольших объемов работ и к ней подходит практически любой рабочий инструмент, применяющийся в обработке различных материалов.
Мощность шпинделя
При выборе мощности шпинделя необходимо руководствоваться золотым правилом – чем больше, тем лучше. Основные правила при выборе мощности:
- Если планируется использование фрезерных станков только для сверловки или гравировки небольших деталей, то будет вполне достаточно шпинделя, мощностью до 600 ватт.
- Для фрезеровки твердых пород древесины и металла нужно рассматривать уже двигателя мощностью от 600 до 1400 ватт.
- В случае, если планируется дальнейшая модернизация станка (бывают станки с двумя шпинделями и более) или нужен большой запас по мощности, необходимо смотреть в сторону шпинделей, имеющих мощность свыше 1.6 кВт, они позволят производить обработку практически любых материалов, а качество работы будет зависеть только от надежности механической части станков с ЧПУ.

Способы фрезеровки
Уточним некоторые тонкости. Фрезеровать можно двумя способами, либо с быстрой подачей и медленным вращением фрезы, либо с медленной подачей, но с высокой скоростью вращения фрезы. Первый способ называется скоростным, а второй – силовым.
В промышленности обычно используется силовое фрезерование для того, чтобы максимально быстро выбрать лишний материал из заготовки. Перед этим необходимо изучить описание и паспортные данные определенной фрезы и внести в станок нужные режимы резания конкретно для нее, а именно: скорость вращения, заглубления и подачи. Таким образом, можно использовать фрезу, получая от нее максимальную производительность, не перегружая ее.
Если механическая часть вашего станка не позволяет получить хорошее усилие и начинает деформироваться, то лучше не экспериментировать, а использовать второй способ фрезерования – скоростной, развив максимальную скорость вращения фрезы и установив минимальную скорость подачи.
Критерии выбора шпинделей
Проанализировав вышесказанное, необходимо определиться что нам важнее, скорость шпинделя или его мощность. Покупая качественный и дорогой шпиндель, можно не задаваться таким вопросом, ведь большинство из них имеют достаточно высокую мощность и высокую скорость вращения одновременно.
По максимуму такие шпиндели практически не используют, а нагружают их на 60-80% всей мощности и используют до 90% от максимальной скорости, что несомненно является большим преимуществом, так как в таких условиях шпиндель для фрезерного ЧПУ станка не перегреется и не будет работать на износ. Высокая скорость вращения (18000-20000 об/мин) практически не используется по той причине, что при обработке на таких скоростях инструмент и заготовка начинает греться и подгорать, испортив всю работу.

Отдельно стоит рассмотреть шпиндели, питаемые от трехфазной сети. Они подключаются пятью проводами, три из которых – линейные, один нулевой и один для заземления. К бытовой сети их не получится подключить без доработок.
Раньше для таких целей использовали пусковые конденсаторы, которые, по законам электротехники, изменяли угол фазы и искусственно создавали 3 фазы из одной. Но фрезерный станок с ЧПУ для такого способа вряд ли будет актуален, поскольку в таком случае теряется возможность регулирования скорости вращения шпинделей. Поэтому в наше время используются электронные преобразователи частоты (ПЧ), принцип работы которых построен на выпрямлении бытового напряжения и генерации из него 3-фазного с возможностью плавной регулировки частоты.
Преобразователь частоты или частотник, как его называют в народе, имеет множество полезных функций, среди которых можно выделить: контроль температуры шпинделей, плавная регулировка скорости их вращения, и самой полезной функцией является то, что он может быть подключен к блоку управления фрезерных станков и программное обеспечение будет автоматически устанавливать необходимую скорость вращения инструмента. Помимо этого, частотник дает возможность плавного запуска и торможения шпинделей, что значительно увеличивает срок их работы.

Охлаждение
Как уже было сказано выше, шпиндели могут быть оборудованы как воздушным, так и жидкостным охлаждением. Воздушное представляет собой обычную крыльчатку, закрепленную на валу двигателя и обдувающую его обмотки.
Большим недостатком такого типа охлаждения является тот факт, что крыльчатка не только нагнетает воздух на горячий мотор, но еще и засасывает в его корпус стружку, пыль и все то, что вырезает фреза из заготовки. Также при обработке на низких скоростях воздушное охлаждение малоэффективно, поскольку напрямую зависит от скорости вращения вала шпинделя.

Система водяного охлаждения не имеет такого недостатка, но при ее использовании необходимо отдельное место для резервуара с охлаждающей жидкостью и правильная фиксация трубок с ней на корпусе фрезерных станков, что сильно усложняет конструкцию, если это фрезерный двухшпиндельный станок.
Она гораздо эффективнее системы воздушного охлаждения, поскольку скорость тока жидкости через шпиндель все время одинакова благодаря использованию специальной помпы. Основным условием, которое необходимо соблюдать, имея шпиндель с водяным охлаждением – это то, что нельзя включать двигатель, не включив помпу, поскольку в таком случае он вовсе не будет охлаждаться, очень быстро перегреется и, как следствие, сгорит.
Читайте также: