Скорость остывания металла на воздухе
Обновлено: 04.10.2024
Зима. Мороз. Аварийно отключено водяное отопление. Сколько времени есть на ремонт и восстановление работоспособности системы отопления без слива до размораживания? За какое время воздух в помещении остынет до критической температуры, при которой возникнет.
. опасность замерзания воды в трубах?
Критическим значением температуры внутреннего воздуха помещений принято считать +8°C. Предполагается, что при этом в подвалах, технических помещениях, на лестничных клетках температура может оказаться уже отрицательной, и последствия могут быть катастрофическими.
На скорость остывания дома влияют множество факторов: температура и влажность наружного воздуха, скорость и направление ветра, уровень и продолжительность инсоляции, наличие или отсутствие иных внутренних источников тепла (включая людей и животных), инфильтрация, вентиляция.
В расчете, представленном далее, будет учитываться только температура наружного воздуха. Этот факт не добавляет точности, делая расчет, по сути, оценочным, зато существенно его упрощает.
Теория.
По классическому закону Ньютона-Рихмана время нагрева (охлаждения) тела в среде с постоянной температурой определяется по формуле:
z=(LN (ABS (tн-t1)) -LN (ABS (tн-t2)))·c·ρ·V/(α·F), с (1)
- tн — температура среды, °C
- t1 — начальная температура тела, °C
- t2 — температура тела по истечении времени z, °C
- c — удельная теплоемкость тела, Дж/(кг·К)
- ρ — плотность тела, кг/м3
- V — объем тела, м3
- α — коэффициент теплоотдачи на границе поверхность тела — среда, Вт/(м2·К)
- F — площадь поверхности тела, м2
Выделим правую часть формулы и обозначим β:
β=c·ρ·V/(α·F), с (2)
β имеет размерность времени — секунда:
В строительной теплотехнике величину β принято называть коэффициентом аккумуляции тепла здания и считать не в секундах, а в часах.
Наиболее надежным, достаточно точным и простым способом определения коэффициента аккумуляции здания β является практический замер температуры воздуха в помещении (как правило, в угловом) при отключенном отоплении и достаточно стабильной наружной температуре при пасмурной безветренной погоде без осадков.
Если температура воздуха в точке замера снизится с t1 до t2 за z часов, то согласно тем же формулам (1) и (2):
β=z/LN ((t1-tн)/(t2-tн)), час (3)
Для некоторых типов зданий значения β приведены в таблице:

* МДС 41-6.2000, Таблица 2, автор таблицы: к.т.н. Брайнина Е.Ю.
** Богословский В.Н., Сканави А.Н. Отопление, Москва, Стройиздат, 1991, стр. 81
Зная коэффициент аккумуляции β, можно достаточно легко смоделировать процесс остывания, вычислив время и среднюю скорость остывания дома:
z=β·LN ((t1-tн)/(t2-tн)), час (4)
Расчет в Excel скорости и времени остывания помещения.
На скриншотах далее представлен пример выполнения расчета, реализованного в Excel, с интерактивным отображением графика остывания помещения.
Задав исходные данные, вписав их в ячейки со светло-зеленой и светло-бирюзовой заливкой, пользователь получает автоматически вычисленные время z и скорость остывания v в ячейках листа Excel со светло-желтой заливкой фона.

Меняя шаг времени (в примере задан шаг 2 часа), можно визуально оценить темп остывания в разные по длине периоды времени.

В примере на скриншотах воздух в некоем помещении с коэффициентом аккумуляции β=20 часов остывает с t1=20°C до t2=8°C при температуре наружного воздуха tн=-10°C. Расчет в Excel показывает, что этот процесс по времени займет z=10,2 часа.
Средний темп падения температуры или скорость остывания в течение этого промежутка времени составит v=1,2°C/час. Самая большая скорость остывания будет в первый час после отключения отопления: vmax=1,4°C/час.
Беглого взгляда на график достаточно, чтобы понять, что отрицательной температура воздуха в помещении станет через 22 часа.
Программу можно использовать для расчета коэффициента аккумуляции β или температуры воздуха в помещении t2 по известному времени остывания z при помощи сервиса Excel «Подбор параметра».
Заключение.
Скорость остывания дома при отключении отопления зависит в первую очередь при отсутствии инфильтрации от коэффициента аккумуляции здания и от разницы между внутренней и внешней температурой воздуха.
Наибольшей способностью аккумулировать (запасать и сохранять) тепло обладают тяжелые массивные кирпичные старые здания с чугунными радиаторами и большим объемом воды в системе отопления. У таких домов коэффициент аккумуляции β достигает порой 120 часов.
С увеличением в здании количества и размеров окон, с уменьшением толщины стен в связи с широким использованием легких утеплителей, с распространением конвекторов, обуславливающих относительно небольшой объем теплоносителя в системе современные легкие дома плохо аккумулируют тепло. У таких зданий β может быть 40-20 часов и даже меньше.
Для одного и того же здания коэффициент аккумуляции угловых помещений верхних этажей меньше чем у срединных помещений средних этажей в 1,5-2 раза.
Прошу уважающих труд автора скачивать файл с программой расчетов после подписки на анонсы статей!
Скорость остывания дома без отопления
Коэффициент теплоотдачи поверхность — воздух
В статье рассмотрен расчет мощности теплового потока от горизонтальных и вертикальных плоских поверхностей тела, помещенного в «безразмерное» воздушное пространство при принудительной и естественной конвекции с учетом радиационной составляющей теплоотдачи.
Зная коэффициент теплоотдачи на поверхности (α), разделяющей твердое тело и окружающее это тело воздушное пространство, очень просто определить мощность теплового потока (Q) по известной разности температур (Δt).
Q=α*A*Δt, Вт – мощность теплового потока от или к поверхности тела.
Основная сложность расчета заключается в определении коэффициента конвективной теплоотдачи (αк)! Автоматизировать в первую очередь решение этой трудоемкой задачи поможет Excel.
Нестабильность процесса естественной конвекции у поверхностей различной формы и расположения в пространстве породила большое разнообразие эмпирических формул для вычисления коэффициента конвективной теплоотдачи (αк). Неизбежные погрешности экспериментальных данных привели к тому, что результаты вычислений для одних и тех же поверхностей и условий по формулам разных авторов отличаются друг от друга на 20% и более.
После тщательного детального ознакомления с материалами современных западных изданий по теплообмену (список литературы – в конце статьи) были выбраны формулы, рекомендованные к применению большинством авторов, для использования в представленной далее программе в Excel.
Схемы теплообмена:
На представленных ниже рисунках показаны 8 вариантов схем, для которых программа может выполнить вычисления.
Розовый цвет пластин свидетельствует о том, что они горячее окружающего воздуха. Голубой цвет – пластины холоднее воздуха.
На схемах 1а и 1б воздух принудительно движется (вентилятор, ветер) вдоль поверхности пластины независимо от её ориентации в пространстве. На всех остальных схемах окружающий воздух находится в спокойном состоянии (помещение, полный штиль), а положение пластин сориентировано в пространстве.




Расчет в Excel:

Формулы алгоритма программы:
t0=(tв+tп)/2
l0=L – для схем 1а и 1б
l0=(B*L)/(2*(B+L)) – для схем 2а, 2б, 3а, 3б, 4а, 4б
Для определения теплофизических параметров воздуха при определяющей температуре (t0) в диапазоне -70°C … +1200°C использованы формулы из предыдущей статьи на сайте.
Re=w*l0/ν
Gr=g*β*|tп— tв|*l0 3 /ν 2
Ra=Gr*Pr

αк=Nu*λ/l0
αр=ε*0,00000005670367*((tп+273,15) 4 — (tв+273,15) 4 )/(tп-tв)) – при tвtп
*) αр=0 – при tв>tп
α=αк+αр
q=α*(tп-tв)
Q=q*B*L
*) Нагрев поверхностей Солнцем или иными источниками теплового излучения программой игнорируется.
Вычисление теплофизических параметров воздуха и числа Нуссельта, как видно из вышеприведенных формул, являются ключевыми и самыми трудоемкими при определении конвективного коэффициента теплоотдачи.
Тестирование программы проводилось на примерах из книг, представленных в конце статьи. Отклонения результатов в основном не выходили за пределы ±5%.
Замечание:
В отечественной теплотехнической литературе для решения рассмотренных задач широко используются формулы второй половины прошлого века М.А. Михеева и В.П. Исаченко, которые в современной западной литературе не упоминаются. Беглый сравнительный анализ результатов расчетов по формулам разных авторов дал противоречивые и неоднозначные ответы. Если при принудительной конвекции результаты фактически идентичны, то при естественной конвекции отличаются порой на 30% и более, но иногда почти совпадают…
Литература:
Прошу уважающих труд автора скачать файл с программой после подписки на анонсы статей!
P. S. (01.11.2020)
Дополнение по естественной конвекции у вертикальной поверхности:
Если построить графики по вышеприведенным формулам Черчилля и Чу для числа Нуссельта при естественной конвекции у вертикальной изотермической поверхности (схемы 2а и 2б), то можно увидеть, что при Ra=10 9 кривые не совпадают!

По этому поводу авторы формул Черчилль и Чу дают примерно следующее пояснение: «уравнение, основанное на исследованиях Черчилля и Усаги Nu=(0,825+0,387*Ra 1/6 /(1+(0,492/Pr) 9/16 ) 8/27 ) 2 дает хорошие результаты для средней теплопередачи при свободной конвекции у изотермической вертикальной пластины во всем диапазоне значений Ra и Pr от 0 до ∞, даже если оно не работает для обозначения дискретного перехода от ламинарного к турбулентному потоку». Линхарды в [1] отмечают, что рассматриваемое уравнение чуть менее точно для ламинарных условий при Ra и рекомендуют в этом диапазоне использовать первое уравнение тех же авторов Nu=0,68+0,67*Ra ¼ /(1+(0,492/Pr) 9/16 ) 4/9 . Хотя, судя по графикам, в диапазоне Ra для воздуха обе функции чрезвычайно близки друг к другу.
Еще один нюанс, который встретился только у Линхардов в [1]: «свойства флюида следует оценивать при t0=(tв+tп)/2 за одним исключением, если флюид – газ, то коэффициент объемного расширения β следует определять при t0=tв». Но сами авторы зависимостей Черчилль и Чу о таком условии ничего не пишут. По этому поводу в их статье [7], говорится, что «для больших температурных перепадов, когда физические свойства существенно различаются, Ид рекомендует оценивать физические свойства как средние значения температуры поверхности и объема, а Уайли дает более подробные теоретические указания для режима ламинарного пограничного слоя».
Максимальная относительная ошибка для Nu=(0,825+0,387*Ra 1/6 /(1+(0,492/Pr) 9/16 ) 8/27 ) 2 , если β=1/tв вместо β=2/( tв+tп), составляет в процентах:
ε=(((tв+tп)/(2*tв)) 1/3 -1)*100%, или
ε=((|(tп— tв)|/(2*tв)+1) 1/3 -1)*100%

Как видно из графика при температуре среды - воздуха tв=20°C=293,15K и при перепаде температур поверхности и воздуха Δt=|tп— tв| °C максимальная погрешность ε не превышает 5%.
При Δt>90 °C расхождение результатов быстро нарастает.
Правы Линхарды или множество других авторов, рассчитывающих все свойства флюидов при одном значении определяющей температуры t0=(tв+tп)/2? Однозначного ответа у меня нет.
(По материалам Обри Джаффера [8].)
Эмпирические уравнения для суммарного коэффициента теплоотдачи:
В инженерных расчетах для быстрого приближенного определения суммарного коэффициента теплоотдачи, учитывающего и конвекцию, и излучение на границе поверхность тела – среда, можно использовать более простые зависимости, приведенные в [9].
При расчете тепловых потерь через наружные поверхности тел, которые находятся в спокойном воздухе закрытых помещений, можно применить нижеприведенные формулы. Результаты вычислений по этим формулам достаточно близки к результатам более точных расчетов.
α=9,74+0,07*(tп-tв), Вт/(м2*°C) при tп °C
α=9,3+0,058*tп, Вт/(м2*°C) при tп=50…350 °C
On-line калькуляторы для расчетов коэффициентов конвективной теплоотдачи от плоских, цилиндрических и сферических поверхностей:
Инструменты представлены Группой исследований теплопередачи (HTRG). Группа была создана в 2014 году преподавателями Лаборатории теплотехники и жидкостей факультета машиностроения инженерной школы Сан-Карлоса (EESC) Университета Сан-Паулу (USP) для проведения передовых, качественных фундаментальных и прикладных исследований по вопросам теплопередачи для многофазных и однофазных систем.
Расчет времени нагрева, выдержки и охлаждения при проведении термической обработки , страница 6
Примечание. Общее время нагрева штанги tобщ с учетом времени выдержки составит 36 мин + 12 мин = 48 мин, а с учетом выбранной схемы укладки (например по схеме 3 таблица 9 приложения):
tобщ = 36 × 2 + 12 = 84 мин = 1 ч 42 мин.
4 Расчет времени охлаждения
4.1 Расчет времени охлаждения в среде с постоянной температурой
Пример 4. Определить продолжительность охлаждения центра вала из стали 40Х, диаметром 600 мм, длиной 3 м с температурой 850ºС до температуры 200ºС в различных охлаждающих средах (вода, масло, воздух).
По таблице 3 приложения принимаем коэффициент теплоотдачи.
aводы = 1163 Вт/м 2 ºС;
aмасло = 348,9 Вт/м 2 ºС;
aвоздух = 98,9 Вт/м 2 ºС.
Средний коэффициент теплопроводности lср(от температуры нагрева до температуры охлаждения) будет равен » 37,75 Вт/м 2 °С (по таблице 5 приложения). Зная l и R находим критерий Био по формуле (13):
при охлаждении в воде:
при охлаждении в масле:
при охлаждении на воздухе:
Определяем температурный критерий q(для случая охлаждения):
Для случая охлаждения в воде или на воздухе:
Для случая охлаждения в масле:
Тогда критерий Фурье, определенный по рисунку А.1, б (приложение):
при охлаждении в воде Fo= 0,4 (Bi = 9,03; θ = 0,21);
при охлаждении в масле Fo = 0,68 (Bi = 2,77; θ = 0,19); при охлаждении на воздухе Fo = 1,4 (Bi = 0,79; θ = 0,21).
Коэффициент теплопроводности взят для аустенитного состояния при 800ºС, λ = 26,7 Вт/мºС (таблица 5, приложение), теплоемкость С = 687 Дж/кгºС (таблица 6, приложение) и γ = 7830 кг/м 3 .
Определим коэффициент температуропроводности по формуле (21):
Критерий Фурье по формуле (20):
Подставляя значения Foдля различных сред охлаждения, находим: при охлаждении в воде:
при охлаждения на воздухе:
4.2 Расчет времени охлаждения в среде о переменной
температурой
4.2.1 Расчет времени охлаждения в масле
Пример 5. Определить время охлаждения центра вала диаметром 200 мм, длиной 3 м, весом 700 кг с температурой 800ºС до 200ºС в баке о маслом объемом 4 м 3 при начальной температуре масла 30ºС.
«Водяное число» масла при удельном весе γж = 0,9 кг/л с теплоемкостью Сж = 2,06 кДж/кгºС определим по формуле:
где Vж – объем жидкости (масла);
γж – удельный вес жидкости (масла);
Сж – теплоемкость жидкости (масла).
«Водяное число» вала весом Gм = 700 кг и с теплоемкостью См = 0,687 кДж/кгºС (таблица 6, приложение) определим по формуле:
Отношение «водяных чисел»:
Подставляя значения, «водяных чисел» в уравнение (23) получим:
Следовательно, температура масла повысится с 30º до 78ºС, т.е. на 48ºС, а температура охлаждаемого металла снизится с 800º до 800 – 78 = 722ºС.
Принимая a =581,5 Вт/м 2 ºС (см. пункт 1.4), l =34,9 Вт/м 2 ºС (таблица 5, приложение).
Подставляя наеденные значения (для встречного потока) в уравнение (26) получим:
Значение температурного коэффициента θ находим по формуле (19):
По значениям Biусл=1,61 и θ=0,17 по рисунку А.1, б (приложение) находим Fo=0,8, что соответствует расчетным данным по формуле (20), которая была преобразована в формулу (22), определяем время охлаждения:
Поскольку охлаждение ведется в баке с маслом, без принудительного охлаждения его происходит постепенное повышение его температуры за счет вносимого металлом тепла. Для того, чтобы при закалке не происходило резкого повышения температуры масла, рекомендуется принимать отношение веса жидкости к весу закаливаемого металла равным:
В нашем примере
4.2.2 Расчет времени охлаждения изделий при душевой закалке
Пример 6: Определить время охлаждения сложных профилей при душевой закалке: швеллера №20 (200×55×3,2 мм), уголка №9 (90×90×6 мм), балки №20 (200×65×3,2 мм) с температуры конца прокатки (1000ºС) до температуры начала самоотпуска 450ºС при закалке изделий обрызгиванием (душевая закалка) для малоуглеродистой и низколегированной сталей.
Влияние скорости охлаждения на структуру и свойства стали
Этот вопрос удобнее выяснить на примере эвтектоидной стали (С = 0,8%). Из этой стали изготавливается серия образцов, все они нагреты до аустенитного состояния, т.е. выше 727°С и в дальнейшем каждый образец охлаждается с разной скоростью (рис. 38).
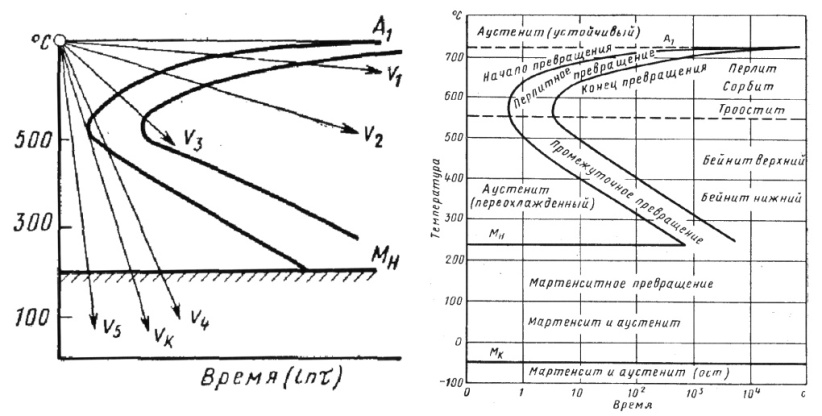
Рис. 38. Диаграмма изотермического распада переохлажденного аустенита эвтектоидной стали с наложенными на нее кривыми охлаждения:
а – общий вид; б – получаемые структуры
Превращение аустенита при температурах 550°С и выше называется перлитным превращением, при 550°С…МН – мартенситным (МН – начало, МК – конец мартенситного превращения).
Перлитное превращение. В интервале температур перлитного превращения образуются пластинчатые структуры из кристаллов феррита и цементита, которые отличаются степенью дисперсности частиц Ф и Ц.
Дисперсность перлитных структур оценивается межпластинчатым расстоянием S соседних пластинок феррита и цементита (рис. 39).
Чтобы не спутать цементит с ферритом используют специальный травитель – пикрат натрия, который окрашивает цементит в черный цвет. Феррит при этом не окрашивается, т.е. остается светлым.
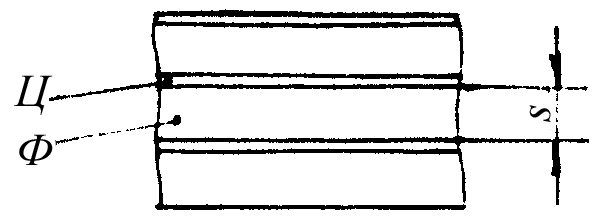
Рис. 39. Феррито-цементитная структура
Если превращение идет при температурах 650–670°С, то образуется перлит, S = 6·10 -4 мм .
При температурах превращения 640–590°С образуется сорбит,
При температурах превращения 580–550°С образуется троостит, S = 1´10 -4 мм.
Как видно из опыта с увеличением скорости охлаждения зерна феррито-цементитной смеси измельчаются все сильнее, что резко влияет на свойства. Так, например, у перлита НВ 2000, у сорбита НВ 3000. а у троостита НВ 4200, МПа.
Промежуточное (бейнитное) превращение. В результате промежуточного превращения образуется бейнит, представляющий собой структуру, состоящую из a-твердого раствора несколько пересыщенного углеродом и частиц цементита. Бейнитное превращение сочетает в себе элементы перлитного и мартенситного превращений. В аустените образуются объемы, обогащенные и обедненные углеродом. Обедненные углеродом участки аустенита претерпевают g ® a превращение бездиффузионным путем (мартенситным). В объемах аустенита, обогащенных углеродом, при t = 400–550°С происходит выделение частиц цементита. При t < 400°С частицы цементита выделяются в кристаллах a-фазы.
Бейнит, образовавшийся при температурах 400–550°С называется верхним бейнитом, он имеет перистое строение с худшими механическими свойствами (пониженные sв, КСU и d).
При более низких температурах (ниже 400°C) образуется нижний бейнит, он имеет игольчатое строение с лучшими механическими характеристиками (большим sв, КСU и d).
Мартенситное превращение аустенита. Мартенсит – это пересыщенный твердый раствор внедрения углерода вFeα
Мартенсит образуется только из аустенита в результате сильного переохлаждения последнего со скоростью не менее критической скорости закалки (Vкр = – касательная к диаграмме, см. рис. 38, а).
Мартенситные пластины (иглы) образуются почти мгновенно, со скоростью более 1000 м/с, только в пределах аустенитного зерна и не переходят границу между зернами. Поэтому размер игл мартенсита зависит от размера зерен аустенита. Чем мельче зерна аустенита, тем мельче иглы мартенсита и структура характеризуется как крупноигольчатый или мелкоигольчатый мартенсит. Решетка мартенсита тетрагональная, т.е. периоды с > а (рис. 40).
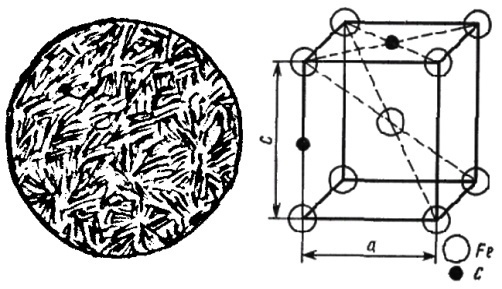
Рис. 40. Микроструктура и кристаллическая решетка мартенсита
Механизм мартенситного превращения состоит в том, что при температурах ниже МН решетка аустенита, хорошо растворяющая углерод (до 2014%С) оказывается неустойчивой, и перестраивается в решетку Feα, способность которой растворять углерод, очень мала (до 0,02%).
Из-за большой скорости охлаждения весь углерод, находящийся в аустените (ГЦК решетка) остается зафиксировать в Feα(ОЦК решетка), где места для его размещения нет. Поэтому избыточный углерод искажает решетку, вызывает появление больших внутренних напряжений и, как следствие, твердость и прочность растут, а ударная вязкость и пластичность падают.
Аустенитно-мартенситное превращение сопровождается увеличе- нием объема. Все структуры стали можно расположить (от максимального объема к минимальному) в следующий ряд: мартенсит – троостит – сорбит – перлит – аустенит.
Отличие от перлитного превращения:
1) большая скорость превращения;
2) превращение бездиффузионное, т.е. без предварительного выде- ления углерода и образования Fe3C;
3) начинается превращение в точке МН и заканчивается в точке МК, причем положение этих точек зависит только от химического состава сплава;
4) в структуре мартенсита всегда есть небольшое количество остаточного непревращенного аустенита (до 4%);
5) решетка мартенсита тетрагональная (а = b ¹ с).
Виды термической обработки. Термической обработкой называется такая технологическая операция, при которой путем нагрева сплава до определенной температуры, выдержке при этой температуре и последующего охлаждения происходят структурные изменения, вызывающие изменения свойств металлов.
Термическая обработка проводится обычно в тех случаях, когда наблюдаются:
1) полиморфные превращения;
2) ограниченная и переменная (увеличивающаяся с температурой) растворимость одного компонента в другом в твердом состоянии;
3) изменение строения металла под влиянием холодной деформации.
Основными параметрами режимов термической обработки являются: температура и скорость нагрева, продолжительность выдержки при заданной температуре, скорость охлаждения.
Температура нагрева стали зависит от положения критических точек, вида термической обработки и назначается на основании анализа диаграммы состояния сплава.
Скорость нагрева зависит от химического состава сплава, размера и формы обрабатываемых деталей, массы садки, характера расположения деталей в печи, типа нагревательного устройства и т.д.
Выдержка при заданной температуре необходима для завершения фазовых превращений, происходящих в металле, выравнивания концентрации по всему объему детали. Время нагрева (40) складывается из времени собственного нагрева tн(2) и времени выдержки tв:
где tв принимается равным 1 мин на 1 мм толщины для углеродистых сталей и 2 мин для легированных.
где D– размер наибольшего сечения (размерная характеристика); K1– коэффициент среды (для газа – 2, соли – 1, металла – 0,5); K2 – коэффициент формы (для шара – 1, цилиндра – 2, пластины – 4, параллелепипеда – 2,5); K3– коэффициент равномерного нагрева (всесторонний – 1, односторонний – 4).
Скорость охлаждения зависит, главным образом, от степени устойчивости аустенита, т.е. от химического состава стали, а также от структуры, которую необходимо получить.
В зависимости от скорости охлаждения углеродистой стали получают следующие структуры: феррит с перлитом, перлит, сорбит, тростит, мартенсит.
Согласно диаграмме состояния Fe-Fe3C, температурные точки, образующие линию PSK, обозначаются А1; линию GS – A3; линию ES – Аст. если рассматривается процесс нагрева, то перед цифровым индексом ставят букву С (АС1, АС3), а если в случае охлаждения r(Аrз, Ar1).
Углеродистые стали подвергаются следующим видам термической обработки: отжигу, нормализации, закалке и отпуску.
Отжиг стали. Цель отжига:
1) исправление структуры после горячей обработки (ковки, литья);
2) снижение твердости для облегчения обработки резанием;
3) снятие внутренних напряжений;
4) подготовка структуры к последующей термической обработке и холодной штамповке;
5) уменьшение химической неоднородности.
При полном отжиге сталь нагревается выше линии АС3 на 30–50°С, выдерживается нужное время при этой температуре и затем медленно охлаждается, как правило, вместе с печью (рис. 41).
При нагреве выше точки АС3 происходит перекристаллизация, в результате чего зерна измельчаются, внутренние напряжения устраняются, сталь становится мягкой и вязкой. Полному отжигу подвергают преимущественно доэвтектоидные стали.
В случае нагрева этих сталей ниже АС3 часть зерен феррита остается в том же виде, в каком он был до отжига (большие размеры, пластинчатая форма), что приводит к понижению вязкости стали.
При неполном отжиге сталь нагревается выше линии АС1 на 30–50°С и после выдержки медленно охлаждается вместе с печью. При неполном отжиге происходит лишь частичная перекристаллизация (перлит-аустенит). Этот вид применяется для заэвтектоидных сталей.
Нагрев этих сталей выше линии Aсm(аустенитное состояние) нецелесообразен, так как растворенный в аустените цементит при последующем охлаждении будет выделяться по границам зерен перлита в виде сетки, что резко снижает пластичность и делает сталь хрупкой.
Диффузионный отжиг (гомогенизация) применяется для выравнивания химической неоднородности по объекту кристалла в крупных отливках. Он проводится при температуре 1050–1150°С и при более длительных выдержках (10–18 ч).
Рекристаллизационный отжиг применяется при снятии наклепа и внутренних напряжений в стали после холодной обработки давлением (прокатка, штамповка, вытяжка и др.). Для углеродистых сталей этот вид отжига проводится при температуре 650–690°С. В результате чего твердость понижается, а пластичность растет.
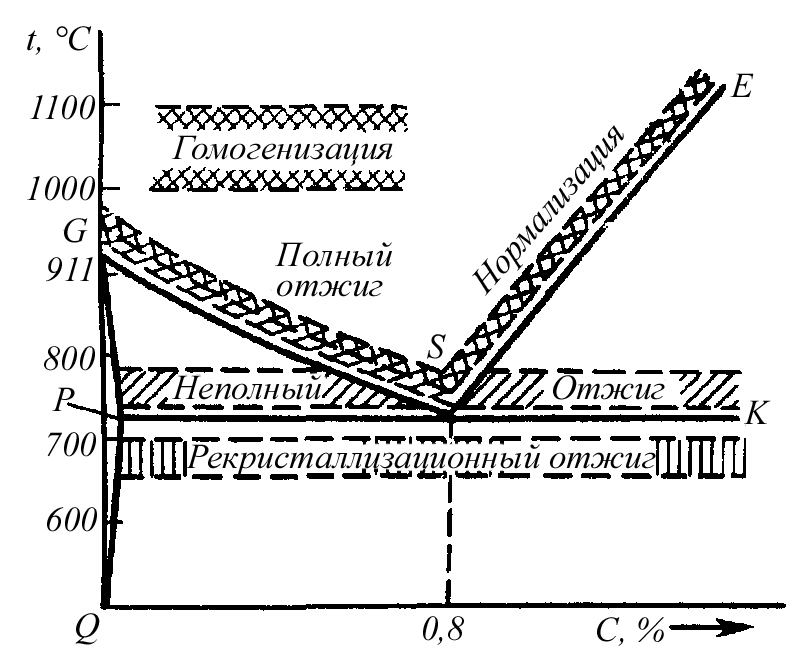
Рис. 41. Оптимальные температуры нагрева при различных видах отжига
Нормализация стали. Вид термической обработки, состоящий в нагреве стали на 30–50°С выше линии GSE(Аcз и Аcm), выдержке при этой температуре и последующем охлаждении на спокойном воздухе называется нормализацией стали.
Цель нормализации – измельчение зерна, улучшение механических свойств, подготовка структуры для окончательной обработки (закалки и отпуска).
По сравнению с отжигом, скорость охлаждения при нормализации значительно выше, поэтому распад аустенита идет при больших переохлаждениях, что приводит к образованию мелкозернистых продуктов распада – феррита и перлита, и, следовательно, повышению твердости.
Нормализация, как вид термической обработки, применяется главным образом для низкоуглеродистых строительных сталей. Нормализацией устраняется цементитная сетка в заэвтектоидных сталях при подготовке их к закалке.
Закалка стали. Вид термической обработки, состоящий в нагреве стали до температуры выше линии АС3 (доэвтектоидной стали) или АС1 (заэвтектоидной стали) на 30–50°С, выдержке при данной температуре и последующем быстром охлаждении в воде или масле (рис. 42) называется закалкой.
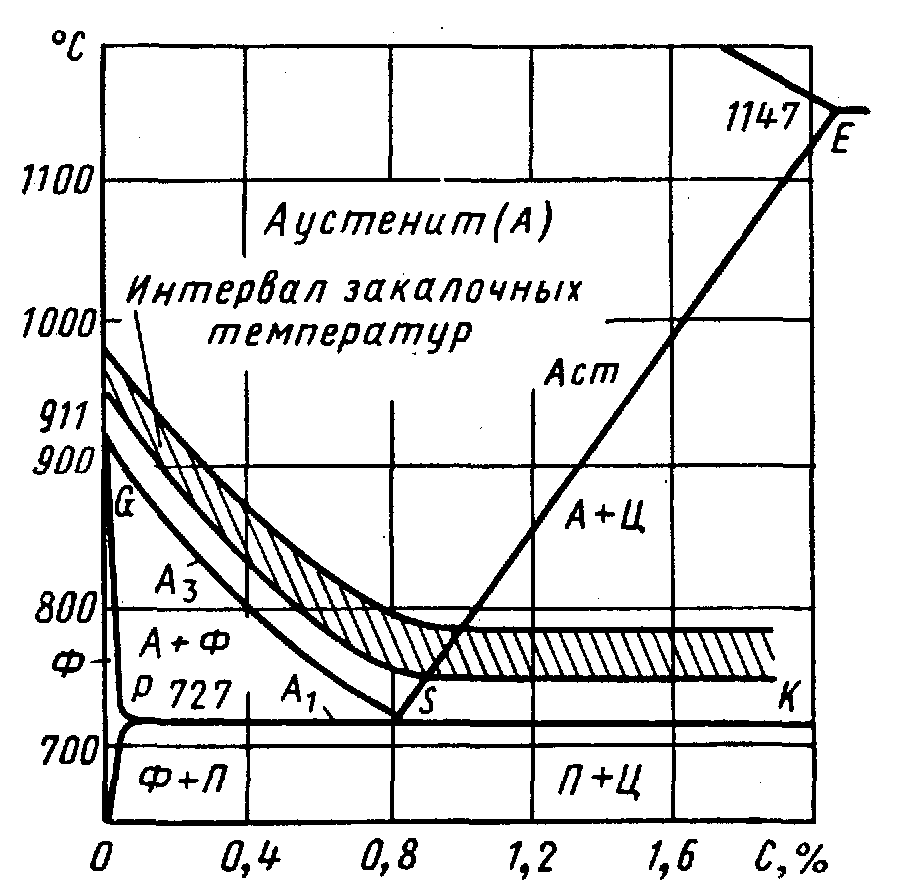
Рис. 42. Оптимальные температуры нагрева под закалку углеродистых сталей
Цель закалки – повышение твердости, прочности и износостойкости стали за счет получения структуры мартенсита, имеющего характерное игольчатое строение.
Для превращения аустенита в мартенсит скорость охлаждения должна быть больше критической скорости закалки Vкр.
Критической скоростью закалки называется наименьшая скорость охлаждения, при которой весь аустенит переохлаждается до мартенситного превращения. Если скорость охлаждения будет меньше Vкр, аустенит распадается на феррито-цементитную смесь (тростит, сорбит, перлит, см. рис. 38).
Требуемая скорость охлаждения обеспечивается подбором охлаждающей среды. В производственной практике для закалки применяют воду, минеральные масла, водные растворы солей, щелочи. Основным преимуществом масел по сравнению с водой является медленное охлаждение в мартенситной области (ниже 300°С), вследствие чего закалка в масле дает меньшую деформацию, напряжения и склонность к образованию закалочных трещин.
Различают полную и неполную закалку стали. При полной закалке сталь нагревается на 30–50°С выше критической точки АС3. Доэвтектоидные стали обязательно подвергают полной закалке, т.е. нагревают до полного перехода феррито-перлитной структуры в аустенитную. При последующем охлаждении со скоростью выше критической сталь приобретает структуру мартенсита.
Недогрев доэвтектоидной стали до точки АС3 приводит к сохранению в структуре закаленной стали наряду с мартенситом некоторого количества феррита и, следовательно, к заниженным механическим свойствам после закалки. Такую закалку называют неполной, и для доэвтектоидной стали она является пороком (рис. 43, б).
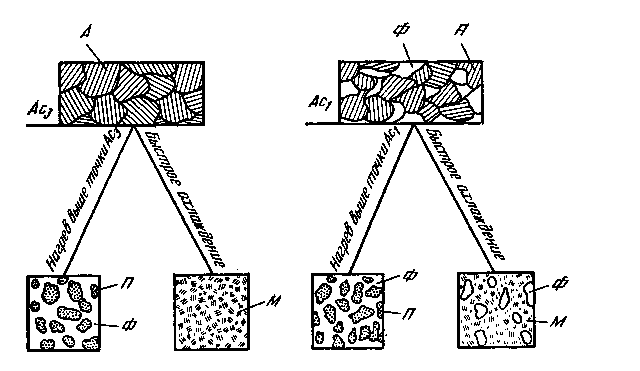
Рис. 43. Структурные превращения в доэвтектоидной стали при закалке:
а – полная закалка; б – неполная закалка
При неполной закалке заэвтектоидной стали (нагрев выше точки АС1, но ниже точки Асm) оставшийся нерастворенным цементит повышает твердость стали после закалки, так как является упрочняющей фазой. Если заэвтектоидную сталь нагреть выше линии Асm, то в ее структуре будет крупноигольчатый мартенсит с повышенным количеством остаточного аустенита (см.рис. 44, б). Таким образом, если для доэвтектоидных сталей неполная закалка является дефектом, то для заэвтектоидных – основным видом закалки.
Отпуск стали. Вид термической обработки, состоящий из нагрева закаленной на мартенсит стали до температуры ниже линии PSK (АС1), выдержке при этой температуре и последующего охлаждения называется отпуском.
Нагрев стали при отпуске облегчает переход из метастабильного состояния пересыщенного a-твердого раствора в более устойчивое. При отпуске с повышением температуры в закаленной стали происходит выделение углерода из мартенсита, что сопровождается уменьшением кристаллической решетки, образованием и коагуляцией (укрупнением) частичек цементита.
С повышением температуры отпуска предел прочности и твердость понижаются, а пластичность и ударная вязкость растут.
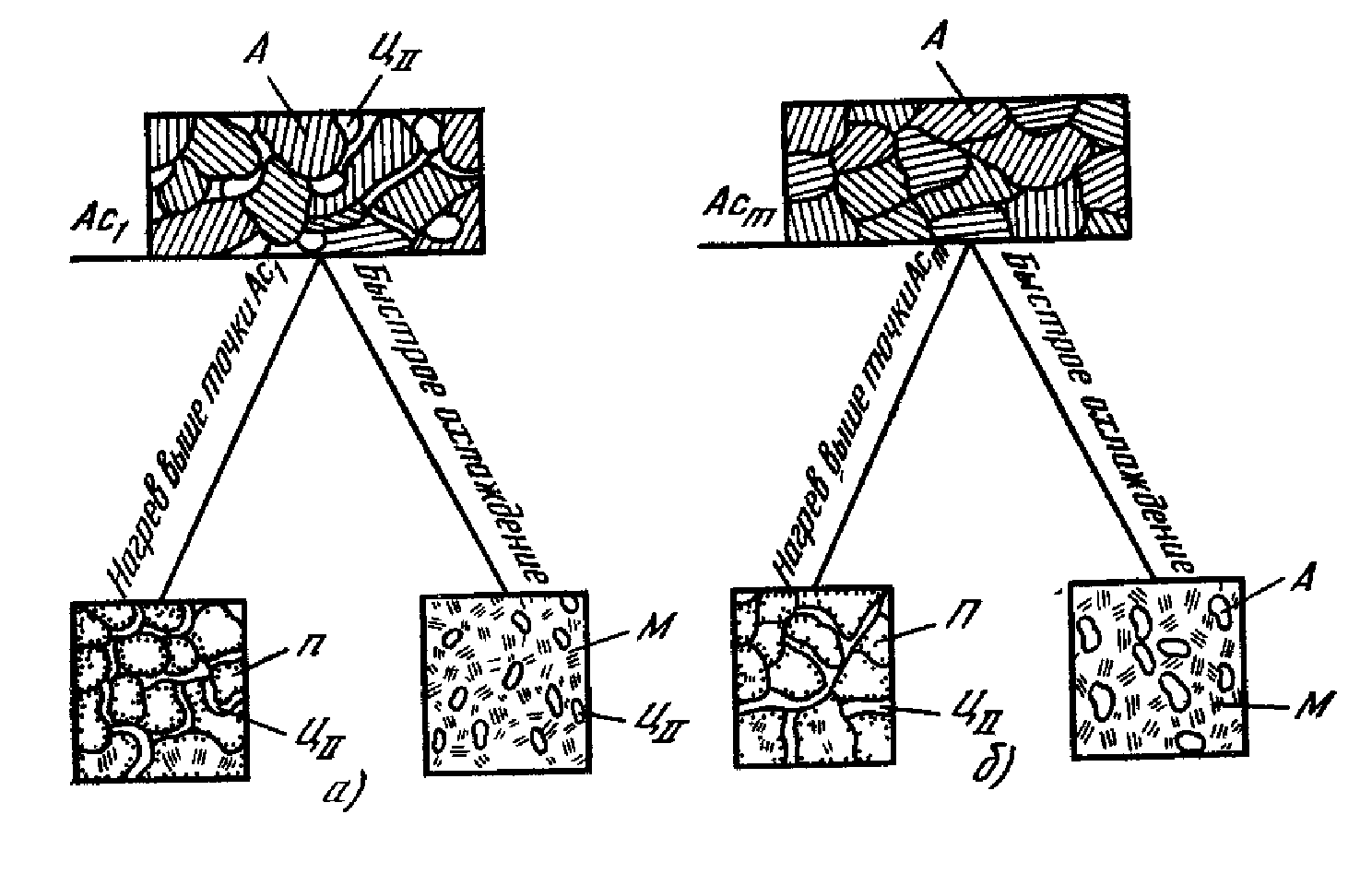
Рис. 44. Структурные превращения в заэвтектоидной стали при закалке:
а – неполная закалка; б – полная закалка
В соответствии с техническими требованиями, предъявляемыми к изделиям на практике, применяют следующие виды отпуска: низкий, средний и высокий.
Низкий отпуск характеризуется невысокими температурами нагрева (150–250°С) и применяется для изделий, где требуется высокая твердость (HRC 56–64) и износостойкость. Низкий отпуск незначительно уменьшает твердость закаленной стали и увеличивает вязкость, снимая внутренние напряжения в изделиях. Свойства стали после отпуска зависят не только от температуры нагрева, но и от продолжительности выдержки. Низкий отпуск применяют для режущего инструмента, зубил, валков, калибров, шаблонов, изделий из цементуемых сталей.
Структура сталей после низкого отпуска – отпущенный мартенсит.
Средний отпуск характеризуется нагревом закаленной стали до температуры 300–400°С и обеспечивает относительно высокую твердость HRС 40–54 и максимальный предел упругости при достаточной прочности. Этот вид отпуска применяется для пружин, рессор, штампов, ударного инструмента и т.д. Структура изделий после среднего отпуска – тростит отпуска.
Высокий отпуск осуществляется нагревом закаленной стали до 500–600°С и применяется для изделий из конструкционных сталей, подвергаемых воздействию высоких динамических, знакопеременных или статических напряжений. Структура стали после высокого отпуска сорбит отпуска.
Читайте также: