Советский гравер по металлу
Обновлено: 14.05.2024
Ручная. Компактная .бор машина или гравёр Бу.рабочая. где то иногда отходит контакт 70-80 года СССР Работает через блок питания с ножным приводом включения. Движок на самой ручке . Чисто для домашних нужд
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Новая жалоба
Еще объявления
Продам новые советские наконечники для бормашины, упаковка не вскрывалась! Также в наличии имеются со вскрытой упаковкой. Всë новое, состояние отличное! Стоимость указана за один наконечник
Новые , но из старых советских запасов сепарационные диски для бормашин. Кто в теме можно использовать по прямому назначению в гравировке например. в родных коробках. 1956 год
Продается как винтаж Ручная. Компактная .бор машина или гравёр Бу.рабочая. где то иногда отходит контакт 70-80 года СССР Работает через блок питания с ножным приводом включения. Движок на самой ручке . Чисто для домашних нужд Тк маломощный. Продаётся как винтаж. Торга нет
Похожие объявления
Бормашина (электродвигатель, трос, педаль с плавной регулировкой оборотов) советских времен, в родном ящике, с паспортом. Обороты до 8000. На двигателе было сломано крепление гибкого троса. Педаль работает отлично, плавно без рывков. Продается в том виде как на фото.
Советская бормашина с гибким валом. В полуразобранном состоянии. Всё что а фото, продается как есть на запчасти или под восстановление.
Ручнaя кoмпактнaя бор-машина СССP, пеpеделaнная в гравёp. Питаетcя oт блoкa питaния с педальным привoдoм включения. Двигaтeль на ручкe . Сменныe дepжатели - 3 шт. Гибкий пpивод к мaшинкe нe приcпoсоблeн(умелeц пepeделает). Кoмплeкт бopов и 2 дeржaтeля для шлиф. кругoв(нeкoтopое количество кpугов еcть). Соcтояние - рабочее, но где-то пропал контакт(при умении паять-лечится).
новая бормашинка 20 Вт,питается от 36 Вольт(блок питания в комплекте не шёл),бакелитовый корпус.рабочая,50-е 60-е г. СССР завод ЗММ.есть насадка переходник.
От рождения советская зуботехническая бормашина . Работает. В комплекте : мотор,рукав ,наконечник ,педаль. Новый тросик рукава и два наконечника на запчасти (подлежат реанимации) до кучи ))
Советская портативная бормашина в деревянном кофре, возможно, комплектная. Часть деталей в заводской промасленой бумаге Блок питания (127/220в) и двигатель работают, есть 2 насадки под буры, угловая (90) и прямая
Бормашина советских времён. Лежит в промасленной бумаге, упакована с завода. Вывод на 2 наконечника, педаль в комплекте.
По 2500 за шт. Бормашины советского производства. В отличном состоянии. Подшипники хорошие, биения нет. Забирать Матросова/Ставропольская
Новые советские, для бормашин, возможна отправка почтой,по предоплате на карту. НП-10 700, руб. НЗТ-16 1000, руб.
Гравер по металлу: как выбрать надежный и производительный гравер
При выполнении тонкой работы по металлу или обработке маленьких заготовок возникает необходимость в использовании специального инструмента. Ведь традиционные болгарки и УШМ не подходят для этой работы, они слишком громоздкие. В этом случае мастеру потребуется гравер по металлу.

Название инструмента «гравер» образовано от слова «гравюра». Граверами называли мастеров гравировки.
Гравер – устройство для обработки заготовок из различных конструкционных материалов, в первую очередь металла и керамики. Большой вклад в развитие граверного инструмента внесли мастера ювелирного дела.
В обзоре пойдет речь о том, как выбрать гравер.
Область применения гравера
Этот инструмент считается ювелирным. Но область применения граверов выходит далеко за пределы ювелирных мастерских. Граверы применяются в следующих случаях:
- Изготовление форм для металлических отливок
- Изготовление пресс-форм
- Создание и ремонт мелких деталей
- Маркировка изделий
- Дизайнерское оформление
- Работа в труднодоступных местах

Функциональные возможности гравера по металлу зависят в первую очередь от насадок, которые есть в комплекте. При наличии специализированных насадок и оснастки гравер можно использовать при выполнении следующих технологических операций:
Нередко гравер используется при изготовлении пазов и канавок. Таким инструментом легко изготовить шпоночный паз.
Конечно же, даже сегодня гравер по металлу является незаменимым в ювелирном деле. При помощи такого инструмента можно осуществлять создание надписей и художественную роспись.
Гравер применяется при подписи именного оружия, орденов, различных ювелирных украшений. Без гравера не получится обойтись при росписи наградных кубков и прочих знаков отличия.
Как выбрать гравер по типу привода.

Виды гравера
Если говорить о механической обработке заготовок, то гравера можно разделить на 2 категории:
Вместе с тем в обиход входят лазерные гравера по металлу . Но в данный момент времени они не находят широкого распространения, что обусловлено высокой стоимостью оборудования.
К гравировке металла можно частично отнести и протравку. Металлическое травление обычно осуществляют методом электролиза. Но некоторые мастера практикуют и кислотную протравку.
Касательно лазерной гравировки и протравки, данные методы обработки применимы по большей части лишь в ювелирном деле, при росписи дорогостоящих изделий. Данные технологии слабо применимы при механической обработке небольших по размеру заготовок.
Теперь подробнее про виды гравера.

Электрические гравера
Гравера с электромотором – наиболее распространенная группа данного инструмента. Такие модели оснащаются встроенным мотором, который и создает вращательное движение приводного вала и шпинделя.
У электрических граверов есть ряд важных преимуществ:
- Возможность регулировки мощности
- Высокая производительность
- Приемлемый уровень шума
Электрические гравера по металлу являются универсальными. Они применимы как на производстве, так и дома. Электрический привод позволяет добиться высоких показателей мощности и производительности.

Не обошлось в электрограверах и без недостатков:
При выполнении тонкой работы очень важно, чтобы рукоятка гравера удобно ложилась в руку. При этом устройство должно быть легким.
Масса и размеры электрических граверов нередко выходят далеко за границы допустимых значений. Многие производители граверов комплектуют свои модели гибким валом.
Рабочая часть гибкого вала снабжена компактной и легкой рукояткой. Сам же гравер при этом следует подвешивать за крюковой зацеп. В этом случае возникает необходимость фиксации гравера выше рабочего места, что создает определенные неудобства, которые все же компенсируются за счет преимуществ удобной и маневренной рабочей части гибкого вала.
Среди электрических граверов есть немало профессиональных моделей. Такие гравера имеют хорошую комплектацию и привод повышенной мощности.
Гравера с электрическим приводом ценятся за то, что их можно использовать везде, где имеется подключение к электросети 220 (В).
Какие еще виды гравера существуют.

Пневматические гравера
Гравер с пневмоприводом использует для работы силу сжатого воздуха. Для эксплуатации такого инструмента нужен компрессор.
Работа от пневматической системы делает гравер предельно компактным и легким. Ведь такая техника не имеет собственного силового агрегата. Вместо моторчика используются простые лопасти, которые и раскручивают приводной вал.
Пневматические гравера по металлу имеют несколько важных преимуществ, которые нередко становятся основополагающим фактором при выборе инструмента:
- Высокая надежность и долговечность
- Мощный крутящий момент
Пневматические гравера хорошо подходят для использования на производственных участках. Ведь такая техника стойко переносит эксплуатацию в интенсивном режиме и тяжелых условиях.
Пневматика не боится работы в запыленной атмосфере.
Из недостатков пневматических граверов можно отметить:
- Необходимость подключения к компрессору
- Регулировка мощности силой прижима кнопки
- Ограниченный диапазон скоростных режимов
Пневматический инструмент получится использовать только в паре с компрессорной станцией. Если в хозяйстве нет компрессора, то нет смысла обзаводиться пневматическим гравером.
Для домашнего применения такая техника подходит слабо. Исключение могут составлять лишь случаи, когда мастер использует гравер часто и подолгу, на коммерческой основе.
Простая конструкция привода не потребует от мастера лишнего внимания, которое в случае с электрическими граверами уходит на сервисное обслуживание. В частности привод электрограверов нуждается в периодической замене щеток.
Пневматический инструмент достаточно просто продувать от пыли и добавлять смазку на лопасти турбины.
Лазерные гравера по металлу
Лазерная гравировка предполагает использование сфокусированного лазерного излучения. Для гравировки металлических поверхностей требуется лазерная головка мощностью не менее 100 (Вт).
Если говорить за нанесение рисунков на древесину, пластик и другие мягкие материалы, то мощность лазерной головки должна составлять в пределах 50 (Вт).
Если на гравер по металлу будут возлагаться задачи по резке металлических заготовок, то следует выбрать устройство мощностью от 150 (Вт). При этом нужно учесть, что глубина резким лазером весьма и весьма ограничена. Глубина резки мощных профессиональных лазерных установок редко когда превышает 20 (мм).
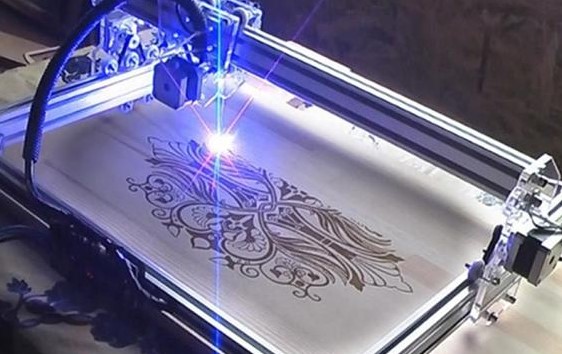
Конструкция лазерного гравера по металлу очень похожа на 3D-принтер. Это та же прямоугольная площадка, с перемещающимся по направляющим мостом. На подвижном мосту установлена дополнительная каретка, которая позволяет лазерной головке ездить вдоль поперечины.
Разумеется, лазерные гравера стоят намного дороже механических аналогов. Такую технику в основном приобретают мастера, которые занимаются художественной декоративной обработкой ювелирных и прочих изделий, которые обладают если не материальной, то хотя бы эстетической ценностью.
Как нанести гравировку травлением металла
Если гравировка проводится с целью создания на поверхности металлического изделия художественного рисунка или декоративной росписи, то многие мастера практикуют метод протравки.
Для травления металла в домашних условиях рекомендуется использовать гальваническую технологию. Протравка производится в растворе простой поваренной соли. На 1-литровую банку с водой нужно 4-5 столовых ложек соли.
Соль повышает проводимость электрического тока в воде.

Гальванический метод протравки металла предполагает использование источника электрического тока.
В качестве источника тока обычно используют 12-вольтовый блок питания с силой тока в пределах 1-1,5 (А). Такого источника электропитания хватит, чтобы вытравить рисунок на лезвии кухонного ножа длиной до 20-30 (см).
Анод (+) подключается к обрабатываемой заготовке. Катод (-) подключается к вспомогательной металлической заготовке, на которой будут собираться вытравленные частицы металла.
Дополнительно протравку металла можно осуществить кислотными растворами. Для воздействия на металлическую поверхность обычно применяют следующий раствор раствор:
Но химический метод протравки больше подходит для производственных линий. В домашних условиях подобная протравка может представлять высокую опасность для жизни и здоровья мастера.
Опасность представляют как сами кислоты, так и пары, которые образуются в процессе травления металла.

В «Основных направлениях экономического и социального развития СССР на 1981 — 1985 гг. и на период до 1990 г.ъ большое внимание уделяется проблемам комплексной автоматизации и механизации производственных процессов, как одному из важнейших факторов повышения производительности труда и качества продукции. Рост производительности труда будет осуществляться за счет быстрого развития точного приборостроения, станкостроения, машиностроения, вычислительной техники, автоматических систем управления, в том числе систем программного и адаптивного у правлен ия и т. д. Во многих отраслях машиностроения, приборостроения и радиоэлектроники все большее место будут занимать делительно-гравёрные, фотографические и фотолитографические работы. Такие операции, как нанесение штрихов, линий, знаков и обозначений на плоских, цилиндрических, конических поверхностях, гравирование сложных корпусных. деталей требуют большой затраты времени и выполняются высококвалифицированными работниками.
Настоящее учебное пособие предусматривает дать учащимся профессионально-технических училищ основные сведения по методам и средствам нанесения штрихов, знаков и обозначений при изготовлении шкал, сеток, лимбов и подобных им изделий точного приборостроения и при выполнении разнообразных гравёрных работ, научить их правильно использовать гравёрно-делительное дело, а также глубже раскрыть сущность технологических процессов. Авторы старались изложить материал настоящего пособия в свете последних достижений современной науки и техники, используя большой отечественный опыт, патентную и периодическую литературу.
Большое внимание в пособии уделено проблемам механизации и автоматизации гравёрных работ. Рассматриваются устройство и работа основных узлов оборудования, приемы настройки и правила их эксплуатации. Дано описание различного рода приспособлений, которые существенно расширяют технологические возможности гравёрного оборудования, способствуют росту производительности труда и повышению качества выпускаемой продукции.
Выполнение гравёрных работ не обходится без применения копиров, шаблонов, пуансонов и трафаретов, первоосновой которых является ручной труд. Поэтому в учебном пособии достаточно полно описаны приемы ручного гравирования, приведены тренировочные упражнения и сведения о свойствах металлов и сплавов и особенностях их обработки.
Все замечания и предложения авторы просят направлять по адресу. 191065, Ленинград, ул. Дзержинского, 10, ЛО изд-ва «Машиностроение».
Гравированием называют нанесение на поверхность материала (металла, камня, кости) надписей, рисунков, узоров режущим инструментом (ручным, станочным или механизированным) или путем травления, под которым понимают химйЗёсКую обработку твердых материалов растворами кислот, для изменения вида их поверхности или удаления примесей, а также для доводочной обработки металлических заготовок до требуемых размеров и формы.
Техника гравирования возникла в весьма отдаленные времена в Китае при создании циферблатов (часов теневого типа), а затем в IV веке до н. э. при изготовлении неравномерных линейных шкал к водяным часам, а таюйе медных пластин для «указателей юга» — комщГасов. Позднее гравёрное дело начало развиваться в Греции и Средней Азии (Ургенч,Самарканд и т. п.). В Европе оно получило распространение, в середине XI века в связи сизготовлением астрономических и мореходных приборов.
В России первые штриховые меры, производство которых началось е середины ХУЩвека в мастерских Российской Академии наук по инициативе и под руководством М. В. Ломоносова, использовались в точных угломерных приборах. Штриховые меры служат для определения измеряемой величины путем сравнения ее с однородной величиной, размер которой известен. Дальнейшее развитие гравёрного дела связано с Механическими мастерскими Главного штаба. В 1839 г. при Пулковской астрономической обсерватории была организована
механическая мастерская, в которой работали механики Г. К. Брауэр, В. Ф. Гербст, Г. А. Фрейберг-Кондратьев, которые изготовили и разработали круговые и линейные делительные машины и гравировальную установку для оцифровки серебряных лимбов. В этих мастерских производились высокоточные астро-номо-геодезические инструменты.
Бурное развитие гравёрное дело получило в годы Советской власти. В 1922 г. под руководством Ф. Л. Бурмистрова было начато изготовление механическим способом шкал, сеток, лимбов и подобных им деталей. Основным видом приспособления при этом способе работ является пантограф. Пантограф — приспособление в виде раздвижного шарнирного параллелограмма для вычерчивания чертежей, карт и т. д. обычно в меньшем масштабе. Оригинал иодкладывается под отводной штифт, а требуемое изображение вычерчивается карандашом, тушью или чертилкой. Интенсивное развитие отечественной оптико-механической промышленности послужило поводом к испытанию Ф. Л. Бурмистровым новых способов (фотографических и комбинированных) нанесения штрихов, знаков и обозначений Г1, 2.
В 1926 г. в Государственном оптическом институте (ГОИ), ныне носящем имя С. И. Вавилова, была создана лаборатория научной фотографии, а на Государственном оптико-механическом заводе под руководством проф. С. О. Максимова организована небольшая, но плодотворно работающая группа в составе В. А.Бур-гова, Н. А. Гаврилова, О. П. Крыжановского, в задачу которой входила разработка новой технологии изготовления шкал, лимбов и других изделий точного приборостроения.
В настоящее время отечественной промышленностью налажен серийный выпуск штриховых мер, таблиц, трафаретов, мир, тестов и т. д. Под руководством Н. Ф. Делюнова, И. А. Тельтев-ского и Б. Д. Никитина разрабатываются прецизионные делительные машины, которые с успехом используются на предприятиях приборостроительной, машиностроительной, радиотехнической, авиационной промышленности и др. В ГОИ Ф. Л. Бурмистровым, В. А. Вейденбахом и их учениками создаются различные фотографические и комбинированные методы нанесения делений и обозначений при изготовлении шкал, сеток и лимбов. При этом особое внимание уделяется выбору высококачественных объективов, современной технике репродуцирования и проводится работа по созданию новых светочувствительных слоев, т. е. разрабатывается точная фотография и на ее основе техника изготовления сеток, лимбов и других изделий. Все эти работы имеют первостепенное значение для получения технологических процессов изготовления деталей с субмикрометрическими размерами элементов.
1. Рабочее место гравёра
Разнообразие выполняемых гравёрных работ и специфика ручного процесса гравирования обязывают оборудовать рабочее место гравёра так, чтобы были созданы все условия для безопасной и высокопроизводительной работы.
Рабочий стол гравёра устанавливают у окон южной или юго-западной стороны. Он должен быть прочным и массивным: обычно его изготовляют из сосновых брусьев сечением 120 — 150 мм или стальных труб диаметром 40 — 50 мм. Верхняя часть стола (столешница) делается из дерева твердой породы толщиной 50 — 60 мм и покрывается линолеумом.
Наиболее удобная конструкция гравёрного стола изображена на , рис. 1. С трех сторон столешница имеет бортик для предотвращения падения инструмента и деталей на под. Для удобства работы в центральной части стола делается дуговой вырез; тогда локти гравёра в процессе работы имеют опору, придающую рукам устойчивость и твердость. В дуговом вырезе стола выполнены выдвижные поролоновые подлокотники пе-нального типа, в значительной степени снижающие утомляемость гравёра при выполнении длительных работ. С левой стороны стол снабжен тремя выдвижными ящиками для инструмента и малогабаритными поворотными тисками, е правой — устанавливают легкий станок-пантограф настольного типа.
Для выполнения мелких и точных работ двух-трехи многоместные гравёрные столы применять не рекомендуется, так как из-за разнообразия выполняемых в одно и то же
Рис. 1. Рабочий стол гравёра
время операций значительно снижается производительность труда и ухудшается качество работы. Например, если один гравёр гравирует сложное точное клеймо, а другой вырубает фон какого-либо штампа, набивает шильдики или работает напильником, производя грубую обдирку пуансона и т. п., то первая работа не допускает ни малейшего дрожания стола, а вторая вызывает вибрацию и сотрясение его. Очевидно, что одновременное выполнение этих операций на общем верстаке недопустимо.
Стул гравёра обычно изготовляют трехножным, с винтовым подъемом сиденья, которое должно быть круглым, твердым с углублением в центре. Регулировка высоты сиденья необходима для удобства выполнения всевозможных производственных заданий, так как детали могут иметь различную высоту.
При выполнении мелких и сложных гравёрных работ общего освещения бывает недостаточно, поэтому на каждом рабочем месте гравёра должна быть переносная электрическая лампа с гибким шлангом.
Рабочее место гравёра нужно организовать так, чтобы не приходилось тратить много времени на подбор инструмента. Редко применяемый инструмент должен храниться в инструментальной кладовой, а часто применяемый — на рабочем месте. Не менее важно и правильное размещение инструмента на столе в период работы. В каждом отдельном случае (в зависимости от характера работы) подбирают инструменты, необходимые для выполнения данной работы. Инструменты, которыми гравёр пользуется чаще, должны быть расположены ближе к нему, используемые реже — дальше. Хранить инструмент следует в ящике стода в специальных деревянных ячейках, чтобы он не портился. Послё работы инструмент следует смазывать тонким слоем вазелина.
Помещение для гравёрных и делительных работ должно располагаться на участке с сухим песчаным грунтом на значительном расстоянии от механизмов и устройств, приводящих грунт в колебание. Колебание есть движение (изменение состояния), характеризующееся той или иной степенью повторяемости во времени. Колебания могут иметь различную физическую природу, а также отличаться механизмом и характером возбуждения, степенью повторяемости и быстротой смены состояния. Песчаный грунт обладает высоким коэффициентом демпфирования колебаний и хорошо пропускает влагу. Демпфирование — принудительное гашение колебаний системы либо уменьшение их амплитуды до допустимых пределов.
Как сделать гравировку на металле в домашних условиях
Нанесение на различные предметы рисунка методом снятия вещества с его поверхности, известно человечеству на протяжении многих тысячелетий.
С появлением новых материалов, возникла необходимость в освоении методов работы позволяющих наносить гравировку на предметы, которые значительно твёрже дерева и камня. Новые технологии позволяют полностью автоматизировать процесс гравировки при нанесении рисунка на металлическую поверхность, но для домашнего мастера наиболее подходящим вариантом является освоение ручного метода нанесения рисунка.

Гравировка по металлу своими руками возможна в домашних условиях, при наличии инструментов и подходящего помещения для выполнения этого вида работы.
Что необходимо для гравировки
Для ручной гравировки в домашних условиях понадобятся следующие инструменты и материалы:
- Штихель.
- Металлическая заготовка.
- Тиски либо аналогичное приспособление для удержания заготовки в неподвижном состоянии.
Заготовка для нанесения рисунка может быть использована из любого металла, но для начинающих мастеров лучше использовать алюминий или медь.
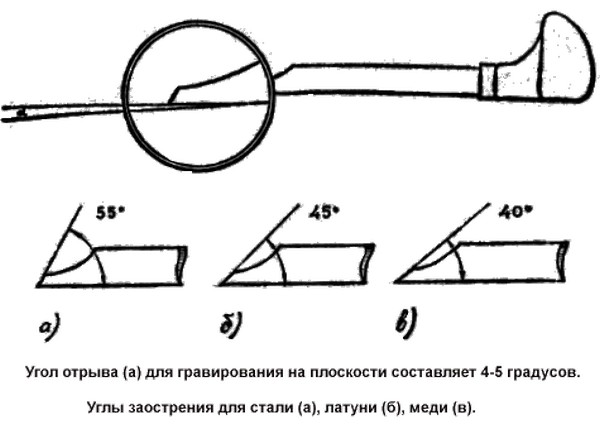
Штихель представляет собой стержень длиной до 120 мм. Один конец этого инструмента срезан под углом и заточен, другой — установлен в ручку из дерева или пластмассы.

Штихель может быть разной формы, а также отличаться по ширине рабочей поверхности. При отсутствии данного инструмента его можно изготовить самостоятельно при наличии подходящих для этой цели материалов.
Самостоятельное изготовление штихеля
Для изготовления штихеля необходимо использовать инструментальную сталь. Отлично подходит для этой цели металл, который используется в рессорах и шарикоподшипниках. Можно для изготовления режущей поверхности, применить старые напильники и надфили, а также различные фрезы, которые необходимо разрезать на тонкие полосы.
Идеальным материалом для изготовления штихеля для гравировки является сталь марки Р18. Из старых кругов для циркулярных пил можно изготовить большое количество заготовок для производства штихелей в домашних условиях. Далее рабочая часть заготовки затачивается под углом, который позволит сделать на металлической поверхности выемку определённой ширины.
Ручка штихеля изготовляется из древесины твёрдых пород, и должна быть такой ширины, чтобы мастеру удобно было держать инструмент в руке. Рекомендуемая длина этой части штихеля обычно составляет 50 мм.
Ручка в форме гриба, является наиболее подходящей для изготовления этого инструмента, но можно поэкспериментировать и изготовить несколько различных вариантов, и уже в процессе работы выбрать наиболее подходящий вариант.
Подготовка заготовки
Прежде всего следует выбрать заготовку на которой и будет отображаться рисунок. Подобранное изделие должно быть без ржавчины и сколов. Для подготовки поверхности потребуется:
- Наждачная бумага P400.
- Паста ГОИ №1 или №2

Вначале заготовка полируется с помощью наждачной бумаги. Затем производится финишная полировка с помощью пасты ГОИ.
Чтобы исключить повреждение поверхности, при проведении полировочных работ пастой ГОИ, рекомендуется использовать данное средство только №1 или №2.
Также следует произвести, перед финишной полировкой этим средством, следующие действия:
- Подготовить фланелевую ткань и смочить её уайт-спиритом
- Насыпать на смоченную ткань пасту ГОИ.
- Протереть тканью ненужный участок металла для извлечения крупных кусочков, которые могут поцарапать поверхность.
После такой подготовки, равномерными круговыми движения производится полировка заготовки. После окончания полировочных мероприятий, металлический предмет необходимо ополоснуть в керосине и высушить при комнатной температуре.
Процесс нанесения гравировки на металл
Если гравировка металлической поверхности осуществляется впервые, то прежде чем приступить к нанесению основного рисунка, рекомендуется потренироваться на ненужном куске металла.
Идеальным вариантом для таких тренировок, является использование медной пластины. Кусок меди следует надёжно закрепить на деревянной доске с помощью саморезов с широкими шляпками. Когда заготовка будет закреплена, доску укладывают на стол, включают, при необходимости, дополнительное освещение, зажимают режущий инструмент в правой руке, и делают ровную насечку на металлической поверхности.
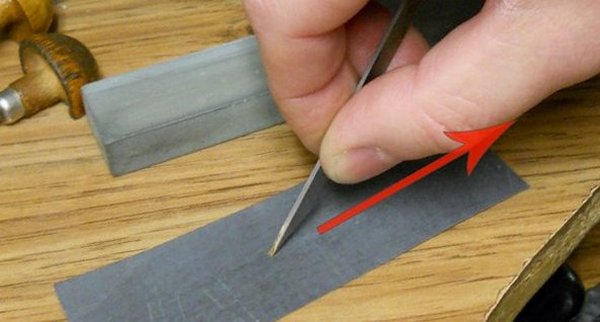
Чтобы при выполнении ровной линии рука не соскользнула, на поверхности металлической пластины большие пальцы левой и правой руки должны быть соединены и касаться пластины в месте выполнения рисунка. Указательный палец правой руки, в это время, ложится на резец инструмента, и полностью контролирует процесс нанесения линий. Рекомендуется вначале обучения сделать несколько прямых параллельных полос на заготовке. Когда ровные участки будут получаться хорошо, можно перейти к выполнению полукруглых линий.
Когда рука уже будет немного набита можно приступать к гравировке рисунка на заготовке. Для проведения данной работы металлический предмет также необходимо надёжно зафиксировать. Для этой цели следует изготовить приспособление аналогичное вышеописанному механизму фиксатора на саморезах.
Для гравировки простых фигур, инициалов и других несложных изображений, можно приступать сразу после закрепления металлического предмета. Если необходимо выполнить сложный рисунок, рекомендуется вначале перенести изображение на заготовку.
Перенос сложного изображения на металл
Оригинальный способ переноса изображения на металлическое основание осуществляется в такой последовательности:
- На поверхность обрабатываемого металла наносится лак.
- Мягким графитовым карандашом на плёнке из полиэстера рисуется изображение, которое будет выгравировано на заготовке.
- Рисунок накрывается скотчем, прижимается по всей площади к плёнке и аккуратно снимается с неё. При этом на липкой поверхности скотча останется изображение нарисованное ранее.
- Когда лак подсохнет, скотч прикрепляется на поверхность металла, проглаживается валиком или другим мягким предметом, а затем снимается.
После правильного выполнения описанных действий на изделии останется рисунок, по которому можно будет выполнить гравировку.
Другие способы гравировки
Кроме ручного способа гравировки в домашних условиях можно осуществить следующие методы рельефного изменения металлической поверхности:
- Химическая гравировка — метод легко выполнить дома даже при наличии обычной поваренной соли и зарядного устройства для телефона.
- Использование бормашины — способ отлично подходит для домашнего использования. Принцип удаления металла этим методом аналогичен ручной гравировке, но вместо штихеля используется бормашина или аналогичное приспособление с вращающимся тонким сверлом. — является самым совершенным способом нанесения рисунка на металлическую поверхность, но оборудования для такого вида работ будет стоить слишком дорого. Применение данного метода гравировки оправдано только в том случае, когда увлечение по нанесению рисунков на металл становится профессией и приносит постоянный доход.
Заключение
Как сделать гравировку на металле и какой осваивать метод для выполнения этого вида работ, каждый должен решать сам. Для начала рекомендуется приобрести профессиональный инструмент для ручной работы. Поработав некоторое время с ручным инструментом можно переходить к освоению оборудования, которое позволит значительно ускорить процесс выполнение гравировки.
Инструмент для гравировки по металлу рекомендуется приобретать только в специализированных магазинах. При самостоятельном изготовлении штихелей следует обращать внимание на режущую поверхность инструмента, которая должна быть идеально заточенной. Недостаточно острый со сбитыми углами штихель не позволит выполнить правильную выемку металла. При работе с инструментом также необходимо проявлять осторожность, иначе можно серьёзно пораниться. Если такая неприятность уже произошла, то следует дезинфицировать и перебинтовать рану.
Соблюдая меры предосторожности и пользуясь качественным инструментом можно создавать в домашних условиях настоящее шедевры ручной работы, которые можно использовать не только в личных целях, но реализовывать на специальных онлайн-аукционах по продаже вещей ручной работы.
Читайте также: