Станок продольной резки металла спр 1250 5 а
Обновлено: 25.06.2024
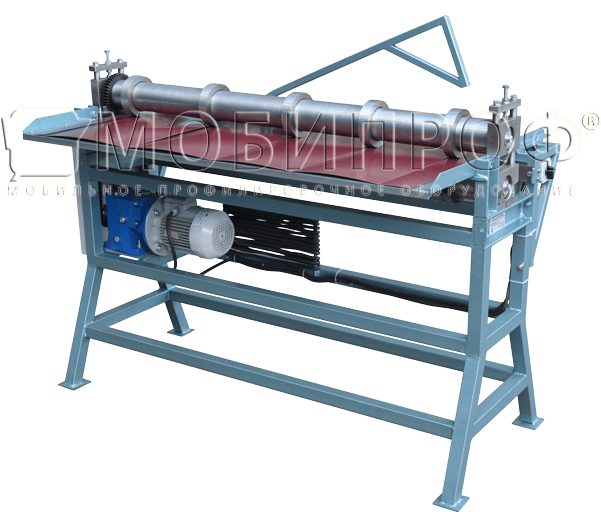
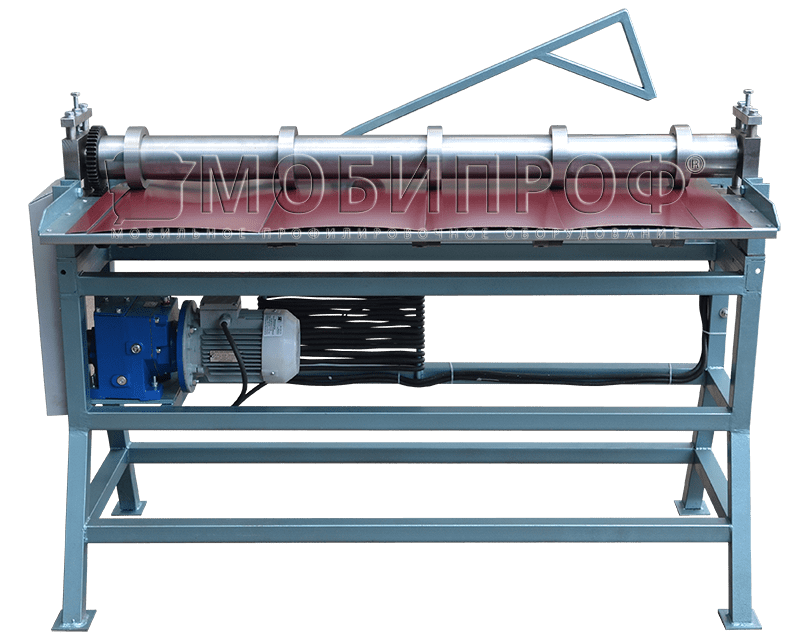
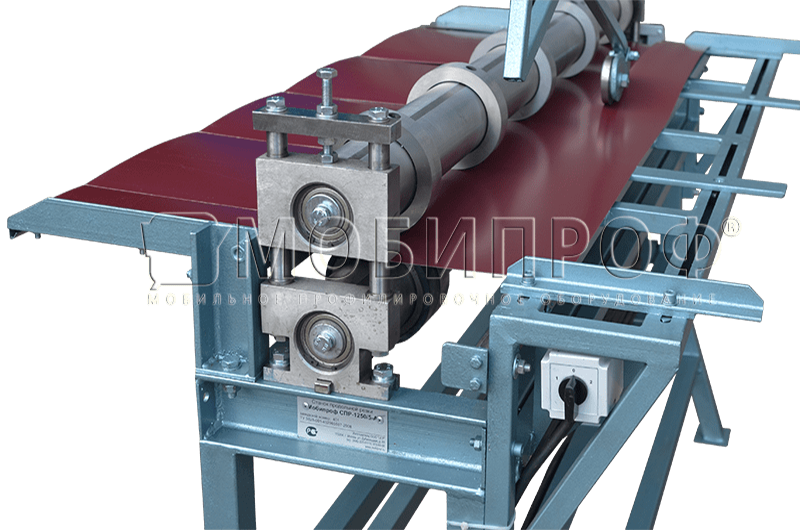
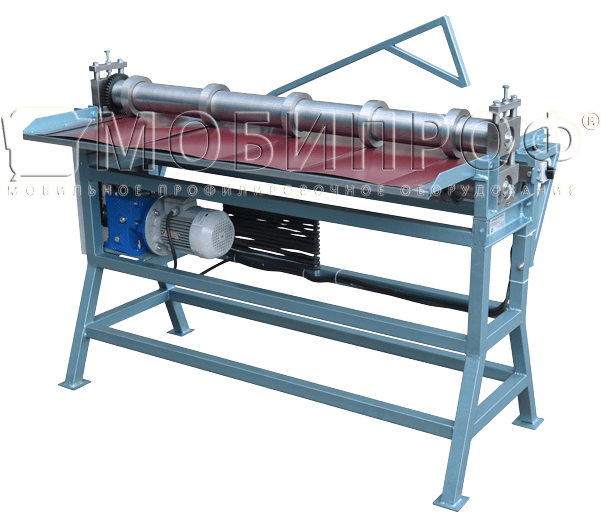
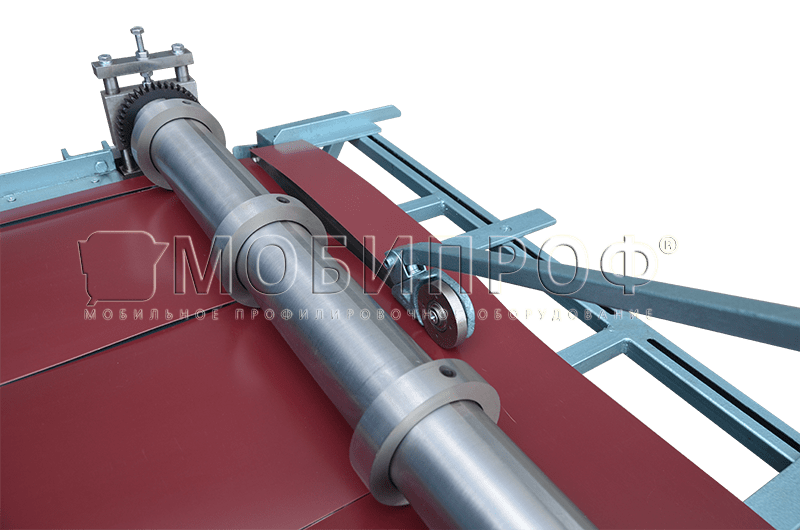
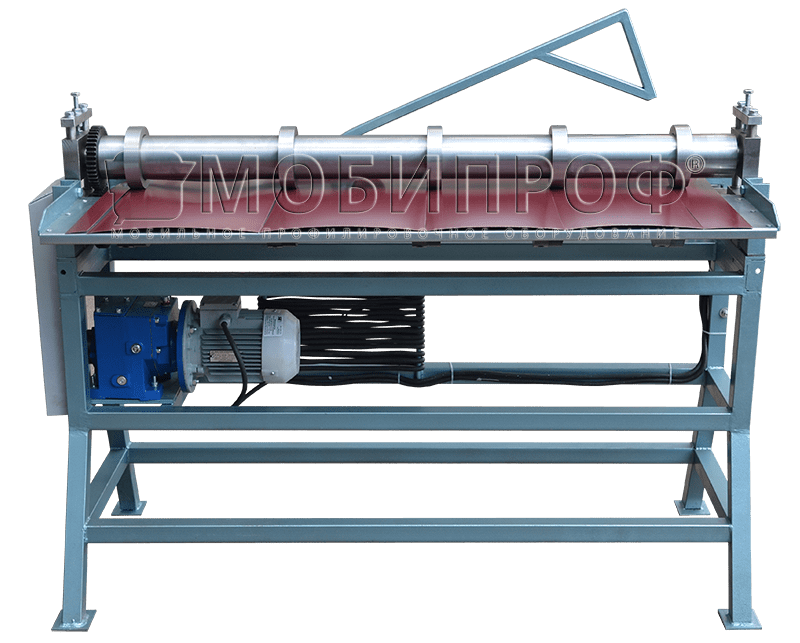
Станок Stalex СПР-1250/5-А электрический - станок продольной резки (дисковые ножницы с пятью парами ножей в стандартной комплектации), имеет мощный электропривод 0,75 кВт, удобен в работе/установке/транспортировке, предназначен для продольно – поперечной резки листового и рулонного металла на штрипсы (полосы). При нажатии кнопки «пуск» станок производит протягивание и резку. В процессе резки, лист пропускает между двумя валами Ø90мм, оснащённых усиленными дисковыми ножами, разрезанный металл подаётся на роликовый стол с двумя роликовыми валами. Процесс раскроя на станке для резки листового или рулонного металла осуществляется от двигателя, подключение 380В (220В – опционально).
Производительность станка - 9,5 метров/мин.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 0,55мм.
Максимальные параметры станка:
- Максимальная ширина листа – 1250мм (стандартный размер листовой или рулонный стали)
- Толщина разрезаемого металла – 1,2мм (σт ≤ 250 МПа / σв ≤ 320 МПа)
σт – коэффициент предела текучести
σв – коэффициент предела прочности
В стандартной комплектации станка Станок Stalex СПР-1250/5-А установлено пять пар дисковых ножей. В зависимости от толщины металла и группы металла на станок возможно установить разное количество пар дисковых ножей.
Отношение кол-ва пар дисковых ножей к толщине металла - сталь (σт ≤ 250 МПа / σв ≤ 320 МПа):
Количество пар дисковых ножей
Толщина разрезаемого металла (σт ≤ 250 МПа / σв ≤ 320 МПа)
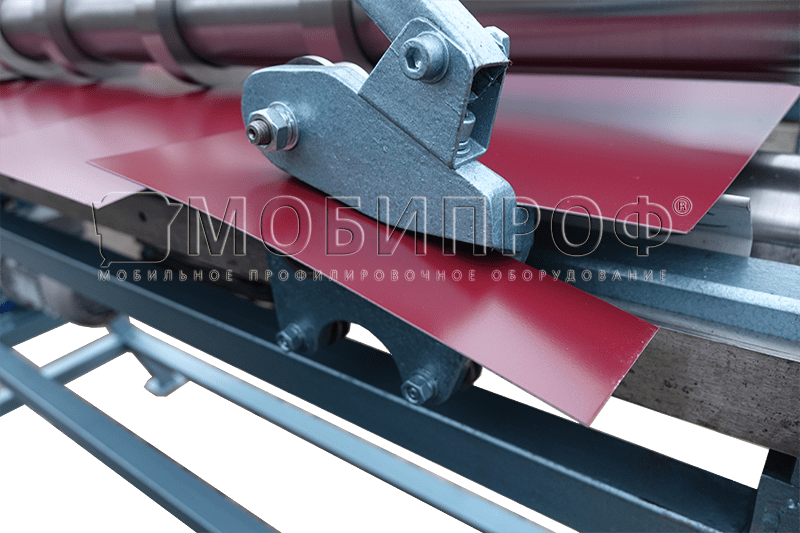
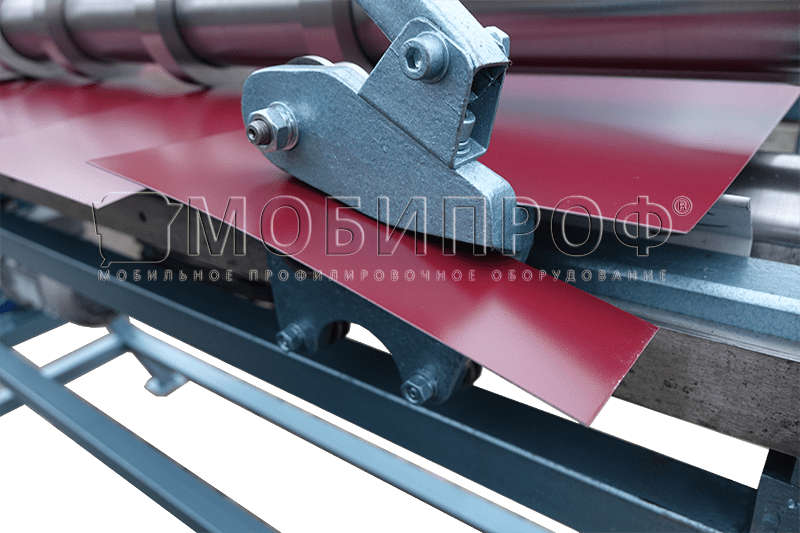
Дисковый нож поперечной резки предназначен для получения нужной длины после формирования штрипс (полос) продольными дисковыми ножами. Дисковый нож поперечной резки – устанавливается дополнительно на станок. Максимальная толщина резки листа поперечным ножом - 0,8мм.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 1,0-1,2мм (σт ≤ 250 МПа / σв ≤ 320 МПа) или 400тонн (σт ≤ 250 МПа / σв ≤ 320 МПа) – на одной заточке (Ножи двусторонние - Это увеличивает ресурс вдвое).
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой. Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
К станку возможно присоединить приёмный стол для удобной работы с продольными и поперечным ножами, а также комплект нанесения защитной плёнки на металл.
Для подачи в станок рулонного метала используется разматыватель Stalex РМС-1250 или Stalex SUS-1250 (это самоподъёмный разматыватель, его установка занимает десять минут времени без грузоподъёмных механизмов и без обязательного крепления к полу).
Так же в стандартной комплектации помимо трёх пар дисковых ножей:
- роликовый стол (с двумя роликовыми валами и двумя направляющими упорами) для подачи рулона в станок с разматывателя или листа.
Для сматывания рулонного металла используется лёгкий наматыватель до 1,5-2 тонн грузоподъёмностью с ручным приводом, такой диапазон грузоподъёмности связан
с тем что намотать рулоны штрипсов весом более 2 - 2.5 тонн на несложных, нестационарных наматывателях невозможно из-за разности плотности намотки рулонных полос (штрипс), т.е. некоторые полосы будут наматываться в натяг, некоторые провисать.
Преимущества станка продольной резки Stalex СПР-1250/5-А:
возможность тонкой настройки на металл разного типа и толщины;
быстрая и простая перенастройка роликовых ножей для резки металла на нужный размер;
дисковые роликовые ножи для резки металла с двусторонней заточкой и увеличенным сроком службы;
роликовый стол (с двумя роликовыми валами и двумя направляющими упорами) для подачи рулона в станок с разматывателя или листа.
в стандартной комплектации опорная стойка для удобства работы;
высокая точность реза:
дополнительно устанавливается дисковый нож поперечной резки.
Наименование
Stalex СПР-1250/5-А
Рабочая ширина станка
Минимальная ширина полосы (штрипс)
на стандартных ножах – 80мм
при необходимости получения полосы (штрипс) менее 80мм требуется изготовление специальных ножей

минимальная ширина полосы (штрипсы) с узкими ножами – 40мм
Толщина разрезаемой стали **
Количество устанавливаемых пар дисковых ножей
в стандартной комплектации 5 (до 12)
Марка стали режущих ножей
Стойкость дисковых ножей
не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 0,55мм (σт ≤ 250 Мпа / σв ≤ 320 Мпа)
380В / 50Гц / 3-х фазный
Возможна работа в неотапливаемых помещениях
Все трущееся узлы станка должны быть смазаны. Двигатель и управление - не допускается влага.
Относительная влажность 30-75% (не допускается образование конденсата).
жесткая обрешетка, станок в стрейч пленке
в стандартной комплектации
Роликовый стол с двумя роликовыми валами и двумя направляющими упорами
| Комплект | |
|---|---|
| Опорная стойка | |
| Роликовый стол с двумя роликовыми валами и двумя направляющими упорами | |
| Дисковые ножи продольной резки | 5 пар |
Станок продольно-поперечной резки STALEX СПР 1250/5-А
Станок продольной резки металла СПР-1250/5-А
СПР-1250/5-А





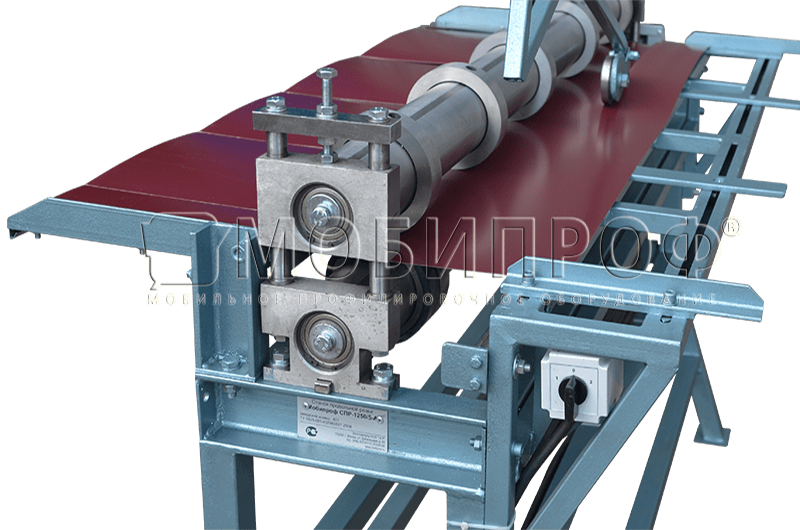
Электромеханический станок продольно поперечной резки СПР-1250/5-А (дисковые ножницы) предназначен для одновременной продольной резки на несколько полос заданной ширины листового или рулонного металла. Максимальная толщина реза - 1,5 мм, максимальная ширина заготовки - 1250 мм. В отличие от гильотин дисковые ножницы в десятки раз производительнее, а их конструкция позволяет нарезать заготовки неограниченной длины. Поперечный раскрой осуществляется с помощью опционального ручного дискового ножа (до 0,8 мм).
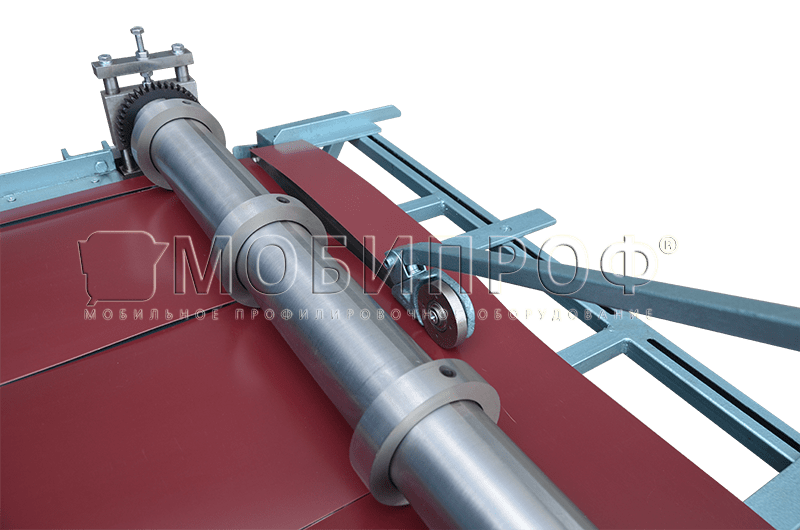
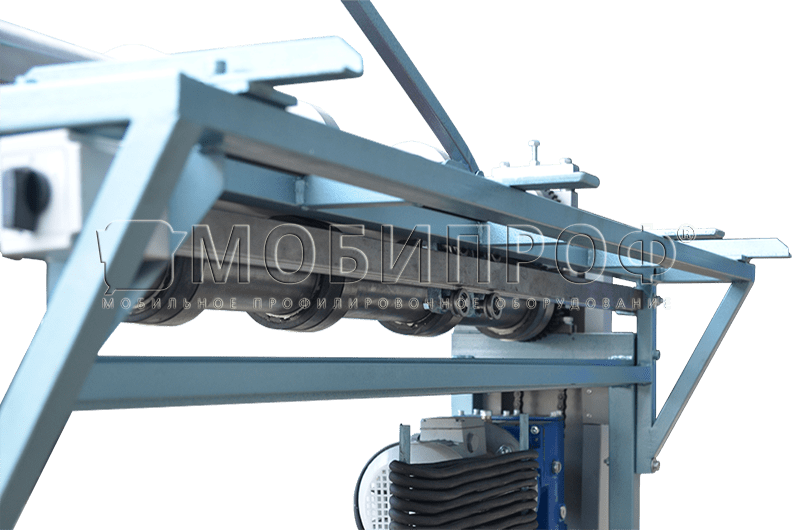
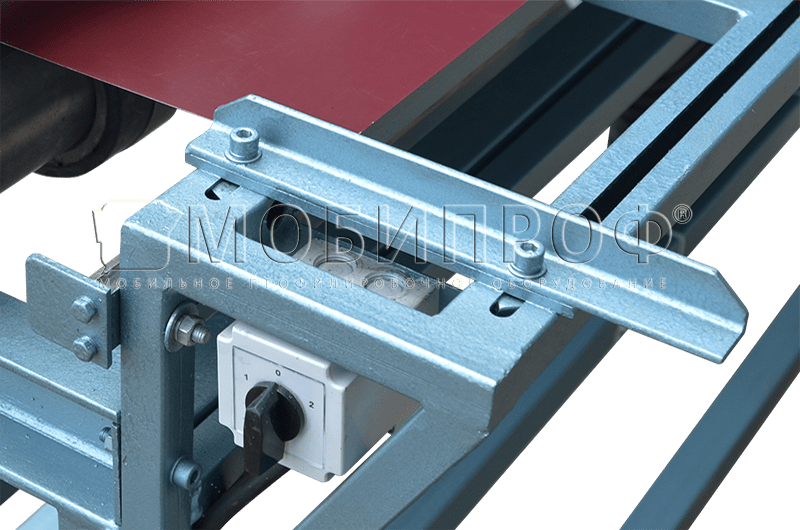
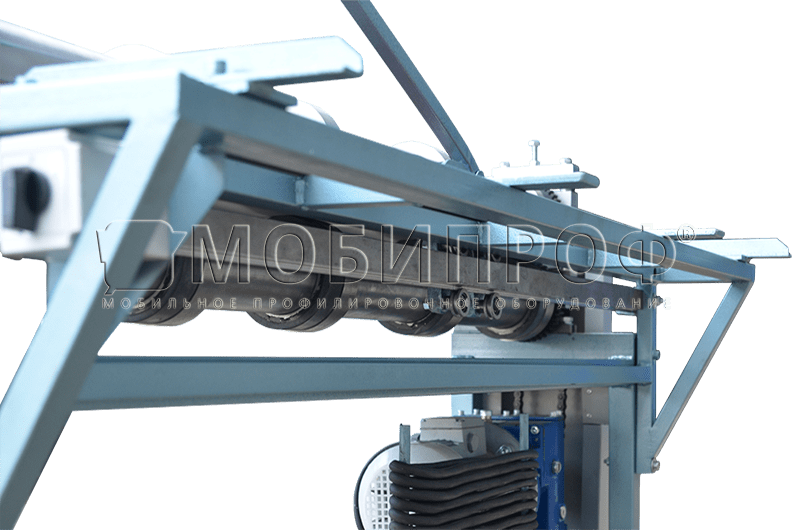
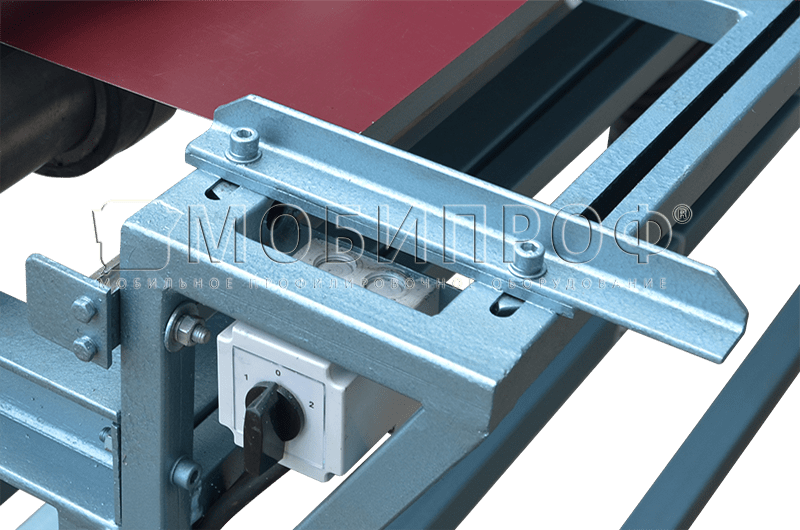
Валы с установленными на них дисковыми ножами приводятся в действие за счет мотор-редуктора, соединенного через цепную передачу с нижним валом, перебрасывая момент с помощью шестеренок с нижнего вала на верхний. Быстрая и легкая регулировка ножей на различную ширину заготовки осуществляется посредством крепления ножей стопорными винтами в 2 симметрично отфрезерованные плоскости на валу. Высокое качество реза обеспечено точностью обработки сопрягающихся поверхностей ножа и вала (шлифованные поверхности), а также их точной посадкой, что исключает перекос и биение ножей при установке и эксплуатации. Расстояние между ножами станка продольно-поперечной резки выставляется по шаблону или штангенциркулем.
В зависимости от типа разрезаемого материала, его толщины и количества ножей, для получения качественной кромки (отсутствия заусенца) необходимо так же настраивать перехлест ножей посредствам регулировочного винта, осуществляющего подъем или опускание верхних подушек подшипниковых опор, одновременно изменяя межцентровое расстояние между дисковыми ножами.
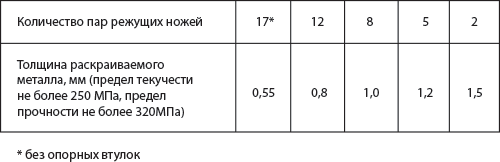
Таблица зависимости максимальной толщины реза от количества используемых ножей:

Примечание : Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи.
* На фотографии представлен станок продольно-поперечной резки металла с дополнительным оборудованием.





Читайте также: