Степень обезжиривания поверхности металла
Обновлено: 02.07.2024
Все виды изделий
У1, ХЛ1, Т1, Т2, O1, ОМ1, ОМ2, ОМ2, В5, Т3, O 4
Медь и медные сплавы
Т1, Т2, ХЛ1, У1, УХЛ1, ОМ1, В1, У2, ХЛ2, ОМ2, В5, В3, УХЛ4
Алюминиевые литейные сплавы
У1, У2, ХЛ2, УХЛ1, Т3, ОМ3, УХЛ4
Цветные металлы и их сплавы
Листовой металл 1-й группы с плотно сцепленной прокатной окалиной
Из металла толщиной более 2 мм
1. Типы черных металлов 1, 2 и 3-й групп приведены в таблице Д.1 ( приложение Д ).
2. Допускается применение других технологических схем подготовки поверхности, если они соответствуют требованиям коррозионной защиты для данных условий эксплуатации.
5.7. В соответствии с конструктивными особенностями, назначением и другой спецификой изделий допускается по согласованию с заказчиком и разработчиком изделия применение схем подготовки поверхности, приведенных в таблице 3 , в условиях эксплуатации, не предусмотренных для конкретных схем, указанных в таблице 4 .
5.8. Подготовку поверхности изделий, эксплуатируемых в особых средах по ГОСТ 9.032, проводят также, как для условий эксплуатации У1, ХЛ1,УХЛ1, Т1, Т2, ОМ1, ОМ2, В5, O 1.
5.9. Окончательный выбор технологической схемы подготовки поверхности осуществляют с учетом требований таблицы 4 и таких факторов как совместимость и требуемый срок службы выбранной системы лакокрасочного покрытия, наличие соответствующего оборудования, доступность поверхности и т. д.
5.10. Подготовка поверхности - многостадийный процесс. На сложных изделиях при переходе от одной стадии обработки к следующей остается некоторое количество рабочего раствора. Для правильного корректирования состава рабочего раствора необходимо учитывать это количество, которое часто имеет значимую величину. Ориентировочные количества остающегося на поверхности раствора в зависимости от группы сложности приведены в таблице 5.
Таблица 5
Количество остающегося на поверхности раствора в зависимости от группы сложности изделия
Форма изделия по ГОСТ 9.410
Группа сложности изделия
Количество остающегося раствора, см 3 /м 2 , не более
Примечание. При обработке поверхности особо мелких изделий в корзинах или в барабанах количество остающегося на поверхности раствора приравнивают к количеству, установленному для нижестоящей группы сложности изделий.
5.11. Обезжиривание
Обезжиривание проводят при помощи питьевой воды, растворителей и щелочных средств. Виды обработки и последовательность выполнения операций обезжиривания приведены в таблице 6.
Таблица 6
Принципиальные технологические схемы обезжиривания
Номер схемы обезжиривания
Обработка горячей водой температурой 70 °С-90 °С
Нагревание до температуры стекания смазок
Погружение или распыление
Выдержка в парах
последовательно в двух ваннах
Наличие тонких слоев минеральных масел, смешанных с пылью, смазок, смазочно-охлаждающих эмульсий, смешанных с металлической стружкой и пылью
Наличие толстых слоев консервационных смазок и масел
Наличие графитовых смазок, нагаров, шлифовальных и полировальных паст
Примечание. Знак «+» означает, что данную операцию проводят, знак «-» - не проводят.
5.11.1. Обезжиривание питьевой водой
Метод заключается в подаче струи питьевой воды на очищаемую поверхность. Давление воды зависит от удаляемых загрязнений, таких как водорастворимые материалы, рыхлый слой ржавчины и старые лакокрасочные покрытия со слабой адгезией, и должно быть не более 70 МПа. Удаление масла, смазки и т. п. проводят водой температурой не ниже 70°С. Если в процессе обезжиривания используются поверхностно-активные вещества, необходима последующая промывка поверхности чистой питьевой водой.
5.11.2. Пароструйная обработка
5.11.2.1. Пароструйную обработку проводят пароводяной смесью температурой 130 °С-140 °С и давлением 0,9-3,0 МПа.
5.11.2.2. При впрыскивании в пароводяную струю моющего концентрата проводят пароструйное обезжиривание металлической поверхности.
5.11.2.3. При впрыскивании в пароводяную струю концентрата для одновременного обезжиривания и фосфатирования проводят одновременное обезжиривание и аморфное фосфатирование металлической поверхности.
5.11.2.4. После пароструйной обработки, проводимой с применением химических средств, изделия промывают питьевой водой и сушат.
5.11.2.5. Допускается для изделий, окрашиваемых жидкими красками и эксплуатирующихся в условиях ХЛ3, Т3, У3, УХЛ3, УХЛ4, ОМ3 по ГОСТ 9.104, после пароструйной обработки не проводить последующие промывку и сушку, если это не приводит к ухудшению защитных свойств лакокрасочных покрытий.
5.11.3. Обезжиривание растворителями
5.11.3.1. В качестве растворителей для обезжиривания поверхности используют трихлорэтилен стабилизированный, тетрахлорэтилен (перхлорэтилен), уайт-спирит (нефрас-С4-155/200), нефрас-С 50/170.
5.11.3.2. Обезжиривание хлорированными растворителями проводят при наличии оборудования, позволяющего регенерировать отработанные растворители.
5.11.3.3. Не допускается обрабатывать трихлорэтиленом:
- изделия, смоченные водой или водными растворами;
- изделия из алюминия и его сплавов, содержащие большое количество стружки или имеющие небольшую толщину (менее 0,5 мм);
- изделия из титана и его сплавов, используемые в авиастроении.
5.11.3.4. Водородный показатель рН водной вытяжки трихлорэтилена - не менее 6. При использовании нестабилизированного трихлорэтилена в него добавляют стабилизатор СТАТ-1 в количестве 5-10 кг/м 3 или 0,01 кг/м 3 одного из следующих веществ: триэтиламин, монобутиламин, уротропин.
5.11.3.5. Обезжиривание растворителями может проводиться как в сочетании с другими методами обезжиривания в технологическом процессе, так и самостоятельно.
В таблице 7 приведены способы обработки и технологические режимы обезжиривания растворителем при удалении различных видов масляных загрязнений.
Таблица 7
Технологические режимы обезжиривания растворителями
Давление жидкости, МПа (кгс/см 2 )
Продолжительность обработки, мин
в парах растворителя
Трихлорэтилен стабилизированный по ГОСТ 9976
Уайт-спирит по ГОСТ 3134
Нефрас-С 50/170 по ГОСТ 8505
5.11.3.6. Массовая концентрация масел в растворителях, предназначенных для обработки методом выдержки в парах растворителя, - не более 600 кг/м 3 , для обработки методами погружения и распыления перед сушкой - 2 кг/м 3 .
5.11.3.7. При небольших объемах производства допускается ручная обработка поверхности ветошью, смоченной уайт-спиритом или нефрасом-С 50/170. Ветошь необходимо менять как можно чаще.
5.11.4. Обезжиривание эмульсионными составами
5.11.4.1. Эмульсионные составы применяют, в основном, для обезжиривания металлических поверхностей со второй степенью загрязнения при наличии графитовых смазок, нагаров, шлифовальных и полировальных паст. Технологические режимы обработки эмульсионными составами приведены в таблице 8.
Таблица 8
Технологические режимы обработки эмульсионными составами
Материал обрабатываемых изделий
Массовая концентрация состава, кг/м 3
Водородный показатель, pН
Давление жидкости при обработке методом распыления, МПа (кгс/см 2 )
Любой эмульсионный состав
5.11.4.2. При ухудшении качества обезжиривания необходимо заменить эмульсионный раствор. Необходимость такой замены определяют экспериментально для каждого конкретного технологического процесса.
5.11.4.3. Эмульсионные обезжиривающие растворы применяют при наличии оборудования для нейтрализации и обезвреживания отработанных растворов.
5.11.5. Обезжиривание щелочными водными растворами
5.11.5.1. Обезжиривание металлов проводят определенной маркой технического моющего средства (далее - ТМС), выбранного в соответствии с применяемым технологическим процессом и удовлетворяющего требованиям качества обезжиривания, установленного для данного процесса.
5.11.5.2. При подготовке поверхности крупногабаритных изделий сложного профиля, ремонтной подготовки поверхности, подкрашивании изделий в сборе и др. обезжиривание проводят с помощью щеток или протирочного материала, смоченных уайт-спиритом или водными растворами ТМС.
Для подготовки поверхности применяют щетки и протирочный материал, не оставляющие следов (рисок, частичек ворса, материала и др.) на обрабатываемой поверхности.
5.11.5.3. При применении водных щелочных растворов перед окрашиванием необходимо промыть изделие питьевой водой и высушить обезжиренную поверхность, если после этого не проводят другие операции подготовки поверхности.
5.11.5.4. Щелочной водный раствор периодически очищают от масла и металлических загрязнений.
5.11.5.5. Массовая концентрация масел в водных щелочных растворах, предназначенных для обработки методами погружения и распыления, - не более 2 кг/м 3 .
5.11.5.6. Режимы и параметры щелочных водных растворов приведены в таблицах В.1 , В.2 ( приложение В ), методы контроля и корректирования - в приложении Д .
5.12. Очистка от окалины, ржавчины и тяжелых загрязнений
5.12.1. Очистку поверхности от окалины и ржавчины проводят механическим, термическим или химическим способом. Очистку поверхности от тяжелых загрязнений (сварочного шлака, литейного пригара, оплавленных флюсов, шлифовальной пасты, остатков формовочной смеси, старых лакокрасочных покрытий и др.) проводят механическим способом.
5.12.2. Состояние исходной поверхности металла оценивают по таблице 2 . Выбор степени очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины в зависимости от условий эксплуатации проводят по таблице 9.
Таблица 9
Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
Обозначение степени очистки
Характеристика очищенной поверхности
Обозначение условий эксплуатации лакокрасочных покрытий по ГОСТ 9.104
Характеристика обрабатываемых изделий и материала
При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены
У1, УХЛ1, ХЛ1, Т1, O1, ОМ1, OМ2, В5
Изделия из 1-й и 2-й групп металлов, подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032
При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои
У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, O1, ОМ1, ОМ2, ОМ3, В5
Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию
Не более чем на 5 % поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10 % площади пластины размером 25 х 25 мм
У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3
Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы
С поверхности удалены ржавчина и отслаивающаяся окалина
Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм
1 Типы черных металлов 1-й и 2-й групп приведены в таблице Д.1 ( приложение Д ).
2 Сварные швы очищают от шлака и неплотно прилегающей окалины. После сварки при помощи электродов сварные швы с флюсовым покрытием очищают от налета флюса и нейтрализуют. Значение рН поверхности, увлажненной дистиллированной водой, должно быть 6,0-8,0; контроль проводят при помощи соответствующего индикатора.
5.12.3. Поверхности изделий со степенью очистки 4 ( таблица 9 ) окрашиванию не подлежат.
5.12.4. Выбор способа очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины, обеспечивающего требуемую степень очистки, проводят по таблице 10.
Таблица 10
Максимальная степень очистки от окалины и ржавчины при использовании различных методов
Способ очистки от окалины и ржавчины
Степень очистки от окалины и ржавчины при исходной степени окисленности поверхности
Обработка изделий любой формы. Удаление окалины и ржавчины из труднодоступных мест (карманов, отверстий, пазов и т. п.)
Обработка крупногабаритных изделий (зачистка сварных швов, удаление продуктов коррозии и т. п.), местное удаление окалины, ржавчины или старых лакокрасочных покрытий перед ремонтным окрашиванием
Механизированная очистка (вращающимися щетками, пневматическими молотками, с использованием шлифовальных шкурок и др.)
Механическая очистка ручным инструментом
Примечание. Очистка вручную допускается при наличии на поверхности легкой ржавчины или следов коррозии. При этом достигается 1-я или 2-я степень очистки от оксидов.
5.12.5. Если срок службы применяемой системы лакокрасочного покрытия, например в результате абразивного износа, разрушающего воздействия веществ и т. п., меньше срока, установленного для этой системы в любых климатических условиях, допускается по согласованию с заказчиком и разработчиком изделия проводить окрашивание поверхности со степенью очистки 4.
5.12.6. Для изделий из металла толщиной 4 мм и более, эксплуатируемых в условиях В5 по ГОСТ 9.104, срок службы которых в результате абразивного износа и разрушающего воздействия агрессивных сред не более 12 мес., допускается окрашивать поверхности со степенями очистки от оксидов 3 и 4 с применением технологических схем подготовки поверхностей 1-3 по таблице 3 , а также применять грунтовки-преобразователи ржавчины или преобразователи ржавчины.
5.12.7. Механическая очистка поверхности
5.12.7.1. Механическую очистку поверхности изделий проводят при помощи ручного и механизированного инструментов, специального оборудования, а также методами струйной абразивной и струйной водной обработок.
5.12.7.2. Ручную очистку проводят с использованием проволочных щеток, шпателей, скребков, абразивных шкурок, молотков для скалывания ржавчины.
5.12.7.3. Механизированную очистку проводят с использованием вращающихся проволочных щеток, различного типа шлифовальных приспособлений, отбойных молотков, игольчатых пистолетов.
Участки поверхности, не доступные для обработки механизированным инструментом, подготавливают вручную. Очистку проводят так, чтобы отсутствовали какие-либо повреждения или дефекты поверхности (риски, вмятины и т. п.).
5.12.7.4. Сухая абразивная струйная очистка
Центробежную абразивную струйную очистку проводят на неподвижных установках или в передвижных устройствах струйной очистки, в которых абразив поступает сначала на вращающиеся колеса или лопасти, а затем равномерно с большой скоростью разбрасывается на очищаемую поверхность.
Абразивная струйная очистка сжатым воздухом осуществляется путем подачи абразива в поток воздуха, подаваемого с высокой скоростью из сопла на очищаемую поверхность. Абразив может быть впрыснут в воздушный поток из сосуда, находящегося под давлением, или увлечен воздушным потоком в процессе засасывания из сосуда, не находящегося под давлением. В воздушно-абразивный поток допускается добавлять небольшое количество воды для устранения пыли в диапазоне размера взвешенных частиц менее 50 мкм. Расход воды составляет 15-25 дм 3 /ч.
Абразивную струйную очистку при помощи вакуума или всасывающей головки проводят с тем отличием, что сопло встроено во всасывающую головку, которая герметично закреплена на стальной поверхности и предназначена для сбора отработанного абразива и загрязнений. Воздушно-абразивный поток может быть затянут на поверхность также при использовании пониженного давления во всасывающей головке.
5.12.7.5. Влажная абразивная струйная очистка
Влажная абразивная струйная очистка со сжатым воздухом осуществляется аналогично струйной очистке со сжатым воздухом с добавлением жидкости (обычно питьевой воды), в результате чего поверхность очищают путем воздействия на нее потока воздуха, питьевой воды и абразива.
Суспензионная струйная очистка заключается в подаче смеси мелких абразивных частиц с жидкостью при помощи насоса или сжатого воздуха на очищаемую поверхность.
Струйную очистку жидкостью под давлением проводят при помощи потока жидкости (обычно - питьевой воды) с абразивом, который через сопло направляют на очищаемую поверхность. Поток представляет собой жидкость, находящуюся под давлением, а количество добавленных абразивов, как правило, меньше, чем при влажной абразивной струйной очистке сжатым воздухом. Абразив вводят либо в сухом виде (при помощи воздуха или без него), либо в виде жидкой пасты.
Струйная очистка со сметанием представляет собой частный случай использования струйной очистки и предназначена для очистки органических и металлических покрытий или для придания им шероховатости при удалении поверхностного слоя. Струйную очистку со сметанием проводят таким образом, чтобы покрытие с сильным сцеплением, находящееся под первым слоем, не было бы пробито и сорвано с оголением подложки при столкновении с абразивом. Требуемые условия очистки поверхности согласовываются между заинтересованными сторонами. Как правило, для струйной очистки со сметанием используют струю воздуха низкого давления и мелкий абразивный порошок.
Точечная струйная очистка представляет собой обычную форму струйной очистки сжатым воздухом, когда обработке на поверхности подвергаются только отдельные точки (например, пятна ржавчины или сварки).
Водная струйная очистка заключается в подаче струи питьевой воды под давлением на очищаемую поверхность. Давление воды зависит от удаляемых загрязнений, таких как водорастворимые вещества, рыхлая ржавчина и старые лакокрасочные покрытия с плохой адгезией. Если в процессе очистки в воду добавляют поверхностно-активные вещества, то необходима последующая промывка поверхности питьевой водой.
Обычно используют следующие методы водной струйной очистки:
- очистка струей питьевой воды с высоким давлением (70-170 МПа);
- очистка струей питьевой воды со сверхвысоким давлением (свыше 170 МПа).
5.12.7.6. Газопламенная очистка
Поверхность обжигают пламенем кислородно-ацетиленовой горелки. Окалину и ржавчину удаляют путем воздействия на них струи огня и высокой температуры. После очистки пламенем поверхность обрабатывают при помощи проволочных щеток с механическим приводом и перед окрашиванием дополнительно очищают от пыли и рыхлых загрязнений. Газопламенную очистку применяют при толщине металла не менее 6 мм.
5.12.7.7. Для струйной абразивной обработки применяют чугунную или стальную дробь по ГОСТ 11964 или шлифовальные материалы по ГОСТ 3647.
Струйную абразивную обработку проводят при толщине металла не менее 3 мм. Допускается струйная абразивная обработка тонкостенных изделий, если при этом не нарушается их геометрическая форма.
5.12.7.8. Изделия из коррозионно-стойких сталей после очистки шлифовальным материалом подвергают травлению для удаления металлической пыли.
При использовании неметаллических абразивов травление не применяют.
5.12.7.9. После механической обработки проводят обдув поверхности сжатым воздухом по ГОСТ 9.010.
5.12.7.10. При влажной абразивной струйной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
5.12.7.11. Для предотвращения коррозии черных металлов в гидроабразивную суспензию вводят один из компонентов, приведенных в таблице 11.
Таблица 11
Ингибиторы коррозии для влажной струйной абразивной очистки
Степень обезжиривания поверхности металла
Единая система защиты от коррозии и старения
Подготовка металлических поверхностей к окрашиванию
Unified system of corrosion and ageing protection.
Paint coatings. Metal surface preparation for painting
Дата введения 2006-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт лакокрасочных покрытий с опытным машиностроительным заводом "Виктория" (ОАО НИИ ЛКП с ОМЗ "Виктория")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии Российской Федерации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 26 от 8 декабря 2004 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Федеральное агентство по техническому регулированию и метрологии
4 В настоящем стандарте учтены основные нормативные положения международного Руководства ИСО/МЭК 21:1999 "Принятие международных стандартов в качестве региональных или национальных стандартов"
5 Приказом Федерального агентства по техническому регулированию и метрологии от 9 июня 2005 г. N 149-ст межгосударственный стандарт ГОСТ 9.402-2004 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2006 г.
7 ПЕРЕИЗДАНИЕ. Август 2006 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
Незащищенные покрытиями металлы (черные и цветные) при эксплуатации в условиях умеренного, морского, тропического климата (в атмосфере или в помещении) подвергаются коррозии, которая может привести к их разрушению. Поэтому для защиты от коррозии, а также для придания изделиям декоративного вида металлические поверхности защищают с помощью лакокрасочных покрытий.
В технологическом процессе окрашивания металлических поверхностей первой операцией является подготовка поверхности. Подготовка поверхности - многостадийный процесс. В зависимости от количества стадий результатом подготовки поверхности может быть очистка поверхности или дополнительное химическое преобразование металлической поверхности с образованием конверсионных покрытий (хроматных, фосфатных, оксидных).
Конверсионные покрытия за счет своих изоляционных свойств ингибируют механизм подпленочной коррозии и улучшают физико-механические свойства последующего лакокрасочного слоя, что позволяет противостоять коррозионным процессам и обеспечивать требуемый срок службы изделия.
Настоящий стандарт не только устанавливает требования к качеству окрашиваемой поверхности, но и содержит рекомендации по технологическим процессам подготовки поверхности, позволяющим получать требуемое качество.
Характеристики лакокрасочных покрытий в большой степени зависят от состояния поверхности, подготовленной к окрашиванию. Основными факторами, влияющими на эти характеристики, являются наличие ржавчины, окалины, загрязнений (пыль, масла, соли, влага), качество конверсионных покрытий. В настоящем стандарте регламентированы требования к состоянию металлических поверхностей, подлежащих окрашиванию.
В данном стандарте основное внимание уделено технологическим процессам химической подготовки поверхности. Даны рекомендации по выбору технологических процессов подготовки поверхности в зависимости от типа металла и условий эксплуатации окрашенных изделий. Механическая подготовка поверхности представлена в виде обзора существующих методов. Относительно области применения, эффективности и ограничений механической подготовки поверхности приведены ссылки на международные стандарты.
При выборе типа неметаллических неорганических покрытий, используемых для окрашивания цветных металлов и их сплавов, нужно руководствоваться ГОСТ 9.303-84. В настоящем стандарте установлены требования только к фосфатным покрытиям на черных металлах.
Технологические процессы подготовки поверхности цветных металлов: оксидирование, анодное окисление и хроматирование алюминия, хроматирование цинка и кадмия приведены в ГОСТ 9.305-84.
В стандарте приведены основные термины и определения, относящиеся к подготовке поверхности. Оценка поверхности, подготовленной к окрашиванию, дана в соответствии с международными стандартами. В стандарте приведены ссылки на основные международные стандарты по подготовке поверхности стальных подложек перед окрашиванием.
В настоящий стандарт включены требования охраны здоровья и безопасности персонала и защиты окружающей среды.
Настоящий стандарт не затрагивает финансовые вопросы, но несоблюдение его требований может стать причиной серьезных экономических последствий, так как некачественная подготовка поверхности изделий существенно снижает срок службы лакокрасочного покрытия.
Введение настоящего стандарта будет способствовать оптимизации технологических процессов подготовки поверхности в промышленности, что несомненно приведет к повышению качества окрашивания.
1 Область применения
Настоящий стандарт распространяется на изделия, детали, сборочные единицы и полуфабрикаты (далее - изделия) из черных, цветных металлов и сплавов и устанавливает общие требования к качеству поверхности изделий, предназначенных к окрашиванию, и технологии подготовки поверхности, в том числе к окрашиванию методами катодного и анодного электроосаждения и к нанесению порошковых покрытий.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
Слабо выраженное, расплывчатое
6.4.2. Контроль степени обезжиривания методом смачиваемости
Метод применяют для контроля поверхностей после ее обезжиривания водными растворами ТМС.
Метод заключается в определении времени сохранения сплошной пленки питьевой воды на обработанной поверхности до ее разрыва и основан на способности пленки воды или раствора не собираться в капли и сохраняться на чистой поверхности металла в течение определенного времени.
При определении степени обезжиривания изделие (образец) погружают в воду с содержанием солей по ГОСТ 6709 или распыляют на поверхность изделия (образца) раствор, содержащий 50 г нигрозина в 1 дм 3 воды с содержанием солей по ГОСТ 6709.
Нарушение сплошности пленки фиксируют визуально при дневном или искусственном освещении, при этом не принимают во внимание поверхность, удаленную от краев и острых кромок менее чем на 10 мм.
Степень обезжиривания характеризуется временем в секундах от начала испытаний до разрыва пленки.
6.4.3. Контроль степени обезжиривания капельным методом
Метод применяют для контроля поверхностей после обезжиривания органическими растворителями и водными моющими растворами. Перед испытанием обезжиренную поверхность изделия (образца) высушивают.
На поверхность изделия (образца) наносят 2-3 капли растворителя и выдерживают 15 с.
К испытуемому участку поверхности прикладывают лист фильтровальной бумаги и прижимают его к поверхности до полного впитывания растворителя в бумагу.
На другой лист фильтровальной бумаги наносят 2-3 капли чистого растворителя и выдерживают до его полного испарения.
При дневном или искусственном освещении сравнивают внешний вид обоих листов фильтровальной бумаги.
Степень обезжиривания определяют по наличию или отсутствию масляного пятна на первом листе.
6.4.4. Контроль степени обезжиривания методом протирки
Метод применяют для поверхностей, обезжиренных водными моющими растворами и органическими растворителями.
Качество обезжиривания металлических поверхностей перед окрашиванием контролируют визуально при дневном или искусственном освещении. Подготовленную поверхность протирают чистой ветошью. Степень обезжиривания определяют по наличию или отсутствию на поверхности следов пыли и жировых загрязнений.
6.5. Контроль степени очистки от окалины и ржавчины
6.5.1. Степень очистки от окалины и ржавчины определяют с помощью пластины из прозрачного материала размером 25 х 25 мм с взаимно перпендикулярными линиями, образующими квадратики размерами 2,5 × 2,5 мм, которую передвигают по поверхности изделия.
6.5.2. Степень очистки от окалины и ржавчины определяют отношением числа квадратиков, занятых окалиной и ржавчиной, к общему числу квадратиков, выраженных в процентах. Контроль проводят по таблице 9 . Допускается контроль после механической подготовки поверхности проводить визуально в соответствии с ИСО 8501-1:1998.
6.6. Контроль качества фосфатирования
6.6.1. Массу фосфатного покрытия на единицу площади поверхности определяют по приложению Д .
Массу фосфатного покрытия на соответствие требованиям таблицы 13 определяют периодически в зависимости от конкретных условий, но не реже одного раза в неделю.
6.6.2. Внешний вид фосфатного покрытия определяют визуально.
Цвет фосфатного покрытия зависит от типа применяемого фосфатирующего состава, марки металла, предварительной обработки (механической, термической) согласно таблице 13 . Оттенок цвета не нормируется.
Допускается неравномерный цвет покрытия на изделиях, прошедших термическую обработку, а также разнооттеночность фосфатного покрытия при сохранении требуемых защитных свойств нанесенного на него лакокрасочного покрытия.
Не допускается наличие ржавчины и белого солевого налета (шлама), за исключением труднодоступных поверхностей изделий сложной конфигурации.
6.6.3. Контроль защитных свойств фосфатных покрытий проводят только в сочетании с лакокрасочным покрытием по ГОСТ 9.401.
6.7. Контроль рН поверхности
Измерение рН поверхности проводят непосредственно после сушки изделий, прошедших подготовку поверхности к окрашиванию. Смоченную дистиллированной водой универсальную индикаторную бумагу накладывают на поверхность изделия на 30 с, затем бумагу снимают и цвет ее сравнивают со шкалой рН.
Контроль проводят выборочно в местах скопления влаги и в местах соединения элементов.
Допускается рН поверхности определять по рН стекающей воды на последней стадии промывки; рН поверхности должен быть от 6 до 8.
6.8. Контроль химических окисных и анодно-окисных покрытий
Контроль химических окисных (хроматных, пассивных и т.д.) и анодно-окисных покрытий на цветных металлах и их сплавах проводят по ГОСТ 9.301.
Подготовка металлической поверхности для антикоррозионной краски. Что нужно обязательно учесть?

Долговечность и надежность антикоррозионного покрытия напрямую связаны с правильной подготовкой поверхности к нанесению лакокрасочного материала. Поэтому этот аспект требует особого внимания. Российские и международные стандарты, требования производителя регламентируют этот процесс. Естественно, что подготовка металлических и бетонных поверхностей отличаются. Здесь мы рассмотрим особенности подготовки металла к окраске.
Для формирования долговечного антикоррозионного покрытия важно учесть все нюансы технологии окрашивания. Сам процесс окраски состоит из подготовки поверхности, нанесения грунтовки или восстановления грунтовочных слоев, нанесения промежуточных и финишных лакокрасочных материалов, послойной сушки. Остановимся подробнее на подготовке металлической поверхности. Требования к этому процессу разнятся в зависимости от условий проведения работ и видов антикоррозионных материалов.
В производственных помещениях, предназначенных для подготовки поверхности, хранения металлоконструкций и их окрашивания, важно соблюдать требования производителей материалов. К ним относятся различные требования, не ограниченные температурой и относительной влажностью воздуха.
В условиях строительно-монтажной площадки, когда работы проходят на открытом воздухе подготовка поверхности металлоконструкций и их окрашивание рекомендуется выполнять при температуре воздуха не ниже плюс 5 °С и не выше плюс 30 °С и относительной влажности воздуха не более 80 % в отсутствие атмосферных осадков, тумана, росы.
Важно знать, что нанесение лакокрасочных материалов должно проводится при указанных производителем климатических условиях. Запрещено проводить окрасочные работы при скорости ветра более 10 метров в секунду, а также по влажным и покрытым инеем поверхностям.
Подготовка металла под нанесение антикоррозионной краски включает устранение дефектов поверхности, окислов, загрязнений, остатков старой краски и других.
Устранение дефектов
Устранение дефектов заключается в том, чтобы убрать с поверхности заусенцы, острые кромки, сварочные брызги, наплывы пайки, прожоги, остатки флюса. Поверхность литых изделий не должна иметь неметаллических макровключений, пригаров, нарушений сплошности металла в виде раковин, трещин, спаев, неровностей в виде приливов, утолщений, складок, за исключением дефектов, допускаемых нормативными документами на отливку. Сварные швы должны быть цельными и сплошными (непрерывными) без пор, трещин и разрывов. Форма шва должна быть гладкая, с плавным переходом от валика к металлу.

Металлическая поверхность с рыхлыми слоями ржавчины и непрочно держащимися остатками старого покрытия
Дефекты поверхности устраняют с помощью ручного или механизированного инструмента: молотка, зубила, шлифмашинок и прочих. Очистку поверхности от загрязнений, рыхлых слоёв ржавчины и непрочно держащихся остатков старого покрытия выполняют металлическими шпателями, стальными щётками, скребками и другим инструментом.
Обезжиривание
Операции по обезжириванию поверхности выполняют до проведения абразивоструйной и механической очистки и до обмыва конструкций от загрязнений чистой водой под давлением. Для этого используют уайт-спирит (по ГОСТ 3134) или другие растворители и специальные составы по ГОСТ 9.402. Все растворители ВМП (СОЛЬВ-УР, СОЛЬВ-ЭП, СОЛЬВ-ЭС) могут применяться для обезжиривания поверхности и промывки лакокрасочного оборудования.



Растворители ВМП
Операции выполняют кистью, мягкой волосяной щеткой или безворсовым обтирочным материалом, смоченными растворителями. Можно провести струйный обмыв поверхности.
Расход растворителя или водно-моющего средства зависит от степени замасленности поверхности и составляет от 0,10 до 0,35 л/м2. После обезжиривания следует осушить поверхность сухим чистым воздухом до полного удаления паров растворителя. Степень обезжиривания должна быть первая в соответствие с ГОСТ 9.402
Обмыв поверхности
При необходимости, металлоконструкции, доставленные на строительную площадку с заводским грунтовочным покрытием, обмывают чистой пресной водой под высоким давлением (не ниже 20 МПа).
Абразивоструйная обработка
В большинстве случаев идеальной подготовкой поверхности является абразивоструйная очистка. Покрытие, нанесенное на такую поверхность, будет служить намного дольше. Очистку поверхности металла от окислов (окалины и ржавчины) выполняют до степени 2 по ГОСТ 9.402 (Sa 2 1 /2 или Sa 2 по ИСО 8501-1) с приданием ей шероховатости для получения оптимальной адгезии лакокрасочного покрытия. Для такой обработки рекомендуется применять абразив, обеспечивающий требуемую чистоту и шероховатость поверхности.
Очистку поверхности от прокатной окалины и прочно держащихся продуктов коррозии следует выполнять абразивоструйным способом с использованием металлического и неметаллического абразива, рекомендуются установки с открытой струёй абразива. Для абразивоструйной очистки необходимо применять абразив, обеспечивающий остроугольный профиль поверхности.
![Абразивоструйная очистка поверхности]()
Абразивоструйная очистка поверхности

Выбор абразива следует выполнять с учётом требований к степени очистки, заданной шероховатости и исходного состояния поверхности.
Качество абразива должно быть подтверждено сертификатом качества поставщика с указанием технических параметров: фракция, твёрдость, плотность, содержание растворимых в воде загрязнений, удельная проводимость водных экстрактов, а также подтверждение соответствия нормативных документам на область его применения. Абразивный материал должен быть сухим, легко пересыпающимся, не содержать пыли, солей или других загрязнений, способных ухудшить адгезию покрытия.

Абразивоструйные установки напорного типа Conractor
Сжатый воздух, используемый при подготовке поверхности и нанесении лакокрасочных материалов, должен быть очищен от масла и влаги при помощи масловлагоотделителя и должен соответствовать требованиям ГОСТ 9.010 (группа 2).
Подготовка поверхности сварных швов, острых кромок и других участков с дефектами поверхности должна иметь степень Р2 - РЗ по ISO 8501-3.
Абразивоструйная обработка для ремонтного окрашивания
Если на окрашенной поверхности есть дефекты (растрескивание, отслаивание до металла, коррозия, повреждения от транспортировки), то его необходимо локально удалить полностью до металла. Очистка проводится абразивоструйным способом до степени Р Sa 2 ½ (в труднодоступных местах - Р Sa 2) по ISO 8501-2 (очень тщательная локальная струйная очистка). Необходимо сделать плавный переход от покрытия к очищенному металлу. Размер ремонтного участка должен превышать размер дефекта минимум на 30 мм. Прочно пристающее (без повреждения адгезии) покрытие должно оставаться неповреждённым.
Если по какой-либо причине невозможно выполнить очистку абразивоструйным методом или для ремонтного окрашивания, то поверхность обрабатывают механизированным и ручным инструментом до степени 3 по ГОСТ 9.402 (St 3 или St 2 по ИСО 8501-1).
Механизированная очистка
Такой тип очистки подходит для участков с небольшими повреждениями и отдельных видов покрытий, о чем обязательно указано в документации производителя.
Механизированную очистку рекомендуется проводить с использованием проволочных вращающихся щёток (дисковых, концевых, торцевых), пневматических молотков, шлифовальных кругов. Ручная очистка проводится при помощи проволочных щёток, шпателей, скребков, зубила, шлифовальной шкурки и прочих инструментов.
Для дефектных участков с одним или несколькими повреждениями, где размер такого дефекта не превышает 5 мм и не составляет более 0,5% от общей площади участка, допускается локальная механизированная или ручная очистка до степени P St 3–P St 2 по ISO 8501-2.
Удаление пыли и остатков абразива
Удаление пыли и остатков абразива с поверхности после очистки проводят путем обдува ее сухим чистым сжатым воздухом, с применением промышленного пылесоса или чистых сухих кистей с коротким жестким ворсом.
Параметры очищенной поверхности
Для визуальной оценки профиля металлической поверхности, очищенной абразивоструйным способом, используют специальный инструмент – компаратор шероховатости. Оптимальная шероховатость очищенной поверхности должна соответствовать понятию «тонкая» компаратора шероховатости «GRIT» (между сегментами 1 и 2, но ближе к сегменту 2), Rz=50±10 мкм по ГОСТ 2789.
В отдельных случаях производится контроль водорастворимых солей (хлоридов) по ISO 8502-6. Такой контроль необходим там, где есть источники загрязнения, например, вблизи береговой линии.
Поверхность, подготовленная к окрашиванию, должна соответствовать первой степени обезжиривания и 2-й степени очистки от окислов по ГОСТ 9.401 (Sa 2 ½ по ISO 8501-1) и быть не ниже 2-го класса обеспыливания по ISO 8502-6.
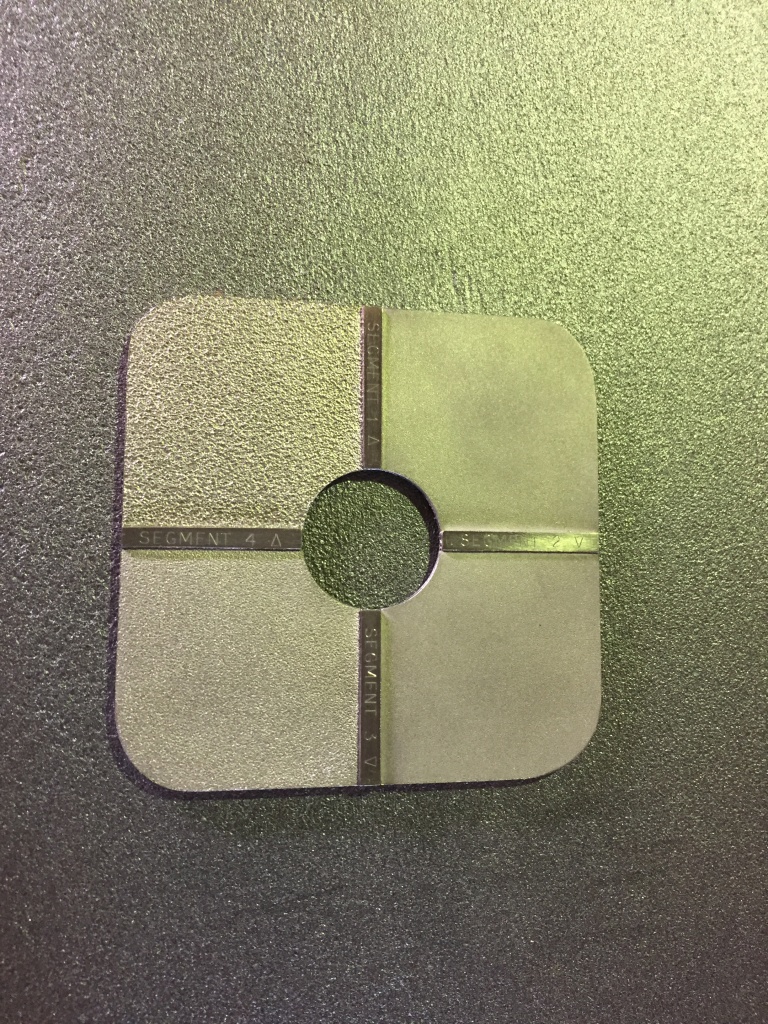
Компаратор шероховатости на поверхности, подготовленной для нанесения антикоррозионной краски

Металлоконструкции после абразивоструйной очистки
Контроль качества подготовки поверхности необходимо выполнять по следующим показателям:
отсутствие масляных и жировых загрязнений;
степень очистки от окислов;
отсутствие водорастворимых солей.
Ответственный подход

В технической документации на антикоррозионные краски производители обычно указывают требования к степени подготовки поверхности. Но при защите конкретного объекта лучше обратиться к техническим специалистам производителя для уточнения минимально допустимой степени.
Инженеры-технологи ВМП аттестованы на инспекторов II категории по контролю качества очистных и окрасочных работ, имеют все необходимые допуски, в том числе к работе на высоте. Поэтому уже на этапе подбора систем покрытий вы получите исчерпывающую информацию о необходимой подготовке поверхности.
Тем, кто нацелен проводить подготовку поверхности самостоятельно стоит помнить общее правило: чем агрессивнее условия эксплуатации объекта, чем выше требования к сроку службы защитного покрытия, тем качественнее должна проводиться очистка поверхности.
Опыт показывает, что нарушение требований к подготовке поверхности является наиболее частой причиной дефектов покрытий и быстрой потери защитных свойств. Некачественная очистка не позволяет использовать высокий потенциал долговечных материалов и приводит к существенным материальным затратам на ремонт.
Внимательно относитесь к требованиям производителя антикоррозионных красок к подготовке поверхности металла, ответственно подходите к выполнению работ и металлоконструкции будут надолго защищены от негативного воздействия окружающей среды.
Читайте также: