Стилоскопирование металла содержание элементов
Обновлено: 07.07.2024
Во время соединения металлов путем сваривания внутри шва или на его поверхности за счет высокой температуры дуги могут появляться практически незаметные дефекты. Любой из них отрицательно влияет на прочность конечного изделия, так как мельчайшие трещины могут привести к разгерметизации.
Что такое стилоскопирование сварных швов, в чем суть данного метода
Существует несколько методов, применение которых позволяет выявлять мелкие дефекты шва перед использованием. Один из самых доступных – стилоскопирование, в основе которого лежит спектральный анализ. Способ направлен на выявление количества легирующих примесей в сварном шве. Иными словами, можно определить химический состав металла в месте соединения.
ГОСТы, используемые для работы
Существует несколько документов, четко регламентирующие все нюансы, связанные с процессом стилоскопирования:
Области применения
Контролю подвергаются любые изделия, выполненные из легированной стали (в ее состав, помимо стандартных примесей, вводят специфические элементы для достижения желаемой прочности, стойкости и других показателей. К таким элементам относится хром, азот, никель и др).
Химический состав шва проверяют у любых емкостей и труб, которые впоследствии будут подвергаться воздействию высокого давления и химически агрессивных сред.
Метод актуален для тех производств, где важно четкое соблюдение состава сплавов. Он не используется на небольших частных предприятиях, металлоконструкции которых не нуждаются в высоком уровне контроля.
Технология
Процедура проверки несложная, но требует наличия специального оборудования и определенных навыков оператора.
Используемое оборудование
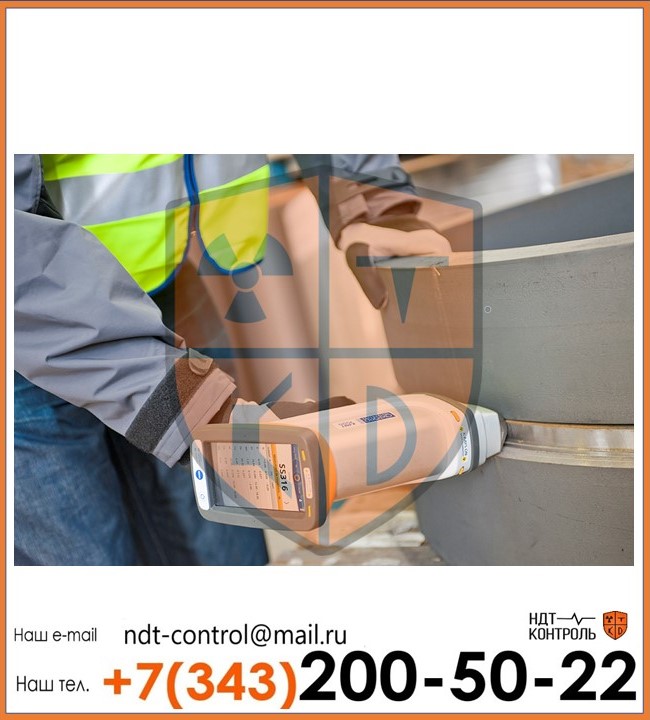
Стилоскоп – оборудование, которое позволяет провести стилоскопирование. Бывает двух типов: стационарный (используется в лаборатории) и переносной (подходит для производств).
Независимо от размера, они очень похожи и обладают рядом идентичных узлов.
Главный элемент стилоскопа – электрод, основной функцией которого является зажигание дуги на изделии. Чаще всего его изготавливают из стали, вольфрама или меди и устанавливают на головку прибора. При помощи шлифовального круга (реже токарного станка) конец электрода необходимо затачивать, чтобы он корректно работал. Специалист должен иметь при себе целый набор сменных электродов, потому что замеры можно производить только один раз, после чего они нуждаются в очередной коррекции.
Второй основной элемент стилоскопа – генератор, подсоединенный к корпусу. Благодаря ему, на сам стержень подается ток, который, в свою очередь, возбуждает дугу. От нее исходит свет, который, проходя через пары металла, проникает в щель. Ее ширина в зависимости от типа прибора колеблется от 0,01 до 0,02 мм.
Один из ключевых элементов стилоскопа – ряд линз, благодаря которому, можно определить точный химический состав примесей.
Трехлинзовая система, или фотометрический клин имеет разные фокусные расстояния. Он сначала принимает пучок света на две призмы, который затем отражается и направляется в объектив окуляра. Такая система, как правило, сменная и имеет разную степень увеличения.
Порядок проведения процедуры
- Поверхность шва зачищают, убирая с него шлак, пыль и частички металла.
- Образец располагают возле электрода.
- Зажигают разряд.
- Оператор отмечает, какой именно цвет спектра был у разряда (от красного до фиолетового).
- В специальном атласе стилоскопа отмечены все возможные области.
- Благодаря таблицам в атласе, можно определить соответствие точной концентрации примесей и яркости свечения.
- Опыт следует проводить несколько раз для получения более точного результата.
Преимущества и недостатки метода
Метод широко распространен, благодаря ряду положительных аспектов:
- Способ абсолютно безопасен и для его применения необходимо соблюдать только правила электробезопасности.
- Целостность изделия после проведения анализа сохраняется. Работу диагностируемого оборудования можно не останавливать.
- Цена процедуры относительно невысока.
- Портативный стилоскоп легко можно разместить рядом с рабочей поверхностью, благодаря небольшим габаритам.
Несмотря на то что метод прост и безопасен, его применение затрудненно из-за некоторых недостатков:
Стилоскопирование и анализ состава металла в Екатеринбурге
ООО «НДТ-контроль» оказывает услуги по стилоскопированию металла с выездом на ваш объект и стационарно в лаборатории. Мы являемся аккредитованной лабораторией и проводим стилоскопирование изделий из металла и сварных швов с выдачей заключения в этот же день.
МЕТОДИЧЕСКИЕ ДОКУМЕНТЫ
Определение состава, анализ структуры металла и обнаружение возможных дефектов сварных швов осуществляются с помощью различных неразрушающих методов контроля. Одним из таких способов является стилоскопирование (спектральный анализ изделий из металла, сварных соединений и швов). В процессе стилоскопирования определяется структура и содержание металла. Данную диагностику проводят для того, чтобы установить соответствуют ли используемые сварочные материалы требованиям проекта к маркировке металла и инструкциям по сварке. Мы производим стилоскопирование стали всех марок и других металлов.
Основные определения и понятия
В сварных соединениях различных конструкций, например, работающих под давлением или рассчитанных на содержание агрессивных сред котлов и трубопроводов, из-за воздействия температуры сварочной дуги может произойти частичное выгорание легирующих элементов в свариваемом металле. Чтобы избежать таких последствий, специалисты используют присадочную проволоку с подходящим составом, который позволяет усилить сварной шов. Если же сварщик держал дугу очень долго, или выбрал проволоку ошибочно, такие меры могут не помочь и впоследствии шов быстро подвергнется коррозии и даст течь. Чтобы убедиться в качестве выполненных работ, применяется стилоскопирование сварных соединений, или, иными словами, проводится проверка состава металла.
Стилоскопирование сварных соединений — это качественный спектральный неразрушающий анализ материала, направленный на определение легирующих элементов. Такому контролю необходимо подвергать все нагревающиеся элементы трубопроводов и котлов, материалом изготовления которых является легированная сталь. Кроме того, подобной диагностике также подвергается наплавленный металл сварных швов этих изделий.
Контроль структуры и состава металла осуществляется посредством стилоскопов. Это специальные приборы, с помощью которых можно осуществить предварительный анализ и разбраковку металлов по спектрам излучения, а также проверить состав металла в сварных соединениях.
Приборы для стилоскопирования
Для спектрального анализа, или стилоскопии сварных швов применяется специализированное оборудование. Приборы для данного метода бывают крупногабаритные – такие применяются в лабораторных условиях, и портативные, переносные, адаптированные под полевые условия и для диагностики на выезде. Вне зависимости от размеров, всё оборудование имеет схожий принцип действия и состоит из похожего комплекта элементов и узлов.
Что касается принципа работы, то она основывается на действии такого элемента, как электрод, установленный на головке прибора. Именно он зажигает дугу на изделии. Для изготовления электрода используется медь, сталь, вольфрам, или молибден. Чтобы данный элемент работал корректно необходимо произвести правильную заточку кончика, которая делается при помощи токарного станка или шлифовального круга. Недостаток данного устройства заключается в том, что правку кончика иглы необходимо проводить перед каждой пробой, либо иметь при себе сменный комплект электродов. Источником тока в приборе является генератор, подсоединённый к корпусу устройства. Посредством данного элемента на стержень подается ток и возбуждает дугу. Излучение от дуги проходит через пары металла и поступает в приемную щель, ширина которой составляет от 0,01 до 0,02 мм, в зависимости от модели прибора. Для распознавания типа вещества предусмотрен ряд линз, которые установлены внутри оборудования. Фотометрический клин, или трехлинзовая система с разным фокусным расстоянием, принимает пучок света на две трапециевидные призмы, отражается от них, а затем направляется в объектив окуляра. Окуляр в приборе может быть сменным и иметь различную степень увеличения, что важно для диагностики тоненьких линий спектра.
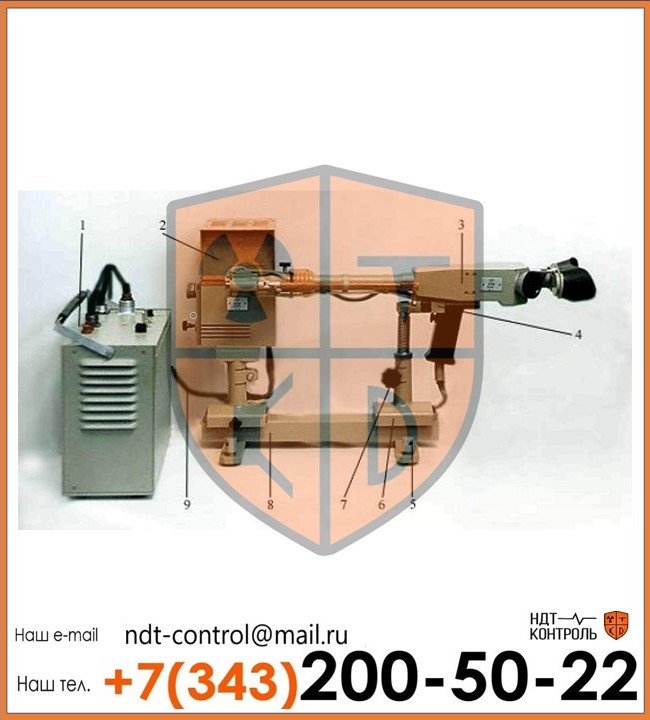
На фото изображен стандартный прибор для стилоскопирования, состоящий из блока питания (1), источника света (2), стилоскопа (3), крепежного устройства (4), подставок (5,6), выдвижного винта (7), рельсы (8) и кабеля (9).
Как говорилось выше, приборы для стилоскопии бывают переносными и стационарными, а значит, их можно применять в цехах и в лабораториях.
Основные технические характеристики универсального прибора для стилоскопирования
Диапазон длин волн, нм
Обратная линейная дисперсия, нм/мм
Потребляемая мощность, В·А
Питание от сети переменного тока:
Габариты, мм, не более:
Принцип действия и основные этапы проведения стилоскопирования сварных соединений
Анализ качества выполненных сварочных работ (или тест на состав металла в сплавах) проводится по-разному. В ряде случаев производится срез сварного шва, или его подвергают воздействию давлением, чтобы определить его сопротивления усилию. Но наиболее подходящим для решения данной задачи считается стилоскопирование, один из методов неразрушающего контроля, направленный на анализ состава и количества легирующих примесей и дающий определенное представление о качестве и надежности сварного шва. Считается, что проверить состав металла именно таким способом будет гораздо эффективнее и проще, чем прибегнуть к разрушающим методам контроля.
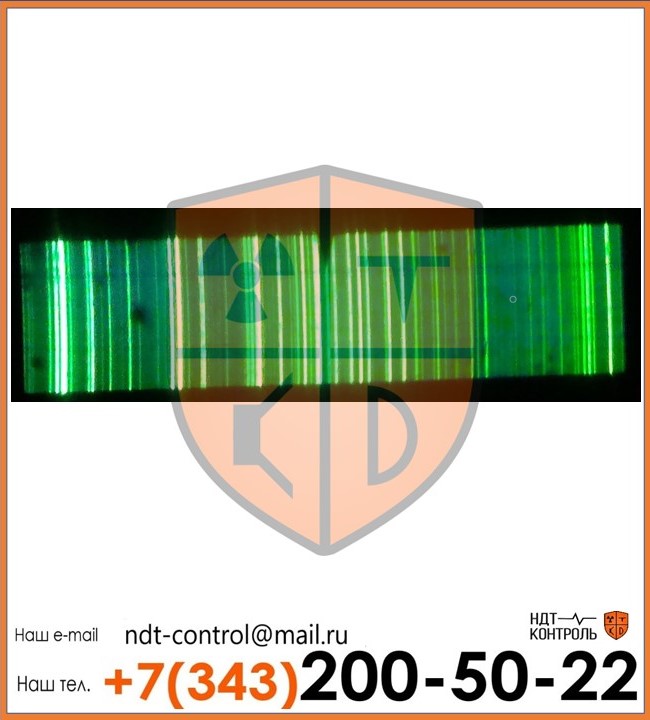
Данная проверка состава и структуры металла основывается на свойстве каждого легирующего элемента создавать свой уникальный спектр, в процессе пропуска его паров от электрической дуги через призму, с определенной широтой и яркостью отдельных линий (в луче из семи цветов). Для оценки результатов разработаны специальные тематические атласы, которые содержат спектры всех основных веществ. Осуществляющий стилоскопирование специалист сопоставляет показания в окуляре стилоскопа с известными элементами в атласе. Преобладание того или иного спектра говорит о характере и количестве вещества, входящего в состав стали.
Стилоскопирование, или спектральный анализ металла производится и в стационарных условиях, с помощью больших аппаратов, и на выезде, посредством компактных моделей.
Более подробно принцип действия стилоскопирования выглядит следующим образом:
- В процессе анализа, между двумя электродами (один электрод установлен на приборе, второй – это анализируемая проба) возбуждается, путем нагревания, импульсный электрический разряд.
- Излучение элементов, возбужденных в разряде атомов и входящих в состав пробы, улавливается полихроматором с вогнутой дифракционной решеткой и раскладывается в спектр.
- Благодаря тому, что каждый химический элемент имеет свою совокупность спектральных линий, обусловленную концентрацией элемента в пробе, удается установить характер, состав и количество того или иного элемента в металле.
- Полученный в ходе успешного анализа спектр расшифровывают с помощью специально разработанных таблиц и атласов спектров.
- Чтобы провести количественный анализ пробы, из спектра выделяют одну или несколько аналитических линий анализируемого элемента. Рассчитывается данная величина с помощью следующей формулы:
J(l ) = а × сb, где J – это интенсивность спектральной линии, l – длина, с — концентрацией элемента в пробе, а и b — величины, зависящие от условий анализа.
Процедура спектрального анализа:
- стилоскоп подносят к поверхности диагностируемого изделия;
- между специальным электродом, которым оборудована головка прибора, и сварочным соединением, зажигается электрическая дуга;
- начинается незначительная плавка металла, образовавшиеся в процессе испарения поднимаются вверх;
- свет от дуги, проходящий через пары металла, поступает в приемную щель аппарата, в котором он обрабатывается группой линз;
- полученный результат передается для раскладки на спектр;
- результат высвечивается в окне прибора;
- оператор обрабатывает полученный результат.
Если результаты диагностики были неудовлетворительные или неточные, то допускается повторная проверка состава металла сварочного шва, но уже на удвоенном количестве точек. Дефектные сварные соединения, обнаруженные при контроле, необходимо удалить, после этого швы повторно свариваются и вновь подвергаются стилоскопированию. Для более подробного изучения излучаемого света и его цветовой гаммы, можно удерживать включенную дугу более длительное время или повторить процедуру. Современное оборудование для стилоскопирования, как правило, совмещено с ЭВМ, способными полностью автоматизировать процесс анализа спектров. Поэтому, если вам срочно проверить состав металла, лучше всего сделать это методом стилосокпирования.
Стилоскопирование металла содержание элементов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
СТИЛОСКОПИРОВАНИЕ ОСНОВНЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
И ГОТОВОЙ ПРОДУКЦИИ
Дата введения 2002-11-22
ЛИСТ УТВЕРЖДЕНИЯ
РД 26.260.15-2001
СТИЛОСКОПИРОВАНИЕ ОСНОВНЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ И ГОТОВОЙ ПРОДУКЦИИ
Генеральный директор ОАО "ВНИИПТхимнефтеаппаратуры"
Заместитель генерального директора ОАО "ВНИИПТхимнефтеаппаратуры"
Заведующий отделом стандартизации
Заведующий отделом N 29
Заведующий лабораторией N 56
Разработчик, старший научный сотрудник
Зав. сектором стандартизации
Заместитель генерального директора по научно-производственной деятельности
Председатель ТК 260 "Оборудование химическое и нефтегазоперерабатывающее" В.А.Заваров 2001
1 РАЗРАБОТАН ОАО "Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения" (ОАО "ВНИИПТхимнефтеаппаратуры) по заданию Госгортехнадзора России.
Курдюмова A.M., Гурьева Л.В., Мирочник В.Л., Хапонен Н.А.
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом N 260 "Оборудование химическое и нефтегазоперерабатывающее" Листом Утверждения от 20.12.2001
3 СОГЛАСОВАН письмом Госгортехнадзора России N 12-06/959 от 22.11.2002
4 ВЗАМЕН "Инструкции по стилоскопированию основных и сварочных материалов и готовой продукции", согласованной с ГГТН РФ письмом N 12-6/1108 от 10.12.96
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ является переработанным и расширенным продолжением "Инструкции по стилоскопированию основных и сварочных материалов и готовой продукции" согласованной с ГГТН РФ письмом от N 12-6/1108 от 10.12.96 и распространяется на сосуды, аппараты, все детали аппаратов (обечайки, днища, патрубки, сварные соединения и др.), а также на исходные материалы в виде проката, сварочных проволок, промежуточных деталей на различных этапах технологического процесса и т.д.
Настоящий руководящий документ предусматривает определение химического состава вышеназванных объектов методом стилоскопирования с целью установления соответствия типа использованной стали и сварочных материалов чертежам и РД по сварке, отраслевым стандартам и руководящим документам с помощью стационарных и переносных стилоскопов.
РД охватывает марки сталей, наиболее распространенные в нефтяном, химическом и газовом аппаратостроении, к числу которых относятся стали низколегированные 15ХМ, 40ХМФА, 35Х, 10Х2ГНМ, 30ХМА, 16ГС, 09Г2С, легированные 15Х5М, 15Х5ВФ, 12Х8ВФ, 20Х13 и высоколегированные 12Х18Н9, 04Х18Н10, 08Х17Н13М2Т, 10Х17Н13МЗТ, 20Х25Н20С2, ХН32Т, 06ХН28МДТ и др.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем руководящем документе использованы ссылки на следующие стандарты, правила и другие источники:
ГОСТ 495-92* Листы и полосы медные. Технические условия
* На территории Российской Федерации действует ГОСТ 1173-2006. Здесь и далее. - Примечание изготовителя базы данных.
ГОСТ 1435-90* Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
* На территории Российской Федерации действует ГОСТ 1435-99. Здесь и далее. - Примечание изготовителя базы данных.
СН 245-71 Санитарные нормы проектирования промышленных предприятий
* На территории Российской Федерации действуют ПБ 03-585-03. - Примечание изготовителя базы данных.
ПБ 09-170-97* Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств
* На территории Российской Федерации действуют Правила безопасной эксплуатации и охраны труда для нефтеперерабатывающих производств. - Примечание изготовителя базы данных.
ПБ 10-115-96* Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
* На территории Российской Федерации действуют ПБ 03-576-03. - Примечание изготовителя базы данных.
Правила по устройству и содержанию лаборатории и пунктов спектрального анализа, обязательные для всех министерств, ведомств и учреждений
РД 009-364-00 Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожарных объектах
Типовая инструкция по организации безопасного проведения газоопасных работ / Утв. ГГТН СССР 20.02.85
ПОТ РО-14000-005-98 Положение. Работы с повышенной опасностью. Организация проведения.
Правила техники безопасности при эксплуатации электроустановок потребителей* / Утв. Госэнергонадзор РФ
* На территории Российской Федерации действуют "Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). Здесь и далее. - Примечание изготовителя базы данных.
Общеминистерские нормы обслуживания для вспомогательных рабочих цехов основного и вспомогательных производств Министерства химического и нефтяного машиностроения СССР. - М., 1977. - c.41-51
ВСН 21-77 Инструкция по проектированию отопления и вентиляции нефтеперерабатывающих и нефтехимических предприятий
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 В основу РД положены стилоскопические признаки оценки содержания легирующих элементов, выбранные экспериментально в условиях спектральной лаборатории ВНИИПТхимнефтеаппаратуры для сталей, перечисленных в 1.3, при использовании стационарных стилоскопов СЛ-10, СЛ-11, "Спектр" и переносного "Метаскопа" фирмы Крауткремер, ФРГ, а также других марок отечественного производства, применяемых на заводах.
3.2 Стилоскопирование металла свариваемых деталей и металла шва производится с целью установления соответствия марки использованных для сварки материалов требованиям соответствующих НТД и ТУ на изготовление изделия.
Обязательному стилоскопированию должны подвергаться в изготовленном сосуде детали корпуса, находящегося под давлением (обечайки, днища, патрубки, фланцы) из низко-, средне- и высоколегированных марок сталей, а также соединяющие их сварные швы в объеме и местах, установленных заводами-изготовителями.
Стилоскопирование следует производить на зачищенных до блеска участках (площадках) поверхности. Перед стилоскопированием соответствующие участки должны быть замаркированы с таким расчетом, чтобы их можно было легко обнаружить на картах контроля.
Выполнение стилоскопирования металла свариваемых деталей и металла сварного шва следует осуществлять с помощью переносных стилоскопов. На сварных соединениях, выполнявшихся одновременно двумя сварщиками, стилоскопированию должны подвергаться два диаметрально противоположных участка шва. В остальных случаях стилоскопирование может производиться на одном участке.
В случае неудовлетворительных результатов производится повторное стилоскопирование металла свариваемых деталей и металла шва в 3-х различных участках.
При выявлении несоответствия марки используемой стали или сварного соединения хотя бы на одной детали, проверенных в неполном объеме, стилоскопированию должны быть подвергнуты все однотипные детали, сварные соединения, узлы.
Результаты стилоскопирования на соответствие марки стали использованных материалов требованиям технических условий на изготовление изделия должны быть зафиксированы в специальном журнале с выдачей соответствующих протоколов.
Контроль стилоскопированием не производится:
- при невозможности осуществления контроля вследствие недоступности сварных швов;
- по условиям техники безопасности.
4 СТИЛОСКОПИЧЕСКИЙ КОНТРОЛЬ ХИМИЧЕСКОГО СОСТАВА СТАЛЕЙ, СВАРНЫХ СОЕДИНЕНИЙ
4.1 Сущность работы на стилоскопе
Полуколичественный анализ при помощи стилоскопа производится следующим образом: между образцом и вспомогательным или "постоянным" электродом зажигается дуговой разряд. Его излучение направляется на входную щель стилоскопа. Горение дуги сопровождается переносом вещества электрода с одного полюса на другой. Поэтому заточку постоянного электрода необходимо производить перед каждым новым анализом.
Для установления количественного содержания элемента в сплаве пользуются оценкой относительной интенсивности анализируемой линии и линии сравнения.
Однако возможности глаза как измерительного прибора ограничены. Глаз не может достаточно точно определить отношение интенсивностей двух спектральных линий. Но он очень чувствителен к установлению равенства или неравенства интенсивностей двух световых линий (двух спектральных линий). На этом принципе и основан метод количественного анализа с помощью стилоскопа.
4.2 Приборы и материалы. Вспомогательное оборудование
Все виды стационарных стилоскопов, выпускаемые в СССР ранее и в настоящее время в РФ, к числу которых относятся СЛ-10, СЛ-11, "Спектр", а также переносные типа СЛП-1, СЛП-3, СЛП-4, СЛУ-1 (в двух вариантах - стационарном и переносном) и "Метаскоп" фирмы Крауткремер производства ФРГ.
УНИФИЦИРОВАННАЯ МЕТОДИКА СТИЛОСКОПИРОВАНИЯ
ДЕТАЛЕЙ И СВАРНЫХ ШВОВ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
Дата введения 1994-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ 01.07.94
Кривошеин Д.И., Ротштейн А.В., Белкин С.А., Орлов Н.С. (руководитель темы), Малашонок В.А. (АО "Энергомонтажпроект"); Алюшкин B.C. (АО "Мосэнергомонтаж"); Чехарина Г.Т. (АО "Центроэнергомонтаж")
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер или обозначение НТД
Сталь углеродистая обыкновенного качества. Марки
Листы и полосы медные. Технические условия
Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
Проволока стальная сварочная. Технические условия
Прокат из легированной конструкционной стали. Технические условия
Сталь листовая углеродистая, низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия
Сталь высоколегированная и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
Сталь сортовая калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические требования
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
Спирт этиловый технический. Технические условия
Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин. Технические условия
Прокат из стали повышенной прочности. Общие технические условия
Сталь теплоустойчивая. Технические условия
ССБТ. Пожарная безопасность. Общие требования
ССБТ. Электробезопасность. Защитное заземление, зануление
ССБТ. Общие требования. Электробезопасность
Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций
Листы из стали марки 16ГНМА для барабанов котлов высокого давления. Технические условия
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Отливки из углеродистой и легированной стали для фасонных элементов паровых котлов и трубопроводов с гарантированными характеристиками прочности при высоких температурах
Трубы котельные бесшовные механически обработанные из конструкционной марки стали
Сталь листовая низколегированная для прямошовных магистральных газонефтепроводных труб диаметром 530-820 мм
Трубы плавниковые холоднокатаные из стали марок 12Х1МФ и 20 для паровых котлов
Трубы стальные бесшовные горячекатаные толстостенные для паровых котлов и трубопроводов
Трубы стальные бесшовные для паровых котлов и трубопроводов
Трубы бесшовные холоднодеформированные для паровых котлов и трубопроводов с гарантированными из коррозионно-стойкой стали
Трубы центробежные из стали марки 15X1M1Ф
Листы из стали марки 15ГС
Другие НТД и ПТД
Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок
РД 34 15.027-92 (РТМ-1c-92)
Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций
Положение о входном контроле металла теплоэнергетических установок с давлением 9 МПа и выше
Правила техники безопасности при эксплуатации электроустановок потребителей*
Санитарные нормы проектирования промышленных предприятий
РАЗРАБОТЧИК АО "Энергомонтажпроект"
Главный инженер Д.И.Кривошеин, 1994 г.
Заведующий отделом сварки и дефектоскопии С.А.Белкин, 29.04.94
Главный технолог проекта В.А.Малашонок 27.04.94
СОГЛАСОВАН Госгортехнадзором России 23 мая 1994 г.
Заместитель министра Ю.Н.Корсун, 23 мая 1994 г.
Настоящий производственно-технологический документ (ПТД) устанавливает методику контроля стилоскопированием металла материалов, полуфабрикатов, деталей, сборочных единиц и швов сварных соединений оборудования, трубопроводов и конструкций электростанций, подконтрольных Госгортехнадзору РФ.
Методика разработана на основе "Методических указаний по проведению спектрального анализа металла деталей энергетических установок с помощью стилоскопа" (М., СНТИ, 1969), "Методических рекомендаций по проведению полуколичественного спектрального анализа сталей на стилоскопе с дугой постоянного тока" (Свердловск, УралНИИЧМ, 1983), накопленного опыта визуального спектрального анализа металла при входном контроле, монтаже и ремонте оборудования тепловых электростанций.
Методика не может быть полностью или частично воспроизведена и тиражирована из-за возможности искажения линий спектра на рисунках.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая методика предназначена для персонала заводов-изготовителей, монтажных, ремонтных организаций и электростанций, осуществляющих организацию контроля и контроль материалов, полуфабрикатов, деталей, сборочных единиц и швов сварных соединений.
1.2 Стилоскопированием проверяется наличие, отсутствие и содержание основных легирующих элементов с целью подтверждения соответствия требованиям нормативно-технических документов (НТД) химического состава металла материалов и швов сварных соединений. Стилоскопированием определяют также содержание углерода и серы.
В приложениях А и Б приведен химический состав металла наиболее распространенных материалов, полуфабрикатов, сварочной проволоки и наплавленного металла покрытых электродов, применяющихся для изготовления, монтажа и ремонта оборудования и трубопроводов теплоэнергетических установок.
1.3 Контроль стилоскопированием проводится в объеме, установленном "Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов" и "Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды" для изделий и их элементов, изготовление, монтаж и ремонт которых проводится по данным Правилам.
Необходимость и объем контроля стилоскопированием деталей и сварных швов изделий, на которые данные Правила не распространяются, а также сварочных материалов, применяющихся при их изготовлении, монтаже и ремонте устанавливаются отраслевыми НТД на изготовление и сварку, ПТД (технологические инструкции, карты технологического процесса) или конструкторской документацией.
1.4 Стилоскопирование металла деталей, сборочных единиц, швов сварных соединений и сварочных материалов проводятся при входном контроле (ГОСТ 24297), в процессе и после монтажа или ремонта.
Организацию и порядок проведения контроля стилоскопированием необходимо осуществлять в соответствии с требованиями, установленными НТД, ПТД, действующими на предприятии (организации), а также в соответствии с требованиями настоящей методики.
1.5 Стилоскопирование на смонтированном трубопроводе проводят согласно схеме трубопровода в соответствии с нумерацией сварных стыков. Запись результатов контроля необходимо выполнять согласно номерам сварных стыков, ограничивающих контролируемую зону.
Примеры записи результатов контроля.
Контролируемый участок трубопровода между стыками 9 и 10 (рисунок 1) обозначается "Труба 9-10". Задвижка между стыками 7 и 8 обозначается "Задвижка 7-8" и т.д. Металл сварных швов обозначается номером стыка.
Рисунок 1 - Схема трубопровода
1.6 Контроль каждой трубы, вне зависимости от размеров, необходимо осуществлять на обеих ее концах на расстоянии 60-70 мм от каждого сварного или фланцевого соединения и обязательно до наложения изоляции нового участка трубопровода.
1.7 Стилоскопирование крепежа арматуры, фланцевых соединений необходимо проводить после их установки по проекту. Если при контроле крепежа обнаружено несоответствие материала запроектированному, то составляется эскиз (рисунок 2), который прилагается к протоколу.
Рисунок 2 - Схема расположения шпилек на задвижке 7-8
Запись результатов стилоскопирования крепежа в протоколе проводится в соответствии с принятой на эскизе нумерацией.
1.8 Контроль рабочих лопаток турбины необходимо проводить в замковой части лопатки. Валы роторов следует проверять на торцевой поверхности.
Места контроля остальных деталей определяют удобством установки стилоскопа.
В целях наибольшей достоверности результатов контроль рекомендуется проводить в двух точках.
1.9 Стилоскопирование металла шва следует проводить на зачищенных до металлического блеска участках (площадках) поверхности шва. Сварные соединения, которые выполняли одновременно два сварщика, необходимо стилоскопировать на двух диаметрально противоположных участках шва. В остальных случаях стилоскопирование можно осуществлять на одном участке. Стилоскопирование металла шва необходимо проводить до термической обработки сварных соединений.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ СПЕКТРАЛЬНОГО АНАЛИЗА МЕТАЛЛА ДЕТАЛЕЙ
ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК С ПОМОЩЬЮ СТИЛОСКОПА
СОСТАВЛЕНЫ Специализированным центром научно-технический информации по эксплуатации энергосистем ОРГРЭС
Автор инж. Д.Э.Кан
Редактор канд. техн. наук А.Г.Комаровский
УТВЕРЖДЕНЫ Главным инженером Главэнергоремонта П.Орешкиным, Главным инженером Главного технического управления по эксплуатации энергосистем С.Молокановым
Методические указания предназначены для монтажного, ремонтного и эксплуатационного персонала, осуществляющих организацию и производство работ по монтажу и ремонту оборудования, а также контроль и наблюдение за металлом трубопроводов, котлов и турбин на тепловых электрических станциях.
Методические указания разработаны на основе опыта работы производственного предприятия "Мосэнергоремонт".
С выходом Методических указаний отменяется "Временная инструкция по спектральному анализу металла деталей энергетических установок с помощью стилоскопа", выпущенная БТИ ОРГРЭС в 1962 г.
ВВЕДЕНИЕ
Для обеспечения надежной работы энергетических установок с высокими параметрами пара их детали и узлы изготавливаются из жаропрочной и жаростойкой стали.
Случайная замена материала изделий при монтаже и ремонте оборудования, не предусмотренная проектом, может привести к выходу из строя установки или к тяжелым авариям. Для предотвращения аварий производится спектральный анализ металла с помощью стилоскопа, позволяющий на месте, без повреждения деталей приближенно оценивать процентное содержание в стали* ванадия, хрома, молибдена, никеля, титана, вольфрама, марганца, ниобия, кобальта, кремния. Продолжительность анализа для определения марки стали - 2-3 мин.
* Возможен также анализ цветных сплавов.
На необходимость спектрального анализа посредством стилоскопа для контроля металла при монтаже и ремонте энергетического оборудования указано в правилах Госгортехнадзора и соответствующих руководящих материалах Министерства энергетики и электрификации СССР.
Настоящие методические указания определяют условия и порядок ведения работ с помощью стилоскопа при анализе металла деталей и узлов энергетического оборудования.
I. ПОНЯТИЕ О ВИЗУАЛЬНОМ СПЕКТРАЛЬНОМ АНАЛИЗЕ И АППАРАТУРЕ
Всякое вещество, приведенное в состояние светящихся паров, дает излучение, характерное для его атомного строения, которое слагается из общего излучения атомов всех элементов, входящих в состав данного вещества.
Для определения химического состава вещества методом спектрального анализа требуется выделение излучения атомов каждого элемента, т.е. отделение друг от друга световых лучей с разными длинами волн.
Разложение света по длинам волн осуществляется с помощью оптических приборов: стилоскопов и спектрографов. При этом излучение наблюдается в виде спектра, представляющего совокупность большого количества светящихся ярких линий.
Спектр является характеристикой исследуемого материала, позволяющей по наличию соответствующих спектральных линий судить о составе излучающих паров.
Для возбуждения спектра обычно применяются искровые и дуговые источники света, которые входят в комплект стилоскопической установки.
Электрическая схема генераторов стилоскопических установок позволяет получать электрическую дугу или низковольтную искру, удовлетворяющую условиям проведения анализов. Питание генератора осуществляется через разделительный трансформатор, вторичная обмотка которого заземляется.
Принцип действия стилоскопической установки - создание электрического разряда между анализируемым объектом (являющимся одним из электродов) и постоянным электродом прибора, приводит к парообразованию вещества электродов и заполнению межэлектродного промежутка светящимися парами. Излучение светящегося пара направляется через узкую щель прибора в оптическую систему, где происходит разложение света и образование линейчатого спектра. Полученный спектр представляет собой ряд световых проекций щели, каждая из которых соответствует определенной длине волны.
Наличие в спектре характерных линий искомых элементов указывает на присутствие данных элементов в анализируемом металле.
Сравнение относительной интенсивности спектральных линий искомых элементов с линиями основы дает возможность приближенной оценки содержания в металле элементов.
Таким образом, с помощью стилоскопа производится качественный и полуколичественный анализ стали, позволяющий определить наличие и приближенно оценить количество легирующих элементов в стали. Сопоставление полученных результатов с химическим составом проектной марки стали позволяет оценить соответствие металла исследуемой детали требованиям проекта. Химический состав наиболее распространенных сталей и присадочных материалов для сварки, применяемых в котлотурбостроении, приведен в приложении I.
В настоящее время промышленность выпускает два типа стилоскопов: стационарный СЛ-11 с горизонтальным расположением деталей и переносный СЛП-2, в котором детали смонтированы в вертикальной плоскости. Применяется также много приборов прежних выпусков: CЛ-1, СЛ-3, СЛ-10, СЛП-1 и др.
Стационарные стилоскопы используются для проведения спектрального анализа мелких деталей, переносные стилоскопы - для контроля крупногабаритных изделий и деталей на смонтированном оборудовании, доставка которых к стационарному стилоскопу невозможна.
Распространены две оптические схемы устройства стилоскопов: автоколлимационная (стилоскопы СЛ-10, СЛ-11 и СЛП-2) и схема постоянного отклонения (стилоскопы СЛ-1, СЛ-3 и др.).
Для приборов, построенных по автоколлимационной схеме, характерно двойное прохождение луча через две диспергирующие призмы: неподвижную шестидесятиградусную и поворотную тридцатиградусную с посеребренной гранью большого катета (рис.1). При этом ахроматический объектив выполняет роль и объектива зрительной трубы.

Рис.1. Оптическая схема стилоскопа СЛП-2:
2 - диспергирующая призма; 3 - объектив; 4 - призма; 5 - оптическая щель; 6 - конденсор; 7 - призма;
8 - защитное стекло; 9 - постоянный электрод; 10 - анализируемый объект; 11 - упорные контакты
В схеме постоянного отклонения обязательны два объектива и диспергирующая система, состоящая из трех шестидесятиградусных призм.
Автоколлимационные стилоскопы благодаря минимальному количеству оптических деталей компактны, имеют небольшой вес и хорошо разделяют линии с близкими длинами волн. Введение в поле зрения окуляра анализируемого участка спектра проводится поворотом диспергирующей призмы относительно неподвижно закрепленного окуляра. При этом происходит перефокусировка объектива с сохранением резкости спектра, что значительно облегчает условия его рассмотрения.
II. ПОДГОТОВКА ИЗДЕЛИЙ И СТАНДАРТНЫХ ЭЛЕКТРОДОВ К АНАЛИЗУ
1. Для проведения анализа на изделии (образце) выбирается по возможности плоский, гладкий участок и на нем зачищается площадка размером 2х2 см. Окалина, антикоррозионные покрытия, следы краски, всевозможные поверхностные загрязнения, а также поры, шлаковые включения, трещины, раковины, шероховатости и прочие пороки на поверхности анализируемого образца удаляются зачисткой абразивным кругом. Так как существует возможность загрязнения анализируемого изделия (образца) материалом круга, особенно при определении кремния и титана, окончательная обработка поверхности аналитической площадки производится напильником. Если изделие подвергалось обработке, вызвавшей изменение химического состава в поверхностном слое (химико-термическая обработка, травление и др.), то такой слой также обязательно снимается.
При работе с переносным стилоскопом на изделии готовится вторая площадка размером ~1 см на расстоянии 8 см от первой, служащая опорой для вольфрамовых контактов стилоскопа, с помощью которых производится присоединение анализируемого объекта к заземляющему проводу прибора. Зачистка опорной площадки ограничивается удалением загрязнений и окалины.
Для отбора проб с помощью ударно-искрового пробоотборника на изделии подготавливается одна площадка размером 3х3 см.
2. Масса анализируемого изделия во всех случаях должна быть не менее 50 г, иначе может произойти усиленное поступление пробы в плазму разряда, что приведет к преувеличенному представлению о содержании элементов в анализируемом изделии (образце).
Мелкие детали, стружка и прочие объекты малой массы допускаются к анализу при условии приготовления из них специальных образцов.
Стружка прессуется в брикет диаметром порядка 15 мм при длине 50 мм. Брикеты готовятся на механических прессах различного типа или путем уплотнения в формах с помощью кувалды.
Для анализа сварочных электродов образцы приготовляются из наплавленного металла. Наплавка производится на пластины из малоуглеродистой стали (Сталь 20, Ст.2, Ст.3), предварительно проверенные стилоскопом на отсутствие легирующих элементов. Каждая наплавка выполняется одним электродом на отдельную пластину, толщина которой при диаметре электрода до 2 мм должна быть не менее 3 мм и при диаметре электрода свыше 2 мм - не менее 6 мм. Форма наплавки круглая в виде цилиндра, высота и основание которого не менее четырех диаметров проверяемого электрода. Анализ производится по верхней площадке. В каждой партии анализируется три электрода, взятых из разных пачек (замесов), вне зависимости от количества замесов, составляющих партию.
3. Постоянные электроды стилоскопа перед началом работы должны иметь следующие размеры:
1) электроды дисковой формы - диаметр 60 мм для переносных стилоскопов и 90 мм для стационарных, толщину 1,0-1,5 мм;
При массовых анализах следует применять дисковые электроды. Использованную часть электродов рекомендуется срезать на токарном станке, а оставшиеся электроды применяются по назначению. Перед каждым анализом постоянные электроды должны зачищаться. При заточке электродов допускается уменьшение диаметра диска до 40 мм и длины стержня до 130 мм с выполнением указанного выше профиля заточки, так как использование электродов с различной заточкой вносит ошибки в спектроскопические оценки. Для заточки электродов и изделий должны применяться специальные заточные станки, напильники и наждачная бумага.
Чтобы избежать переноса вещества от предыдущей анализируемой пробы на последующую, инструмент, используемый для зачистки, должен очищаться после каждого его применения.
III. ОРГАНИЗАЦИЯ И ОФОРМЛЕНИЕ РАБОТ ПО СПЕКТРАЛЬНОМУ АНАЛИЗУ
1. В соответствии с инструкциями по наблюдению за металлом котлов, трубопроводов и турбин обязательному спектральному анализу с помощью стилоскопа подлежат все вновь устанавливаемые детали энергетического оборудования, независимо от наличия сертификата, маркировки и предстоящего срока эксплуатации, предназначенные для работы при температуре выше 450 °С, а также все детали и материалы, которые по проекту должны быть выполнены из легированной стали (приложение II).
Организация, производящая работы по спектральному анализу, несет ответственность за правильность выполнения анализа и качество технической документации по нему.
2. Результаты анализов оформляются протоколами (приложение III) составляемыми в трех экземплярах: один экземпляр хранится в организации, производящей анализ, а два другие выдаются заказчику.
В протоколе подробно, с указанием наименования детали, в соответствии с чертежом перечисляются все прошедшие проверку детали, присадочные материалы, сварные швы и т.д.
Анализ на смонтированном паропроводе проводится по схеме паропровода в соответствии с нумерацией сварных стыков (рис.2). Запись результатов анализов ведется согласно номера сварных стыков, ограничивающих место анализа: например, участок трубы между стыками "69-70" обозначается "труба 69-70", задвижка между стыками "65-66" - "задвижка 65-66" и т.д., а металл сварных швов непосредственно номером стыка. Протоколы без приложения схем недействительны.

Рис.2. Схема паропровода:
65-77 - сварные стыки
Если при контроле крепежа на установленной по месту постоянной работы арматуры или фланцевых соединений обнаружено несоответствие стали проектной марки, то составляется эскиз (рис.3) с расстановкой и нумерацией крепежа, который прилагается к протоколу. Запись результатов контроля крепежа ведется в протоколе согласно принятой на эскизе нумерации.
Задвижка 65-66

Рис.3. Схема расположения гаек и шпилек:
1-12 - порядок расположения гаек и шпилек
3. Детали, присадочные материалы и сварные швы, металл которых не соответствует проектным маркам, подлежат изъятию и замене, о чем составляется акт, который может служить основанием для предъявления станцией рекламации заводу.
Если при контроле металла сварных швов выявлен хотя бы один шов, металл которого не соответствует проектному, контролю подлежат все однотипные швы (100%), выполненные данным сварщиком на проверяемом оборудовании.
4. Все проверенные детали котлов и трубопроводов, не имеющие заводскую маркировку, анализ которых производится до установки на агрегате, подвергаются маркировке - окраске или клеймению. Детали турбин маркировке не подлежат.
Трубы паропроводов, питательных линий, их байпасы и дренажи, трубы повepxнocтeй нагрева, змеевики, панели, коллекторы и т.п. окрашиваются по наружной поверхности в соответствии с цветной маркировкой по МРТУ 2402-65, приведенной ниже.
Читайте также: