Структурные дефекты в металлах
Обновлено: 11.05.2024
Идеального кристаллического строения в природе не бывает. Экспериментально установлено наличие трех типов дефектов микроструктуры на атомном уровне в металлах и сплавах: точечных, линейных и поверхностных.
Рис. 18.1. Точечные дефекты: а)вакансия,
б) межузельный (дислоцированный) атом
1. Точечные дефекты – вакансии[21] и межузельные атомы (рис. 18.1) малы во всех трех измерениях и искажают кристаллическую решетку только на расстояниях порядка 10 –10 м. Концентрация точечных дефектов в металлах при комнатной температуре составляет порядка 10 –13 ат. %; при нагреве до температур близких к плавлению и особенно при облучении нейтронами в ядерном реакторе она может достигать 1…3 ат. %, что приводит к разбуханию и потере прочности металлоконструкций.
2. Линейные дефекты – краевые и винтовые дислокации[22] имеют большую протяженность в одном измерении и проявляются в нарушении правильного расположения атомных плоскостей – рис. 18.2. От числа, характера расположения и подвижности дислокаций в кристаллах сильно зависят механические и многие физические свойства монокристаллических и поликристаллических материалов.
Рис. 18.2. Линейные дефекты: а) краевая, б) винтовая дислокация
Плотность дислокаций – суммарная длина всех линий дислокаций в единице объема составляет у чистых неупрочненных металлов 10 6 …10 8 см –2 , а у деформированных – достигает 10 12 …10 13 см –2 , дальше появляются трещины и металл разрушается. Наличие достаточного числа дислокаций облегчает движение атомов, а, следовательно, и деформацию неупрочненных металлов – рис. 18.3. Из-за большого числа дислокаций прочность реальных (дефектных) кристаллических материалов во много раз меньше теоретической прочности, рассчитанной на основании сил взаимодействия между атомами для идеальных (бездефектных) структур.

Рис. 18.3. Зависимость сопротивления деформации от плотности дислокаций: 1 – теоретическая прочность; 2–4 – техническая прочность (2 – «усы»; 3 – чистые неупрочненные металлы; 4 – сплавы, упрочненные легированием, наклепом, термической или термомеханической обработкой)
Плотностью дислокаций, а, следовательно, и свойствами материала можно управлять в очень широком диапазоне (рис. 18.3). Исходя из вида кривой на рис. 18.3, возможны два принципиально различных способа повышения прочности материалов:
· Традиционными методами повышения прочности материалов за счет повышения числа дислокаций являются: легирование, холодная деформация, термическая или термомеханическая обработка. Самая эффективная из них – термомеханическая обработка позволяет повысить прочность до 1 /3 от теоретической.
· Во второй половине ХХ в. нанотехнологи научились выращивать нитевидные монокристаллы – усы[23](длиной до 2…10 мм и диаметром 0,5…2 мкм) с одной винтовой дислокацией, прочность которых приближается к теоретической[24]. Такие «усы» используются для армирования высокопрочных волокнистых композиционных материалов, в приборостроении (для микроподвесок), в микроэлектронике и т. п.
3. Поверхностные дефекты имеют большую протяженность в двух измерениях; наиболее существенными из них являются большеугловые и малоугловые границы, дефекты упаковки и границы двойников.
Границы между зернами обусловлены поликристаллическим строением металлов (см. рис. 16), они представляют собой узкую переходную область шириной до 5…10 межатомных расстояний, в которой атомы расположены менее правильно, чем в объеме зерна. По границам зерен в технических металлах концентрируются примеси, что еще больше нарушает правильный порядок расположения атомов. Атомные решетки (плоскости) соприкасающихся зерен металла разориентированы на величину до нескольких десятков градусов, что приводит к образованию, так называемых, большеугловых границ.
Каждое зерно металла, как правило, состоит из отдельных субзерен – блоков, образующих субструктуру – рис. 18.4. Поперечные размеры субзерен (блоков) составляют 0,1…1 мкм, т. е. блоки на один – три порядка меньше размеров кристаллитов. Если не учитывать точечные дефекты, то в пределах каждого блока кристаллическая решетка почти идеальна. Субзерна повернуты один по отношению к другому на угол от малых долей до единиц градусов, образуя субграницы (малоугловые границы). Установлено, что малоугловые границы образованы упорядоченными скоплениями (так называемыми, стенками) большого количества краевых дислокаций (┴) – см. рис. 18.4.
Рис. 18.4. Субструктура зерна: 1 – границы между зернами (большеугловые границы), 2 – границы между субзернами (малоугловые границы), 3 – субзерна (блоки)
Дефект упаковки представляет собой часть атомной плоскости, ограниченную дислокациями, в пределах которой нарушен нормальный порядок чередования атомных слоев.
Все поверхностные дефекты, включая дефекты упаковки и границы двойников*, представляют собой рассогласования в расположении пакетов атомных плоскостей.
Поверхностные дефекты также влияют на механические и физические свойства материалов. Особенно большое значение имеют границы зерен. Предел текучести σт связан с размером зерен d уравнением Холла-Петча: σт = σо + kd –1/2 , где σо и k – постоянные для данного материала. Чем мельче зерно, тем выше предел текучести, вязкость и меньше опасность хрупкого разрушения. Аналогично, но более слабо влияет на механические свойства размер субзерен.
Помимо перечисленных микродефектов в технических металлах и сплавах могут быть макродефекты объемного характера: газовые пузыри, микротрещины, поры, неметаллические включения и т. п., которые также снижают прочность, являясь концентраторами напряжений.
19(8). Деформация и разрушение металла. Упругая и пластическая деформация. Механизм пластической деформации. Наклёп
При приложении к твердому телу усилий происходит его деформация – изменение формы, обусловленное отклонением атомов от равновесного положения.
Если напряжения невелики, то деформация носит упругий характер. В этой области выполняется закон Гука – абсолютная деформация Δl прямо пропорциональна приложенному усилию Р – рис. 19.1. Сопротивляемость упругой деформации, т. е. жесткость материала при растяжении характеризует модуль нормальной упругости (модуль Юнга) Е, прямо пропорциональный tga (Е = (l0/F0)tga – см. п. 8). Модуль упругости практически не зависит от структуры металла и определяется силами межатомных связей в кристаллической решетке, например, для сталей он составляет 170…206 ГПа, для чугунов – 113…150 ГПа, титана – 116 ГПа, алюминия – 63…70 ГПа.
Рис. 19.1. Схема деформирования металла при растяжении: участки упругой (а) и пластической (б) деформации, × – разрушение
При упругой деформации после снятия нагрузки атомы возвращаются в исходное положение и тело восстанавливает исходную форму и размеры.
Если при внешнем нагружении напряжения достигают критической величины, то деформация становится пластической вследствие интенсивного размножения и движения дислокаций. После снятия нагрузки тело не восстанавливает свою форму и размеры.
Механизм пластической деформациипроще всегорассмотреть на примере деформации монокристалла. Пластическая деформация осуществляется путем сдвига одной части монокристалла относительно другой. Сдвиг атомных плоскостей вызывают внешние касательные напряжения τ, когда их значение превышает критическое τк. Различают две разновидности сдвига – скольжение и двойникование. При скольжении одна часть кристалла смещается параллельно другой части вдоль плоскости, называемой плоскостью скольжения или сдвига (рис. 19.2). Скольжение существенно облегчается за счет присутствия дислокаций, которые в большом количестве имеются в реальных металлах.
Рис. 19.2. Схема скольжения за счет движения краевой дислокации
Скольжение – основной вид сдвига в металлах и сплавах. Деформация двойникованием представляет собой перестройку части кристалла в новое положение, зеркально симметричное к его недеформированной части – рис. 19.3. Плоскость зеркальной симметрии называют плоскостью двойникования.
Рис. 19.3. Схема образования двойника (I–I – плоскость двойникования)
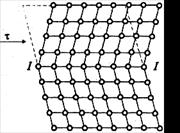
По сравнению со скольжением, двойникование в металлах с ОЦК и ГЦК решетками имеет второстепенное значение. Роль двойникования возрастает, когда скольжение затруднено. У менее пластичных металлов с ГПУ решеткой деформация обычно развивается как скольжением, так и двойникованием.
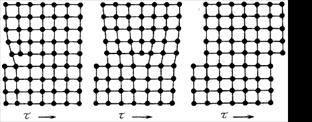
По мере развития пластической деформации металл наклёпывается. Под наклёпом понимают совокупность изменений структуры и связанных с ними изменений свойств, вызванных пластической деформацией металла[25].
При достаточно большой степени деформации все зерна становятся напряженными; равноосные до деформации зерна поликристаллических металлов вытягиваются, образуя волокнистую структуру – рис. 19.4. Количество дефектов кристалллической решетки и, прежде всего, дислокаций возрастает на несколько порядков (см. рис. 18.3). Внутри зерен за счет роста числа дислокаций происходит интенсивное образование малоугловых границ и увеличение углов разориентировки субзерен, что приводит к развитию блочной структуры.
Рис. 19.4. Изменение формы зерен в результате деформации: а – до деформации; б – после деформации
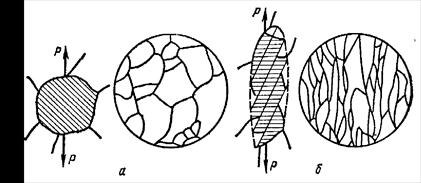
При большой степени деформации возникает преимущественная ориентация решеток зерен – текстура деформации, проявляющаяся в анизотропии свойств деформированных поликристаллических металлов и сплавов.
С увеличением степени деформации увеличиваются твердость, предел текучести, электросопротивление, коэрцитивная сила и др.; уменьшаются пластичность, вязкость, коррозионная стойкость, магнитная проницаемость и др.
При дальнейшем увеличении приложенных напряжений процесс деформации заканчивается разрушением, которое может быть вязким или хрупким. Вязкое разрушение происходит после значительной пластической деформации; сопровождается поглощением большого количества энергии; проходит по телу зерен; имеет волокнистый, матовый излом. Хрупкое разрушение имеет малую энергоемкость; деформация мала и носит в основном упругий характер; излом светлый, грубокристаллический.
Дефекты металлический изделий

Производство предметов из металла представляет собой сложный технологический цикл. Некоторые операции могут как исключаться из этой цепочки, так и проводиться повторно. В процессе обработки металл претерпевает изменения, на нем могут появляться изъяны. Далее вы узнаете, какие бывают дефекты металлических изделий, а также как их можно выявить.
Типы дефектов металлических изделий
Из-за дефектов ухудшаются физико-механические свойства металлов, такие как электропроводность, магнитная проницаемость, прочность, плотность, пластичность. Принято выделять изъяны тонкой структуры или атомарного масштаба, а именно дислокации, вакансии, пр., и более грубые. К последним относятся субмикроскопические трещины, появляющиеся на границах блоков кристалла и на его поверхности.
Еще более грубыми считаются микро- и макроскопические дефекты металлических изделий, предполагающие нарушение сплошности или однородности. Они появляются по двум причинам: из-за несовершенства используемой технологии и низкой технологичности многокомпонентных сплавов. Дело в том, что при работе с подобными сплавами необходимо особенно точно соблюдать режимы, установленные для всех этапов изготовления и обработки.

С точки зрения прикладного, технического понимания, дефектами называют отклонения от установленной нормы, при которых ухудшаются рабочие характеристики металла или металлического изделия, происходит снижение сортности или отбраковка продукции. Но нужно понимать, что не любой изъян металла распространяется на изделие. Если отклонения не влияют на работу металлической детали, они не воспринимаются в качестве недостатков.
Отклонения, признанные дефектами для изделий, эксплуатируемых в определенных условиях (допустим, при усталостном нагружении), могут не приниматься во внимание при других условиях работы (например, при статическом нагружении).
Литьевые дефекты металлических изделий
Сегодня в металлургии принято использовать несколько классификаций брака, получаемого при литье.
Дефекты делятся на типы по месту нахождения. Так, если брак выявлен внутри участка, его считают внутренним. Если же проблема проявилась при дальнейшей обработке, ее относят к внешнему браку.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
С точки зрения внешнего проявления, выделяют такие основные виды дефектов отливок, как пригар, при котором слой формовочных материалов, спекшихся с металлом, крепко присоединился к поверхности заготовки, и приливы, которые представляют собой отклонение размеров отливок от проекта в большую сторону.
Приливы делят на:
- Заливы, которые образуются вдоль стыка частей формы. Причина их появления кроется в несоблюдении размеров моделей и плохом соединении элементов опок.
- Подутость (распор) – возникает из-за давления расплава на рыхлую смесь.
- Нарост, который появляется, когда поток расплава размывает форму при заливке.
- Просечки (гребешки, заусенцы), образующиеся при затекании расплава в повреждения формы или стержня.

Нередко дефекты при литье проявляются в виде пороков поверхности. Сюда относятся:
- Засоры. Массы зерен земли или шлаков. Эта проблема появляется из-за ошибок, допущенных при проектировании форм, непродуманного расположения литников, несоблюдения технологии складирования и перевозки.
- Ужимины – образуются при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и расплав заполняет образовавшуюся пустоту.
- Спаи, или неслитины, возникают, когда происходит контакт между слоями охладившегося расплава. Поскольку не достигнута необходимая температура, потоки не могут правильно сплавиться.
- Плены – появляются, когда окисляются легирующие добавки.
- Морщинистость, или складчатость. Данный дефект выглядят как разнонаправленные складки на поверхности металлического изделия. Такой изъян связан со скоплением большого объема углерода в металле.
- Выпот – провоцирует взрывообразное выделение скоплений графита, поэтому он похож на множество лопнувших пузырьков.
- Корольки появляются и из-за разбрызгивания расплава при заливке. В этом случае шарик металла кристаллизуется отдельно от отливки, не соединяясь с ней.
- Коробление отливки возникает по причине внутренних напряжений, провоцируемых неравномерным остыванием.
Также среди распространенных пороков литья стоит назвать трещины. Подобные дефекты металлических изделий также делятся на виды:
- Горячие. Возникают, когда металл достигает температуры кристаллизации, обычно вызваны усадочным напряжением. Имеют неровные формы.
- Холодные. Появляются при более низких температурах, чем горячие, при этом отличаются ровным, прямым профилем.
- Межкристаллические. Образуются на металлических изделиях из легированных сталей в тех зонах, где имеются неметаллические включения.
Помимо прочего, нередко на предметах из металла появляются газовые дефекты:
- Ситовидная пористость, то есть большое количество мелких пузырьков в теле детали.
- Газовые раковины, которые представляют собой крупные каверны, возникшие после выхода и объединения мелких пузырьков.
Пластические дефекты металлических изделий
При отбраковке заготовок достаточно часто приходится сталкиваться с включениями инородных металлических или неметаллических тел, причем последние бывают различной величины, формы.
Надрыв представляет собой местные несквозные разрывы, находящиеся поперек или под углом к направлению обработки материла. Такие дефекты образуются из-за раскрытия внутренних несплошностей материала, а также несоблюдения норм, установленных для процесса обработки.
Сквозной разрыв отличается от предыдущего вида тем, что на металлическом изделии наблюдаются сквозные несплошности. Они образовываются при деформации плоской заготовки, имеющей неравномерную толщину, либо причиной появления сквозного разрыва могут стать вкатанные инородные тела.
Накол выглядит как несквозные единичные или групповые точечные углубления. Они появляются при использовании загрязненных смазочно-охлаждающих жидкостей, попадании на заготовку мелких металлических и инородных элементов. Еще одной причиной для образования накола могут стать выступы и налипшие частицы на валках.
Рекомендуем статьи по металлообработке
Вмятинами называют отдельные единичные углубления различных размеров, форм, имеющие пологие края. Вмятины появляются из-за повреждения металла в процессе производства, перевозки, хранения.
Забоина представляет собой углубление неправильной формы. Обычно такой дефект имеет острые края, поскольку появляется при ударе металлического изделия.

Отпечаток – периодически повторяющиеся углубления, выступы, расположенные по всему металлическому изделию или на некоторых его участках. Отпечатки появляются под действием неровностей на прокатных и правильных валках.
Задир выглядит как широкое продольное углубление с неровным дном и краями. Причина его появления состоит в резком трении заготовки о детали оборудования, при помощи которого осуществляется обработка.
Риска – это продольное узкое углубление, дно которого может быть закругленным либо плоским. Образуется при царапании заготовки металлического изделия выступами на поверхности оборудования.
Царапина представляет собой углубление неправильной формы, имеющее произвольное направление. Появляется из-за механических повреждений, например, во время складирования, перевозки металлических изделий.
Потертостью называют нарушение блеска на отдельно взятом участке металлического изделия, а также скопление мелких разнонаправленных царапин. Такие дефекты появляются из-за трения металлических изделий между собой.
Налип появляется в результате прилипания к металлическому изделию частиц или слоя металла с инструмента.
Закат образуется за счет вдавливания в изделие частиц обрабатываемого металла, заусенцев, выступов и других дефектов, появившихся в процессе обработки.
Пережог проявляется в виде темных, оплавленных или окисленных пятен на металлическом изделии, которые образуются, если была превышена температура, время нагрева материала.
Расслоение выглядит как отделение слоя материала на торцах, кромках металлического изделия, заготовки. Причина для расслоения одна – изначально внутри металла были дефекты, такие как рыхлости, включения, внутренние разрывы, пережог.
Плена представляет собой расслоение, обычно имеет форму языка, идущего по направлению обработки и одним краем соединенного с основным металлом. Подобное расслоение появляется, если в металле изначально были надрывы, трещины, пузыри, либо при нагреве материала был допущен его пережог, оплавление.
Чешуйчатость представляет собой пластическую деформацию, вызванную пережогом или недостаточной пластичностью металла периферийной зоны. В соответствии с названием, такие разрывы на металлическом изделии больше всего похожи на чешую или сетку.

Рябизна выглядит как скопление углублений, появившихся на металлическом изделии во время проката или плавки.
Смятой поверхностью называют тип деформации, при котором на металлическом изделии появляются складки, изгибы, волны, при этом не вызывающие разрыва металла.
Излом представляет собой полосу поперек направления прокатки или под углом к нему. Изломы появляются из-за резкого перегиба в процессе сматывания, разматывания рулонов, либо при перекладке тонких листов.
Недотрав выглядит как пятна, полосы, появившиеся на металлическом изделии из-за неравномерного травления.
Перетрав – это местное или общее разъедание поверхности изделия, которое проявляется как точечные либо контурные углубления. Образуется, так же как и недотрав, при несоблюдении режима травления.
Пятна загрязнения могут иметь форму полос, натеков, разводов. Их оставляют на поверхности металлического изделия технологическая эмульсия, загрязненное масло, мазут.
Коррозионные пятна могут быть светлыми или темными, обычно имеют шероховатую текстуру, так как появляются под действием коррозии.
Цвета побежалости проявляются в виде окисленных участков, то есть пятен и полос различной окраски и формы. Такие пятна отличаются гладкой поверхностью, так как проявляются при нарушении норм термической обработки и травления.
Кольцеватость характерна только для круглых металлических заготовок – на их поверхности появляются повторяющиеся кольцеобразные выступы, углубления. Виной тому пластическая деформация, плавка.
Следы плавки несколько похожи на кольцеватость, они выглядят как повторяющиеся светлые и темные полосы. Однако в данном случае полосы идут по заготовке в любом направлении: могут быть продольными, поперечными либо спиралеобразными. Образуются при плавке.
Омеднение проявляется как покраснение некоторых участков поверхности металлического изделия. Такие пятна образуются после контактного выделения меди, что связано с нарушением режимов термической обработки и травления.
Серповидность полос и лент – это отклонение формы металлического изделия от поверочной линейки. Такой дефект измеряют в миллиметрах на метр длины полуфабриката.
Овальностью называют отклонение поперечного сечения изделия от формы круга. Если с – максимальный, d – минимальный и т – средний диаметр сечения, то по формуле c - d/m × 100 можно рассчитать отклонение от идеальной формы в процентах.
Разностенность – несовпадение толщины стенки по длине трубы с номинальной толщиной либо разница в толщине заготовки по ее площади.
Разнотолщинность – отклонение толщины плоского изделия по длине и ширине от установленных параметров либо разница толщины стенки вдоль длины металлической трубы.
Фестонистость представляет собой появление выступов по краю металлического изделия при глубокой штамповке листов и лент. Направление выступов соответствует направлению оси прокатки.
Способы обнаружения дефектов металлических изделий
Существует несколько уровней исследования, которые используются для разных глубин и размеров дефектов:
- Субмикроскопическое исследование.
- Микроанализ.
- Макроанализ.
Под дефектами кристаллического строения металлов принято понимать отклонения от структуры идеального, то есть бездефектного, кристалла.
Дефекты кристаллической структуры делят на типы в соответствии с их формой и размерами:
- Дислокации, то есть отсутствие полуплоскости кристаллической решетки.
- Вакансии или пустоты в узлах кристаллической решетки.
- Атомы внедрения, предполагающие присутствие в решетке дополнительных атомов между узлами.
- Атомы замещения, то есть атомы другого элемента, находящиеся в узлах кристаллической решетки обрабатываемого металла.
1. Субмикроскопическое исследование.
Цель его состоит в выявлении дефектов на границах кристаллов или зерен. Дело в том, что из-за неравномерности кристаллизации или недостаточного питания зародышей жидким раствором появляются тонкие прослойки между блоками кристаллов. Либо причина может скрываться в выделении на поверхности кристаллов твердой фазы нерастворимых соединений и элементов. Так, фосфор и целый ряд тугоплавких металлов не способны образовывать соединения с железом в сталях, поэтому они откладываются на границах зерен.
В число субмикроскопических дефектов входят сколы в стали 38Х2МЮА. Причина их появления проста: во время легирования стали алюминием по границам зерен выделяются локальные плоскости, которые и становятся слабым местом металла во время дальнейшей обработки.
2. Микроанализ.
При подобном исследовании для выявления дефектов используют микроскопы с увеличением более 100 крат. Именно микроанализ применяется чаще всего при поиске литейных дефектов. Этот метод позволяет определить балл зерна, наличие и количество включений неметаллической природы, меди, серы и фосфора, структуру металла.
От доли углерода и легирующих элементов, содержащихся в стали, зависит, какие твердые фазы выделятся при кристаллизации. Отметим, что данные стадии имеют различную прочность, твердость и пластичность. В стойких к коррозии марках стали при разных температурных режимах охлаждения формируются фазы аустенита, мартенсита или ледобурита.
Также к ключевым характеристикам, определяющим качество металла, относится балл зерна. Дело в том, что при снижении данного показателя повышается пластичность металла, но снижается его прочность. Однако легирование карбидообразователями или тугоплавкими материалами позволяет добиться упрочнения стали, сохраняя при этом ее изначальную пластичность.
Одним из главных направлений исследования микроанализа считается определение доли вредных примесей и неметаллических включений (в процентах). Чаще всего роль вредной примеси играют сера и фосфор, из-за которых сталь приобретает такие свойства, как красноломкость и хладноломкость.
Чтобы металл мог применяться для производства изделий, доля этих двух элементов должна укладываться в установленные нормы. Благодаря контролю неметаллических включений удается установить содержание в стали оксидов, сульфидов, нитридов и других соединений. Отметим, что такие примеси могут влиять на металл как положительным, так и отрицательным образом.
3. Макроанализ.
Данный способ изучения представляет собой визуальное выявление дефектов металлических изделий, иными словами, с его помощью поверхность рассматривается при увеличении до 30 крат. Такое исследование позволяет обнаружить крупные дефекты поверхности или глубинных слоев металла. Нужно понимать, что макроскопические изъяны могут образовываться на любом этапе производства металлического изделия – от выплавки и до хранения. Чаще всего после выявления подобных деформаций металл забраковывают или возвращают на доработку.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
ВИДЫ ДЕФЕКТОВ СТАЛИ. ВНУТРЕННИЕ ДЕФЕКТЫ

Каждое металлургическое предприятие стремится выпускать качественную продукцию. Как на заводах-поставщиках, так и на заводах-потребителях металл подвергается контролю на соответствие ГОСТам и техническим условиям. В том числе на наличие дефектов и неоднородности структуры. Их возникновение связано со сложностью металлургического производства. Но иногда проявленные виды дефектов стали – банальное несоблюдение технологических режимов при изготовлении стали.
Разработать правильную концепцию по устранению или значительному уменьшению таких неприятностей возможно только на основе правильной классификации дефектов и знаний условий их образований. Правильная классификация также служит основой для принятия решений об использовании металла с дефектами.
Достоверно определить вид и источник возникновения удается только после его непосредственного возникновения. Особенно сложно определить возникновение дефектов поверхности, на которые при нагреве воздействует воздух или атмосфера печи, что приводит к изменению химического состава поверхностного слоя, окислению, потере углерода, образованию в зоне дефекта оксидов, нитридов и других фаз.
Существует несколько способов обнаружения и изучения поверхностных и внутренних дефектов:
- Внешний осмотр металла.
Эти методы нередко используют в комплексе.
Здесь мы рассмотрим ключевые внутренние виды дефектов стали.
1 ДЕФЕКТ УСАДОЧНАЯ РАКОВИНА

Пустота, которая образовывается, когда уменьшается объем в процессе твердения металла.
Существует открытая, закрытая и вторичная усадочные раковины. Внутренняя ее плоскость неоднородная, с маленькими выпуклостями и впадинами. Бывает так, что в усадочных раковинах находятся дендритные кристаллы. В закрытой и вторичной раковинах поверхность не окислена, а в открытой покрыта слоем оксидов. Вторичная усадочная раковина расположена ниже открытой и закрытой и отделена от них слоем толстого сплава. В дефекте накапливаются инородные тела. Сплав, прилегающий к раковине, богат углеродом, серой и фосфором.
Усадочную раковину удаляют раскаленной деформацией, если она не загрязнена труднорастворимыми оксидами. В противном случае ее заваривают в кипящей стали с минимальным содержанием кремния.
Чтобы исключить глубокое проникновение усадочной раковины в слиток можно увеличить его конусность и размеры прибыльной части. Из экономических соображений часто используется способ утепления и обогрева прибыльных частей слитков. Это позволяет уменьшить глубину посадочной раковины и сократить отходы металла. Также используют экзотермические засыпки или вставки, электродуговой обогрев металла. Такие методы полностью устраняют усадочную раковину.
2 ПОДУСАДОЧНАЯ ЛИКВАЦИЯ
Фрагмент сплава ниже усадочной, богатый углеродом и ликвидирующими примесями.
В процессе травления обнаруживается темными участками, прилегающими к нижней части прибыли без нарушения сплошности.
Чем слитки тяжелее, тем четче выражается дефект. После деформации он практически исчезает вместе с прибыльной частью. Причина образования такого виды дефектов стали – добавление в застывающий металл углерода и примесей. Наиболее резко полусадочная ликвация проявляется в сплавах с большим промежутком температур затвердения и низкой теплопроводимостью. Чтобы избежать данного дефекта необходимо регулировать величину обрези прибыльной части.
3 РОСЛЫЙ СЛИТОК
Слиток со вспучиванием верхней части, который вызван обильным выделением газов при кристаллизации сплавов.
В ходе этого дефекта образуются крупные пузыри. Фактор появления – большая концентрация газов (кислорода, азота, водорода) в сплаве. Чаще обнаруживается в сталях кипящих и полуспокойных.
После рафинирующих переплавов сплав не подвержен рослости.
4 ПУЗЫРИ

В сплошном металле выглядят как пустоты круглой, овальной или продолговатой формы, которые появляются от испарения газов.
Если в стенках пузырей нет устойчивых оксидов или силикатов, их можно заварить с помощью горячей деформации. В противных обстоятельствах стороны пузыря смыкаются и появляется тонкая прослойка оксидов.
Меры предупреждения образования пузырей:
5 КОРОЧКИ
Часть металла, запачканная неметаллическими инородными телами. Находятся внутри слитков или на поверхности. Бывают темные и бледные.
Темная корочка – изъян макроструктуры. Выглядит, как участок, который плохо полируется и содержит большое количество примесей. Самый надежный метод обнаружить корочки – ультразвуковая проверка.
Как предотвратить загрязнение металла корочками:
- управлять скоростью заполнения изложниц;
Светлая корочка – изъян макроструктуры внизу слитка. Выглядит как светлая полоса или пятно скобообразно формы с неметаллическими включениями. Это дефект с повышенной пористостью. В светлых корочках содержание углерода ниже, чем в целом в сплаве.
6 ОСЕВАЯ ПОРИСТОСТЬ И V-ОБРАЗНАЯ ЛИКВАЦИЯ
Присутствие в осевой зоне слитка мелких пор усадочного происхождения. Располагается в середине слитка, до зоны плотного металла под прибылью. Иногда сопровождается межкристаллитными щелями и неметаллическими инородными примесями. На продольных микрошлифах проявляется в виде пор. Появляется в процессе затвердения последних порций жидкого сплава в условиях недостаточного питания жидким металлом.
Осевая пористость полностью заваривается горячей деформацией. Уменьшить осевую пористость можно путем разливания стали в изложницы с большой конусностью и с меньшим отношением высоты к диаметру, а также утеплением или обогревом прибыльной части.
7 МЕЖКРИСТАЛЛИТНЫЕ ТРЕЩИНЫ, ПРОСЛОЙКИ И СКОЛЫ
Повреждения сплошности, которые появляются по линиям кристаллов из-за усадочных, термических и структурных напряжений. Трещины и прослойки чаще всего располагаются в оси слитков.
Причина появления – усадочные напряжения в участках металла. Для предупреждения межкристаллитных трещин рекомендуется выплавлять стали и сплавы в электродуговых печах на свежей шихте или на шихте с небольшим количеством отходов, применять продувку кислородом, минимизировать содержание серы и кислорода.
8 УГЛОВАЯ ЛИКВАЦИЯ И УГЛОВЫЕ ТРЕЩИНЫ
Угловая ликвация – узкие участки в углах слитков, обогащенные ликватами и возникающие на стыке двух направленных от стенок изложницы фронтов кристаллизации.
Угловая трещина – разрыв от растягивающих напряжений по участкам угловой ликвации, который может быть внутри слитка или выходить на поверхность по углам слитка.
Причина такого виды дефектов стали – обогащение ликватами зоны соприкосновения фронтов кристаллизации от граней слитка к центру. Чтобы снизить угловую ликвацию нужно снизить содержание серы и кислорода в металле и уменьшить массу слитков. Для предупреждения трещин вдобавок нужно снизить температуру жидкого металла на разливке и уменьшить скорость разливки. Также полезное влияние оказывает присадка титана (менее 0,02%).
9 ЛИКВАЦИЯ СТАЛЕЙ
Неоднородность сплавов по составу, которая образуется при затвердевании.
Различают дендритную и зональную ликвации.
Дендритная – неоднородность по составу осей и межосных участков в объеме дендрита.
Зональная – неоднородность по составу различных зон.
Меры предупреждения дендритной ликвации малоэффективны. Полезным является термическая обработка при высокой температуре – гомогенизация. Нагрев стали и сплавов при 1000 – 1280 С˚ в течение 2 – 20 ч в зависимости от марки стали и цели обработки может привести к уменьшению степени ликвации.
10 ЛИКВАЦИОННЫЙ КВАДРАТ
Изъян в поперечных макрошлифах деформированного металла, представляющий собой структурную неоднородность в виде травящихся зон, контуры которых повторяют форму слитка.
Причина образования – сочетание зональной и дендритной ликвации и примеси. Чтобы снизить дефект нужно уменьшить содержание серы и других включений, а также понизит температуру разливки стали и уменьшить массу слитков.
11 ТОЧЕЧНАЯ НЕОДНОРОДНОСТЬ
Локальное скопление сульфидов, нитридов, оксидов и карбидов, которые образуются при кристаллизации стали вследствие дендритной ликвации примесей. Выявляется в виде темных пятен и располагается в средней части сечения заготовок. Точечная неоднородность может возникать при всех способах производства стали. Уменьшить дефект можно, снизив содержание серы, кислорода, фосфора и азота.
12 ПЯТНИСТАЯ ЛИКВАЦИЯ
Скопление ликватов в полостях газовых пузырей. Отличается от точечной неоднородности более крупными размерами пятен и более четкими контурами.
Причина возникновения – высокое содержание газов в металле. Чтобы предупредить появление дефекта нужно уменьшить долю газов в составе, раскислить металл, выплавлять его с продувкой кислородом и не перегревать металл. Также в небольших количествах можно добавлять в состав титан, церий.
13 ЗАГРЯЗНЕНИЯ И ВОЛОСОВИНЫ
Скопление неметаллических включений, попадающих в металл из внешних источников. Делятся на макроскопические, микроскопические и субмикроскопические, которые можно заметить только под электронным микроскопом при большом увеличении. Располагаются произвольно по высоте и сечению в виде скоплений.
Волосовины – загрязнения, которые образуют нитевидный дефект. Могут быть в виде сплошных или прерывистых строчек.
Во избежание этих дефектов следует использовать высококачественные огнеупоры, чистые шихтовые материалы, оптимальные условия раскисления и десульфурации. Устранять или уменьшать контакт с воздухом и создавать условия для полного всплывания неметаллических включений.
14 ВНУТРЕННИЕ РАЗРЫВЫ ПРИ ДЕФОРМАЦИИ ИЗ-ЗА ПЕРЕГРЕВА ОСЕВОЙ ЗОНЫ
Обычно бывают мелкие групповые, однако при сильном перегреве также наблюдаются грубые разрывы. В зоне мелких разрывов образуется повышенная травимость. На образование дефекта оказывают влияние состав стали, условия деформации и температура нагрева. Предупредить образование внутренних разрывов можно путем снижения температуры нагрева металла перед деформацией. Дефект можно заварить, если при нагреве не было доступа воздуха.
15 ФЛОКЕНЫ
Тонкие разрывы металла округлой или овальной формы, которые образуются из-за структурных напряжений а стали, насыщенной водородом. Располагаются в средней зоне слитков, поковок или прутков. В литом металле встречаются редко.
Обычно образуются в процессе охлаждения стали после горячей деформации или термической обработки, а также при последующем хранении металла. Чаще других флокены встречаются в легированных конструкционных и инструментальных сталях. Реже – в углеродистых. Чем выше содержание углерода и других легирующих элементов, тем больше склонность к появлению флокенов.
16 СКВОРЕЧНИК
Внутренняя поперечная термическая трещина внутри заготовок и слитков, раскрывшаяся при деформации. Наиболее склонны к такому виды дефектов стали высокоуглеродистые и некоторые легированный стали. Появление скворечников определяется составом, структурой и способом нагрева стали.
Меры по предупреждению:
- не нагревать слишком холодные слитки и заготовки;
Посадка в печи предварительно отожженных слитков снижает вероятность образования трещин.
17 ВИДЫ ИЗЛОМОВ СТАЛИ

Изломы делят на шиферный, камневидный, нафталиновый и черный.
Причины образования шиферного излома – загрязненность стали неметаллическими включениями и полосчатость, которая связана с дендритной ликвацией примесей и легирующих элементов. При резком развитии дефекта снижается ударная вязкость металла. Для его предупреждения нужно применять оптимальные условия раскисления и десульфурации, чтобы снизить содержание включений. Также следует уменьшать степень дендритной ликвации.
Нафталиновый излом отличается характерным блеском, похожим на блеск кристаллов нафталина. Дефект часто обнаруживают после повторной закалки без промежуточного отжига. Очень часто нафталиновый излом встречается в сталях мартенситного класса. Исправляется отжигом.
Черный излом. В микроструктуре стали с таким дефектом наблюдается выделение графита. Этому способствуют: высокое содержание углерода и кремния, отсутствие хрома, низкая температура конца горячей деформации, длительный отпуск при температуре ниже 700 С˚, холодная деформация с высоким отпуском, добавки алюминия и закалка с последующим отпуском при 700 С˚.
Для предупреждения образования черного излома следует избегать вышеперечисленных условий и выплавлять углеродистую сталь с добавкой хрома до 0,25%. В большинстве случаев черный излом не поддается исправлению. Иногда его можно устранить закалкой с высокой температурой при значительной продолжительности выдержки.
18 РАСЩЕПЛЕНИЯ-ВЫРЫВЫ
Похожи на узкие щели, выступы и углубления в поперечном изломе прутков. Они термически обработаны на высокую вязкость и связаны полосчатостью структуры, которая возникает из-за дендритной ликвации. В продольном изломе проявляется в виде волокнистости. Образование дефекта определяется составом и строением металла, поэтому может встречаться в сталях с любым методом производства.
19 УЧАСТКИ НЕРЕКРИСТАЛЛИЗОВАННОГО ЗЕРНА
Зоны структуры деформированного металла, вытянутые вдоль направления деформации, в которых из-за задержки процессов рекристаллизации отсутствуют границы рекристаллизованных зерен. Имеют вид светлых, блестящих не травящихся участков.
Причины появления данного вида дефектов стали:
- наличие крупных кристаллитов с однородной ориентировкой в средней части слитков;
- малая степень деформации в средней зоне прутков;
- расположение кристаллографических ориентировок отдельных кристаллитов по отношению к направлению деформации, которое приводит к минимальной плотности дефектов;
Участки некристаллизованного зерна полностью устраняются термической обработкой или деформацией.
20 РАЗНОЗЕРНИСТАЯ МАКРОСТРУКТУРА
Структура деформированного металла с участками, имеющими резко различную величину зерна – крупные зерна в основной структуре мелкого зерна. Наиболее часто можно встретить в жаропрочных сталях аустенитного класса и сплавах после окончательной термической обработки.
Разнозернистость можно предупредить, проводя деформацию в условиях, которые исключают применение критических степеней обжатия и низкой температуры окончания горячей деформации.
21 ЧАСТИЦЫ КОРОНЫ
Дефект макроструктуру слитка вакуумно-дугового переплава, имеющий вид улитки или спирали, завитков, скобок или просто скоплений и отдельных полосок. Изъян выглядит как попавшая в сплав частица короны – кольцевой выступ над слитками. Он образуется на стенках кристаллизатора из-за осаждения на них паров металлов и газов, а также из-за кристаллизации брызг металла и шлаковых капель. Причина появления – насыщенность металла газами, осевая рыхлость, поверхностные дефекты, устойчивая ионизация, недостаточный зазор между расходуемым электродом и стенкой кристаллизатора.
22 ЭЛЕКТРОПРОБОЙ В СТАЛИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА
Полость в слитке, заполненная шлаком и распространяющаяся в глубину. Диаметр полости 10 – 15 мм. Электропробой заметен на поверхности. К полости дефекта прилегает зона металла со светлыми контурами.
Пробой образуется из-за плохого соединения кристаллизатора и поддона. Изъян типичен для электрошлакового переплава и не встречается при других способах выплавки.
Для предотвращения появления нужны:
- связь поддона с кристаллизатором;
23 КРИСТАЛЛИЗАЦИОННЫЕ СЛОИ
Неоднородность структуры, связанная с изменением скорости кристаллизации металла при рафинирующих переплавах.
Делится на послойную кристаллизацию, светлую полоску, светлое кольцо и участки пониженной травимости.
Послойная чередуется неширокими темными и светлыми зонами. Они располагаются между жидкой и твердой фазами.
Светлая полоска – яркая концентрическая полоска сплава низкой травимости. Дефекты допускаются если не слишком выражены, потому что не влияют на свойства стали.
Светлое кольцо – дефект макроструктуры осевой зоны. Широкий, со смыкающимся контуром. Появляется из-за неустойчивой системы выведения усадочной раковины слитка при окончании переплава.
Участки пониженной травимости возникают из-за свойств кристаллизации нижней сторон слитков электрошлакового и вакуумно-дугового переплава.
Чтобы предупредить появление кристаллизационных слоев нужно подбирать и соблюдать соответствующий электрический режим, регулировать стабильность теплового режима по ходу плавки и использовать электроды хорошего качества.
Существуют также другие виды дефектов стали, которые говорят сами за себя: остатки поджога от резки, дефект рубки металла, шлифовочные трещины.
Качество выпускаемой продукции напрямую зависит от соблюдения технологии производства.
Компания ООО «ЛипецкТехноЛит» строго соблюдает технологию в собственном цехе литья, чтобы не допускать появления видов дефектов стали.
Читайте также: