Сущность процесса сверления металла
Обновлено: 28.09.2024
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т.д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
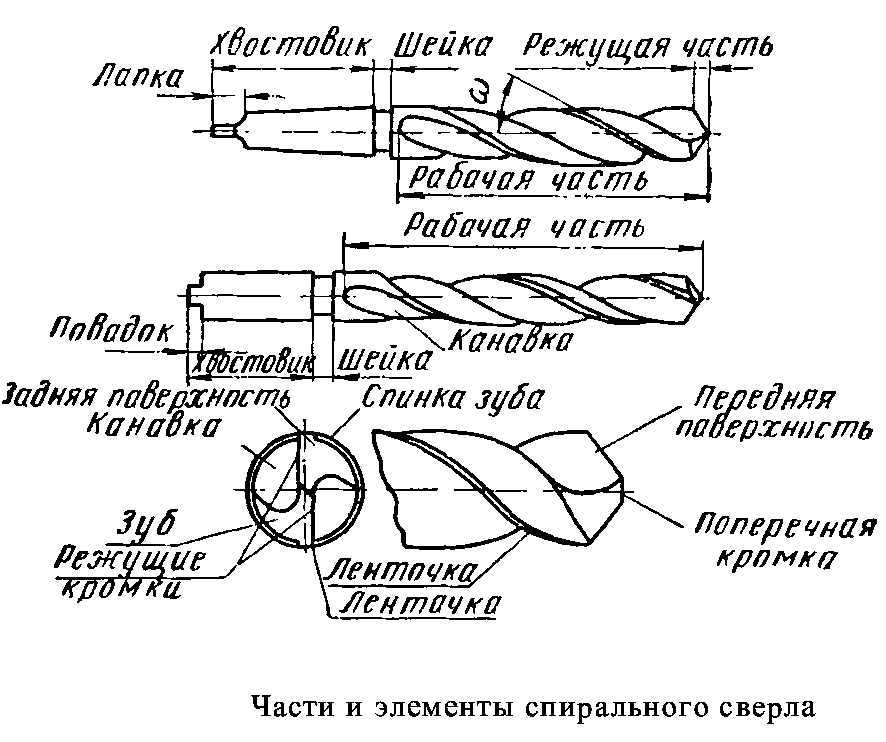
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
В процессе работы режущая кромка сверла притупляется, поэтому сверла периодически затачивают.
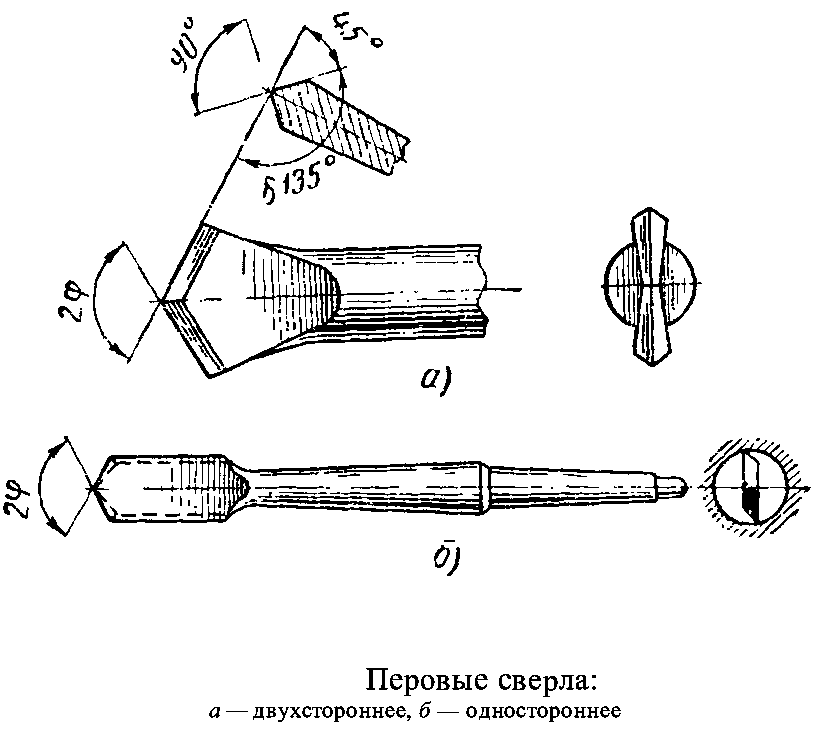
Сверлами производят не только сверление глухих (засверливание) и сквозных отверстий, т.е. получение этих отверстий в сплошном материале, но и рассверливание — увеличение размера (диаметра) уже полученных отверстий. Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом. Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
Зенкованием называется обработка верхней части отверстий в целях получения фасок ил цилиндрических углублений, например, под потайную головку винта или заклепки.
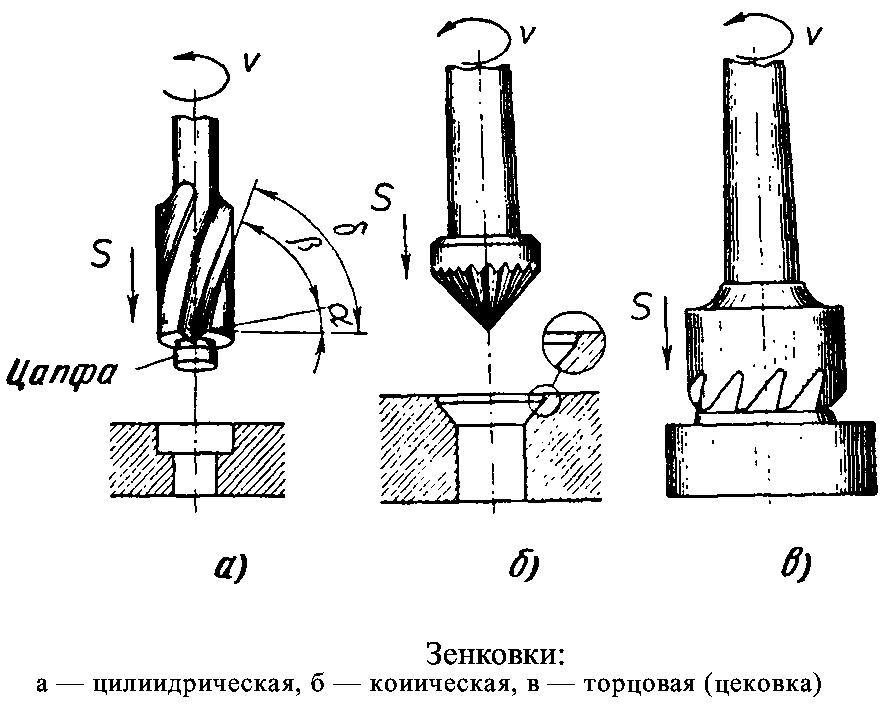
Выполняется зенкование с помощью зенковок или сверлом большего диаметра;
Зенкерование — это обработка отверстий, полученных; литьем, штамповкой или сверлением, для придания им цилиндрической формы, повышения точности и качества поверхности. Зенкерование выполняется специальными инструментами— зенкерами.
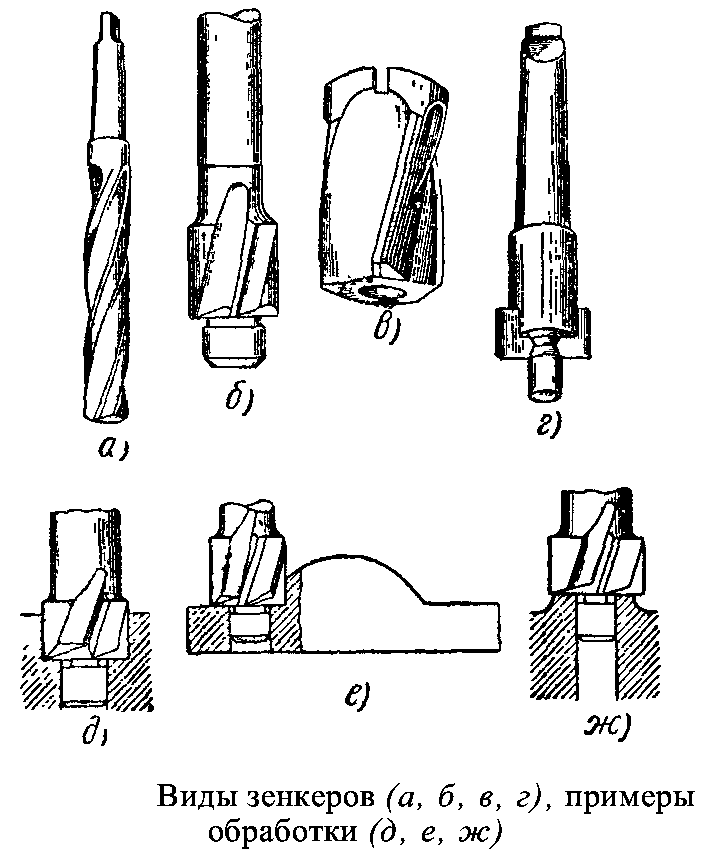
Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть.
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию. В последнем случае при зенкеровании оставляют припуск на дальнейшую обработку.
Развертывание — это чистовая обработка отверстий. По своей сущности она подобна зенкерованию, но обеспечивает более высокую точность и малую шероховатость обработки поверхности отверстий.
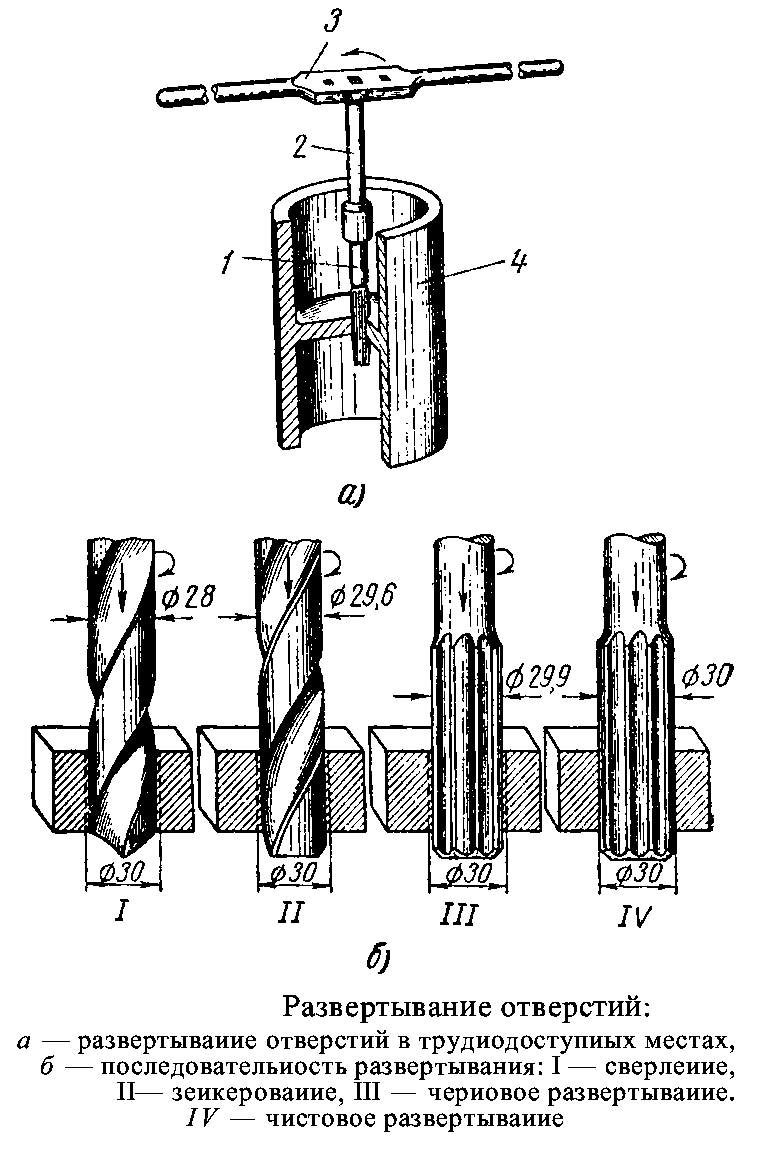
Инструмент для развертывания отверстий – развертка. Ручные развертки на своей хвостовой части имеют квадратный конец для вращениия их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
При работе на сверлильных станках применяют различные приспособления для закрепления заготовок и режущего инструмента.
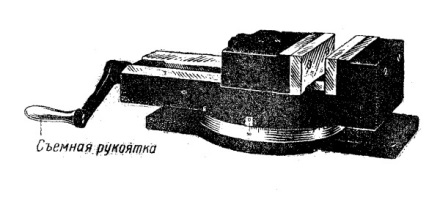
Машинные тиски — приспособление для закрепления заготовок разного профиля. Они могут иметь сменные губки для зажима деталей сложной формы.
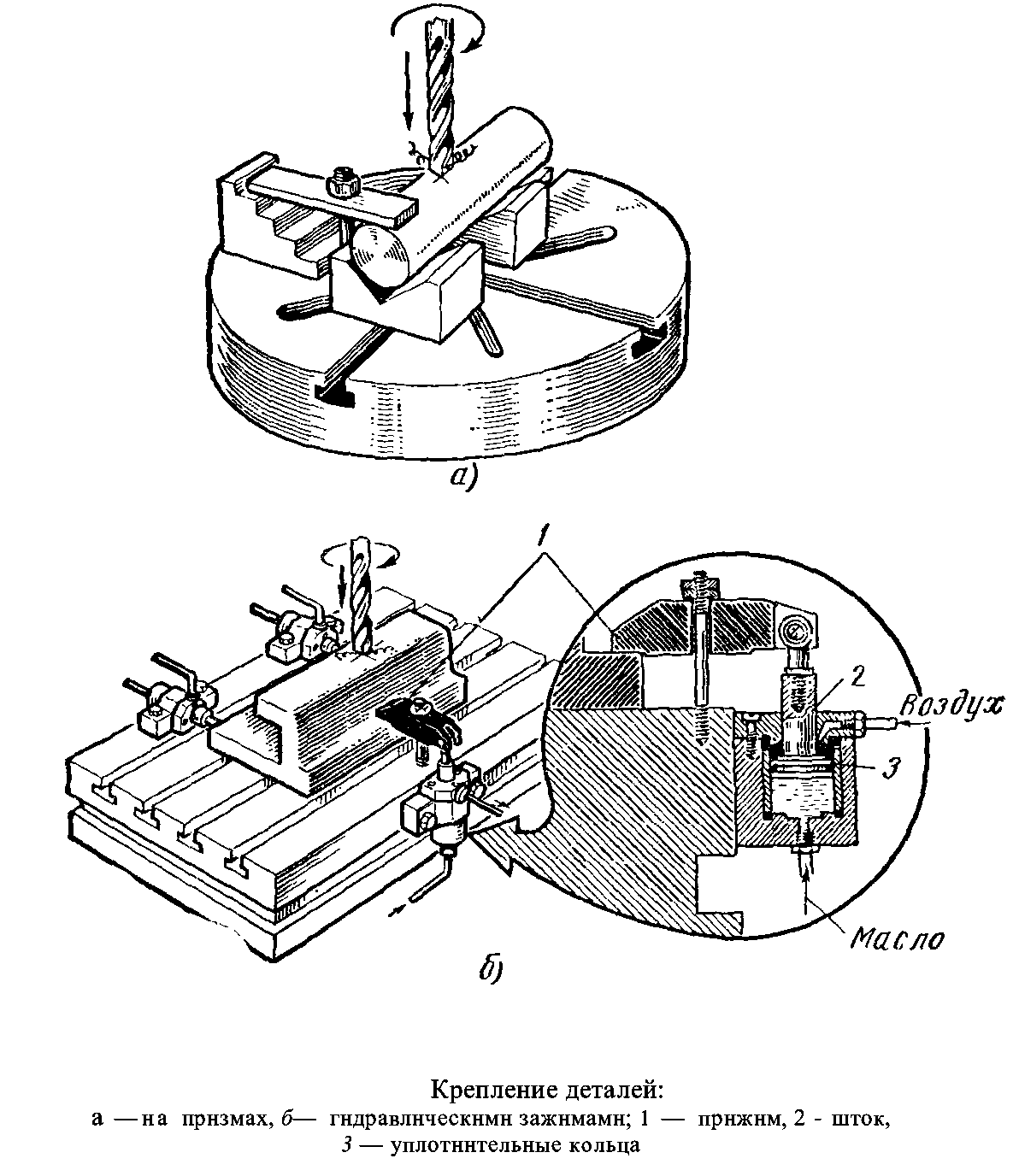
Призмы служат для закрепления цилиндрических заготовок.
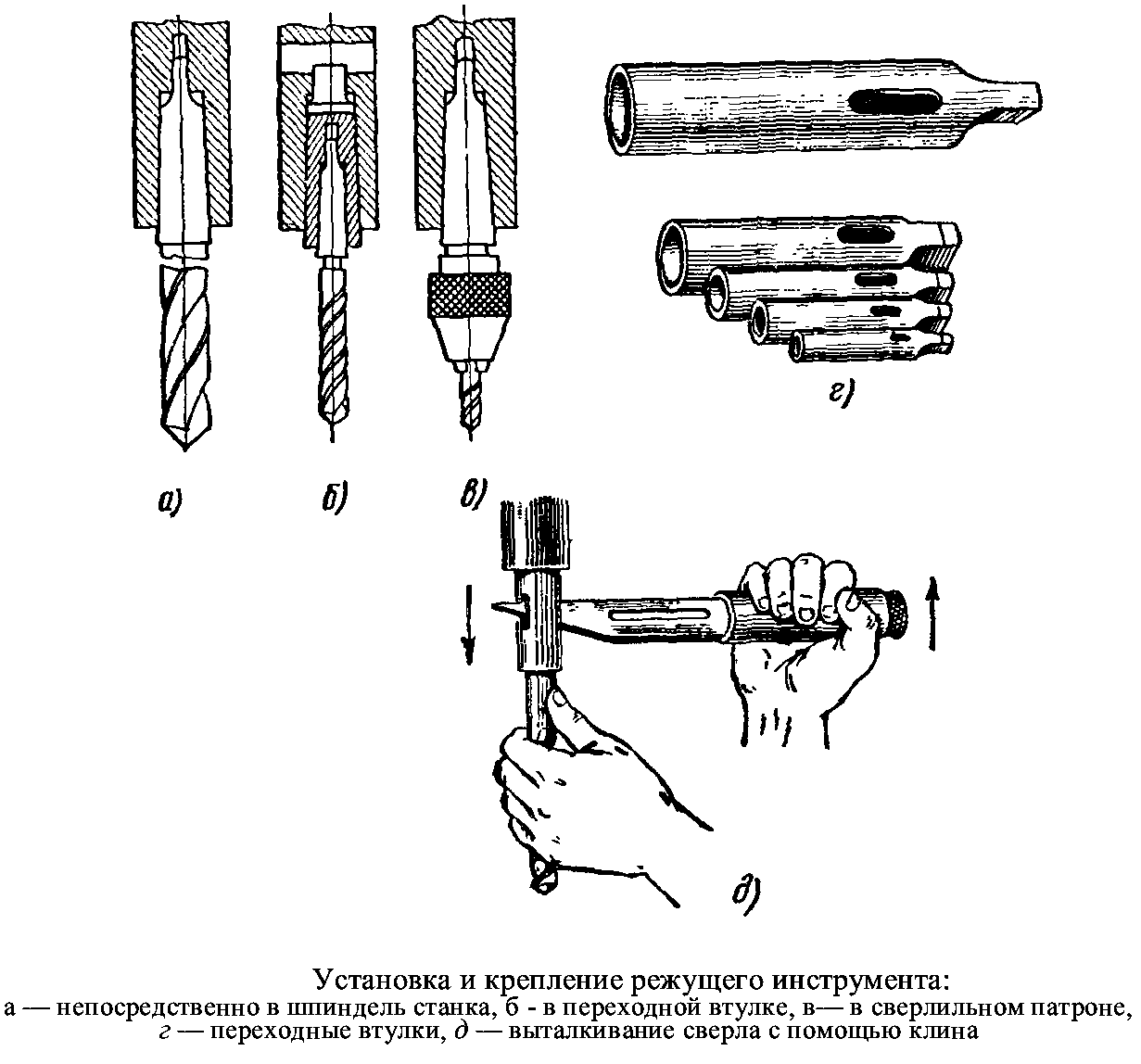
В сверлильных патронах закрепляют режущие инструменты с цилиндрическими хвостовиками.
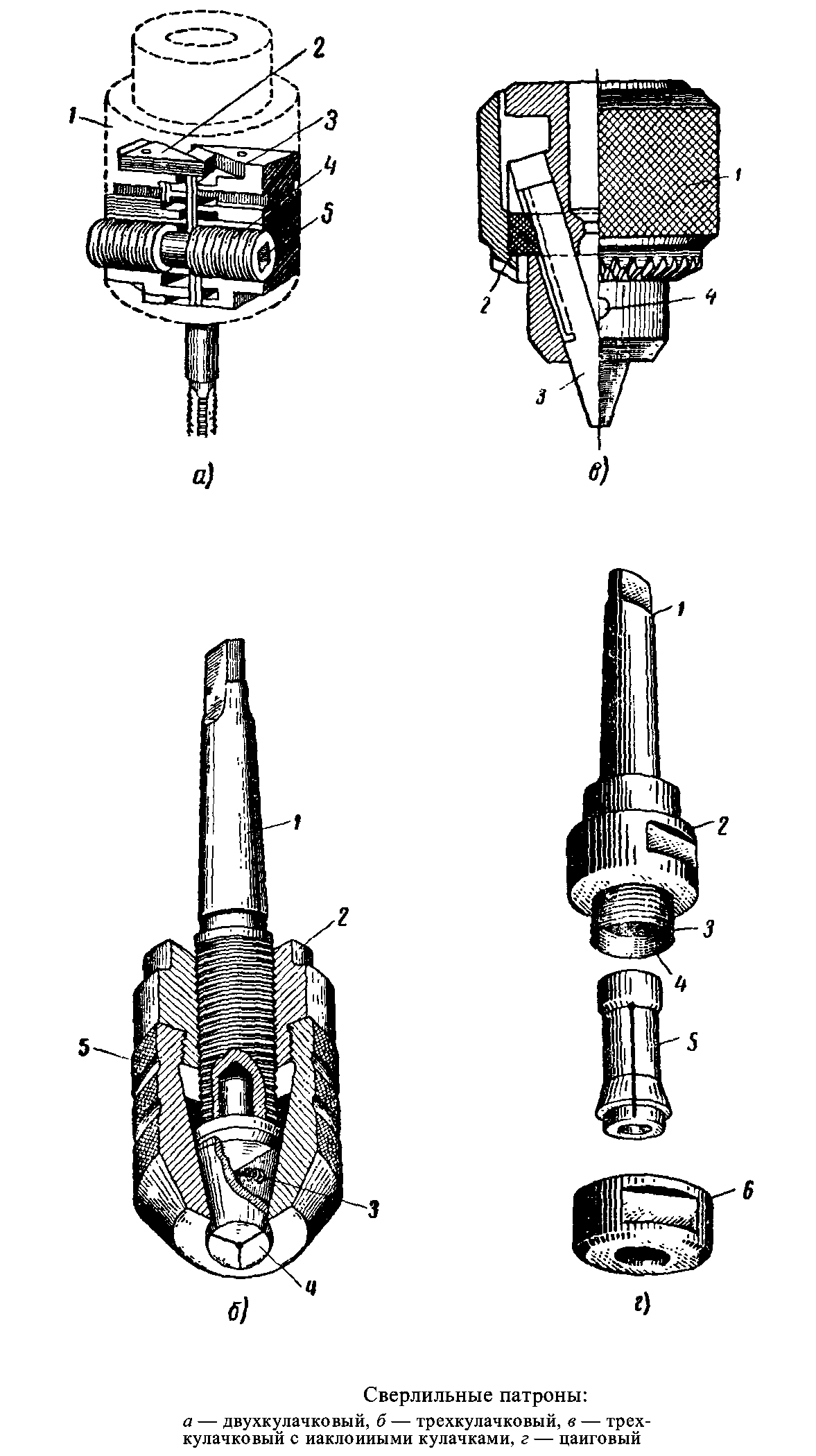
С помощью переходных втулок устанавливают режущие инструменты, у которых размер конуса хвостовика меньше размера конуса шпинделя станка.
На сверлильных станках могут выполняться все основные операции по получению и обработке отверстий сверлением, зенкованием, зенкерованием и развертыванием.
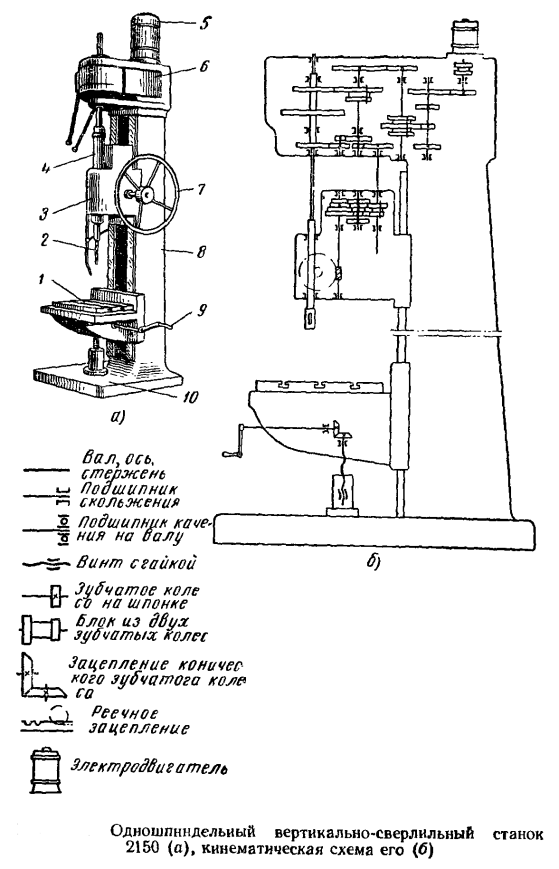
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы.
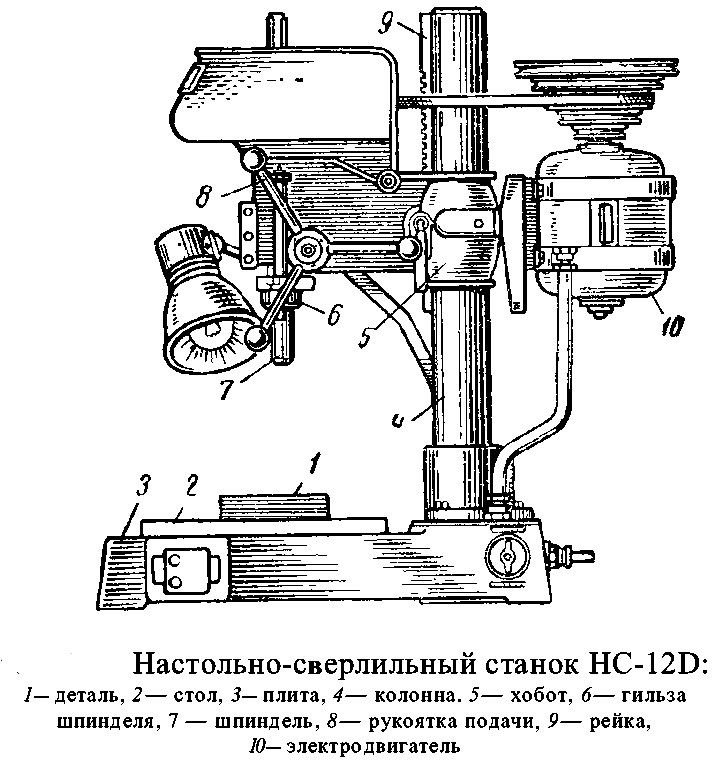
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм.
Техника безопасности при сверлении металла:
- Работай на исправном сверлильном станке (исправные защитные ограждения, заземление, надежность установки патрона на шпинделе станка).
- Надежно закрепи обрабатываемую деталь на столе сверлильного станка.
- Запрещается трогать вращающийся патрон станка.
- На время сверления одень головной убор, проследи, чтобы все пуговицы на одежде были застегнуты.
Сущность процесса сверления.
Сверление представляет собой процесс удаления металла для получения отверстий. Процесс сверления включает два движения: вращение инструмента V (рис. 1) или детали вокруг оси и подачу S вдоль оси. Режущие кромки сверла срезают тонкие слои металла с неподвижно укрепленной детали, образуя стружку, которая, скользя по спиральным канавкам сверла, выходит из обрабатываемого отверстия. Сверло является многолезвийным режущим инструментом. В резании участвуют не только два главных лезвия, но и лезвие перемычки, также два вспомогательных, находящихся на направляющих ленточках сверла, что очень усложняет процесс образования стружки. При рассмотрении схемы образования стружки при сверлении хорошо видно, что условия работы режущей кромки сверла в разных точках лезвия различны. Так, передний угол наклона режущей кромки у (рис. 2),
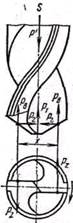
Рис. 1. Схема резания при сверлении. Силы, действующие на сверло
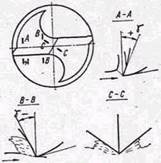
Рис. 2. Образование стружки при сверлении
расположенный ближе к периферии сверла (сечение А—А), является положительным. Режущая кромка работает в сравнительно легких условиях.
Передний угол наклона режущей кромки, расположенный дальше от периферии, ближе к центру сверла (сечение В—В), является отрицательным. Режущая кромка работает в более тяжелых условиях, чем расположенная ближе к периферии.
Резание поперечной режущей кромкой (сечение С—С) представляет собой процесс резания, близкий к выдавливанию. При сверлении по сравнению с точением значительно хуже условия отвода стружки и подвода охлаждающей жидкости; имеет место значительное трение стружки о поверхность канавок сверла, трение стружки и сверла об обработанную поверхность; вдоль режущей кромки возникает резкий перепад скоростей резания — от нуля до максимума, в результате чего в различных точках режущей кромки срезаемый слой деформируется и срезается с разной скоростью; вдоль режущей кромки сверла деформация различна — по мере приближения к периферии деформация уменьшается. Эти особенности резания при сверлении создают более тяжелые по сравнению с точением условия стружкообразования, увеличение тепловыделения и повышенный нагрев сверла. Если же рассматривать процесс стружкообразования на отдельных микро участках режущей кромки, то упругие и пластические деформации, тепловыделение, наростообразование, упрочнение, износ инструмента здесь возникают по тем же причинам, что и при точении. На температуру резания при сверлении скорость резания имеет большее влияние, чем подача.
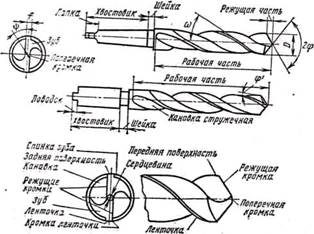
Рис.3. Спиральное сверло
Элементы сверла. Наиболее распространенным и имеющим универсальное назначение является спиральное сверло (рис. 3). Сверло состоит из рабочей части, конусного или цилиндрического хвостовика, служащего для закрепления сверла, а лапки, являющейся упором при удалении сверла. Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными или винтовыми канавками, по которым удаляется стружка. Режущая часть заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности (рис. 50) и две режущие кромки, соединенные перемычкой под углом 55°. На цилиндрической части по винтовой линии проходят две узкие ленточки, центрирующие и направляющие сверло в отверстии. Ленточки значительно уменьшают трение сверла о стенки обрабатываемого отверстия. Для уменьшения трения рабочей части сверла в сторону хвостовика сделан обратный конус. Диаметр сверла уменьшается на каждые 100 мм длины на 0,03—0,1 мм.
Режущая часть сверла изготовляется из инструментальных сталей в твердых сплавов. Как и резец, сверло имеет передний и задний углы (рис.4). Передний угол у (сечение Б—Б) в каждой точке режущей кромки является величиной переменной. Наибольшее значение угол у имеет на периферии сверла, наименьшее—у вершины сверла. Вследствие того что сверло во время работы не только вращается, но и перемещается. вдоль оси, действительное значение заднего углаотличается от угла, полученного при заточке. Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача, тем меньше действительный задний угол.
Действительный же передний угол в процессе резания соответственно будет больше угла, замеренного после заточки. Чтобы обеспечить достаточную величину заднего угла в работе
Рис. 4. Передний и задний углы сверла
(в точках режущей кромки, близко расположенных к оси сверла), а также угла заострения зуба вдоль оси всей длины режущей кромки, задний угол делается: на периферии 8—14°, а у середины 20—27°, задний угол на ленточках сверла равен 0°.

Кроме переднего и заднего углов сверло характеризуется углом наклона винтовой канавки , углом при вершине 2 (рис. 50). =55°, =2—3°, у сверл из инструментальной стали 2
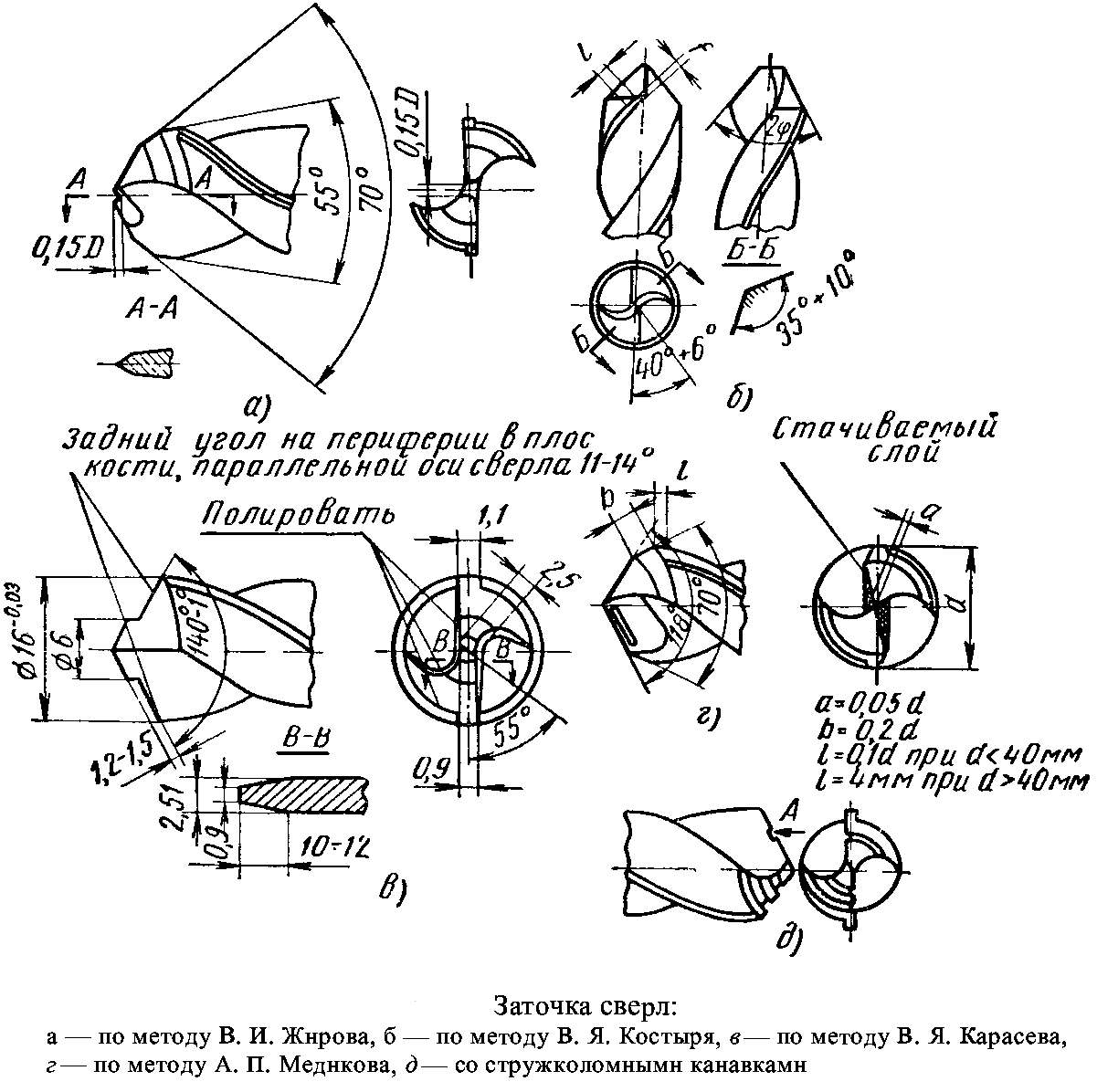
Виды подточек и различные формы заточки показаны на рис. 5.
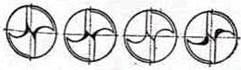
Рис. 5. Элементы подточки спиральных сверл
Элементы режима резания(рис.6). Как уже указывалось, скорость резания в различных точках режущей кромки различна и изменяется от нуля в центре до максимальной на периферии сверла. При расчетах режимов резания принимается наибольшая скорость резания на периферии (в м/мин)
где D—диаметр сверла, мм; n—частота вращения сверла, об/мин;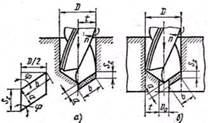
Рис. 6. Элементы резания: а— при сверлении, 6 —при рассверливании
Подачей при сверлении s (мм/об) называется величина перемещения сверла вдоль оси за один оборот сверла или за один оборот заготовки, если заготовка вращается, а сверло только перемещается. У сверла две главные режущие кромки. Подача, приходящаяся на каждую кромку,
Минутная подача (мм/мин)
Толщина среза а, измеренная в направлении, перпендикулярном режущей кромке:
Ширина среза b измеряется в направлении вдоль режущей кромки и равняется ее длине:
Силы, действующие на сверло. При сверлении отверстий материал оказывает сопротивление снятию стружки. В процессе резания на режущий инструмент действует сила, которая преодолевает силу сопротивления материала, а на шпиндель станка действует крутящий момент.
Разложим равнодействующую силу сопротивления на каждой режущей кромке на составляющие силы в трех взаимно перпендикулярных направлениях: РZ, PB, РГ . Горизонтальные (радиальные) силы РГ. действующие на обеих режущих кромках, взаимно уравновешиваются вследствие симметрии спирального сверла. При несимметричности заточки длина режущих кромок неодинакова и радиальная сила не будет равна нулю, в результате происходит отжим сверла и разбивание отверстия. Силы РВ направленные вверх, препятствуют проникновению сверла в глубину обрабатываемой детали. В этом же направлении действуют силы р1 поперечной кромки. Кроме того, продвижению сверла препятствуют силы трения на ленточках сверла (трение об обработанную поверхность отверстия) и силы трения от сходящей стружки РТ. Суммарная сила от указанных сил сопротивления в осевом направлении сверла называется осевой силой Р или усилием подачи:
Р= В+Р1+РТ).
Силы сопротивления РВ, возникающие на режущих кромках и мешающие проникновению сверла, составляют 40 % от силы Р; силы сопротивленияР1,возникающие на поперечной кромке, составляют 57 % и силы трения РТ— около 3 %.
Суммарный момент сил сопротивления
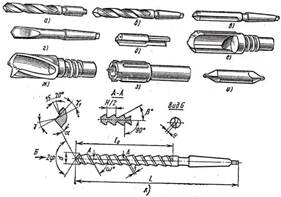
Рис. 6. Виды сверл: а, б — спиральные, в—с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки, ж –двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые.
Резанию М складывается из момента от сил Рz, момента от сил скобления и трения на поперечной кромке МПК, момента от сил трения на ленточках МЛи момента от сил трения стружки о сверло и обработанную поверхность отверстия МС, т. е. М=МСР+МПК+МЛ+Мс.
По силе Р и моменту М рассчитывается необходимая мощность сверлильного станка.
Износ и стойкость сверл. Износ сверл происходит по задней поверхности, ленточкам и уголкам, а иногда и передней поверхности сверл, с твердосплавными пластинками — по уголкам и ленточке.
Стойкость сверла зависит от материала обрабатываемой детали и инструмента, от качества инструмента, от режимов резания, применяемой СОЖ и др.
Типы сверл и их устройство. Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
На рис. 6 показаны различные типы сверл: перовые (рис. 6, г), двухкромочные (рис. 6, ж), спиральные (рис. 6,а и б), ружейное (рис. 6, д), для кольцевого сверления (рис. 6, з), центровочные (рис. 6, и), шнековые (рис. 6, к).
Перовое сверло представляет собой круглый стержень, на конце которого находится плоская лопатка, имеющая режущие кромки, наклоненные друг к другу под углом 120°. Перовые сверла обладают недостаточной жесткостью. Недостатком однокромочного сверла является необходимость иметь направляющую втулку, а также ограниченное пространство для отвода стружки.
Спиральное сверло получило наибольшее распространение в промышленности. Его устройство описано выше. Остальные типы сверл имеют специальное назначение.
Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2—3 раза по сравнению с работой удлиненными стандартными сверлами.
Сверла, оснащенные твердым сплавом. Сверла, оснащенные пластинками из твердого сплава, обладают большой стойкостью, позволяют работать на высоких скоростях, дают высокое качество обработанной поверхности и обеспечивают высокую производительность. Ими можно обрабатывать детали из чугуна, закаленной стали, стекла, мрамора, пластмасс и др. Особенно эффективно применение твердосплавных пластинок при сверлении чугунов и рассверливании чугунов и сталей.
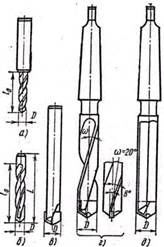
Рис. 7. Сверла из твердого сплава: а— со стальным хвостовиком,б— изготовленное по методу ВНИИ,в—с косыми канавками, оснащенное твердым сплавом,г—спиральное, оснащенное пластинойиз твердого сплава,д—с прямыми канавкамии твердосплавной пластинкой
Сверла с косыми канавками (рис. 7, в) состоят из державки, в паз которой впаяна пластинка из сплава ВК8. .Такие сверла применяются для сверления неглубоких отверстий. Сверла с винтовыми канавками (рис. 7, а) применяют для сверления деталей из вязких и хрупких металлов на высоких режимах работы. На рис. 7, д показано сверло с прямыми канавками московского завода «Фрезер», предназначенное для сверления деталей из чугуна и хрупких материалов глубиной (2—3)D. При обработке сталей рекомендуется применять твердый сплав Т15К6, при обработке чугунов — сплав ВК8. При обработке твердосплавными сверлами необходимо выдерживать симметричность заточки сверл.
Сверла с поворотными неперетачиваемыми твердосплавными пластинками.
На рис. 7 показано сверло с двумя треугольными неперетачиваемыми твердосплавными пластинками. Пластинки 1 и 2 расположены в двух прямоугольных канавках 6 в специальных гнездах 3и закреплены болтами 7. Пластинки расположены так, что их режущие кромки образуют взаимно перекрывающие поверхности резания. Пластинки являются как бы токарными резцами, укрепленными в державке 4,вставленной во втулку 5. Процесс
Рис. 8. Сверло с поворотными неперетачиваемыми пластинками
резания этим сверлом переходит в процесс точения, выполняемый двумя резцами, позволяя использовать рабочие качества и простоту современных токарных резцов. Форма пластинок и их расположение означают, что сверло не нуждается в предварительной подготовке отверстия. Это сверло позволяет сверлить в обоих направлениях, выводить и вводить сверло вновь. Сверло предназначено для отверстий от 18 до 56 мм и глубиной до двух диаметров сверла. При использовании пластинок с двойным покрытием можно работать с подачами, значительно превосходящими (до 5 раз) подачи, применяемые при работе спиральными сверлами, получая то же качество обработанной поверхности.
Применение сверл с неперетачиваемыми поворотными пластинками превращают операцию сверления из медленной в быструю и дешевую. Учитывая, что операция сверления неглубоких отверстий в станках с ЧПУ, агрегатных станках и автоматических линиях является обычной и распространенной, технология обработки с использованием сверл с неперетачиваемыми поворотными пластинками будет прогрессивной.
Для сверления глубоких отверстий применяют длинные сверла с неперетачиваемыми поворотными пластинками типа «Эжектор» (рис.9), имеющими автономное устройство подачи СОЖ и удаления стружки. Сверло глубокого сверления 2 работает в паре со сверлом 1. Операция сверления выполняется в два рабочих хода.
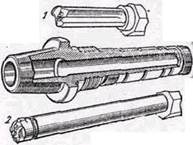
Рис. 9. Сверло для глубоких отверстий с пластинками типа «Эжектор»
Сначала сверлится неглубокое отверстие сверлом 1. Затем сверлом 2 производится окончательное сверление глубокого отверстия.
Сверление отверстий в металле и дереве
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Технологии сверления металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Фотография №2: портативный сверлильный станок ECO.50-T на магнитном основании
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Читайте также: