Сварка внутреннего угла тонкого металла
Обновлено: 21.09.2024
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
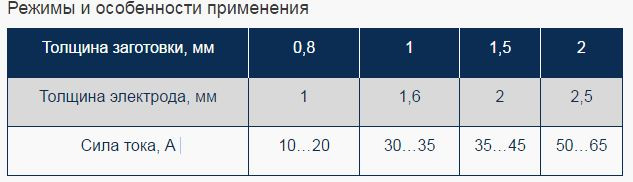
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
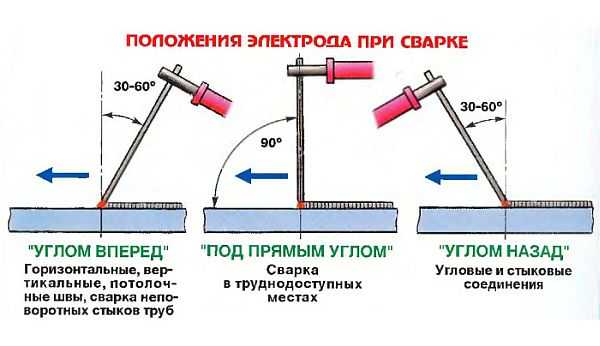
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Сварка профильной трубы: основы, способы, используемые электроды

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
При соединении опоры и поперечины применить способ сварки «в лодочку» не получится, потому что лаги крепятся исключительно в горизонтальной плоскости. При этом столбы всегда размещаются вертикально. Поэтому их нельзя расположить в другом положении, чтобы предотвратить затекание шлака перед дугой.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Сварка тонкого металла электродом – сложности, преимущества, выбор параметров инвертора и электродов, техника, рекомендации новичкам

Сваривание заготовок толщиной 2,5 мм и меньше зачастую осуществляется инверторным аппаратом. Однако применять правила и техники, характерные для толстостенных деталей, при этом нельзя – изделие можно просто прожечь насквозь. Поэтому разберем, какие особенности, трудности и преимущества имеет сварка тонкого металла электродом с помощью инвертора, как правильно подобрать рабочие характеристики оборудования и инструмента, какие вариации техники при этом могут применяться, а также что нужно учесть начинающему сварщику.
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.
- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Важно! Для получения качественного сварного шва соединение краев заготовок должно быть как можно более плотным – без малейшего зазора. Для этого перед сваркой их тщательно освобождают от ржавчины, зачищают и при необходимости подравнивают.
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Обратите внимание! Удаление оцинковки электросварочным способом сопровождается повышением температуры металла в месте контакта с электродом почти до 1000 о С. При таких условиях цинк окисляется и испаряется, образуя токсичные пары в воздухе. Поэтому выполнять процедуру допустимо только в хорошо проветриваемом помещении или на улице.

Подбор параметров оборудования и инструмента
Только правильное соотношение параметров работы аппарата, применяемого инструмента и толщины самого материала позволяет качественно решить вопрос о том, как варить тонкий металл электродом. Как начинающие, так и опытные сварщики применяют следующие установленные закономерности:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6-2 | 2 | 2-2,5 | 3 |
| Сила тока, ампер | 10-20 | 32-35 | 45-55 | 60-70 | 75-85 |
При этом сварка с помощью инвертора может проходить в двух вариантах по характеристикам выдаваемого аппаратом тока:
В первом случае вопрос о том, каким электродом варить металл 2 мм, решается путем подключения цепи способом обратной полярности. Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Второй вариант предполагает проведение сварочных работ с более низким значением силы тока, чем для толстостенных листов. При этом частота должна быть высокой. Стартовые показатели тока должны быть снижены минимум на 20-30%. Как вариант, опытные сварщики розжиг электрода осуществляют на болванке, встык расположенной к заготовке, а затем сразу переходят на рабочий шов.
Совет! Гарантией качества, аккуратности, долговечности сварного шва на тонкостенных деталях является применение малых токов. Однако максимально соответствовать таким параметрам может только электрод от 2 мм и тоньше. При этом он должен быть изготовленным из легко расплавляемого материала.
Варианты техники
Во всех без исключения случаях сварка тонкого металла инвертором должна осуществляться как можно скорее. Электрод проводится по прямой траектории только раз и без остановок. Параметры силы тока минимальны. Перед началом поверхность деталей обязательно подготавливаются:
- Уделяется внимание начальной геометрии. Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
- Края заготовок в местах соединения очищаются от следов коррозии, грязи, краски и т. п.
- Далее заготовки закрепляются или устанавливаются в необходимом положении – в соответствии с технологией.
По завершении подготовительных работ, когда заготовки закреплены, выполняют предварительные точечные сварочные прихваты – на расстоянии друг от друга не более 5-10 см. Это позволяет избежать многих негативных эффектов – прожига, наплывов, деформации.
Видео о том, как варить электродом металл 1 мм:
Есть две основные техники, как варить тонкий металл электродом 2 мм – это:
Первый вариант, как правило, применяется, когда края заготовок располагаются внахлест. Негативные эффекты, такие как, прожог, наплывы и искривления, либо минимизируются, либо вовсе не проявляются. Это дает возможность использовать большие параметры силы тока, диаметра электрода и меньшую скорость ведения шва.
Вторая технология используется для деталей с наименьшей толщиной при соединении встык. При этом характеристики силы тока, диаметра электрода используются минимальные, а скорость ведения шва – максимальная. Сварка в данном случае осуществляется короткими участками с примерно одинаковым шагом.
Рекомендация! При сваривании тонкостенных деталей встык для снижения предотвращения перегрева, и, как следствие, прогорания металла, с обратной стороны формируемого шва подлаживают медную подложку или проволоку. Благодаря высокой теплопроводности материал быстро отводит тепло и не допускает прожига заготовок.
Видео о правильном подборе силы тока при сварке тонкого металла:
Рекомендации начинающим
Есть несколько простых, но важных рекомендаций, как варить тонкий металл инвертором начинающим:
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта. Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
- Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
Полезная информация! Если стоит задача как можно меньшего нагрева, заготовки необходимо размещать в вертикальном положении. При этом угол касания электрода с металлом должен быть в рамках 30-40 град. Движение происходит только сверху вниз.
В этом видео показы основные трудности при варке тонкого металла:

Для получения ответа на вопрос о том, как сваривать тонкий металл инвертором, необходимо учесть ряд возникающих трудностей:
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.
- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.
При соблюдении всех нюансов и техники инвертор позволяет получить прочный, качественный, долговечный и незаметный шов. Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
Как варить инвертором тонкий металл

Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта. В этой статье мастер сантехник разберет все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий

Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.

Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Видео
В сюжете - Как подобрать правильный сварочный ток для сварки тонкого листового металла в 2 мм

Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций.
Всю работу можно условно разделить на три этапа:
- Подготовка деталей;
- Сварочный процесс;
- Зачистка швов.
Основные отличия в некоторых нюансах.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Сварка
Алгоритм сварки по тонкому металлу следующий:
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги;
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм;
- Зажигается дуга просто - это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника;
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва;
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность. Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается;
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл;
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой);
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций

Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное - не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Видео
В сюжете - Как заварить 0,5 мм. металл электродом
В сюжете - Почему прожигается тонкий металл при сварке внахлёст к толстому
Читайте также: