Таблица класса точности металла
Обновлено: 31.05.2024
Квалитеты составляют основу действующей на сегодняшний день системы допусков и посадок. Квалитет представляет собой некую совокупность допусков, которые применительно ко всем номинальным размерам соответствуют одной и той же степени точности.
Таким образом, можно сказать, что именно квалитетами определяется то, насколько точно изготовлено изделие в целом или его отдельные детали. Название этого технического термина происходит от слова «qualitas», что по-латыни означает «качество».
Совокупность тех допусков, которые для всех номинальных размеров соответствуют одному и тому же уровню точности, именуется системой квалитетов.
Стандартом установлено 20 квалитетов – 01 , 0 , 1 , 2. 18. С возрастанием номера квалитета допуск увеличивается, т. е. точность убывает. Квалитеты от 01 до 5 предназначены преимущественно для калибров. Для посадок предусмотрены квалитеты с 5-го по 12-й .
Система допусков и посадок
Совокупность допусков и посадок, которая создана на основании теоретических исследований и экспериментальных изысканий, а также построена на основании практического опыта, называется системой допусков и посадок. Основным ее предназначением является выбор таких вариантов допусков и посадок для типичных сочленений различных деталей машин и оборудования, которые минимально необходимы, но полностью достаточны.
Основу стандартизации измерительных средств и режущих инструментов составляют именно наиболее оптимальные градации допусков и посадок. Кроме того, благодаря им достигается взаимозаменяемость различных деталей машин и оборудования, а также повышение качества готовой продукции.
Для оформления единой системы допусков и посадок используются таблицы. В них указываются обоснованные значения предельных отклонений для различных номинальных размеров.
Взаимозаменяемость
При конструировании различных машин и механизмов разработчики исходят из того, что все детали должны соответствовать требованиям возможности повторяемости, применяемости и взаимозаменяемости, а также быть унифицированными и соответствовать принятым стандартам. Одним из наиболее рациональных способов выполнения всех этих условий является применение на этапе проектирования максимально большого количества таких составных частей, выпуск которых уже освоен промышленностью. Это позволяет, ко всему прочему, существенно сократить сроки разработки и затраты на нее. При этом необходимо обеспечивать высокую точность взаимозаменяемых комплектующих изделий, узлов и деталей в части их соответствия геометрическим параметрам.
С помощью такого технического метода, как модульная компоновка, являющаяся одним из способов стандартизации, удается эффективно обеспечить взаимозаменяемость узлов, деталей и агрегатов. Помимо этого, она существенно облегчает ремонт, что серьезно упрощает работу соответствующего персонала (особенно в сложных условиях), и позволяет организовать поставки запасных частей.
Современное промышленное производство ориентировано, главным образом, на массовый выпуск изделий. Одним из его обязательных условий является своевременное поступление на сборочный конвейер таких компонентов готовых изделий, которые для их монтажа не требуют дополнительной подгонки. Помимо этого, должна быть обеспечена такая взаимозаменяемость, которая не отражается на функциональных и прочих характеристиках готовой продукции.
Точность обработки деталей
Выпуск велосипедов, мотоциклов, тракторов, автомобилей, электродвигателей, швейных и других машин осуществляется на заводах такими темпами, когда счет времени обработки и сборки ведется не только минутами, но и секундами. Детали этих машин должны быть изготовлены точно по чертежам и техническим условиям так, чтобы при сборке они подходили одна к другой без слесарной подгонки, что сокращает время на сборку и удешевляет стоимость изделия. Важно также, чтобы при ремонте машины новая деталь, заменяющая изношенную, могла быть установлена на ее место без подгонки. Детали, удовлетворяющие таким требованиям, называются взаимозаменяемыми. Взаимозаменяемость – это свойство деталей занимать свои места в узлах и изделиях без предварительного подбора или подгонки по месту.
Сопряжение деталей.
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми. Размеры, по которым происходит соединение этих деталей, называют сопрягаемыми размерами. Размеры, по которым не происходит соединение деталей, называют свободными размерами. Примером сопрягаемых размеров может служить наружный диаметр фрезерной оправки и соответствующий ему диаметр отверстия в насадной фрезе, диаметр шейки оправки и соответствующий ему диаметр отверстия в подшипнике подвески. Примером свободных размеров может служить наружный диаметр установочных колец фрезерной оправки, длина фрезерной оправки, ширина цилиндрической фрезы.
Сопрягаемые детали должны быть выполнены взаимозаменяемыми.
Понятие о точности обработки.
Изготовить партию взаимозаменяемых деталей абсолютно одинакового размера невозможно, так как на точность обработки влияют неточность и износ станка, износ фрезы, неточности при установке и закреплении заготовки и другие причины. Как правило, все детали данной партии при обработке имеют отклонения от заданных размеров и формы. Но величины этих отклонений должны быть назначены таким образом, чтобы сопрягаемые размеры могли обеспечить сборку деталей без подгонки, т.е. чтобы детали были взаимозаменяемыми.
Конструкторы изделий при назначении величины допускаемых отклонений на сопрягаемые детали руководствуются установленными государством стандартами – ГОСТ. Ниже вкратце излагаются основные понятия о допусках и предельных отклонениях, вытекающие их ГОСТ 7713-55.
Понятие о допуске и предельных отклонениях. Величина допустимых отклонений указывается в чертежах детали со знаками плюс и минус.
Знак минус показывает, что деталь может быть изготовлена с отклонением в меньшую сторону; знак плюс показывает, что деталь может быть изготовлена с отклонением в большую сторону. Например, поставленный в чертеже бруска размер 10-0,1 мм показывает, что брусок может быть отфрезерован так, чтобы после его обработки его размер лежал в пределах между 10 мм и 9,9 мм. Точно также поставленный в чертеже диаметр паза 10 +0,2 мм показывает, что паз может быть отфрезерован так, чтобы после обработки его размер лежал в пределах между 10 мм и 10,2 мм.
Поставленный в чертеже размер 10 +0,2 -0,1 мм показывает, что обработанная деталь будет годной, если ее размер составляет не менее 9,9 мм и не более 10,2 мм, т.е. лежит в этих пределах.
Номинальным размером называется основной расчетный размер, от которого исходят при назначении отклонений. Если в чертеже указан размер 10 +0,2 -0,1 мм, то размер 10 мм называется номинальным.
Действительным размером называется размер, полученный при измерении обработанной детали. Размеры, между которыми может находиться действительный размер годной детали, называются предельными размерами. Действительный размер детали с размерами 10 +0,2 -0,1 мм может лежать в пределах 10+0,2 = 10,02 мм и 10-0,1 =9,9 мм. Больший размер называется наибольшим предельным размером, а меньший – наименьшим предельным размером.
Разность между наибольшим и наименьшим предельными размерами называется допуском размера.
- Верхним предельным отклонением называется разность между наибольшим предельным размером и номинальным размером.
- Нижним предельным отклонением называется разность между наименьшим предельным размером и номинальным размером.
Допуск можно также определить, как разность между верхним и нижним предельными отклонениями.
Действительным отклонением называется разность между действительным и номинальным размерами.
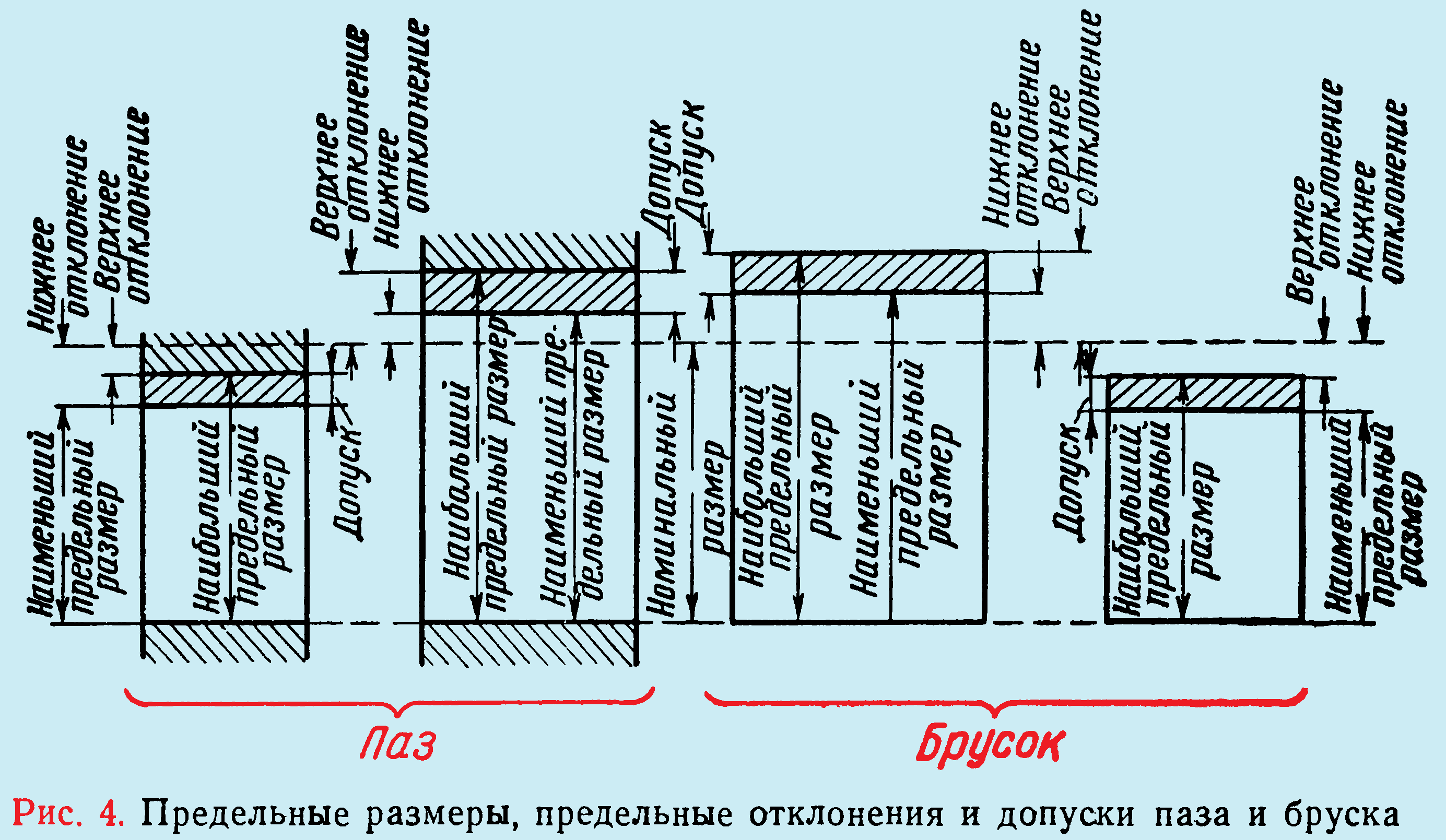
При графическом изображении допусков отклонения размеров откладываются от линии, соответствующей номинальному размеру и называемой нулевой линией; положительные отклонения откладываются вверх от нулевой линии, а отрицательные – вниз.
Зазоры и натяги.
Если брусок с размерами грани 10-0,1 мм посадить в паз с размерами грани 10 +0,2 +0,1 мм, то в соединении бруска с пазом получится зазор, и брусок можно будет передвигать вдоль паза. Такая посадка (сопряжение двух деталей) называется свободной. Наибольший зазор в этом случае составит 0,3 мм, а наименьший будет равен 0,1 мм.
Если же размер бруска будет 10 +0,2 +0,1 мм, а паза 10-0,1 мм, то брусок не войдет свободно в паз и его придется вставлять с силой или запрессовывать. В соединении получится натяг или отрицательный зазор, наименьшая величина которого равна 0,1 мм. А наибольшая 0,3 мм. Такая посадка называется неподвижной, так как брусок нельзя будет передвигать вдоль паза.
Таким образом, можно сделать следующие заключения.
- Зазором называется положительная разность между размером паза и размером бруска, обеспечивающая свободу их движения относительно друг друга.
- Натягом называется отрицательная разность между размером паза и размером бруска (размер бруска больше размера паза), которая после посадки бруска в паз создает неподвижное их соединение.
Посадки.
Посадкой называется характер соединения сопрягаемых деталей, определяемый разностью между размерами паза и бруска, создающий большую или меньшую свободу (зазор или натяг) их относительного перемещения или степень сопротивления взаимному перемещению. В зависимости от наличия в сопряжении бруска и паза зазора или натяга различают посадки с зазором, с натягом и переходные.
Посадками с зазором, или свободными, называют такие посадки, при которых обеспечивается возможность относительного перемещения сопряженных деталей во время работы. В зависимости от величины зазора степень относительного перемещения деталей, сопряженных свободной посадкой, может быть различной. Для вращения шпинделя фрезерного станка в подшипниках зазор должен быть меньшим и, следовательно, посадка более тугой, чем для посадки колец на фрезерную оправку.
Посадками с натягом, или неподвижными, называют посадки, при которых во время работы не должно происходить перемещения сопряженных деталей относительно друг друга. В зависимости от величины натяга степень свободы сопряженных деталей неподвижной посадки может быть различной. Так, посадку шейки вала в кольцо шарикоподшипника производят с меньшим натягом, чем посадку колеса железнодорожного вагона на шейку оси.
При переходных посадках возможно получение, как натягов, так и зазоров. При наибольшем предельном размере бруска и наименьшем предельном размере паза получается натяг, а при наименьшем предельном размере бруска и наибольшем предельном размере паза получается зазор (в таблицах допусков в графе «натяг» обозначен знаком минус).
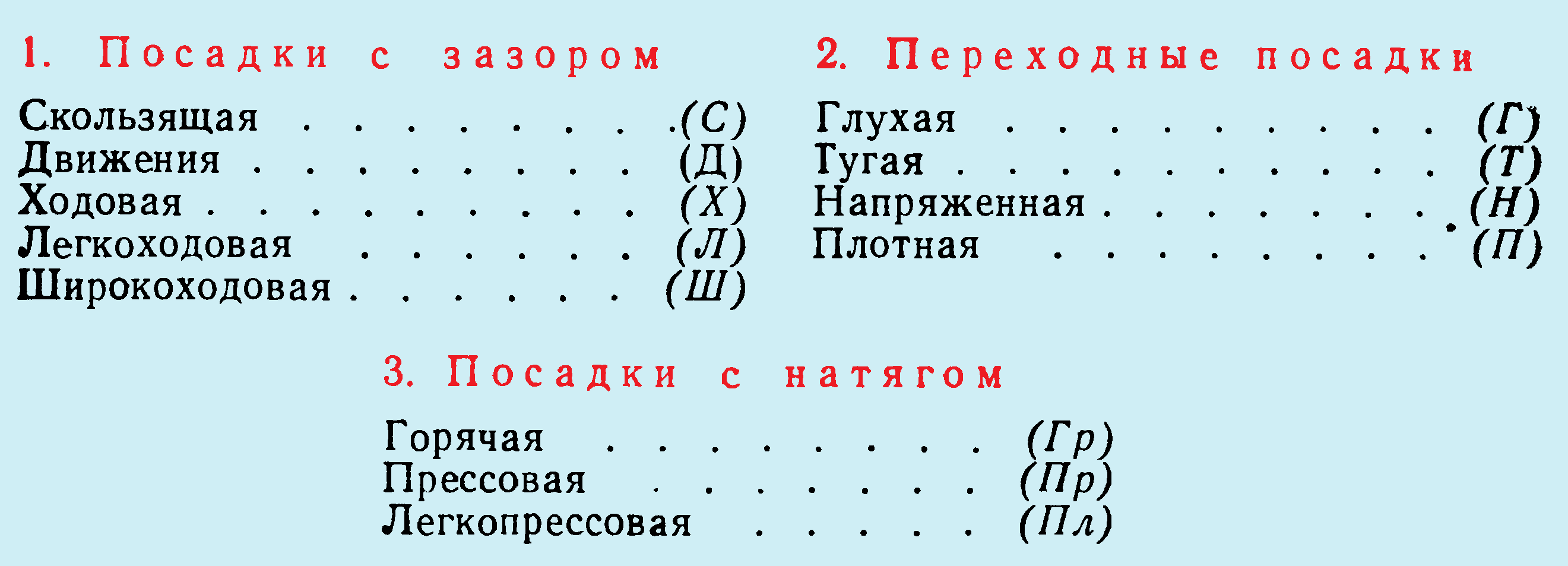
Ниже приводятся посадки, относящиеся к рассмотренным трем группам; в скобках даются их сокращенные обозначения.
Наибольший натяг получается при горячей посадке, меньший — при прессовых посадках; наименьший зазор получается при скользящей посадке, немного больший — при посадке движения, почти втрое больший при ходовой, затем еще больший при легкоходовой и, наконец, наибольший при широкоходовой посадке.
При глухой, тугой, напряженной и плотной посадках, как указывалось выше, возможны натяги и зазоры в зависимости от получающихся отклонений размера.
Классы точности.
Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. Очевидно, что детали плуга, дорожного катка и других сельскохозяйственных и дорожных машин могут быть изготовлены менее точно, чем детали фрезерного станка, а детали фрезерного станка требуют меньшей точности, чем детали измерительного прибора. В связи с этим в машиностроении детали разных машин изготовляют по разным классам точности. В СССР (были) приняты десять классов точности.
Применение классов точности в различных областях
Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности и т. п. Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности. Например, Л означает легкоходовая посадка 2-го класса точности.
Таблица класса точности металла
ГОСТ Р ИСО 4759-1-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Болты, винты, шпильки и гайки. Классы точности А, В и С
Tolerances for fasteners. Part 1. Bolts, screws, studs and nuts. Product grades A, B and C
Дата введения 2011-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе аутентичного перевода на русский язык стандарта, указанного в пункте 4, выполненного ФГУП "Стандартинформ" N 2326/ИСО от 31.05.2006 г.
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
4 Настоящий стандарт идентичен международному стандарту ИСО 4759-1:2000 "Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С" (ISO 4759-1:2000 "Tolerances for fasteners - Part 1: Bolts, screws, studs and nuts - Product grades A, B and C").
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает допуски для болтов, винтов, шпилек и гаек с метрической резьбой ИСО классов точности А, В и С, а также для самонарезающих винтов класса точности А.
Примечание - Класс точности изделия определяется величиной допусков, при этом класс А является наиболее точным, а класс С - наименее точным.
Допуски, за исключением допусков на резьбу, выбираются из допусков и посадок по системе ИСО, установленной в ИСО 286-1 и ИСО 286-2. Допуски на метрическую резьбу выбираются из серии полей допусков, установленных в ИСО 965-3. Допуски на резьбу самонарезающих винтов приведены в ИСО 1478.
Допуски формы и расположения поверхностей устанавливаются и указываются в соответствии с ИСО 1101, ИСО 8015 и ИСО 2692.
Допуски, установленные в настоящем стандарте, применяются к крепежным изделиям до нанесения на них покрытия, если не оговорено иное. См. также ИСО 4042.
Отступления от допусков, установленных в настоящем стандарте, допускается в стандартах на изделия, только в обоснованных случаях. Если имеет место расхождение между требованиями к допускам настоящего стандарта и стандарта на изделие, предпочтение отдается стандарту на изделие.
Рекомендуется использовать эти допуски также для нестандартных крепежных изделий.
Размеры и допуски, установленные в настоящем стандарте, указаны в миллиметрах.
2 Нормативные ссылки
Следующие ниже нормативные документы содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных документов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих документов. Все стандарты подлежат пересмотру, и сторонам - участницам соглашений на основе настоящего стандарта рекомендуется выяснять возможность применения самых последних изданий указанных ниже нормативных документов. Для нормативных документов без указания даты публикации, на которые имеются ссылки, распространяется действие самых последних изданий этих документов.
ИСО 225:1983 Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров (ISO 225:1983, Fasteners - Bolts, screws, studs and nuts - Symbols and designation of dimensions)
ИСО 286-1:1988 Допуски и посадки по системе ИСО. Часть 1. Основные допуски, отклонения и посадки (ISO 286-1:1988, ISO system of limits and fits - Part 1: Bases of tolerances, deviations and fits)
ИСО 286-2:1988 Допуски и посадки по системе ИСО. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов (ISO 286-2:1988, ISO system of limits and fits - Part 2: Tables of standard grades and limit deviations for holes and shafts)
ИСО 885:2000 Болты и винты общего назначения. Метрическая серия. Радиусы под головкой (ISO 885:2000, General purpose bolts and screws - Metric series - Radii under the head)
ИСО 965-3:1998 Резьба ИСО метрическая общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб (ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads)
ИСО 1101:2004 Геометрические характеристики изделий. Установление геометрических допусков. Допуски формы, ориентации, расположения и биения (ISO 1101:2004 Geometrical Product Specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out)
ИСО 1478:1999 Резьба самонарезающих винтов (ISO 1478:1999, Tapping screws thread)
ИСО 1479:1983 Винты самонарезающие с шестигранной головкой (ISO 1479:1983, Hexagon head tapping screws)
ИСО 2692:2006 Геометрические характеристики изделий. Установление геометрических допусков. Требование максимума материала, требование минимума материала и требование взаимодействия (ISO 2692:2006 Geometrical Product Specifications (GPS) - Geometrical tolerancing - Maximum material requirement (MMR), least material requirement (LMR) and reciprocity requirement (RPR))
ИСО 4032:1999 Гайки шестигранные типа 1. Классы точности А и В (ISO 4032:1999, Hexagon nuts, style 1 - Product grades A and B)
ИСО 4042:1999 Изделия крепежные. Электролитические покрытия (ISO 4042:1999, Fasteners - Electroplated coatings)
ИСО 4757:1983 Шлицы крестообразные для винтов (ISO 4757:1983, Cross recesses for screws)
ИСО 7053:1992 Винты самонарезающие с шестигранной головкой и буртиком (ISO 7053:1992, Hexagon washer head tapping screws)
ИСО 7721:1983 Винты с потайной головкой. Конфигурация головки и проверка размеров (ISO 7721:1983, Countersunk head screws - Head configuration and gauging)
ИСО 8015:1985 Чертежи технические. Основные принципы нанесения допусков (ISO 8015:1985, Technical drawings - Fundamental tolerancing principle)
ИСО 10509:1992 Винты самонарезающие с шестигранной головкой и фланцем (ISO 10509:1992, Hexagon flange head tapping screws)
ИСО 10642:1997 Винты с потайной головкой и шестигранным углублением (ISO 10642:1997, Hexagon socket countersunk head screws)
ИСО 10664:1999 Углубление звездообразное для болтов и винтов (ISO 10664:1999, Hexalobular internal driving feature for bolts and screws)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ
Допуски размеров, массы и припуски на механическую обработку
Metal and alloy castings. Dimensions and mass tolerances and machining allowances
Дата введения 1987-07-01
для отливок, выпускаемых и освоенных производством 1990-01-01
1. РАЗРАБОТАН Министерством автомобильной промышленности СССР, Министерством станкостроительной и инструментальной промышленности СССР, Государственным комитетом народного образования СССР, Министерством высшего и среднего специального образования РСФСР
А.А.Волкомич, канд. техн. наук (руководитель темы); А.П.Трухов, канд. техн. наук; Ю.А.Воробьев, канд. техн. наук; Р.К.Мещеряков, канд. техн. наук; Б.А.Британов (руководители тем); Ю.А.Сорокин, канд. техн. наук; С.П.Рябов; Ю.И.Крупчик; М.А.Тууль; В.Н.Исаев
ВНЕСЕН Министерством автомобильной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.10.85 N 3498
3. Срок проверки - 1993 г., периодичность проверки - 5 лет
4. Стандарт соответствует международным стандартам: ИСО 8015-85, ИСО 8062-84, ИСО 8062-84 (дополнение N 1 от 1986 г.)
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
7. Переиздание (март 1996 г.) с Изменением N 1, утвержденным в марте 1989 г. (ИУС 6-89)
Настоящий стандарт распространяется на отливки из черных и цветных металлов и сплавов и устанавливает допуски размеров, формы, расположения и неровностей поверхности, допуски массы и припуски на обработку.
(Измененная редакция, Изм. N 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Номинальный размер отливки следует принимать равным номинальному размеру детали для необрабатываемых поверхностей и сумме среднего размера детали и общего припуска на обработку - для обрабатываемых поверхностей. При определении номинальных размеров отливок учитывают технологические напуски.
1.2. Номинальную массу отливки следует принимать равной массе отливки с номинальными размерами.
Методика определения номинальной массы устанавливается в отраслевой научно-технической документации.
1.3. Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
1.4. Нормы точности устанавливают на отливку в целом, ее отдельные поверхности и размеры.
1.5. Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации, регламентируется в отраслевой нормативно-технической документации.
1.6. Нормы точности отливок: классы размерной точности, степень коробления, степень точности поверхностей, классы точности масс, а также ряды припусков на обработку, для различных технологических процессов и условий изготовления и обработки отливок приведены в приложениях 1-7.
На отдельные размеры и поверхности отливок допускается устанавливать более жесткие нормы точности, чем в целом на отливку.
1.7. На чертеже отливки (или чертеже детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
1.8. Термины, применяемые в настоящем стандарте, и их определения приведены в приложении 9.
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ, РАСПОЛОЖЕНИЯ
И НЕРОВНОСТЕЙ ПОВЕРХНОСТЕЙ ОТЛИВОК
2.1. Допуски линейных размеров отливок, изменяемых и не изменяемых обработкой, должны соответствовать указанным в табл.1.
Интервал номинальных размеров, мм
Допуски размеров отливок, мм, не более, для классов точности
Для наклонных, конических и фасонных поверхностей, заданных координатами от одной базы или поверхности, допускается устанавливать допуски на номинальное значение наибольшего из размеров.
Допуски размеров, установленные в табл.1, не учитывают допуски формы и расположения поверхностей отливок, кроме оговоренных в пп.2.6-2.8.
2.2. Допуски размеров элементов отливки, образованных двумя полуформами или полуформой и стержнем, устанавливают соответствующими классу размерной точности отливки. Допуски размеров, образованных одной частью литейной формы или одним стержнем, устанавливают на 1, 2 класса точнее. Допуски размеров, образованных тремя и более частями литейной формы, несколькими стержнями или подвижными элементами формы, а также допуски толщины стенок, образованных двумя и более частями формы или формой и стержнем, устанавливают на 1, 2 класса грубее.
2.3. Допуски размеров отливок от предварительно обработанной поверхности до литой поверхности должны соответствовать табл.1. Классы их точности и обозначения на чертежах устанавливаются отраслевыми нормативно-техническими документами.
2.4. Допуски угловых размеров в пересчете на линейные не должны превышать значений, установленных в табл.1 для линейных размеров соответствующих классов точности.
2.5. Допуски формы и расположения поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражении должны соответствовать указанным в табл.2.
Номинальный размер нормируемого участка отливки, мм
Допуск формы и расположения элементов отливки, мм, не более, для степеней коробления элементов отливки
Квалитет точности

Квалитет – степень допустимых отклонений в исполнении деталей, инструмента. В переводе с латинского слово «квалитет» означает качество, которое предполагает минимум погрешности при соблюдении размеров. В машиностроении существуют двадцать квалитетов точности. Каждый уровень норматива предполагает определенный набор допусков. Систему квалитетов применяют при заданном уровне точности и сложной конфигурации деталей, уникальном назначении изделий из металла, других материалов.
Таблица квалитетов
В системе допусков и посадок основу составляют квалитеты, предполагающие одинаковую степень точности. Таблица квалитетов составлена из 20 позиций, где по нарастающей указаны увеличения допуска. Другими словами, чем больше номер квалитета, тем ниже точность исполнения детали или технического изделия:
- первые четыре позиций используют для калибров;
- от пятой до двенадцатой опции – предусмотрены допуски;
Шагом точности принят 1 мм. В таблицу занесены номинальные значения по интервалам в миллиметрах. В первой строке минимальные значения соответствуют диапазону измерений от 3 мм до 6 мм. Максимально возможный интервал 650 единиц установлен от 2500 мм до 3150 мм.
Область применения квалитета
Специалисты по изготовлению деталей, режущего инструмента, других приспособлений и запчастей, комплектующих для машин, механизмов, оборудования выделяют следующие области применения:
- первые три уровня точности изготовления необходимы при выпуске элементов с концевыми плосконаправленными мерами длины;
- позиции второго, третьего, четвертого квалитета соответствуют допускам, которые возможны при работе с высокоточными приборами – пробками-калибрами, скобами-калибрами;
- пятый и шестой нормативы точности применимы в соединениях деталей, где необходимо совпадение размеров сторон;
- седьмой и восьмой допуски используют в станкостроении и машиностроении для получения отверстий высокой точности;
- девятый и десятый квалитеты стандартизируют изделия импортного производства;
- одиннадцатый и двенадцатый классы точности применимы к деталям, которые изготавливают способом литья или штамповки;
- тринадцатый и четырнадцатый квалитеты допуска указывают для запчастей, которые отливают методом литья в земляные формы;
- от пятнадцатого до восемнадцатого квалитета рассчитаны погрешности исполнения деталей, присоединение которых подразумевает использование переходников на другие размеры и точность литья.
В машиностроении разработана специальная таблица квалитетов с калибрами и допусками на каждый квалитет точности.
Система посадок и допусков
На основании экспериментальных изысканий и теоретических исследований выстроена схема допусков и посадок. В результате практического применения, опытов и тестирования выявлены оптимальные номинальные значения, которые позволяют создавать надежно работающее соединение механизма. При этом существующие квалитеты не дают высокого износа, выработки металлических комплектующих в соединительных узлах, приспособлениях, оборудовании. Табличные значения предполагают минимально возможные и допустимые погрешности исполнение, но при этом достаточные для обеспечения функциональности механизма.
Важной областью применения квалитетов являются инструменты для резки, измерительное оборудование. Существование номинальных значений допусков и посадок обеспечивает точное исполнение комплектующих для автомобилестроения, машиностроения. Важно сохранить точность в химической, медицинской сферах, где используют точные измерительные приборы. Предельные отклонения от точного размера указывают в таблице, на которую ориентируются изготовители разных деталей, запчастей, заготовок.
Размерные группы квалитетов
Специалисты выделяют пять групп квалитетов по размерам:
- первая группа – до 1 мм;
- вторая группа – от 1 мм до 500 мм;
- третья группа – от 501 мм до 3500 мм;
- четвертая группа – от 3150 мм до 10 000 мм;
- пятая группа – выше 10 001 мм.
Виды посадок
При проведении сборки механизмов, агрегатных узлов требуется обеспечить прочность соединения путем посадки одной детали на другую. Выделяют определенные виды посадки:
- с переходом;
- с натягом;
- с зазором.
Возможность заменять комплектующие точного исполнения
В процессе работы механизмы, оборудование, узлы и агрегаты подвергаются разному воздействию – напряжению, растяжению, давлению, сжатию. В связи с этим могут приходить в негодность отдельные комплектующие – элементы сложного механизмы. Для их замены выбирают новые детали такого же размера и конфигурации, поэтому важно соблюдать квалитеты точности при литье, штамповке любые заготовок, целых изделий. Комплектующие делают точно по заданным геометрическим параметрам. Для сборки одного механизма применяют заготовки, выпуск которых уже освоен и налажено производство. Это экономит расходы и позволяет соблюдать точную конфигурацию детали.
Модульная компоновка – эффективный метод стандартизации выпускаемых изделий технического направления. Благодаря этому способу обеспечивают взаимозаменяемость агрегатов, деталей, узлов. В промышленном производстве налажен массовый выпуск комплектующих к станкам, оборудованию, машинам, механизмам и агрегатам. Это позволяет организовать быструю замену неисправных запчастей сложной конфигурации оригинального исполнения.
Детали поставляют на сборочные конвейерные линии по выпуску разных машин, техники, оборудования. Благодаря точности квалитета элементам и комплектующим не нужна подгонка – монтаж осуществляется специальным инструментом в самые сжатые сроки. Оборудование с новыми деталями продолжает выполнять функции и демонстрирует номинальные эксплуатационные возможности.
Выбор сверла с учетом квалитета точности
Ручное приспособление должно обладать определенным квалитетом точности. Производители предлагают сверло класса А1, В1, В – в зависимости от квалитета точности. Инструмент с допуском А1 рассчитан на 10-13 диапазон отклонений, В1 – опция для номинальных значений 14 квалитета, В – позиция со значениями 15 норматива минимальных отклонений.
Читайте также: