Техника правки металла и техника безопасности
Обновлено: 04.10.2024
Заготовки из тонколистового металла и проволоки часто бывают неровными, поэтому перед обработкой их необходимо выровнять. Правка — это слесарная операция по выравниванию заготовок.
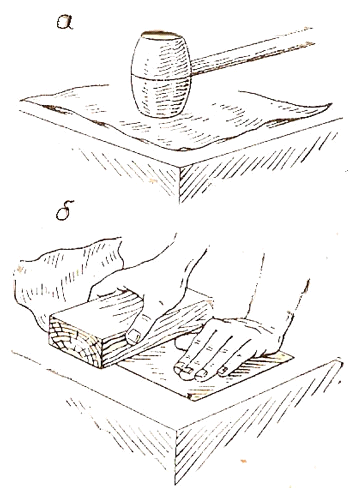
Листы из жести правят деревянным молотком — киянкой. Лист кладут на металлическую правильную плиту выпуклостью вверх (рис. 63). Удары наносят начиная с краев листа. Приближаясь к выпуклому месту, следует уменьшить силу удара, но удары наносить чаще. Нельзя ударять по самой выпуклости, так как она от этого еще больше увеличится.
Листовой металл толщиной до 0,2 мм правят деревянным бруском — гладилкой, которую перемещают по поверхности заго товки, лежащей на плите. Тонкую фольгу распрямляют ватным тампоном.
В промышленности листовой металл правят, пропуская его между вращающимися валками листоправильного стана.
Правка проволоки может выполняться разными способами. Выпрямить тонкую и мягкую проволоку можно, протягивая ее между гвоздями, вбитыми в доску (рис. 64, а), между двумя брусками, зажатыми в тисках (рис. 64, б), или вокруг цилиндриче ского стального стержня (рис. 64, в).
Толстую стальную проволоку правят на плите (рис. 64, г), легко ударяя по выпуклым местам молотком. Медную и алюминиевую проволоку выпрямляют киянкой.
Правила техники безопасности
1. Осторожно обходиться с заготовками, поскольку листовой металл и проволока имеют острые кромки.
2. Обязательно надевать рукавицу на руку, удерживающую заготовку при ее правке.
3. Работать только исправным молотком и киянкой.
4. Держать руку, которая удерживает заготовку, по возможности дальше от места удара молотком или киянкой.
5. Не стоять за спиной товарища, когда он работает.


Тонколистовой металл толщиной до 0,5 мм правят осторожными движениями деревянной колодкой-гладилкой (рис.). Очень тонкий листовой металл (фольгу) правят ватным тампоном.
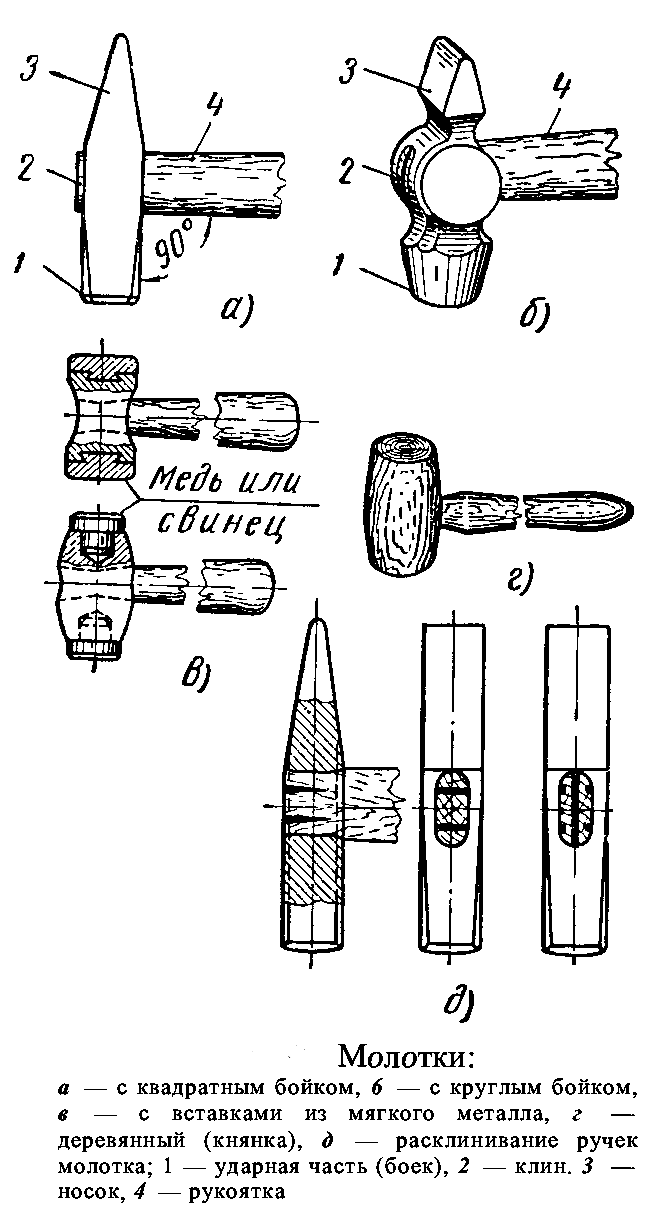
В процессе правки используют молотки с квадратным и круглым бойком (рис.).
Для правки непластичных деталей применяются молотки со вставками из твёрдых сплавов (см. рис.).
При правке деталей с окончательно обработанной поверхностью применяют молотки со вставками из мягких металлов и сплавов (медь, свинец, латунь), а также с резиновыми наконечниками (рис.). Такими же молотками правят детали из цветных металлов и их сплавов, тонкостенные трубы.
Деталь из листового металла слесарным молотком правят так. Её кладут на правильную плиту выпуклостью вверх так, чтобы края плотно касались плиты.
Место выпуклости обводят мелом или карандашом. После этого наносят удары молотком от края детали по направлению к выпуклостям. По мере приближения к выпуклости удары следует наносить слабее, но чаще (рис.). В процессе правки деталь постоянно поворачивают для того, чтобы удары равномерно распределялись вокруг выпуклости. Материал под действием ударов будет вытягиваться, а выпуклость постепенно исчезать. Правка продолжается до полного устранения выпуклости.
Качество правки на плите проверяют на просвет или с помощью контрольной линейки.
Толстую проволоку правят молотком на плите или металлической подкладке. Чтобы поверхность проволоки после правки была ровной и гладкой, боёк молотка не должен оставлять на ней вмятин. Поэтому материал, из которого он изготовлен, должен быть мягче, чем проволока. Чаще всего алюминиевую и медную проволоку правят киянкой.
Правку начинают с конца проволоки, нанося частые лёгкие удары на выпуклые места. Проволоку при этом постоянно прокручивают вокруг оси. Качество правки проверяют на глаз или прокатыванием проволоки по плоской поверхности. Короткие отрезки проверяют прикладыванием к краю металлической линейки.
При выпрямлении тонкой проволоки чаще всего используют следующие способы.
1. Проволоку кладут на плиту и наносят лёгкие частые удары молотком, одновременно покручивая её вокруг оси (рис.).
2. Изогнутый участок проволоки помещают между губками плоскогубцев и сильно сжимают.
3. Проволоку протягивают между гвоздями, вбитыми в доску (рис.).
4. Проволоку с помощью ручных тисков или плоскогубцев протягивают между двумя дощечками, зажатыми в тисках (рис.).
5. Концы отрезка проволоки обматывают 2-3 раза вокруг деревянных палочек, а затем несколько раз протягивают его вокруг металлического стержня, зажатого в тиски (рис.).
6. Один конец проволоки закрепляют в тисках между двумя дощечками, а за второй конец вытягивают её на всю необходимую длину.
Определение места сгиба, разреза или всей длины проволоки с соблюдением размеров, указанных на чертеже, называют разметкой. Эту операцию выполняют с помощью линейки, карандаша, угольника и чертилки.
Например, если необходимо согнуть проволоку на расстоянии 100 мм от её начала, то для этого к ней следует приложить линейку так, чтобы нулевая отметка совпала с краем отрезка. Затем на линейке находят отметку 100 мм и напротив неё на проволоке делают метку.
Гибка - это слесарная операция, с помощью которой заготовке придаётся нужная форма. Проволоку диаметром до 3 мм сгибают круглогубцами (рис.) и плоскогубцами (рис.). Для сгибания деталей криволинейной формы применяют круглогубцы. Толстую проволоку гнут с помощью оправок в тисках или используя гибочные приспособления (рис.).
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
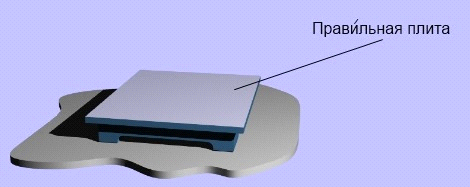
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
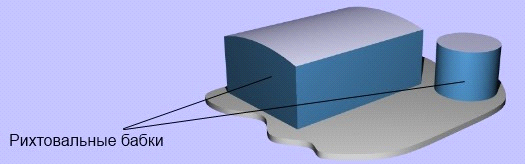
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Тема 3: «Правка металлов»
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты -различные молотки.
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
Слесарные молотки: а – молоток с круглым бойком; б – молоток с квадратным бойком.
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400X400 мм до 1500Х Х3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Кроме молотков, применяются деревянные и металлические гладилки и поддержки.
а- деревянный молоток; б- гладилка из твердых пород;
Так как ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
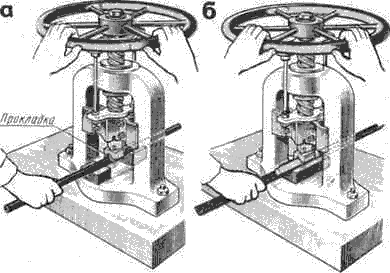
Правка на винтовом прессе: а — трубы, б — углового проката
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Техника безопасности при правке листового материала
1. Проверить исправность молотка:
а) надежно ли молоток насажен на ручку и прочно ли на ней закреплен;
б) не имеют ли бойки молотка выбоин или трещин.
2 При проверке стальных листов и изделий больших и средних толщин на руки обязательно надевать рукавицы во избежание пореза рук об острые края листа.
Тема: Правка, гибка, разметка металла. Инструктаж по ТБ.
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться. В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
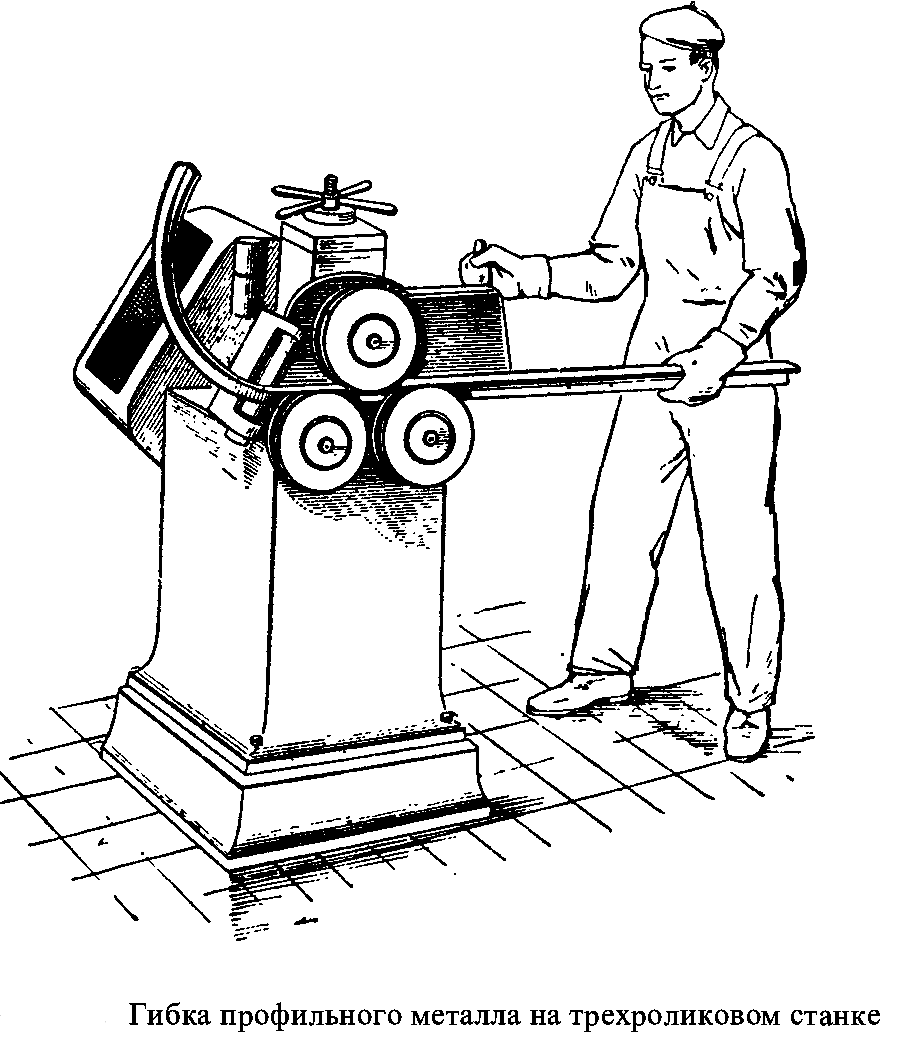
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными
При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
Методическая разработка "Инструкции по безопасной работе в слесарной мастерской"
Слесарь – жестянщик обязан хорошо изучить и в процессе опиливания выполнять правила техники безопасности, содержащие следующие положения:
1. Запрещается работать на неисправных тисках, непрочно закрепленных на верстаке.
2. Верстаки должны быть надежно закреплены на полу.
3. Напильники должны иметь хорошо насаженную деревянную ручку с металлическим обжимным кольцом. Работать напильниками без ручек строго запрещается.
4. Запрещается пользоваться напильниками с треснувшими или расколотыми ручками.
5. При опиливании деталей с острыми кромками нужно быть очень внимательным, чтобы не поранить пальцы и кисти рук, нельзя поджимать пальцы левой руки под напильник при его обратном движении.
6. Нельзя удалять руками металлическую стружку с поверхности изделия или тисков.
7. Запрещается сдувать стружку сжатым воздухом, так как в этом случае стружка и металлическая пыль могут попасть в глаза не только работающему, но и товарищам, находящимся поблизости. Стружку удалять следует специальными щетками (сметками).
8. Укладывать инструмент в инструментальный ящик нужно так, чтобы острые концы его были направлены в сторону внутренней стенки ящика.
9. Тиски по высоте должны быть установлены в соответствии с ростом рабочего.
ИНСТРУКЦИЯ № 1
Правила техники безопасности при рубке металла
1. Инструмент должен располагаться по обе стороны от тисков: зубило, крейцмейселъ - слева, молоток - справа, режущий инструмент - лезвием к учащимся, молоток кладется так, чтобы боек был у тисков. Проверочный инструмент помещается ближе к задней части верстака.
2. Режущий инструмент, молотки, рукоятки молотка должны быть без трещин, забоин, заусениц, молоток надежно закреплен на рукоятке.
3. В процессе рубки следует смотреть на лезвие зубила, а не на ударную часть.
4. Перед окончанием рубки сила удара уменьшается, иначе металл может отколоться, зубило выскользнет и ударит соседа.
5. При обработке хрупких материалов необходимо применять защитные сетки и работать в очках.
6. Листовой материал рубят в тисках по уровню губок.
7. Прутковый материал рубят на плите или наковальне,
8. По окончании рубки рабочее место убирают, верстак очищают волосяной щеткой.
ИНСТРУКЦИЯ № 2
Правила техники безопасности при клёпке
1. Правила техники безопасности при клёпке не отличаются от правил безопасной работы для остальных слесарных операций: не допускается работа плохо насаженным молотком, рукоятки молотков не должны иметь трещин, на обжимках, натяжках не должно быть трещин, сколов, выбоин, не следует сильно сжимать поддержку в руках.
ИНСТРУКЦИЯ № 3
Правила техники безопасности при опиливании металла
1. Нельзя работать напильником без ручек или с расколотыми ручками.
2. Ручки должны иметь полированную поверхность.
3. Не следует охватывать нос напильника снизу: при холостом ходе можно задеть за деталь и повредить руку.
4. При чрезмерном продвижении напильника вперед ручка может задеть за край детали, хвостик выйдет из ручки, что приведет к травме.
5. Стружку, образующуюся при опиливании. нельзя сбрасывать рукой и сдувать, иначе возможны ранения рук, засорение глаз. Стружка удаляется волосяными щетками.
6. Тиски должны быть хорошо закреплены на верстаках. Тиски должны по высоте соответствовать росту учащихся.
7. Во время работы на верстаке не должно быть ничего лишнего. Порядок и чистота на рабочем месте ускоряют и повышают качество работы.
8. По окончании работы тиски, верстаки тщательно убираются.
ИНСТРУКЦИЯ № 4
Правила техники безопасности при нарезании резьбы
1. Резьбонарезной инструмент необходимо правильно и аккуратно хранить. Метчики рекомендуется хранить в деревянных колодках с гнездами, куда их вставляют хвостиками. Плашки хранятся в футлярах или подвешиваются на специальных щитках.
2. После работы метчики и плашки должны начисто протираться и смазываться.
3. При малейшем затуплении резьбонарезного инструмента он отправляется на заточку.
4. При работе резьбонарезным инструментом необходимо быть внимательным, чтобы не ранить руку острыми режущими кромками.
5. При работе резьбонарезным инструментом на станках необходимо соблюдать правила безопасности на станках, для того чтобы получилась полная резьба, нужно, чтобы размер плашки или метчика соответствовал размеру резьбы, когда отверстие под резьбу имеет меньший размер, а стержень больший размер, чем требуется, при нарезании резьбы не будет пространства для выдавливания витков, а это может привести к срыву витков нарезаемой резьбы, поломки метчика, выкрашиванию режущих кромок.
6. Только при правильной эксплуатации и хранении инструмента будет обеспечена высокопроизводительная работа слесаря.
ИНСТРУКЦИЯ №5
Правила техники безопасности при разметке
1. При работе с чертилками нужна осторожность, чтобы не пораниться о ее острые концы.
2. После окончания работы следует надеть на чертилки защитные колпачки или устанавливать их в специальные места.
3. Устанавливать детали на плиты, верстаки, нужно надежно, иначе ири падении их можно получить травму. Работая кернером, нужно перед работой убедиться, что он исправен: боек не разбит, заостренная часть достаточно остра.
4. Кернер во время удара должен стоять перпендикулярно относительно заготовки.
5. Молоток должен быть с целой ручкой, без трещин и заусениц, боек должен быть не разбит.
6. На плите, где ведется разметка, не должно быть ничего лишнего.
7. Инструмент и вспомогательный материал следует располагать таким образом, чтобы то, что берут левой рукой, находилось слева, что правой - справа.
8. Инструмент, применяемый чаше, должен быть ближе.
9. Чертежи следует прикреплять к специальным подставкам.
ИНСТРУКЦИЯ № 6
Правила техники безопасности при работе на токарно-винторезном станке
1. Перед работой осмотреть станок, проверить исправность заземления и всех ограждений.
2. Не приступать к работе до получения инструктажа.
3. Надежно закреплять обрабатываемую деталь и режущий инструмент.
4. Перед включением электродвигателя установи нужную скорость обрабатываемой детали. Режущий инструмент отведи от детали.
5. Во время работы не оставлять станок без надзора.
6. При всяком прекращении работы останови станок, выключив
7. Останавливать станок необходимо при установке и снятии обрабатываемой детали, при смене режущего инструмента, чистке, смазке, а также при уборке стружки.
8. Не удалять стружку во время работы станка руками, а пользоваться спец. крючком и щеткой-скребком.
9. Соблюдать чистоту и порядок на рабочем месте.
10. Не измеряй деталь на ходу станка.
11. Не тормози руками вращающийся патрон.
12. О всех неисправностях станка сообщай учителю.
ИНСТРУКЦИЯ № 7
Правила техники безопасности при склеивании деталей из древесины и отделки поверхности изделия
1. Склеивание деталей надо производить только на подкладной доске.
2. При работе надо избегать попадание клея на кожу рук.
3. После работы надо тщательно вымыть руки и проветрить помещение.
4. После работы инструмент, которым производят зачистку неровностей на поверхности изделия, следует очистить от опилок.
5. Работать можно рашпилем с хорошо, прочно насаженной ручкой.
6. С красителями надо обращаться осторожно, нельзя допускать их попадания на кожу рук, тела, одежду.
7. По окончании работы надо тщательно вымыть руки с мылом.
8. Опилки и шлифовальную пыль с поверхности изделия надо удалять специальной щеткой.
ИНСТРУКЦИЯ № 8
Правда техники безопасности при работе столярной ножовкой
1. Перед распиливанием заготовки следует правильно установить ее на верстаке.
2. Работать пилой или ножовкой надо без рывков и изгибов полотна.
3. Нельзя направлять полотно пилы пальцем, используйте для этих целей деревянные бруски, специальные упоры.
4. Нельзя держать левую руку близко к полотну пилы.
5. Стружки со столярного верстака убирайте щеткой-сметкой.
ИНСТРУКЦИЯ № 9
Правила техники безопасности при работе на сверлильном станке
1. Проверить исправность станка.
2. Проверить станок на холостом ходу.
3. Проверить наличие и исправность спецодежды.
4. Надежно закрепить сверло в патроне.
5. Заготовку закрепляй в тиски.
6. При работе не наклоняй голову к станку.
7. Подачу осуществляй плавно, равномерно.
8. Работай исправным и хорошо заточенным инструментом.
9. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать опилки строго воспрещается.
ИНСТРУКЦИЯ № 10
Правила техники безопасности при работе на Н.Г.Ф. станке
1. Проверить исправность станка и станочного инструмента.
2. Проверить наличие и исправность спецодежды.
3. Проверить работу на холостом ходу.
4. Заготовку прочно закрепить в машинных тисках.
5. Иметь защитное ограждение (очки, экран).
6. Подачу осуществлять плавно, равномерно.
7. Обмер детали производить при полной остановке станка.
8. Передавать инструмент или что-либо через вращающиеся части станка строго запрещается.
9. Не наклоняйся близко к вращающейся фрезе.
10. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать очистки строго воспрещается.
11. Станок сдай дежурному, учителю.
ИНСТРУКЦИЯ № 11
Правила техники безопасности при резании ножницами по металлу
1. Инструмент должен быть исправен (плоскости ножниц не должны иметь зазор, если он есть, то следует подтянуть винт и зафиксировать его гайкой).
2. Проверить, прочно ли закреплена ручка ножниц в тисках.
3. Отрезаемую при резании ножницами заготовку из листового металла придерживайте рукой в перчатке (рукавице).
4. Мелкие стружки не сдувайте и не смахивайте руками, отходы сложите в специальный ящик.
5. Не прикасайтесь пальцами к острым краям заготовки.
ИНСТРУКЦИЯ № 12
Правила техники безопасности при правке металла
1. Проверить исправность инструмента, молоток должен плотно насажан на ручку и расклинен, поверхность бойка молотка должна быть не отбитой.
2. Правку металла выполняй в специальном месте (правочные плиты, наковальни).
3. Заготовку при правке придерживают рукой в перчатке (рукавице).
ИНСТРУКЦИЯ № 13
Правила техники безопасности при электропаянии
1. Подготовьте и проверьте исправность инструмента, электропаяльника и приспособлений.
Особенно убедитесь в исправности ручки электропаяльника и проводов.
2. Проверьте надежность заземления рабочего стола и наличие вытяжки.
3. Используйте электропаяльник по назначению, не роняйте и не используйте его в качестве ударного инструмента.
4. Не касайтесь горячих мест руками, кладите нагретый электропаяльник на специальную подставку.
5. При пайке, лужении и работе с кислотами используйте резиновые перчатки и защитные очки.
6. Не оставляйте включенный электропаяльник без присмотра, при отключении не вынимайте вилку из штепсельной розетки рывком за провод.
ИНСТРУКЦИЯ № 14
Правила техники безопасности при резании ножовкой по металлу
1. Проверить исправность инструмента, (правильно ли закреплено полотно).
2. Надежно закрепить заготовку в тисках.
3. Пиление производить на всю длину полотна.
4. Пиление должно быть равномерным, прямолинейным.
5. По окончании работы убрать рабочее место (опилки не сдувать и не смахивать руками).
ПО ОХРАНЕ ТРУДА ПРИ ЭЛЕКТРОПАЯНИИ
1 . ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работам по электропаянию допускаются лица прошедшие медицинский осмотр и инструктаж по охране труда.
К работам по электропаянию допускаются учащиеся 5-го класса.
1.2 Опасные производственные факторы:
- ожоги горячим электропаяльником или брызгами расплавленного припоя;
- отравления, повреждения глаз и кожи при работе с флюсами и оловянно-свинцовым припоем;
- поражение электрическим током при неисправности электропаяльника.
1.3. При выполнении работ по электропаянию используется специальная одежда: халат хлопчатобумажный, берет, защитные очки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
2.2. Подготовить и проверить исправность инструмента, приспособлений и электропаяльника, убедиться в целостности ручки электропаяльника и шнура электропитания.
2.3. Проверить надежность заземления рабочего стола.
2.4. Убедиться, что вблизи рабочего места нет легковоспламеняющихся материалов и горючих жидкостей.
2.5. Включить вытяжную вентиляцию.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Осторожно обращаться с электропаяльником, не ронять его и не ударять по нему какими-либо предметами, не использовать его в качестве ударного инструмента.
3.2. Не касаться горячих мест электропаяльника незащищенными руками, остерегаться припайке брызг расплавленного припоя.
3.3. При кратковременных перерывах в работе класть нагретый электропаяльник на специальную термостойкую подставку.
3.4. Не определять степень нагрева электропаяльника касанием нагретых его частей руками. 3.5. При пайке использовать в качестве флюса только канифоль, не использовать для этой цели кислоту.
3.6. Не оставлять без присмотра включенный в сеть электропаяльник.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. При неисправности электропаяльника, подводящего электрического шнура прекратить работу и сообщить об этом учителю
4.2. При возникновении пожара немедленно отключить электропаяльник от сети, эвакуировать учащихся и приступить к тушению очага возгорания первичными средствами пожаротушения.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Отключить электропаяльник от сети и после его остывания убрать на место.
5.2. Привести в порядок рабочее место и выключить вытяжную вентиляцию
5.3. Снять спецодежду и тщательно вымыть руки с мылом .
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работе на токарном станке по металлу допускаются лица, прошедшие медицинский осмотр и инструктаж по охране труда.
К работе на токарном станке по металлу допускаются учащиеся с 7-го класса.
- отсутствие ограждения приводных ремней, защитного кожуха патрона и защитного экрана;
- непрочное закрепление детали и инструмента;
- неисправности электрооборудования станка и заземления его корпуса.
1.3. При работе на токарном станке по металлу используется специальная одежда: халат хлопчатобумажный, берет, защитные очки. На полу около токарного станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. После окончания работы на токарном станке по металлу тщательно вымыть руки с мылом.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.2. Проверить наличие и надежность крепления защитных ограждений и соединения защитного заземления с корпусом станка.
2.3. Разложить инструменты и заготовки в определенном установленном порядке на тумбочке или на особом приспособлении.
2.4. Прочно закрепить резец и обрабатываемую деталь, вынуть ключ из патрона и положить его на установленное место.
2.5. Проверить работу станка на холостом ходу.
3.1. Плавно подводить резец к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2. Не наклонять голову близко к патрону, вращающейся детали или режущему инструменту.
3.3. Не передавать и не принимать какие-либо предметы через вращающиеся части станка.
3.4. Не измерять обрабатываемую деталь, не смазывать, не чистить и не убирать стружку до полной остановки станка.
3.5. Не облокачиваться и не опираться на станок, не класть на него инструмент или заготовки.
3.6. Не охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки или протирочных концов.
3.7. Не останавливать станок путем торможения патрона рукой.
3.8. Не поддерживать и не ловить рукой отрезаемую деталь.
3.9. Не оставлять работающий станок без присмотра.
4.1. При отключении тока в сети во время работы немедленно выключить пусковую кнопку.
4.2. При неисправности резца, его поломке или выкрашивании, а также неисправности заземления корпуса станка прекратить работу, отвести резец от обрабатываемой детали, выключить станок и сообщить об этом учителю (преподавателю, мастеру).
4.3. При загорании электрооборудования станка, немедленно выключить станок и приступить к тушению возгорания углекислотным, порошковым огнетушителем или песком.
4.4. При получении травм сообщить об этом учителю (преподавателю, мастеру), оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение.
5.1. Отвести резец от обрабатываемой детали и выключить станок.
5.2. Убрать стружку со станка при помощи крючка и щетки, не сдувать стружку ртом и не сметать ее рукой.
5.3. Протереть и смазать станок, промасленную ветошь убрать в металлический ящик с крышкой.
Читайте также: