Тепловая резка металла в судостроении
Обновлено: 04.05.2024
Технологическая классификация деталей корпуса и операции их изготовления
Корпуса современных судов состоят из листовых и профильных деталей различных по материалу, форме, размерам. Их количество для транспортных судов составляет десятки тысяч, а для сложных судов — более сотни тысяч. Для корпусов транспортных судов листовые детали из стали составляют 85-90% массы всех деталей, из них детали длиной до 1 м составляют до 12% по массе и до 75% по количеству. Примерно треть листовых деталей может иметь разделку кромок под сварку.
Изготовление деталей осуществляют в корпусообрабатывающем цехе (КОЦ). Трудоемкость работ составляет в зависимости от типа судна всего 4-6% общей трудоемкости его постройки. Однако качество изготовления деталей и в первую очередь обеспечиваемая точность формы и геометрических размеров существенно влияют на трудоемкость последующих сборочно-сварочных работ, возможность применения при их выполнении средств механизации и автоматизации.

Процесс резки металла для изготовления деталей корпуса судна
Для изготовления деталей корпуса и эффективного применения средств механизации и автоматизации детали объединяют в типовые группы в соответствии с общими принципами групповой технологии, в зависимости от общности применяемого для их изготовления оборудования, последовательности технологического процесса обработки, геометрических размеров деталей.
Из большого количества возможных вариантов группирования деталей корпуса представляют интерес группы:
- С законченным циклом обработки на одном виде оборудования (например, вырезка мелких плоских деталей на машинах с ЧПУ);
- Проходящие ряд общих операций на одном виде оборудования, а затем обрабатываемые на различном оборудовании;
- Обрабатываемые на разнотипном оборудовании по одинаковой многооперациоиной технологии.
Пример многооперационной обработки деталей последнего вида, которые требуют как общих, так и отдельных специфических операций, показан на рис. 1. Подобная технология характерна для изготовления значительного количества деталей корпуса судна.
В отраслевой документации в соответствии с принципами групповой технологии все детали корпуса из стали разделяют на 5 классов и 8 групп (табл. 1). Индекс типового варианта включает номер класса и номер группы (4.3-4-й класс и 3-я группа). При делении на классы учитывают вид проката (1-4-й классы — листовой, 5-й — профильный прокат), габаритные размеры (детали с размерами до 1 м относят к мелким) и форму кромок деталей (учитывают возможность использования механической резки для изготовления деталей с прямолинейными кромками).
Подразделение на группы определяется формой деталей (плоские или гнутые), наличием вырезов, наличием разделки кромок. Таким образом, образовано 48 типовых групп, для каждой из которых предлагается типовой технологический процесс изготовления. Например, для деталей группы 4.3 технологический процесс может включать операции резки — газовой (51) или плазменной (55), разделки кромок (64), зачистки кромок от грата (69) и вторичной правки (73).
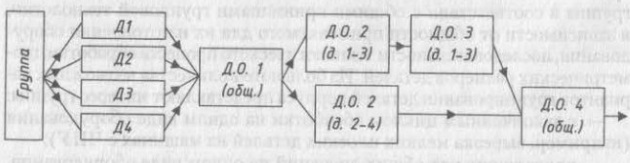
Рис. 1 Схема типового маршрута обработки деталей с общим многооперационным циклом
Д – деталь;
Д.О. – деталь-операция
Операции обработки деталей, как и сами детали, типизированы и имеют шифр, состоящий из двух цифр для листовых и трех – для профильных деталей. Первая цифра обозначает тип операции, вторая – применяемое оборудование или способ выполнения операций. Примеры шифров операций показаны в табл. 2.
На большинстве отечественных заводов группирование деталей корпуса, как правило, уточняют применительно к имеющемуся оборудованию, количеству деталей.
Все операции, которые выполняют при изготовлении деталей в КОЦ, разделяют на предварительные и основные. Предварительные операции относятся по существу не к изготовлению деталей, а к подготовке проката (листовых и профильных заготовок) для дальнейшей обработки.
- Предварительную правку;
- Очистку от окалины и ржавчины;
- Нанесение антикоррозионного покрытия (грунтовку).
Таблица 1 Классификация деталей корпуса и рекомендуемые маршруты их изготовления
| Группы | Классы | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| Листовые крупногабаритные | Листовые мелки | Детали из профильного проката | ||||
| Кромки прямолинейные | Кромки криволинейные | Кромки прямолинейные | Кромки криволинейные | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Плоские детали | Прямые детали | |||||
| 1 | Без вырезов и без разделки кромок | 1.1 (51, 55); 48; 69; 71 [43; 57; 71] | 2.1 (51, 55); 48; 69; 71 | 3.1 (51, 55); 48; 69; 73 [43; 57; 73] | 4.1 (51, 55); 48; 69; 73 | 5.1 404; (502, 503); 603; 701 |
| 2 | С вырезами, без разделки кромок | 1.2 (51, 55); 48; 69;71 | 2.2 (51, 55); 48; 69; 71 | 3.2 (51, 55); 48; 69; 73 | 4.2 (51, 55); 48; 69; 73 | 5.2 404; (502, 503); 603; 604; 701 |
| 3 | Без вырезов, с разделкой кромок | 1.3 (51, 55); 48; 64; 69; 71 [43; 57; 64; 69; 71] | 2.3 (51, 55); 48; 64; 69; 71 | 3.3 (51, 55); 48; 69; 94; 73 [43; 57; 94; 73] | 4.3 (51, 55); 48; 64; 69; 73 | 5.3 404; (502, 503); (602, 603); 604; 701 |
| 4 | С вырезами, с разделкой кромок | 1.4 (51, 55); 48; 64; 69; 71 | 2.4 (51, 55); 48; 64; 69; 71 | 3.4 (51, 55); 48; 69; 94; 73 | 4.4 (51, 55); 48; 64; 69; 73 | 5.4 404; (502, 503); (602, 603); 604; 701 |
| Гнутые, простой кривизны | С отогнутыми фланцами, без вырезов | Гнутые без вырезов | ||||
| 5 | Без разделки кромок | 1.5 (51, 55); 48; 81 [43; 57; 81] | 2.5 (51, 55); 48; 81 | 3.5 (51, 55); 48; 84 [43; 57; 84] | 4.5 (51, 55); 48; 84 | 5.6 404; (502, 503); 604; 803 |
| 6 | С разделкой кромок | 1.6 (51, 55); 48; 64; 69; 81 [43; 57; 64; 69; 81] | 2.6 (51, 55); 48; 64; 69; 81 | 3.6 (51, 55); 48; 94; 84 [43; 57; 69; 84] | 4.6 (51, 55); 48; 64; 69; 84 | 5.6 404; (502, 503); (602, 603); 604; 803 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Гнутые, с углами слома, со сложной кривизной | С отогнутыми фланцами, с вырезами | Гнутые, с вырезами | ||||
| 7 | Без разделки кромок | 1.7 (51, 55); 48; 82 [43; 57; 82] | 2.7 (51, 55); 48; 82 | 3.7 (51, 55); 48; 84 [43; 57; 84] | 3.8 (51, 55); 48; 84 | 5.7 404; (502, 503); 603; 803 |
| 8 | С разделкой кромок | 1.8 (51, 55); 48; 82 [43; 57; 64; 69; 82] | 2.8 (51, 55); 48; 64; 69; 82 | 3.8 (51, 55); 48; 94; 82 [43; 57; 94; 82] | 4.8 (51, 55); 48; 64; 69; 84 | 5.8 404; (502, 503); (602, 603); 604; 803 |
Курсивом даны классификационные индексы групп деталей, а прямым шрифтом — шифры операций обработки; из операций, приводимых в круглых скобках, следует выбрать одну.
В квадратных скобках для деталей с прямолинейными кромками даны варианты маршрутов изготовления с использованием механической резки.
Таблица 2 Примеры шрифтов операций изготовления деталей
| Шифр | Операция | Шифр | Операция |
|---|---|---|---|
| 11 | Предварительная правка в листоправильных вальцах | 71 | Правка в листоправильных вальцах |
| 21 | Дробеметная очистка | 73 | правка на прессе |
| 34 | Грунтовка на специальных агрегатах | 82 | Гибка на прессе |
| 43 | Разметка по эскизам | 84 | Отгибка фланцев на прессе |
| 48 | Маркировка специальным карандашом | 94 | Механическая строжка и разделка кромок |
| 51 | Газовая резка на машинах с ЧПУ | 404 | Разметка по эскизам |
| 53 | Газовая резка на переносных машинах | 502 | Газовая резка полуавтоматическая |
| 55 | Плазменная резка на машинах ЧПУ | 503 | Газовая ручная резка |
| 57 | Механическая резка | 602 | Разделка кромок на переносных машинах |
| 58 | Газовая резка со скосом кромок на машинах с ЧПУ | 603 | Разделка кромок ручным резаком |
| 61 | Разделка кромок в процессе резки | 604 | Зачистка от грата |
| 64 | Разделка кромок на переносных машинах | 701 | Правка на горизонтальном гибочном прессе |
| 69 | Зачистка кромок от грата | 803 | Гибка на горизонтальном гибочном прессе |
В состав основных операций входят:
- Разметка;
- Маркирование;
- Резки;
- Правка вторичная;
- Гибка.
Для изготовления некоторых деталей требуются:
- Разделка кромок;
- Снятие ласок;
- Термообработка;
- Сверление отверстий;
- Штамповка и др.
В процессе изготовления выполняют сортировку деталей, а заканчивается технологический процесс комплектацией. Из объема работ, выполняемых в КОЦ, составляют в среднем:
- Разметка и маркирование 14%;
- Резка 35%;
- Гибка 40%;
- Остальные операции 11%.
Способ резки в значительной мере определяет состав и последовательность остальных операций изготовления деталей.
Так, при механической резке, тепловой резке переносными машинами или ручной предварительно требуются разметка и маркирование, при тепловой резке на стационарных машинах с ЧПУ после резки выполняют только маркирование деталей. После кислородной резки необходима зачистка кромок от грата, а после плазменной и лазерной, как правило, зачистки кромок не требуется.
Выбор способа резки зависит от:
- Материала;
- Толщины;
- Габаритных длины и ширины;
- Количества деталей;
- Формы их кромок;
- Наличия вырезов;
- Имеющегося в цехе оборудования для резки.
Разделение деталей на типовые группы с общими многооперационными циклами обработки позволяет организовывать в КОЦ специализированные линии и участки, оборудованные соответствующими средствами механизации и автоматизации.
Инструмент и оборудование для тепловой резки
Тепловую резку выполняют специальными резаками ручным или механизированным способом на переносных газорезательных машинах, на стационарных машинах, работающих по наборным копир-щитам или металлическим шаблонам и на стационарных машинах с фотоэлектронным и программным управлением.
Ручную резку применяют при изготовлении единичных деталей из листового проката по разметке и мерных деталей из профильного проката с разделкой торцов под сварку, а также для выполнения вспомогательных операций: обрезка перемычек и отходов, пробивка отверстий и других работ по ремонту корпусных конструкций.
Инструментом для газовой резки служит газовый резак с двумя каналами: по одному из них подается горючая смесь для подогрева металла, по другому режущий кислород. Резаки выпускают с набором сменных мундштуков для резки деталей различных толщин.
Подача кислорода и горючего газа к резаку осуществляется по специальным резиновым шлангам через редукторы, предназначенные для снижения давления газа и установленные на баллоне или на трубопроводе.
Тепловую резку механизированным способом выполняют на газорезательных машинах с одним или несколькими резаками. Газорезательные машины по принципу действия могут быть разделены на полуавтоматические и автоматические.
Полуавтоматы — легкие переносные малогабаритные газорезательные машины. Газорезательная машина 2Р А-М (рис. 83) переносного типа предназначена для прямолинейной и криволинейной газовой резки листовой стали. Прямолинейную резку выполняют с применением переносных направляющих, резку по окружности — с помощью циркульного приспособления, разделку кромок под сварку и снятие ласок двумя резаками, работая ими одновременно.
В стационарных газорезательных машинах, в отличие от переносных, передвижение каретки и направление движения резака осуществляется автоматически. Резку выполняют без разметки контуров деталей на листах газорезательными машинами с магнитным копированием, с фотоэлектрическим и программным управлением, а также газорезательными автоматами с масштабно-дистанционной фотоэлектрической копировальной системой управления типов: МДФКС, МГФКА, «Одесса» и др.
Газорезательный автомат с фотокопировальным управлением МДФКС предназначен для вырезки из листовой стали плоских деталей различной конфигурации с помощью специальных кислородно-ацетиленовых резаков.
Автомат МДФКС состоит из двух основных частей: исполнительного механизма и командоаппарата, которые связаны между собой электрическим приводом, позволяющим осуществлять дистанционное управление (до 100 м) исполнительным механизмом. Исполнительный механизм (газорезательная машина) устанавливают непосредственно в цехе, а командоаппарат в отдельном закрытом помещении, на столе которого укреплен копир-чертеж, выполненный в масштабе 1 : 10 черными линиями на белом фоне. Вырезку деталей на газорезательном автомате МДФКС производят копированием заданного контура по копир-чертежу с помощью фотоэлектрической копировальной системы управления.
Масштабный газорезательный фотокопировальный автомат МГФКА (рис. 84) предназначен для вырезки кислородно-ацетиленовыми резаками деталей из листовой стали одновременно на двух раскроечных столах. Вырезку осуществляют по копир-чертежу, выполненному в масштабе 1 : 10 черными линиями на белом фоне. Машиной МГФКА можно одновременно вырезать две одинаковые либо симметричные (зеркально расположенные) детали. В настоящее время на судостроительных заводах для вырезки деталей по копир-чертежам применяют стационарные машины с фотоэлектронным и программным управлением типов: «Кристалл», «Одесса», «Зенит».
Автоматическая резка листовой стали по копир-щитам производится газорезательной машиной 18Р А-1, работающей по принципу магнитного копирования по копир-щитам (рис. 85).
Машина состоит из следующих основных узлов: машинного и раскроечного столов, двух тележек для продольного и поперечного перемещения газовых резаков в горизонтальной плоскости, редуктора с электродвигателем для вращения электромагнитной головки, суппортов с резаками и электропривода. Палец электромагнитной головки, вращаясь, перемещается по кромкам копира, укрепленного на машинном столе. Точно повторяя движение электромагнитного пальца, кислородно-ацетиленовые резаки производят вырезку деталей из листа, уложенного на раскроечном столе. Раскроечные столы отдельно стоящих стационарных машин и переносных машин для тепловой резки должны быть жесткой конструкции. Опорная поверхность стола выполняется в виде ребер, расположенных поперек стола. Ребра изготовляются из малоуглеродистой стали толщиной 10—12 мм. Сторона ребра, на которую опирается лист, имеет скос под углом 50—60°. Расстояние между ребрами 200—250 мм. Стол оснащен вентиляцией.
Рис. 83. Газорезательная машина 2РА-М
Рис. 84. Газорезательный автомат МГФКА
Рис. 85. Газорезательная машина 18РА-1
СУДОРЕМОНТ ОТ А ДО Я.
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Тепловая резка
В судостроении применяют следующие виды тепловой резки: кислородную, кислородно-флюсовую, плазменную и электродуговую. Кислородная резка основана на свойстве металла сгорать в струе чистого кислорода. При кислородно-флюсовой резке в режущую струю кислорода вводят дополнительно порошкообразные флюсы, которые сгорая выделяют большое количество тепла. В процессе плазменной резки металл проплавляется мощным дуговым разрядом, сконцентрированном на малом участке поверхности разделяемого металла и удаляется из зоны реза высокоскоростным газовым потоком (рис. 79).

Рис. 79. Схема плазменной резки.
/ — источник постоянного тока; 2 — электрод из вольфрама; 3 — плазмообразующий газ (аргон, азот, воздух или смеси); 4 — сопло резака; 5 — плазма (дуга); 6 — разрезаемый металл (стрелкой показано направление реза).
При электродуговой резке расплавление металла вдоль линии реза достигается теплом электрической дуги.
Из перечисленных видов тепловой резки наибольшее распространение получила кислородная резка. Кислородную резку широко применяют при сборке корпусных конструкций. Пользуясь кислородной резкой подгоняют сопрягаемые элементы собираемых конструкций, удаляют припуски, прихватки, временные сборочные крепления, разделывают кромки соединений под сварку и корень сварных швов и др.
Из всех металлов и сплавов, применяемых в судостроении, в наибольшей степени поддаются газовой резке малоуглеродистые и легированные стали, потому что они обладают следующими свойствами:
температура их горения в струе кислорода ниже температуры их плавления;
количество теплоты, выделяемое при сгорании металла (70 % от общей потребности), обеспечивает непрерывность и устойчивость процесса;
окислы металла, образующиеся в процессе резки, находятся в жидком состоянии и могут быть удалены из зоны реза струей кислорода.
Материалы, не удовлетворяющие этим требованиям (цветные металлы, чугун, легированные стали и др.), можно разрезать только с применением кислородно-флюсовой или плазменной резки.
При кислородной резке для нагрева и расплавления обрабатываемых материалов используется химическая реакция горения в кислороде горючих газов.
Кислород — бесцветный газ без запаха и вкуса, ооладающии высокой химической активностью и способный образовывать окислы со всеми элементами, кроме инертных газов. При контакте сжатого газообразного кислорода с органическими веществами (маслами, жирами, угольной пылью и т. п.) может возникать их самовоспламенение. Поэтому, используя кислород, необходимо не допускать его контакта с легковоспламеняющимися веществами.
Кислород получают путем сжижения атмосферного воздуха и испарения из него азота. Для кислородной резки применяется технический кислород по ГОСТ 5583—78 с чистотой до 99,7 объемных процентов.
В качестве горючих газов при кислородной резке используют ацетилен и пропан-бутан, в отдельных случаях применяют природный газ и горючие жидкости (керосин и др.).
Технический ацетилен получают из карбида кальция СаС2 в результате разложения его водой в ацетиленовых генераторах. Из-за присутствия фосфористого водорода и сероводорода технический ацетилен обладает резким запахом.
Пропан-бутановая смесь получается при добыче и переработке, природных нефтяных газов, а также при переработке нефти. Пропан-бутан в сжиженном состоянии хранится в баллонах.
Резка листов. Листовые детали корпуса получают кислородной и плазменной резкой. В настоящее время в судостроении начато внедрение газолазерной резки.
Кислородная резка обеспечивает высокие качество и производительность только при условии стабильности кислорода по чистоте и по давлению. Выполнить эти требования в большинстве случаев не представляется возможным. Кроме того, на кромках вырезанных деталей образуется грат в виде сплавленных с основным металлом капель несгоревших окислов железа. Наличие грата на деталях недопустимо. Однако удаление грата до сих пор выполняется вручную посредством зубил, скребков и т. п.
Плазменная резка лишейа перечисленных выше недостатков. Она более производительна, может быть применена для резки любых металлов, оставляет после себя минимальные тепловые деформации. Одним из недостатков плазменной резки является некоторое усложнение условий труда (яркость пла-зовой дуги).
Тепловую резку листов осуществляют с помощью стационарных и переносных машин.
В стационарных машинах движение резки осуществляется автоматически. Ведущее устройство машины вместе с газовым резаком перемещается по траектории заданной программой, записанной на ленте, копир-чертежом или стальным копиром.
Стационарная машина для тепловой резки с программным управлением типа «Кристалл» представляет собой портал, перемещающийся вдоль разрезаемого листа по направляющим. На портале расположены каретка, несущая резак, и пульт управления (рис. 23).
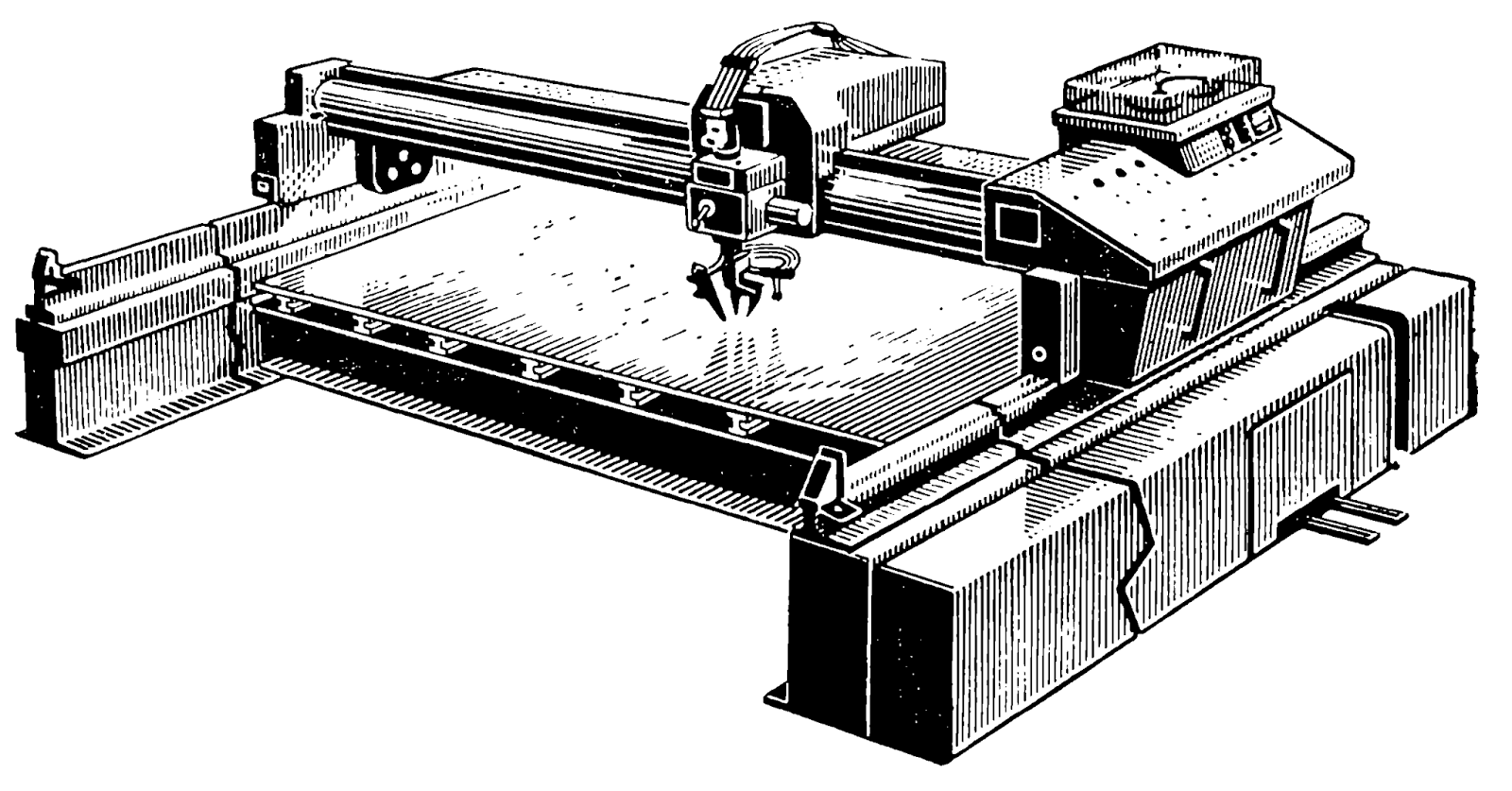
Рис. 23. Машина «Кристалл» с программным управлением.
Переносная машина для тепловой резки обычно выполняется в виде самоходной тележки, несущей на себе штангу с одним или двумя резаками (рис. 24).

Рис. 24. Переносная машина 2РА-М для тепловой резки листов.
Движение машины осуществляется с помощью встроенного электродвигателя по направляющим, уложенным на разрезаемый лист. С помощью переносных машин вырезают листовые детали с прямыми или криволинейными кромками, выполняют разделку кромок под сварку. Для этого резак устанавливают под заданным углом к поверхности плата.
На ряде заводов отрасли внедрена газолазерная резка листовых деталей толщиной до 4 мм. Физическая сущность процесса состоит в том, что металл разрезается совместным действием сфокусированного лазерного луча и кислородной струи, прошедшими через оптический резак (рис. 25).
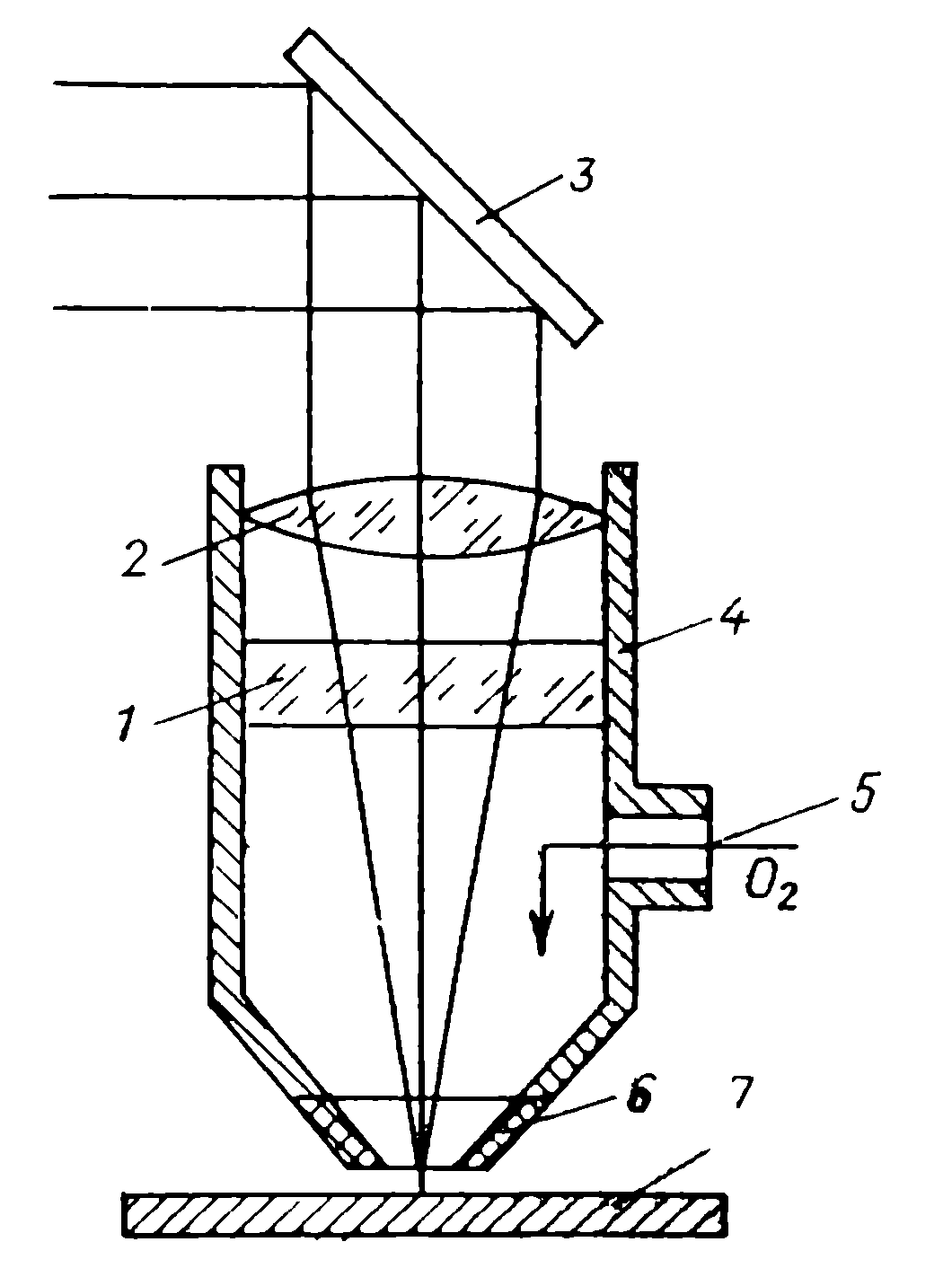
Рис. 25. Оптический резак. 1 — защитная пластине; 2 — фокусирующая система; в — отклоняющее зеркало; 4 — корпус; 5 — штуцер для ввода сопутствующего газа; 6 — сбпло; 7 — обрабатываемый лист.
Газолазерной резкой можно разрезать с большой скоростью практически любые материалы при минимальных тепловых деформациях.
Тепловая строжка
Тепловая строжка является разновидностью тепловой резки металла. Сущность этого процесса состоит в том, что режущая струя кислорода направляется не перпендикулярно, а почти параллельно поверхности металла или под острым углом к ней (рис. 89).

Рис. 89. Тепловая резка (строжка).
При перемещении резака кислородная струя выжигает на поверхности металла узкую, неглубокую канавку. Размеры канавки (ее глубина и ширина) зависят от угла наклона режущей струи к поверхности металла и ее диаметра, а также от скорости перемещения резака.
Тепловая строжка широко применяется при выполнении корпусосборочных работ для удаления поверхностных дефектов в сварных швах, прихваток и временных сборочных приспособлений, разделки кромок металла под сварку.
Тепловая строжка в судостроении выполняется ручным газовым строгачем. Он дает нагревающее пламя большей мощности и пониженную скорость режущей струи кислорода, чем обычный резак. Строгач отличается конструктивно от ручного резака большей длиной и увеличенными размерами выходных отверстий подогревающего пламени и режущего кислорода.
Приемы выполнения тепловой строжки во многом аналогичны приемам тепловой резки. Металл нагревают в начальной точке до температуры воспламенения, держа головку строгача под углом 70—80° к поверхности металла. После воспламенения металла пускают струю режущего кислорода и, установив головку строгача под острым углом (10—30°) к поверхности металла, начинают равномерно перемещать его по линии строжки. Если канавка, полученная тепловой строжкой, имеет недостаточную глубину или ширину, процесс повторяют в обратном направлении после первого прохода. Края канавки зачищают от шлака с помощью пневматической турбинки. Чистота обработки металла зависит от чистоты кислорода и его давления, наклона режущей струи к поверхности металла, ско-' рости и равномерности перемещения строгача, мощности подогревающего пламени.
В последние годы большое распространение в судостроении получила воздушно-дуговая строжка. Она более экономичная, чем тепловая. Сущность ее состоит в том, что обрабатываемый металл расплавляется электрической дугой, возникающей между ним и электродом, и выдувается из полости реза струей сжатого воздуха. В этом случае применяют неплавящиеся угольные или графитовые электроды. Поток сжатого воздуха направлен параллельно электроду.

Рис. 90. Схема воздушно-дуговой строжки.
/ — электровоздушный строгач; 2 — струя сжатого воздуха; 3 — электрод; 4 — канавка; 5 — направление строжки.
Выполняя воздушно-дуговую строжку (рис. 90), электрод располагают под углом 30— 45° к поверхности металла, несколько погружая его в образовавшееся углубление. Выплавленный металл разбрасывается струей сжатого воздуха вперед и в стороны.
Читайте также: