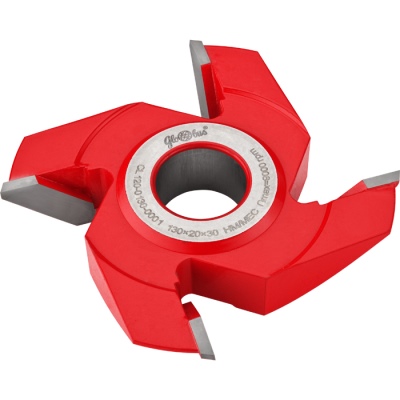
Угловая фреза по металлу
Обновлено: 08.05.2024
Применение: фрезы предназначены для фрезерования угловых пазов, канавок, наклонных поверхностей.
В инструментальном производстве угловые фрезы широко применяются для обработки стружечных канавок инструмента. По форме различают фрезы одно- и двухугловые.
Одноугловой инструмент оснащен режущими кромками на торце и конической поверхности. В связи с тем, что резание металла осуществляется преимущественно режущими кромками на конической поверхности фрезы, в процессе обработки возникают осевые усилия резания.
Двухугловые фрезы оснащаются режущими кромками на двух смежных конических поверхностях, поэтому осевые усилия при резании двумя кромками зуба частично компенсируют друг друга. При использовании симметричного инструмента эти силы уравновешиваются. Для двухугловых фрез характерна более плавная работа. Инструмент небольших размеров изготовляют с коническим и цилиндрическим хвостовиком.
Особенность конструкции угловых фрез – уменьшение толщины среза вдоль кромки. Вследствие этого вероятно срезание толщины среза участками кромок у малых торцов, равной радиусу округления режущей кромки. Это негативно влияет на процесс резания. При наличии отрицательных передних углов в зоне резания на радиусе округления может возникнуть сильный нагрев, повышенные усилия и, как следствие, преждевременный износ инструмента. Для обеспечения нормальный условий обработки рекомендуется уменьшить количество рабочих зубьев в два раза, т.е. срезать их через один зуб.
При работе с угловыми фрезами малых диаметров возникают трудности при уменьшении числа зубьев. Основная проблема связана с выбором количества зубьев. Иногда сложно разместить на расположенном ближе к центру участке фрезы нужное число зубьев, идентичное их количеству на вершине. На фрезах с наибольшим и наименьшим диаметром большая разница в окружных шагах. Поэтому зубья на инструменте меньшего диаметра получаются невысокими, что чревато забиванием канавок стружкой. Чтобы избежать быстрого износа инструмента, рекомендуется закруглять вершину угловой фрезы.
КОНЦЕВЫЕ ФРЕЗЫ
Применение: фрезерование глубоких пазов, уступов, контурных выемок, взаимно перпендикулярных плоскостей.
Главные режущие кромки концевых фрез располагаются на цилиндрической поверхности, они выполняют основную работу резания. Вспомогательные режущие кромки на торцах предназначены для защиты дна канавки. Угол наклона зубьев может составлять до 30-45°. Фрезы крепятся в шпинделе станка цилиндрическим или коническим хвостовиком. Диаметр инструмента выбирают меньшим ширины канавки до 0,1 мм, так как при обработке возникает разбивание канавки.
Одна из разновидностей концевых фрез – шпоночные двухзубые фрезы. Как и сверло, они способны высверливать отверстие, углубляясь в материал при осевом движении подачи, и двигаться вдоль канавки. При осевой подаче основную работу выполняют торцовые кромки. Одна из них доходит для оси фрезы, что обеспечивает сверление. Переточку необходимо осуществлять по задним поверхностям торцовых кромок. При этом диаметр не изменяется.
Т-образные фрезы
Применение: обработка Т-образных пазов.
Особенность таких фрез – затруднённый отвод стружки, поэтому они часто ломаются. За один оборот каждый зуб работает дважды. Фрезу изготовляют с разнонаправленными зубьями и поднутрением с углом на обоих торцах φ1= 1°30'÷2°. Чтобы улучшить условия резания, заточку фасок на зубьях осуществляют по очереди, с одного и с другого торца под углом 30° и шириной 0,5 мм.
ФАСОННЫЕ ФРЕЗЫ
Применение: обработка фасонных поверхностей.

Преимущества фасонных фрез очевидны при фрезеровании заготовок с большим соотношением длины к ширине обрабатываемых поверхностей. При массовом производстве короткие фасонные поверхности рекомендуют обрабатывать протягиванием.
По конструкции зубьев различают фасонные фрезы:
- с затылованными зубьями;
- с остроконечными зубьями (также - острозаточенными).
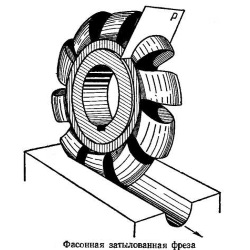
Затылованные фрезы отличаются плоской передней поверхностью, по которой их перетачивают. Если форма фасонной режущей кромки сохраняется неизменной при переточках, то и новые, и переточенные фрезы можно использовать для обработки одних и тех же деталей. Это возможно благодаря определенной форме задней поверхности зуба режущего инструмента.
Задняя поверхность зуба затылованных фрез с передним углом у = 0 представляет собой совокупность фасонных режущих кромок, для которых свойственна постоянная форма и размещение в радиальных плоскостях Р на разных расстояниях от оси фрезы. Расстояние между осью и режущей кромкой при переходе от передней поверхности новой фрезы к задней части зуба уменьшают. Это позволяет получить положительные задние углы на режущей части.
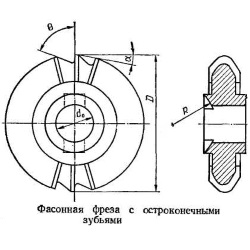
Фасонные фрезы с острозаточенными зубьями, наоборот, затачивают по задней поверхности зубьев. Такой инструмент обеспечивает более чистую поверхность и устойчив к износу. Но для производства и переточки остроконечных фасонных фрез необходимы копировальные устройства и специальные приспособления, которые позволяют получить точный контур режущих кромок. Именно по этой причини применение таких фрез целесообразно при массовом производстве.
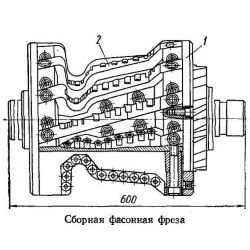
Сборные фасонные фрезы имеют профиль, представляющий собой огибающую кривую к совокупности кромок простой формы отдельных режущих элементов. В качестве примера можно взять сборную фасонную фрезу для обработки железнодорожных колес. Инструмент состоит из корпуса и реек, которые крепятся в пазах корпуса. На рейках закреплены круглые твердосплавные пластины диаметром от 12 до 16 мм. Чтобы обеспечить нужную чистоту обработки поверхности, на смежный рейках гнёзда для пластин смещены друг относительно друга на 1,5-2 мм.
По материалам источника: Металлорежущие инструменты. Родин П. Р. Издательское объединение «Вища школа», 1974, - 400 с.
Выбираем угловые фрезы
Выбирать угловые фрезы приходится достаточно часто. Эти приспособления могут быть предназначены для сращивания и скругления углов, для работ по металлу и по дереву. Придётся изучить соответствующие нормы ГОСТ, чтобы подбирать фрезы 45, 55 и 90 градусов и другие по всем правилам.
Характеристика
Угловая фреза — это одна из категорий дискового инструмента. Важная особенность таких приспособлений состоит в том, что режущая кромка наклонена по отношению к оси горизонтальной плоскости. Аппарат позволяет обрабатывать наклонные участки и угловые зоны. Производство и технический контроль выпущенных угловых фрез производятся согласно ГОСТ Р 50181-92 от 1992 года.
Там указаны основные размеры конструкций, которые должны соблюдаться в той или иной модификации; насадные версии закрепляются целиком на используемом оборудовании, а более мелкие изделия обычно оснащаются хвостовиками.
С самого начала нужно чётко разделить угловые фрезы на одноугловую и двухугловую категории. В первом случае режущая кромка по протяжённости совпадает с рабочим зубом. Во втором режущая грань оказывается верхом конуса, а сам конус образуется двумя углами зубца. Двухугловая конструкция может работать более плавно, однако её труднее применять на прямых канавках.

Большое значение имеет и конкретный угол. Так, одноугловые с величиной от 55 до 90 градусов — а в эту категорию относятся и изделия на 60 градусов — имеют рабочую градацию 5°. С помощью такой оснастки можно обрабатывать прямые стружечные канавки.
Другая вариация, вроде бы, тоже одноугловая, но с углом при вершине 18°, 30°, 22° или 25°. Подобное решение оптимально, если требуется прорезать прямую канавку, но уже не стружечного типа, а на затылованном инструменте.
Ещё один довольно часто встречающийся формат — двухугловое приспособление, угол при вершине которого колеблется от 55 до 100 градусов. Обычно есть подвиды с величиной шага 5, 15-25 градусов. Эти конструкции применяют, чтоб получать винтовые канавки стружечного типа.
Отдельно стоит упомянуть модели двухгловых симметричных фрез с вершинным углом от 18 до 30 градусов. Они также работают со стружечно-винтовыми канавками, но только на затылованном инструменте. Односторонние приспособления способны работать лишь при кручении в одну сторону.
А двусторонние, соответственно, могут вращаться сразу в обоих направлениях без смены инструмента.

Но у двустороннего варианта есть ряд проблем:
зуб недостаточно крепок;
в процессе заточки его профиль меняется;
трудно обрабатывать изделие на большую глубину.
Инструмент может оборудоваться хвостовиками цилиндрической формы либо выполненными в виде конуса. Соответствующие стандарту угловые фрезы могут иметь длину (в мм):
Есть и ещё одна градация — по типу исполнения. Так, монолитные – они же цельнометаллические – фрезы полностью вырабатываются из одного куска металла. В спаянных коронками конструкциях сначала отбираются наконечники, а затем их припаивают к основанию; такие модели очень разнообразны, и даже перечислить все основные подтипы нельзя. Отдельно стоят модификации для предварительной обработки — они способны снять сразу большой объём металла, а вот для тонких манипуляций непригодны. У финишных фрез зубья мельче и не рассчитаны на столь глубокое проникновение в материал.
Назначение
Довольно широко встречаются угловые фрезы по дереву. В основном их применяют для сращивания заготовок и их частей между собой. Подобные конструкции выпускают многие российские и даже иностранные предприятия. Ключевой критерий — размер обрабатываемых изделий. Но фрезы могут быть предназначены и для работ по металлу.
Такие модели обрабатывают уголки и поверхности с неровным рельефом. Отдельная важная операция — снятие фаски прямоугольного формата. Ещё их использование позволяет готовить стружечные желобки. Так как режущие кромки наклоняют, подход к резанию может быть почти в любой плоскости.
Возвращаясь к фрезерованию по дереву, полезно упомянуть, что оно пригодно не только для соединения, но и для скругления углов.
Выбор
На рынке представлено большое разнообразие фрезеровочного инструмента углового формата. Перетачивание по передней поверхности используется, если очень критична выдержка точного профиля. Он должен сохраняться в неизменном виде при любой заточке. Такие изделия позволяют:
фрезеровать миниатюрный шип;
обрабатывать древесный погонаж;
получать заготовки для окон и багет;
делать шканты, профиль, контрпрофиль для дверного производства.
Заточка по задней поверхности нужна для работы с менее точным инструментом. Тут уже профиль может изменяться, хотя и в ограниченных пределах. С помощью подобных приспособлений можно получать профильный погонаж и улучшать его поверхности, обрабатывать конструкционный брус. Выбирая фрезу для определённой технологической манипуляции, требуется учитывать:
вид обрабатываемых материалов (даже древесина бывает разная);
способ закрепления конструкции на шпинделе;
вид основного станка;
величину объёмов производства;
уровень подготовки персонала;
культуру производства на предприятии;

Эксплуатация
Инструментальную сталь применяют для работы с мягкой древесиной и древесными материалами низкой плотности. Чем острее лезвие, тем лучше оно преодолевает такие волокна. В итоге общая нагрузка на станок уменьшается. Твёрдосплавные фрезы советуют применять для работ с более прочной древесиной. Плитные древесные материалы обрабатывают режущим инструментом с алмазным напылением, особенно это важно для слоёных пластиков и бакелизированной фанеры. Настройка станка с угловой фрезой не может быть сведена к общей заточке только режущей части.
Критически важна правильная скорость перемещения. Она зависит не только от обрабатываемого вещества, но и от типа производственного оборудования. Ещё крайне значимо крепление резака на шпиндель. При ошибках в этом деле может возникать неправомерно большая нагрузка на отдельные части, в то время как другие части не используются.
Термический зажим, гидрозажим и использование патронов HSK (в зависимости от типа приспособления) намного предпочтительнее применения гаек и цанг.
Чтобы настроить фрезу, следует аккуратно отрегулировать её вылет по вертикали. Также следует контролировать расположение направляющей линейки. Точка симметрии профиля должна находиться выше стола. Оптимальное возвышение — 50% толщины заготовки. Таково же идеальное расстояние до параллельного упора; дополнительный уточняющий ориентир — место схождения конуса кромки и диагонали «зигзага».
Все о фрезах по металлу
Фрезерные устройства активно используются в ходе осуществления ремонтных и строительных работ. При этом для того чтобы данный агрегат эффективно выполнял свое назначение, он должен быть оснащен качественными рабочими инструментами – фрезами. Сегодня мы подробнее поговорим об этих функциональных деталях.


Особенности
Прежде чем изучать особенности и отличительные характеристики данного рабочего элемента, важно определиться с исходным термином. Так, фреза по металлу для фрезерного станка – это режущий инструмент, в конструкцию которого входит большое количество лезвий. Обработку металлического материала фреза осуществляет посредством постоянного вращения вокруг своей оси.
К основным конструкционным элементам фрезы стоит отнести рабочую часть, хвостовик, который обычно закрепляется в шпинделе или цанге, и шейку. Существующие на современном строительном рынке фрезы для обработки металла классифицируются в зависимости от ключевых параметров (например, размера, материала изготовления, типа крепления и других).
Традиционно фрезы по металлу изготавливаются из стальных материалов углеродистого, легированного или быстрорежущего типа.


В связи с высоким уровнем востребованности фрез по металлу, на рынке присутствует большое разнообразие таких элементов: пользователи могут приобрести насадные, проходные, шлицевые, магнитные, грибковые, отрезные, круглые, металлические элементы, детали со сменными пластинами или типа «балеринка», фасочная, фрезы с разной скоростью вращения, разного размера (например, 2 мм, 3 мм, 5 мм, 10 мм, 60 мм, 20 мм, 50 мм), с разным углом наклона (например, 45 градусов). Рассмотрим, какими бывают фрезы по металлу.
Дисковые
К важнейшей отличительной характеристике дисковых фрез можно в первую очередь отнести то, что их диаметр обычно превышает показатель толщины в несколько раз. В ходе производства фрез их изготавливают цельными, при этом в качестве исходного материала используют специальную инструментальную сталь, которая проходит предварительную процедуру упрочнения и нормализации.
Дисковые фрезы подразделяются на два отдельных вида: отрезные и прорезные. Первый вариант является более распространенным и востребованным среди пользователей. Так, если говорить о конструкции дисковых фрез отрезного типа, то важно отметить тот факт, что в своем составе они имеют наклонный зуб. Причем этот зуб обязательно является закаленным – процесс его закалки обычно осуществляется перед заточкой. Помимо зуба, в конструкции обязательно присутствуют паз и отверстия под болты (их можно обнаружить непосредственно в теле диска). Если говорить о сферах использования устройств, то отрезные дисковые фрезы диаметром от 120 мм обычно применяются для осуществления резки горячего металла на прокатных станах. С другой стороны, прорезные фрезы характеризуются наличием прямого зуба с контуром, который по форме совпадает с прорезаемой канавкой.


Торцевые
Описывая торцевые фрезы, следует сказать о том, что они чаще всего используются для осуществления предварительной обработки заготовки какого-либо изделия. При этом детали характеризуются довольно высоким уровнем производительности.
Этот эффект возможен благодаря наличию двух специально предназначенных режущих кромок: одна из них является торцевой, а другая – боковой.
Цилиндрические
Как можно догадаться по названию, данный вид фрез имеет форму цилиндра, соответственно, их высота превышает диаметр. Расположение режущих кромок цилиндрических устройств довольно необычно – они расположены по спирали. В качестве материала изготовления традиционно используют инструментальную сталь (особенно это касается именно рабочей части детали). Заточка изготавливается затыловкой, а крепление осуществляется на оправку. При помощи данной детали обычно осуществляют чистовую обработку.


Угловые
По форме угловые фрезы представляют собой усеченный конус с широким основанием и вершиной в сторону хвостовика. Такие детали используют для того, чтобы снимать фаски и осуществлять обработку краев. Режущая кромка, которая является важнейшей деталью, находится на боковой части.
Что касается типа сборки, то данная деталь может быть как цельной, так и сборной.
Концевые
Как и некоторые другие виды фрез, детали концевого типа по своей форме являются цилиндрическими. Причем в конструкцию элемента также входит основная режущая плоскость. Она структурно является торцевой частью цилиндра и поддерживается боковыми сторонами, которые функционально являются вспомогательными. Концевые устройства обычно используют для того, чтобы осуществлять процедуру зачистки поверхности в выборках и пазах. Важно иметь в виду, что угол заточки концевых фрез имеет важное значение в процессе удаления стружки с зоны реза. При этом наклон режущей кромки увеличивается вместе с диаметром инструмента начиная с 30 градусов.


Фасонные
Фасонные фрезы представляют собой детали, которые обладают режущими кромками фигурного типа.
Они обязательно должны повторять форму паза.

Червячные (или «летучка»)
Элементы червячного типа являются составными по своей конструкции. Чаще всего детали используются в процессе нарезки зубчатых колес и шестерен. Что касается конструкции и строения данного элемента, то важно отметить тот факт, что сам корпус является цилиндрическим. При этом на нем расположены фигурные пластины (они стоят рядами). Форма таких пластин должна соответствовать форме выемки между зубьями детали. Чаще всего червячные фрезы устанавливают на зубофрезерные станки.


Корончатые
Корончатые фрезы также часто называют кольцевыми. Они являются полыми и имеют цилиндрическую форму. Процедура заточки осуществляется по торцу, при этом применяются нити спиральных режущих кромок.
Шпоночные
У шпоночных фрез заточены боковые режущие кромки. При этом их заточка должна осуществляться таким образом, чтобы соответствовать размеру ширины выборки.
Фреза может использоваться как сверло, при этом углубляясь на необходимую глубину (особенно это актуально в начале работы).


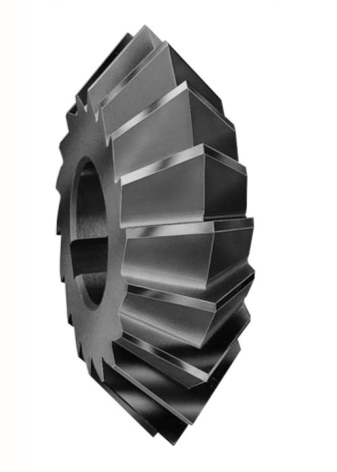
Конические (или «кукуруза»)
По своему строению элементы конического типа могут быть цельными и наборными. При этом угол наклона режущей кромки может быть как положительным (с вершиной конуса в сторону хвостовика), так и отрицательным (при обратной направленности).
Сферические
Фрезы сферической формы активно применяют в процессе создания канавок полукруглой формы. Такие детали могут быть как цельными, так и составными.
При этом непосредственная заточка элемента осуществляется по контуру.
Под Т-образные выемки
Если говорить о строении таких фрез, то важно отметить, что режущие кромки данного элемента располагаются по бокам и на торцах нижней широкой части инструмента. При этом в обязательном порядке радиус фрезы под Т-образную выемку должен совпадать с шириной паза.
Сборные (или наборные)
Такие фрезы отличаются высоким уровнем практичности и пользуются востребованностью среди пользователей.
Таким образом, благодаря такому широкому разнообразию, каждый пользователь сможет выбрать для себя такой элемент, который будет максимально соответствовать его потребностям и нуждам.
Типы по числу заходов
В зависимости от числа заходов фрезы подразделяются на несколько разновидностей:
другие (3, 5 или 6 режущих элементов).
На этот параметр важно обращать свое внимание в ходе выбора и покупки изделий, так как он является одним из решающих.



Классификация по способу удаления стружки
В зависимости от способа удаления стружки различают два типа фрез: верхний и нижний.
Верхний тип удаления стружки характерен для фрез концевого типа. При этом данные рабочие элементы являются завитыми. В процессе вращения фрезы разрезают рабочую кромку снизу вверх, соответственно, и стружка выходит в направлении вверх. К негативным характеристикам данного типа устройства можно отнести тот факт, что пользователю приходится регулярно убирать стружку, так как она накапливается на поверхности детали и мешает обзору.


- Нижний тип фрез также называют компрессионным. Это связано с тем, что деталь обладает обратным типом завивки. Соответственно, в ходе производственного процесса рабочая кромка разрезает материал сверху вниз, прижимая заготовку основания. Стружка из зоны резания направляется вниз. К положительным характеристикам данного типа элемента можно отнести тот факт, что стружка удаляется сразу под деталь и не попадает в непосредственную зону резания. Кроме того, отходный материал довольно просто убирать, приводя в порядок рабочее место.
Производители
Производством фрез по металлу занимается большое количество как отечественных, так и зарубежных компаний. Рассмотрим несколько популярных производителей.
В Российской Федерации лидером рынка по производству фрез, предназначенных для работы по металлу, является Всероссийский научно-исследовательский институт инструмента, который располагается в Москве. Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.
- Bosch – это европейская компания, которая занимается производством не только фрез, но и большого количества других изделий. Бренд является одним из мировых лидеров и использует исключительно новые технологические и научные разработки.
На американском рынке особенного уважения и внимания заслуживает бренд JET. Эта компания является одной из старейших и производит свои товары исключительно из высококачественных материалов.
Приобретая фрезы по металлу, следует ориентироваться именно на производителей, которые были описаны выше.
Таким образом вы можете быть уверены в том, что купите изделия, которые будут соответствовать всем международным и государственными стандартам, а также обладать высоким качеством и длительным сроком службы.
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.


При учете всех вышеописанных характеристик вы сможете приобрести фрезу, которая будет отличаться высоким качеством, отличной функциональностью, а также прослужит вам длительный промежуток времени.
Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов.
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.
Фрезы по металлу – это устройства, которые являются незаменимыми в процессе осуществления большого разнообразия строительных и ремонтных работ.
Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.
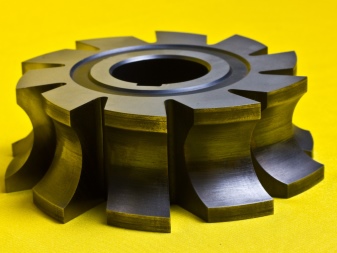
Фреза угловая

Угловые фрезы – это разновидность дискового инструмента, характеризуемая наличием угла наклона режущей кромки относительно горизонтальной оси. Благодаря расположению зубьев угловая фреза может быть использована для обработки наклонных поверхностей и угловых выемок, получила широкое применение в современной обработке металлов резанием.
Конструкция и применение
Фрезы угловые применяются в машиностроении и других отраслях для обработки наклонных и угловых поверхностей, в частности для нарезания стружечных углублений в инструментальном производстве. Также они применяются для нарезания стружечных и винтовых канавок, угловых пазов, скосов и других выемок.
В зависимости от конфигурации зубьев фрезы подразделяются на одно- и двухугловых. В одноугловых длина режущей кромки равняется длине зуба, в двухугловых она представляет собой верхнюю часть конуса образуемого двумя углами зуба. Преимуществом двухугловой конфигурации зуба является более плавная работа инструмента, но при этом возникают сложности при обработке прямых канавок.
На рисунке слева одноугловые фрезы, справа – двухугловые.
В зависимости от типа и угла зуба фрезы подразделяются на:
- Одноугловые имеющие угол при вершине от 55 до 90°. Фрезы имеют шаг 5° и применяются для обработки прямых стружечных канавок.
- Одноугловые имеющие с углом при вершине 18, 22, 25 и 30°. Данный тип фрез применяется для нарезки прямых канавок у затылованных инструментов.
- Двухугловые с углами при вершине от 55 до 100° с шагом 5° и от 15 до 25°. Используются для обработки винтовых стружечных канавок.
- Двухугловые симметричные с углом при вершине 18, 22, 25 и 30°. Используются для обработки винтовых стружечных канавок у затылованных инструментов.
Особенности работы
В процессе резания одноугловым инструментом возникает значительное осевое усилие из-за того, что съём металла производится в основном рабочими кромками, расположенными на конической поверхности. Значительно ниже осевые усилия у двухугловых фрез благодаря работе двух смежных угловых кромок. Полная компенсация осевых усилий реза возникает при работе симметричных двухугловых фрез благодаря взаимному уравновешиванию. Небольшой инструмент имеет концевое исполнение с коническим или цилиндрическим хвостовиком.
Толщина съёма металла в процессе обработки зависит от длины кромки. Наибольший срез имеется на вершине зуба и снижается при удалении вдоль режущей части, при уменьшении радиуса. Из-за этого часть кромки расположенная у малого торца фрезы срезает незначительную толщину, соизмеримую с радиусом закругления. Из-за этого ухудшается процесс реза, происходит нагрев в зоне контакта и быстрый износ.
Для обеспечения нормальных условий эксплуатации вдвое уменьшается количество режущих зубьев для фрез малых диаметров. Ещё одна причина для уменьшения количества рабочих кромок – это сложности с выбором количества зубьев. В центре фрезы часто сложно разместить тоже самое количество зубьев, что и на вершине из-за значительной разницы в окружных шагах при максимальном и минимальном диаметре инструмента. Вершины фрез закругляются при изготовлении во избежание ускоренного износа.
Размеры угловых двухсторонних фрез регулирует ГОСТ Р 50181-92. Параметры одноуглового инструмента определяют технические условия ТУ 2-035-526-76.
Читайте также: