Упрочнение металла под действием пластической деформации называют
Обновлено: 04.10.2024
Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные концентраторы напряжения. Газотермическое напыление, наплавка, химико-термическая обработка повышают твёрдость, кавитационную и коррозионную стойкость и, создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивают надёжность и долговечность деталей машин. Кроме того увеличить прочность и сопротивление усталости можно созданием соответствующих композиций сплавов и технологии обработки. При сохранении достаточно высокой пластичности, вязкости и трещиностойкости данные методы повышают надёжность и долговечность машин и понижает расход металла на их изготовление вследствие уменьшения сечения деталей.
Газотермическое напыление
Основная статья: Газотермическое напыление
С помощью нагрева исходного материала, его диспергирования и переноса газовой струей на поверхность изделия наносится слой металла или сплава, металлокерамики, керамики с необходимыми свойствами. При этом изделие не нагревается более 100 градусов Цельсия.
- Высокоскоростное газопламенное напыление
- Плазменное напыление
- Электродуговая Металлизация
- Детонационное напыление
- Газопламенное напыление
- Напыление с оплавлением
УПРОЧНЕНИЕ МЕТОДОМ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
СПОСОБЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ
Ранее были рассмотрены механические свойства металлов и сплавов. Основным свойством для машиностроительных материалов является прочность. Однако, уровень прочности материалов в исходном состоянии не всегда соответствует требуемым значениям.
В этом случае необходимо повысить характеристики прочности для данного сплава, используя один из способов упрочнения.
К способам упрочнения относятся:
1. Холодная пластическая деформация (ХПД).
2. Термическая обработка.
3. Легирование (введение в состав сплава дополнительных химических элементов).
4. Химико-термическая обработка (упрочнение поверхностных слоев металла и деталей малых сечений).
5. Механо-термическая обработка (сочетание механической и термической обработки).
УПРОЧНЕНИЕ МЕТОДОМ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Рассмотренный ранее механизм пластической деформации, позволяет
сделать вывод, что процесс сдвига в кристаллах под действием внешних напряжений будет происходить тем легче, чем больше дислокаций будет в металле.
После пластической деформации дислокационная плотность увеличивается и достигает значении 108 ‑1010 см -2. При этом формируются дислокационные скопления: сплетения в виде клубков дислокаций. При увеличении степени деформации плотность дислокаций возрастает до 1011 – 1012 см -2.
Повышение прочности с возрастанием плотности дислокаций объясняется тем, что при этом возникают не только параллельные друг другу дислокации, но и дислокации в разных кристаллографических плоскостях и направлениях. Такие дислокации будут мешать друг другу перемещаться и реальная прочность металла повышается, так как замедляется движение дислокаций и уменьшается пластическая деформация.
Упрочнение металла под действием пластической деформации называется наклепом.
С ростом степени деформации прочность и твердость повышаются, а способность к пластической деформации снижается (рис.5.1).

Рис.5.1. Изменение свойств металла с увеличением степени
Степень предварительной деформации
определяется по характеристике
ε
и вычисляется как отношение разности толщин заготовок до деформации (Н) и после деформации (h) к исходной толщине Н:
Рост числа дислокаций и возникновение внутренних напряжений в результате наклепа приводит к тому, что свободная энергия металла растет, и он переходит в неравновесное, неустойчивое состояние. Нагрев металла должен способствовать возврату металла в более устойчивое исходное структурное состояние.
Уже при небольшом нагреве происходит снятие искажений кристаллической решетки, уменьшение плотности дислокаций, снижение внутренних напряжений. При этом видимых изменений структуры не наблюдается и вытянутая форма зерен сохраняется. Этот процесс называется возвратом
. При возврате прочность уменьшается незначительно (на 20 — 30%), а пластичность несколько увеличивается.
С ростом температуры нагрева подвижность атомов растет, и образуются новые зерна вместо ориентированной волокнистой структуры. Образование и рост новых равноосных зерен называется рекристаллизацией
Рис.5.2. Схема процесса рекристаллизации в деформированном
металле при нагреве.
Процесс рекристаллизации протекает в две стадии:
Первая стадия — рекристаллизация обработки
— процесс образования новых зерен.
Вторая стадия — собирательная рекристаллизация
— процесс роста вновь образованных рекристаллизованных зерен (рис.5.2).
Новые зерна возникают на границах старых зерен. Процесс первичной рекристаллизации термодинамически выгоден, так как при переходе деформированного металла в более устойчивое равновесное состояние сопровождается уменьшением свободной энергии.
Температура, при которой возникают новые зерна и изменяются механические свойства, называется температурой рекристаллизации
Она зависит от температуры плавления.
где а — коэффициент, зависящий от состава и структуры металла.
· для чистых металлов: Тр = 0,3 — 0,4 ∙ Тпл;
· для сплавов : Тр = 0,7 — 0,8 ∙ Тпл.
Изменение структуры и свойств деформированного металла при нагреве представлено на рис.5.3.
Рис. 5.3. Схема изменения структуры и свойств деформированного металла при нагреве:
1-2 – возврат; 2-3 – первичная кристаллизация; 3-4 – собирательная рекристаллизация
Таким образом, если необходимо снять наклеп, то следует провести нагрев деформированного металла при температуре выше, чем температура рекристаллизации.
Относительно температуры рекристаллизации различают холодную и горячую деформацию. Холодная деформация проводится при температурах ниже температуры рекристаллизации и является способом упрочнения металлов и сплавов. Горячая деформация проводится при температурах выше температуры рекристаллизации. Так, при механической обработке давлением имеют место два процесса: упрочнение за счет пластической деформации и последующее разупрочнение при рекристаллизации.
| | | следующая лекция ==> |
| Промывка в диффузорах непрерывного действия | | |
Похожие статьи:
Отрывок, характеризующий Технологии упрочнения металлов
– Ну, сударыня, – начал старик, пригнувшись близко к дочери над тетрадью и положив одну руку на спинку кресла, на котором сидела княжна, так что княжна чувствовала себя со всех сторон окруженною тем табачным и старчески едким запахом отца, который она так давно знала. – Ну, сударыня, треугольники эти подобны; изволишь видеть, угол abc… Княжна испуганно взглядывала на близко от нее блестящие глаза отца; красные пятна переливались по ее лицу, и видно было, что она ничего не понимает и так боится, что страх помешает ей понять все дальнейшие толкования отца, как бы ясны они ни были. Виноват ли был учитель или виновата была ученица, но каждый день повторялось одно и то же: у княжны мутилось в глазах, она ничего не видела, не слышала, только чувствовала близко подле себя сухое лицо строгого отца, чувствовала его дыхание и запах и только думала о том, как бы ей уйти поскорее из кабинета и у себя на просторе понять задачу. Старик выходил из себя: с грохотом отодвигал и придвигал кресло, на котором сам сидел, делал усилия над собой, чтобы не разгорячиться, и почти всякий раз горячился, бранился, а иногда швырял тетрадью. Княжна ошиблась ответом. – Ну, как же не дура! – крикнул князь, оттолкнув тетрадь и быстро отвернувшись, но тотчас же встал, прошелся, дотронулся руками до волос княжны и снова сел. Он придвинулся и продолжал толкование. – Нельзя, княжна, нельзя, – сказал он, когда княжна, взяв и закрыв тетрадь с заданными уроками, уже готовилась уходить, – математика великое дело, моя сударыня. А чтобы ты была похожа на наших глупых барынь, я не хочу. Стерпится слюбится. – Он потрепал ее рукой по щеке. – Дурь из головы выскочит. Она хотела выйти, он остановил ее жестом и достал с высокого стола новую неразрезанную книгу. – Вот еще какой то Ключ таинства тебе твоя Элоиза посылает. Религиозная. А я ни в чью веру не вмешиваюсь… Просмотрел. Возьми. Ну, ступай, ступай! Он потрепал ее по плечу и сам запер за нею дверь. Княжна Марья возвратилась в свою комнату с грустным, испуганным выражением, которое редко покидало ее и делало ее некрасивое, болезненное лицо еще более некрасивым, села за свой письменный стол, уставленный миниатюрными портретами и заваленный тетрадями и книгами. Княжна была столь же беспорядочная, как отец ее порядочен. Она положила тетрадь геометрии и нетерпеливо распечатала письмо. Письмо было от ближайшего с детства друга княжны; друг этот была та самая Жюли Карагина, которая была на именинах у Ростовых: Жюли писала: «Chere et excellente amie, quelle chose terrible et effrayante que l’absence! J’ai beau me dire que la moitie de mon existence et de mon bonheur est en vous, que malgre la distance qui nous separe, nos coeurs sont unis par des liens indissolubles; le mien se revolte contre la destinee, et je ne puis, malgre les plaisirs et les distractions qui m’entourent, vaincre une certaine tristesse cachee que je ressens au fond du coeur depuis notre separation. Pourquoi ne sommes nous pas reunies, comme cet ete dans votre grand cabinet sur le canape bleu, le canape a confidences? Pourquoi ne puis je, comme il y a trois mois, puiser de nouvelles forces morales dans votre regard si doux, si calme et si penetrant, regard que j’aimais tant et que je crois voir devant moi, quand je vous ecris». [Милый и бесценный друг, какая страшная и ужасная вещь разлука! Сколько ни твержу себе, что половина моего существования и моего счастия в вас, что, несмотря на расстояние, которое нас разлучает, сердца наши соединены неразрывными узами, мое сердце возмущается против судьбы, и, несмотря на удовольствия и рассеяния, которые меня окружают, я не могу подавить некоторую скрытую грусть, которую испытываю в глубине сердца со времени нашей разлуки. Отчего мы не вместе, как в прошлое лето, в вашем большом кабинете, на голубом диване, на диване «признаний»? Отчего я не могу, как три месяца тому назад, почерпать новые нравственные силы в вашем взгляде, кротком, спокойном и проницательном, который я так любила и который я вижу перед собой в ту минуту, как пишу вам?]
Технология упрочнения сталей ТВЧ
Физическая сущность технологии упрочнения сталей ТВЧ
В основе физики процесса термоупрочнения сталей токами высокой частоты лежит принцип индукционного наведения в упрочняемом поверхностном слое стали вихревых токов, так называемых токов Фуко, которые, протекая по проводнику, оттесняются с поверхности за счет скин-эфекта и производят быстрый нагрев поверхностного слоя стали.
Затем нагрев прекращается и происходит отвод тепла вглубь металла. Скорость отвода тепла, то есть скорость охлаждения может превысить скорость закалки на мартенсит
Наиболее часто поверхностной закалке подвергают детали, изготовленные из стали с содержанием углерода 0,4-0,5%. Эти стали после закалки имеют поверхностную твердость HRC55-60. При меньшем содержании углерода такая твердость уже не достигается, а при большем — возникает опасность появления трещин в условиях резкого охлаждения водяным спреем.
Преимущества технологии упрочнения сталей ТВЧ
Преимущества закалки ТВЧ по сравнению с объемной печной закалкой и химико-термической обработкой:
- высокая производительность;
- высокая скорость нагрева и отсутствие выдержки в аустенитной области позволяет получить более высокую дисперсность структуры закаленного поверхностного слоя;
- повышение предела выносливости: в два-три раза по сравнению с объемной (печной) закалкой;
- сокращение машинного времени термообработки;
- почти полное отсутствие окалины закаленной поверхности;
- уменьшение коробления при закалке;
- возможность полной механизации и автоматизации процесса (включения его в поточную линию обработки, без разрыва технологического цикла).
Недостатки технологии упрочнения сталей ТВЧ
Как и любая технология упрочнения, индукционная закалка кроме преимуществ имеет определенные ограничения и недостатки:
Пластическая деформация металлов
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
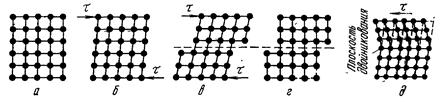
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
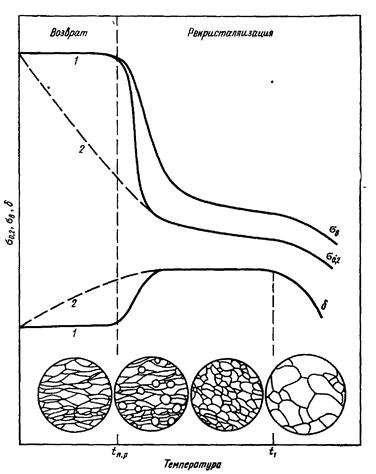
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Изменение структуры металлов при пластической деформации
Упругой называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит незначительное, полностью обратимое смещение атомов, или поворот блоков кристалла. После снятия нагрузки смещенные атомы вследствие действия сил притяжения или отталкивания возвращаются в исходное равновесное состояние, и кристаллы приобретают первоначальную форму и размеры.
При достижении касательными напряжениями предела или порога упругости деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляется скольжением и двойникованием. Скольжение - смещение отдельных частей кристалла - одной части относительно другой происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины.
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию напряжений сдвига, показана на рис.9..
Скольжение в кристаллической решетки протекает по плоскостям и направлениям с наиболее плотной упаковкой атомов, где сопротивление сдвигу (τ ) наименьшее. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т.е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации.
Пластическая деформация металлов с плотноупакованными решетками К12 и Г12, кроме скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования (рис. 8). Двойникование, подобно скольжению, сопровождается прохождением дислокации сквозь кристалл.
Пластическая деформация поликристаллического металла протекает аналогично деформации монокристалла путем сдвига (скольжения) или двойникования. Формоизменение металла при обработке давлением происходит в результате пластической деформации каждого зерна
При больших степенях деформации вследствие скольжения зерна (кристаллиты) меняют свою форму. Так, до деформации зерно имело округлую форму. После деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил Р, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
При больших степенях деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующихся сил получила название текстура деформации.
Наклеп. С увеличением степени холодной деформации свойства, характеризующие сопротивление деформации (σв, σ0, 1 твердость и др.), повышаются, а способность к пластической деформации - пластичность(δ и ψ ) уменьшается. Упрочнение металла в процессе пластической деформации получило название наклепа.
Краткие теоретические сведения. Наличие металлической связи придает металлу способность к пластической деформации и к самоупрочнению в результате пластической деформации
Наличие металлической связи придает металлу способность к пластической деформации и к самоупрочнению в результате пластической деформации. Приложение к материалу напряжения (нагрузки) вызывает деформацию.
Деформацией называется изменение размеров или формы тела под действием внешних сил либо физико-механических процессов, протекающих в самом теле (перепад температур, фазовые превращения и т.п.). Деформация тела сопровождается относительным смещением атомов из положения равновесия. Свойства недеформированного и пластически деформи-рованного металла различны.
Различают упругую и пластическую деформацию (рисунок 5.1).
 | 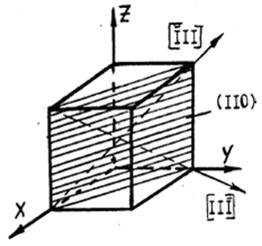 |
| Рисунок 5.1 – Диаграмма деформации | Рисунок 5.2 – Плоскости и направления скольжения в объёмно-центрированной кубической решётке |
Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела исчезают после снятия нагрузки; и она не вызывает заметных остаточных изменений в структуре и свойствах металла.
Способность металлов к остаточной деформации называется пластичностью.
При возрастании касательных напряжений выше определенной величины деформация становится необратимой. При снятии нагрузки исчезают лишь упругая составляющая деформации, часть же деформации, которую называют пластической, остается. При пластической деформации необратимо изменяется структура металла, а следовательно, и его свойства.
В поликристаллических телах пластическая деформация может осуществляться как путем перемещений внутри зерна (внутризёренная), так и смещения зёрен относительно друг друга (межзёренная).
В основе протекания пластической деформации лежит явление зарождения и движения дислокаций под действием касательных напряжений путем сдвига (скольжения) отдельных частей кристалла относительно друг друга по плоскостям с наиболее плотным расположением атомов (рисунок 5.3).
Рисунок 5.3 - Схема сдвига в кристаллах
В металлах с ОЦК решеткой сдвиг происходит по диагональным плоскостям (110) в направлении пространственных диагоналей (111) (могут быть и другие плоскости скольжения).
Пластическая деформация поликристаллических тел происходит весьма неоднородно. Это объясняется двумя обстоятельствами:
1) Различной ориентацией кристаллов относительно приложенной силы, что приводит к неодновременности деформации разных зёрен;
2) Наличием границ зёрен и неметаллических включений, препятствующих перемещению дислокаций и вызывающих их локальное скопление.
Пластическая деформация в основном характеризуется скольжением и двойникованием. В процессе скольжения возникают новые дислокации, и плотность дислокаций увеличивается. В недеформированном кристалле плотность дислокаций достигает 10 6 см -2 ., а в сильнодеформированном металле порядка 10 12 см -2 .
Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, кроме скольжения, может осуществляться двойникованием, которое заключается в переориентации части кристалла в положение, симметричное по отношению к первой части, относительно плоскости, называемой плоскостью двойникования.
При деформации поликристалла отдельные зёрна меняют свою форму (вытягиваются), стремятся принять отдельную кристаллографическую ориентировку вдоль направления действия внешних сил. Изменение ориентировки происходит постепенно по мере увеличения степени деформации. При большой деформации металл приобретает определенную кристаллографическую ориентировку зёрен, называемую текстурой.
Рисунок 5.4 - Характер изменения микроструктуры при пластической деформации
При пластической деформации зёрна металла вытягиваются в направлении прокатки, волочения и принимают форму листочков или волокон (рисунок 5.4 б). При больших степенях деформации зёрна разбиваются на большее число фрагментов и блоков, увеличивается травимость металла, и микроструктура выявляется нечетко (рисунок 5.4 в).
Образование текстуры деформации способствует тому, что поликри-сталлический металл становится анизотропным (свойства его изменяются в зависимости от направления испытания). Изменение механических свойств технического железа зависит от степени холодной пластической деформации.
Упрочнение металла в процессе пластической деформации – наклёп объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов). Пластическая деформация приводит к изменению физических свойств металла: увеличиваются искажения решетки и, следовательно, его внутренняя энергия, растут твердость и прочность, увеличивается электрическое сопротивление, уменьшается пластичность. Деформация происходит не только в результате приложения внешних сил, но и в результате фазовых превращений. Все они приводят к наклёпу.
Наклёпанные металлы более склонны к коррозионному разрушению при эксплуатации.
С увеличением степени холодной деформации характеристики прочности (предел прочности, предел текучести, твёрдость) возрастают, а характеристики пластичности падают. После деформирования у металла со степенью деформации до 70 % предел прочности и твёрдость возрастают до 3 раз, а предел текучести - до 8 раз, при этом относительное удлинение снижается до 40 раз.
Рисунок 5.5 - Влияние нагрева на механические свойства и структуру деформированного металла
Структурное состояние пластически деформированного металла термодинамически неустойчивое. При нагреве пластически деформированный металл постепенно восстанавливает свою структуру и снова переходит в устойчивое состояние. Степень и характер деформации, температура, скорость и продолжительность нагрева влияют на устранение наклёпа и изменения в структуре и свойствах металла. Различают две стадии процесса при нагреве: возврат (отдых и полигонизация) и рекристаллизация (первичная, собирательная и вторичная) (рисунок 5.5).
Возврат - начальная стадия разупрочнения, связанная с изменениями в тонкой кристаллической структуре.
Возврат I-го рода (или отдых) происходит при нагреве до относительно невысоких температур и приводит к частичному снятию упругих искажений в решётке. При отдыхе в металле протекает ряд элементарных процессов, основным из которых следует считать диффузию точечных дефектов и их смещение к дислокациям.
Возврат II-го рода или полигонизация заметно меняет структуру деформированного металла при нагреве. Под полигонизацией понимают перераспределение дислокаций, приводящее к образованию областей кристалла, свободных от дислокаций и отделенных друг от друга поверхностями раздела.
Первичная рекристаллизация. Является следующей стадией изменения структуры деформированных металлов после полигонизации (рисунок 5.5).
Рекристаллизация, т. е. образование новых зёрен, протекает при более высоких температурах, чем возврат и полигонизация, может начаться с заметной скоростью после нагрева выше определенной температуры. Сопоставление температур рекристаллизаций различных металлов показывает, что между минимальной температурой рекристаллизации и температурой плавления существует простая зависимость
где Tp – абсолютная температура рекристаллизации;
Tпл – абсолютная температура плавления;
α – коэффициент, зависящий от чистоты металла
Чем выше чистота металла, тем ниже температура рекристаллизации. У металлов обычной технической чистоты а = 0,3 - 0,4. Температура рекристаллизации сплавов, как правило, выше температуры рекристаллизации чистых металлов и в некоторых случаях достигает 0,8 Тпл. Наоборот, очень чистые металлы имеют низкую температуру рекристаллизации: 0,2 Тпл и даже 0,1 Тпл.
В деформированном металле формируются и растут центры рекристаллизации - участки с неискажённой решеткой, отделенные от матрицы границами с большими углами разориентировки. При критической деформации имеется неоднородность наклёпа разных зерен; и она настолько большая, что из-за разности в накопленной объёмной энергии соседних зёрен при нагреве идёт быстрая миграция отдельных границ на расстояния, соизмеримые с размерами зёрен, т.е. исходные зёрна растут за счёт соседей. Кроме того, плотность дислокаций и избыток дислокаций одного знака недостаточны, чтобы вызвать образование новых высокоугловых границ и центров первичной рекристаллизации.
Собирательная рекристаллизация возникает после первичной, точнее после того, как выросшие центры рекристаллизации приходят во взаимное соприкосновение. Она заключается в равномерном укрупнении структуры путём роста одних зёрен за счёт других, новых и происходит в результате перемещения границ.
Вторичная рекристаллизация протекает в материале при высокой температуре и очень большом увеличении продолжительности отжига. Она заключается в резком избирательном росте отдельных рекристаллизованных зёрен и сопровождается появлением разнозернистости. Этой стадии способствуют следующие факторы:
1) разная величина объёмной энергии у зёрен, менее искажённые зёрна растут за счёт более искажённых;
2) высокая подвижность границ одних зёрен по сравнению с другими, что может быть вызвано разными причинами. Одна из них – неравномерное распределение дисперсных включений по границам зёрен. Границы, которые высвобождаются, в первую очередь, интенсивно мигрируют в направлении уменьшения поверхностной энергии, что создаёт благоприятные условия для ускоренного роста отдельных зёрен.
Если температура деформации ниже температуры рекристаллизации, то деформация считается холодной. Процесс холодной деформации сопровождается наклепом металла, так как малые температуры не обеспечивают разупрочнения металла, механические свойства металлов при холодной деформации изменяются значительно: возрастает прочность и уменьшается пластичность.
Если температура деформации выше температуры рекристаллизации, то деформацию называют горячей. Получаемое в процессе горячей деформации упрочнение тут же полностью или частично снижается за счет рекристаллизации, что снижает сопротивление деформации и повышает пластичность металлов.
Размер зерна рекристаллизованного металла зависит от следующих факторов: размера исходного зерна; степени деформации; температуры и скорости нагрева; длительности выдержки; наличия растворимых и нерастворимых примесей (химического состава сплава).
Процесс рекристаллизации подтверждается рентгенографическим анализом. Линии на рентгенограммах, снятых с неподвижного деформированного образца получаются сплошными и размытыми. По мере снятия напряжений при повышенных температурах на стадии возврата линии становятся чётче и тоньше. Как только начинается процесс рекристаллизации, и в структуре появляются рекристаллизованные зерна, на сплошной линии рентгенограммы возникают отдельные рефлексы. По мере уменьшения поля нерекристаллизованных участков металла число рефлексов на рентгенограмме увеличивается, а сплошной фон линии постепенно исчезает.
Сверхпластичностью называют способность металлов и сплавов к значительной равномерной деформации, при которой относительное удлинение достигает сотен и тысяч процентов. Это явление впервые было обнаружено А.А. Бочваром и З.А. Свилерским на сплавах, содержащих 22 % цинка.
Для того, чтобы сплавы приобрели сверхпластичность, необходимо получить ультрамелкозернистую структуру. Такое структурное состояние достигается путем соответствующей термической обработки. В последние годы сверхпластичность используется в производстве различных деталей и заготовок весьма сложной формы при помощи пневматического формования листов или объёмного прессования.
Различают несколько видов сверхпластичности:
1) мелкозернистая сверхпластичность проявляется при повышенных
температурах не ниже, чем 0,4 Тпл (при очень мелком зерне размером в диаметре от 3 до 5 мкм и при малой скорости деформирования до 10 -4 с -1 );
2) субкритическая сверхпластичность. Имеет место при температурах вблизи (ниже) температуры фазовых превращений и при определённой исходной структуре;
3) мартенситная сверхпластичность при так называемом мартенситном (сдвиговом, бездиффузионном) превращении наблюдается повышенная пластичность;
4) рекристаллизационная сверхпластичность.
Обычно сопротивление деформации объединяют в общее понятие прочность, а сопротивление разрушению - надёжность. Если разрушение происходит не за один, а за многие циклы нагружения, причем за каждый цикл происходит микроразрушение (сюда относятся такие процессы постепенного разрушения, как износ, усталость, коррозия, ползучесть), то это характеризует долговечность материала.
Упрочнение и восстановление деталей пластическим деформированием
Для повышения долговечности и несущей способности транспортных деталей широко используется метод упрочнения поверхностным пластическим деформированием (ППД). ППД – это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой. ППД осуществляется инструментом, деформирующие элементы (ДЭ) которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
При ППД по схеме качения деформирующие элементы (как правило, ролик или шарик) прижимаются к поверхности детали с фиксированной силой Р (рис. 1, а), перемещаются относительно нее, совершая при этом вращение вокруг своей оси. В зоне локального контакта ДЭ с обрабатываемой поверхностью возникает очаг пластической деформации, который перемещается вместе с инструментом, благодаря чему поверхностный слой последовательно деформируется на глубину H (рис. 1, б), равную глубине распространения очага деформации. Размеры очага деформации зависят от технологических факторов обработки – силы Р, формы и размеров ДЭ, скорости подачи, твердости обрабатываемого материала и др.
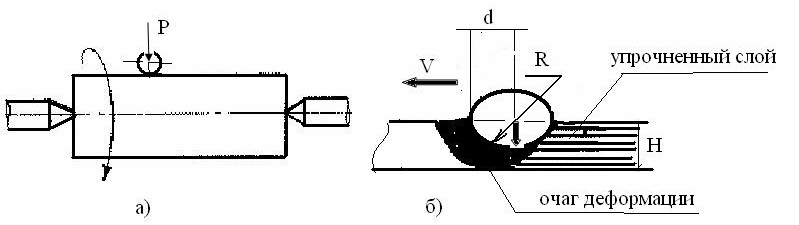
Рис. 1. Поверхностное пластическое деформирование по схеме качения: а – вращение детали с прижатым к поверхности шариком; б – схема возникновения очага деформации
Упрочнение ППД выполняется с целью повышения сопротивления усталости и твердости поверхностного слоя металла и формирования в поверхностном слое напряжений сжатия, а также регламентированного микрорельефа. Упрочняющую обработку поверхностным пластическим деформированием применяют на финишных операциях технологического процесса вместо или после термообработки, часто вместо абразивной или отделочной обработки. Поверхностное пластическое деформирование, выполняемое без использования внешнего тепла и обеспечивающее создание поверхностного слоя с заданным комплексом свойств, называют наклепом.
1. Наклеп
Наклёп металлов и сплавов – это изменение структуры и, соответственно, свойств металлов и сплавов, вызванное пластической деформацией при температуре ниже температуры рекристаллизации. Наклепом называется также технологический процесс создания упрочнённого состояния материала холодной поверхностной пластической деформацией. Явление наклепа объясняется накапливанием в металле части энергии деформации, которая расходуется на искажение кристаллической решётки, образование преимущественно ориентированных кристаллов, изменение дислокационных структур, а также на увеличение удельного объёма металла в слое. Наклеп может быть результатом действия внешних деформирующих сил (деформационный наклеп) или, реже, фазовых превращений (фазовый наклеп). Наклеп сопровождается увеличением прочности и твёрдости и снижением пластичности материала.
В технике наклеп используется для поверхностного упрочнения деталей. Кроме того, наклеп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации, выражающийся в повышении усталостной прочности, а иногда и износостойкости. Наклеп осуществляют специальными способами и на специальном оборудовании, например, производят обкатку цилиндрических поверхностей роликами, зубьев зубчатых колёс роликами или зубчатыми накатниками, дробеструйную обработку фасонных поверхностей, обработку ударными инструментами и др. В машиностроении существует большое число методов ППД, основанных на динамическом (ударном) воздействии инструмента на поверхность детали. В этих процессах инструмент внедряется в поверхностный слой детали перпендикулярно профилю поверхности или под некоторым углом к ней. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число локальных пластических отпечатков, которые в результате покрывают (с перекрытием или без него) всю поверхность. Размеры очага деформации зависят от материала детали, размеров и формы инструмента и от энергии удара по поверхности.
Наклеп поверхности дробеструйной обработкой осуществляется за счет кинетической энергии потока чугунной, стальной или другой дроби, который направляется, например, сжатым воздухом через сопло роторного дробемета (рис. 2).
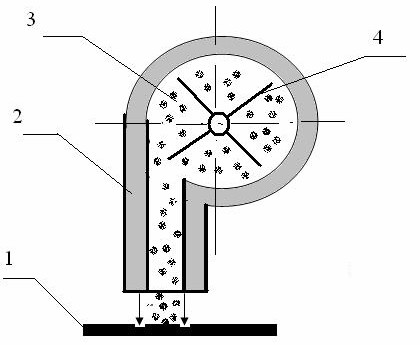
Рис. 2. Схема роторного дробемета: 1 – изделие; 2 – корпус дробемета; 3 – дробь чугунная или стальная; 4 – ротор дробемета
Материал, используемый для дробеструйного упрочнения, может подаваться на поверхность детали дробеструйным соплом также с помощью воды или воздействием центробежных сил.
Дробеструйное упрочнение используется в автомобильной промышленности для обработки цилиндрических пружин, установленных на большинстве машин, включая листовые рессоры и торсионы. Часто дробеструйной обработке подвергаются редукторы, коробки передач, оси, валы и шатуны.
В аэрокосмической промышленности дробеструйное упрочнение стало нормативным процессом как на стадии производства, так и на стадии техобслуживания и эксплуатации для многих типов летательных аппаратов. Обычно обрабатываются следующие узлы двигателя: лопасти вентилятора, диски турбины и валы. Используется также такая разновидность дробеструйного упрочнения, как дробеструйное профилирование – для формирования профиля обшивки.
С целью увеличения производительности для дробеструйной обработки применяются камеры с системой сбора дроби (рис. 3).
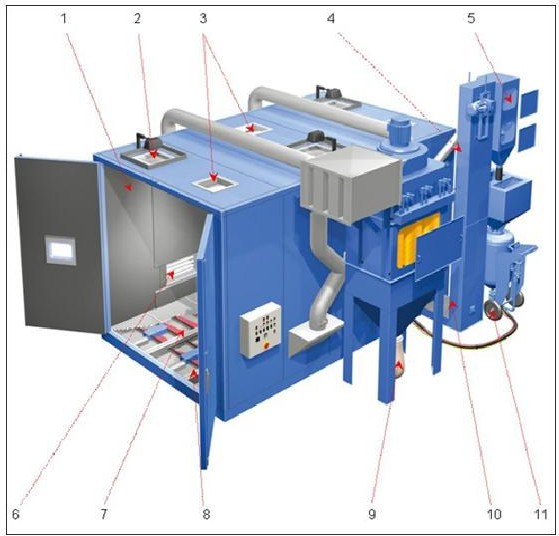
Рис. 3. Схема дробеструйной камеры с системой сбора дроби
На рисунке обозначено: 1 – стальные кассеты и внутренние стены, снабжённые резиновыми занавесами для высокой износостойкости; 2 – интенсивное освещение для оптимальных условий видимости; 3 – каналы приточной вентиляции; 4 – элеватор. Транспортирует отработанную дробь вертикально к устройству подготовки дроби; 5 – блок рекуперации дроби со встроенным воздушным сепаратором. Удаляет пыль и грубые частицы из отработанной дроби; 6 – встроенные камеры вытяжной вентиляции с удалением дроби из воздушного потока; 7 – транспортирующий желоб (продольный). Для транспортирования дроби к поперечному транспортёру; 8 – приводная станция. Для автоматического возвратно-поступательного движения; 9 – фильтровальная установка для вентиляции камеры, очистки воздуха и дроби от пыли; 10 – транспортирующий желоб (поперечный). Транспортирует дробь к элеватору; 11 – дробеструйный аппарат оснащён клапаном-дозатором, смесительной камерой и дробеструйным шлангом с соплом
Преимущества дробеструйного метода:
- простота конструкции;
- концентрированный поток дроби, позволяющий обрабатывать труднодоступные участки деталей;
- возможность получения высоких скоростей полета дроби;
- простота обращения с инструментом (дробью);
- возможность сепарации дроби потоком воздуха;
- отсутствие необходимости промывания детали после упрочнения.
2. Накатка
Накатка – это процесс обработки материалов поверхностным пластическим деформированием при помощи накатывающего инструмента – роликов, зубчатых накатников, плашек. Формообразующей называется накатка резьбы, зубьев шестерен, шлицов на валах, образование шероховатой поверхности на цилиндрических головках гаек, винтов, рукоятках и других деталях машин и приборов. Упрочняющая накатка – холодная поверхностная пластическая деформация валов, осей, втулок, дисков, зубьев зубчатых колёс, плоских деталей, приводящая к повышению усталостной прочности, износостойкости поверхности.
Накатывание рифленых поверхностей
Накатка, которая делается на поверхностях, охватываемых рукой, бывает прямая (рис. 4, а) и сетчатая (рис. 4, б). Шаг
(рис. 4, в) прямойнакатки делается независимо от материала детали равным0,5…1,2 мм.
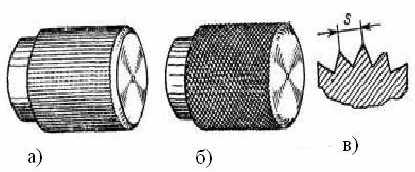
Рис. 4. Схема накатки рифленых поверхностей: а – прямая; б – сетчатая; в – шаг накатки
Шаг сетчатой накатки на деталях из латуни и алюминия делается 0,6…1,2 мм, а на стальных деталях – 0,6…1,6 мм. Чем тверже материал детали и чем больше ее диаметр, тем крупнее должен быть шаг накатки.
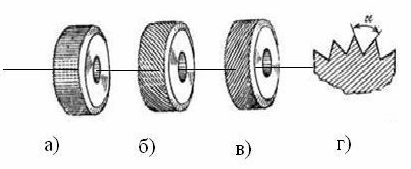
Рис. 5. Ролики для накатки поверхностей: а – для прямой накатки; б – с левой насечкой; в – с правой насечкой; г – угол насечки
Ролик для получения прямой накатки представлен на рис. 5, а. Для получения сетчатой накатки необходимо иметь два ролика с левой (рис. 5, б) и с правой (рис. 5, в) насечками. Диаметр роликов обычно принимается около 20…25 мм, ширина – 10 мм. Угол а между сторонами насечки (рис. 5, г) следует брать острее для накатки твердых материалов и более тупым, если материал накатываемой детали мягок (для латуни а = 90°). Ролики для накатывания изготовляются из стали марок У10А, У12А, ХВГ, 5ХНМ.
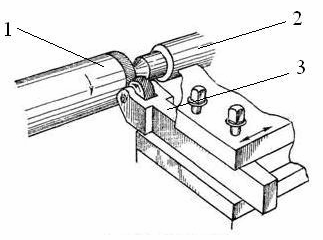
Рис. 6. Схема процесса накатки: 1 – деталь; 2 – задняя бабка станка; 3 – державка с накатным роликом
Накатка получается качественной, т. е. без выкрашивания металла, если диаметр поверхности, подготовленной под накатывание, делится без остатка на диаметр ролика. При накатке державка с роликом закрепляется в резцедержателе токарного станка (рис. 6). Деталь вращается в обычном направлении. Накатка требуемой глубины получается после нескольких проходов ролика. Чем крупнее накатка и чем тверже материал, тем больше должно быть сделано проходов. Например, накатка с шагом 1,2 мм на латунной детали может быть получена за 4…6 проходов, а на стальной детали за 6…8 проходов ролика.
Особенности процесса накатывания винтовых профилей
Процесс накатывания винтовых поверхностей представляет собой одну из разновидностей процессов поперечной накатки. Рассмотрим наиболее распространенный процесс накатывания резьбы роликами, при котором из цилиндрических заготовок образуются детали с винтовым профилем.
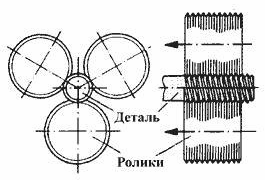
Рис. 7. Схема накатки резьбы роликами
Заготовку, обработанную под накатывание, устанавливают между двумя или тремя вращающимися в одном направлении инструментами, имеющими негативный профиль по отношению к профилю готовой детали (рис. 7).
Один из инструментов (роликов) подается в радиальном направлении. Таким образом, процесс накатывания поверхностей можно рассматривать как сочетание вдавливания в заготовку профиленакатных инструментов и прокатки, возникающей при вращении заготовки.
Основными особенностями происходящей при накатке пластической деформации являются:
- возможность значительных деформаций без разрушений деформируемого металла (в том числе коррозионно-стойких, жаропрочных и других специальных сталей и сплавов);
- существенное упрочнение поверхностных слоев в процессе деформации и связанное с этим повышение нагрузочной способности накатанных деталей.
Многие эксплуатационные свойства деталей машин в значительной степени обусловливаются геометрическими характеристиками микрорельефа и физико-механическим состоянием поверхностного слоя рабочих поверхностей деталей. При накатывании вследствие скольжения на контакте образуется поверхность, обладающая оптимальной шероховатостью, повышенной твердостью (наклепом), однородной микроструктурой и оптимальной текстурой прилегающих к поверхности слоев материала.
Прочность накатанного винтового профиля при статических нагрузках выше прочности профиля, обработанного резанием, примерно на 10 % при испытании на растяжение и на 20…35 % при испытании витков на срез.
Для высоконагруженных резьбовых деталей местом наибольшей концентрации напряжений являются впадины профиля. Поэтому для повышения усталостной прочности необходимо стремиться к минимальному параметру шероховатости поверхности таких участков; в этом отношении накатанный профиль обладает преимуществами перед нарезанным профилем.
Изменение физико-механических свойств поверхностного слоя металла в процессе накатывания профиля оказывает еще большее влияние на усталостную прочность деталей. Образующийся наклеп поверхностного слоя и текстура металла в значительной степени повышают циклическую прочность деталей. Этому способствуют также остаточные напряжения сжатия в поверхностном слое металла.
Накатывание резьбы неприводным цилиндрическим инструментом осуществляется с помощью резьбонакатных головок и державок, устанавливаемых на суппортах универсального оборудования (рис. 8).
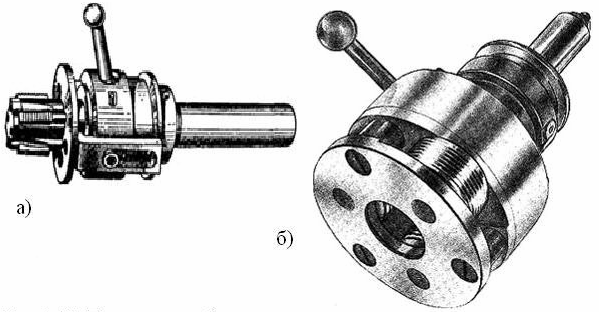
Рис. 8. Головки резьбонакатные: а – для внутренней резьбы; б – для наружной резьбы
Использование резьбонакатных головок и устройств расширяет область применения накатывания и обеспечивает получение этим способом точной резьбы на универсальных металлорежущих станках: токарных, токарно-револьверных, однои многошпиндельных автоматах. Применение головок и устройств позволяет получать окончательно обработанные детали, удовлетворяющие необходимым требованиям по соосности, биению и стабильности размеров резьбы, не выделяя изготовление резьбы в самостоятельную операцию.
Кроме указанных способов накатки резьбы существует еще несколько разных способов и устройств, например: накатывание плоскими плашками, накатывание инструментом типа «ролик-сегмент», а также с помощью специализированных резьбонакатных автоматов.
3. Выглаживание и дорнование
К методам поверхностного пластического деформирования, в которых деформирующие элементы (ДЭ) работают по схеме скольжения, относятся выглаживание и дорнование. Для этих процессов ДЭ должны изготавливаться из материалов, имеющих высокую твердость (алмаз, твердый сплав и т. п.) и не склонных к адгезионному схватыванию с обрабатываемым материалом.
Выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом (рис. 9).
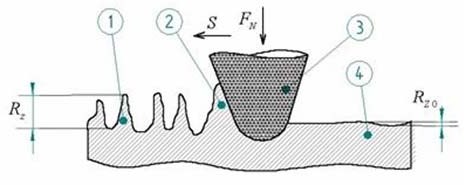
Рис. 9. Схема деформирования поверхностного слоя при алмазном выглаживании: 1 – микронеровности исходной поверхности; 2 – наплыв; 3 – выглаживатель; 4 – поверхность после выглаживания
Неровности поверхности от предшествующей обработки после выглаживания уменьшаются или полностью исчезают. При этом уменьшение шероховатости сопровождается повышением твердости поверхностного слоя. Алмазное выглаживание применяется для ППД закаленных сталей и деталей маложестких, то есть когда невозможно применить обработку накатыванием. Недостатком выглаживания является низкая производительность и невысокая стойкость инструмента.
Дорнование (дорнирование) – вид обработки заготовок без снятия стружки. Сущность дорнования сводится к перемещению в отверстии заготовки с натягом жесткого инструмента – дорна. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга. Дорнование – деформирующее протягивание, калибрование, применяется для обработки отверстий (рис. 10).
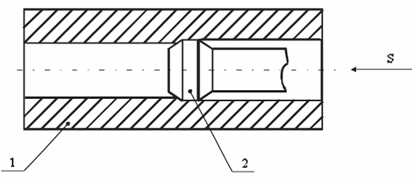
Рис. 10. Схема дорнования: 1 – изделие; 2 – дорн; s – направление подачи
Это высокопроизводительный процесс, сочетающий возможности чистовой, упрочняющей, калибрующей и формообразующей обработки. Формообразующая обработка применяется для получения на поверхности детали мелких шлицов и других рифлений. Толщина упрочненного слоя при дорновании регулируется натягом, т. е. разностью диаметров дорна и отверстия заготовки.
Дорнование подразделяют на поверхностное и объёмное. При поверхностном дорновании пластически деформируется поверхностный слой, при объёмном – пластическое деформирование происходит по всему поперечному сечению обрабатываемой детали. Поверхностное дорнование относят к методам поверхностного пластического деформирования (ППД), а объёмное дорнование к методам обработки металлов давлением (ОМД).
Инструмент для поверхностного дорнования изготавливают из твёрдых сплавов. Твёрдые сплавы, обладая рядом преимуществ, хуже воспринимают ударные и изгибные нагрузки по сравнению инструментальными и подшипниковыми сталями.
4. Осадка, обжатие, вытяжка, раздача
Осадка применяется для увеличения наружного диаметра сплошных деталей или для уменьшения внутреннего диаметра полых. При осадке диаметр детали увеличивается за счет уменьшения ее длины. Этим способом восстанавливают различные втулки при износе по наружному или внутреннему диаметру, цапфы валов, оси, клапаны двигателей внутреннего сгорания, зубчатые колеса и другие детали, имеющие поверхностный износ не более 1 % их диаметра. Осадкой увеличивают диаметр деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины.
Этим способом можно уменьшить длину деталей до 15 %, однако ответственные детали не уменьшают больше чем на 8 %. Приспособление для осадки состоит из верхней и нижней подставок и цилиндрической оправки, диаметр которой должен быть меньше окончательного диаметра отверстия примерно на 0,2 мм. После осадки под прессом отверстие втулки развертывают до требуемого размера. Небольшие по ширине цилиндрические зубчатые колеса восстанавливают в нагретом состоянии с помощью специальных штампов, которые позволяют получить небольшое утолщение зубьев и уменьшение отверстия ступицы.
Отверстие ступицы после осадки растачивают, а затем обтачивают наружные поверхности и нарезают зубья колеса. Если необходимо, производят термическую обработку зубьев на режимах, предусмотренных для новых зубчатых колес.
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом участке) сужения ее поперечного сечения. Этот способ используют при ремонте тяг, штанг и др.
Раздача применяется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых деталей. Этим способом восстанавливают бронзовые втулки шестеренчатых насосов гидросистем, трубы рулевой колонки и пр. Раздачу чаще проводят в холодном состоянии, закаленные детали предварительно подвергают отпуску или отжигу. Наиболее часто этот способ применяют при восстановлении поршневых пальцев двигателей внутреннего сгорания. Изношенный палец устанавливают в специальную матрицу и раздают с помощью пуансона на прессе.
Читайте также: