Резка металла угольным электродом
Обновлено: 06.07.2024
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
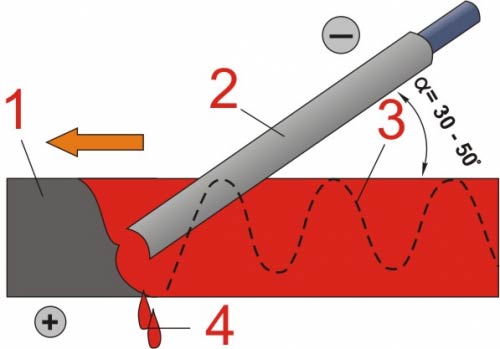
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
130 лет в сварке: угольный электрод

Виды сварки
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.

Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.

Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится — также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Способ «слева-направо» считается более подвинутым, так как при нем возможна более высокая скорость сварки, благодаря эффективному использованию тепловой энергии. Тем не менее, способ «справа-налево» применяется чаще – он более традиционный, его знают лучше.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских

Схема сварки медной проволоки.
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
Иногда применяют неплавящиеся угольные электроды для сварки шин из меди в трансформаторах на подстанциях. Варят и медные провода, но это главным образом в мелких мастерских кустарного характера.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Резаки для поверхностной строжки и зачистки марки НОРД

Технология сварки угольными электродами встречается достаточно редко. Это связано с узкой спецификацией угольного присадочного материала. Из-за своей структуры он не плавится под воздействием высоких температур.
Это ограничивает его применение сваркой цветных металлов и чугуна. Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Строжкой называется методика разрезания металлических поверхностей. При этой методике проводится резка на частичной глубине полотна детали.
Эта статья детально рассмотрит оба вида обработки металла с помощью угольных электродов: сварку и строжку.
- Общая информация о сварке угольными электродами
- Описание технологии
- Общая информация о строжке угольными электродами
- Описание технологии
- Заключение
Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.
Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Строжка металла угольными электродами

Резаки для воздушно-дуговой строжки – «строгачи»
«Строгачи» фирмы КУРТ ХАУФЕ надежны и просты в эксплуатации и применяются для строжки, подготовки и очистки сварочных швов, удаления раковин и дефектов, скоса кромок, резки, обработки поверхностей и пробивки отверстий в различных металлах.
«Строгачи» служат для воздушно-дуговой строжки и имеют следующие особенности:
овальная высокопрочная теплоизолирующая рукоятка;
вращающееся сопло, для круглых и плоских угольных электродов;
высокая пропускная способность воздуховода кабеля (воздухопроводность);
возможность регулировки объема потока сжатого воздуха встроенным вентилем;
очень гибкий специальный кабель;
подключение сжатого воздуха — резьба 3/8″
шарнирное соединение в рукоятке у моделей К12Т, К16Т
Круглый угольный электрод
Давление сжатого воздуха
Внутр. диаметр шланга
«Строгач» наиболее эффективен при применении угольных электродов ABIARC фирмы ABICOR BINZEL По запросу возможна поставка с другими длинами кабеля, с отдельным шлангом, с вентилем слева. Для подключения мы предлагаем кабель в комплекте со штекером сварочного кабеля.
Цены на строгачи можно посмотреть на нашем сайте:
«Строгачи» — горелки для ручной воздушно-дуговой резки и строжки угольным электродом
Горелки для воздушно-дуговой резки и строжки – строгачи, используют принцип выдувания струей сжатого воздуха расплавленного металла электрической дугой. Данный способ успешно применяется в машиностроении и металлургии благодаря его высоким технико-экономическим показателям.
Для строжки канавок, резки и снятия фасок используют угольные электроды круглого сечения, а для устранения поверхностных дефектов используют электроды прямоугольного сечения. Строжку выполняют как на переменном токе так и на постоянном.
Как правило, на поверхность угольных электродов наносят тонкий слой меди, который увеличивает срок службы электрода, уменьшая его оплавление в процессе строжки.
«Строгач» — горелка для воздушно-дуговой резки и строжки состоит из:
— Головной части, имеющей контактные подпружиненные зажимы, которые служат для установки под разными углами угольного электрода, и сопловые устройства, которые служат для подачи струи сжатого воздуха под небольшим углом вдоль боковой поверхности электрода в зону резки (строжки).
- — Рукоятки, которая позволяет удерживать горелку оператору.
- — Полого кабеля, служащего для подачи сжатого воздуха и тока в головную часть строга.
- — Специального разъема, который позволяет подсоединять полый кабель к сварочному кабелю и шлангу подачи сжатого воздуха.
На Российском рынке широкое распространение получили «строгачи» производства следующих модификаций — К10, К12, К16, отличающихся между собой максимальным рабочим током и диаметром используемых угольных электродом.. Все «строгачи» укомплектованы полым кабелем длиной 3 метра.
Для воздушно-дуговой строжки чаще всего используют серийные источники постоянного тока (сварочные выпрямители) с крутопадающей вольтамперной характеристикой и силой тока от 500 до 1000 А . При этом напряжение холостого хода используемого выпрямителя должно быть больше 60 В. Это позволяет легко зажигать дугу и поддерживать стабильное ее горение. Строжку стали осуществляют на обратной полярности («+» на электроде), а строжку цветного металла и серого чугуна на прямой полярности («-» на электроде).
Для воздушно-дуговой строжки сжатый воздух должен подаваться под давлением около 0,7 МПа, а его расход должен быть около 600 -1500 л/мин. При этом, воздух должен быть очищен от воды и масла, что позволяет достигать наилучшей чистоты реза и удаления расплавленного металла из зоны строжки.
Перед началом строжки вылет угольного электрода должен составлять не более 150мм, а вентиль подачи воздуха должен быть открыт. При строжке ширина получаемой канавки должна быть на 2-3 мм больше диаметра электрода, угол наклона электрода должен составлять 45-55°, а скорость перемещения электрода — 510-1000 мм/мин. Скорость перемещения электрода и угол его наклона оказывают непосредственное влияние на производительность процесса, а также на глубину, ширину и качество поверхности канавки. При необходимости получения канавки с глубоким профилем следует выполнять послойную строжку при оптимальном положении электрода.
При оценке расхода угольных электродов следует учитывать силу тока, сечение и химический состав электрода, а также глубину строжки. На практике значение расхода угольных электродов лежит в пределах 65 -150 мм на метр канавки.
Основным преимуществом воздушно-дуговой строжки угольным электродом перед газокислородной резкой заключается в том, что позволяет удалять дефекты в сварных швах и литье во всех пространственных положениях. При этом становиться возможным удалять прихватки из корня шва, дефекты лицевой и обратных сторон сварного шва без повреждения основного металла.
Описание технологии

В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Строжка
Строжка является разновидностью тепловой резки металлов. Она применяется при разделке корня сварного шва для последующей подварки, для выплавки дефектных участков сварных швов и пороков в отливках, для удаления приварных временных сборочных приспособлений и т. п. Существует несколько способов строжки, из которых наиболее распространенными в корпусных цехах судостроительных заводов являются газовая и воздушно-дуговая.
Газовая строжка заключается в том, что подогретый кислородно-ацетиленовым пламенем специального резака обрабатываемый металл частично расплавляется и сжигается в струе режущего кислорода, образующиеся окислы выдуваются на поверхность изделия в направлении строжки. В результате на поверхности металла получается канавка в форме полуцилиндра. Газовая строжка проводится строгачом, отличающимся от обычного резака конструкцией головки и мундштуков. Строгачи снабжены набором сменных мундштуков, устанавливаемых в соответствии с глубиной и шириной разделываемой канавки. Режимы газовой строжки назначают в зависимости от толщины обрабатываемого металла и положения конструкции в пространстве.
Газовую строжку начинают с нагрева места начала выплавки до светло-красного каления. При этом ось конца мундштука наклоняют на 60—70° к поверхности обрабатываемого листа так, чтобы светящееся ядро пламени строгача почти касалось поверхности листа. После нагрева участка, с которого начинается плавка, до светло-красного каления, конец мундштука отводят на 10—15 мм от поверхности листа и после пуска режущего кислорода, уменьшив угол наклона мундштука на 20—30°, выполняют строжку. В процессе строжки расстояние от лунки расплавленного металла до конца светящегося ядра подогревательного пламени сохраняется постоянным (10— 20 мм).
Изменяют размеры канавки, не только применяя мундштук другого номера, но и изменяя режимы строжки; увеличивают глубину канавки, повышая давление кислорода, уменьшают глубину канавки, уменьшая угол наклона мундштука.
В последнее время вместо газовой получает все большее признание воздушно-дуговая строжка. Процесс воздушно-дуговой строжки основан на расплавлении металла электрической дугой, горящей между угольным электродом и обрабатываемой деталью. Расплавленный металл удаляется из образовавшейся канавки струей сжатого воздуха, направляемой параллельно электроду.
Установка для воздушно-дуговой строжки (рис. 7.7) состоит из сварочного генератора и электрододержателя — строгача с присоединенными к нему кабелем и шлангом, по которым подается электрический ток и сжатый воздух. Строгач состоит из ручки, воздушной трубки с вентилем и головки для крепления электрода. К рукоятке подключен воздушный шланг, внутри которого проходит электрический кабель. В качестве электродов применяют сварочные угольные электроды диаметром 6, 8 и 10 мм с омедненной поверхностью. Покрытие медью способствует равномерному сгоранию электродов, уменьшению их расхода и большей устойчивости процесса строжки.

Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см. Подается воздух, поджигается дуга.
После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Воздушно-дуговая строжка металла. Сварка медных контактов
Данная технология к сварке имеет второстепенное отношение, но в сварочном производстве широко применяется на серьезных предприятиях, которые занимаются металлоконструкциями или литейным производством. Изобретение именуется воздушной строжкой и используется она для того, чтобы выполнять ремонт сварных швов или литейных заготовок в тех случаях, когда они не прошли дефектоконтроль.. Дело все в том, что при сварке больших толщин, когда провар металла достигает 30 мм и более, возможный внутренний дефект шва может располагаться на большой глубине ( читайте статью о методах дефектоскопии сварных швов). Конечно, добраться до этого дефекта можно разными способами, но воздушно-дуговая строжка в этом плане эффективнее всего: производительность и скорость работы увеличивается. Суть процесса заключается в том, что между деталью и угольным электродом зажигается мощная электрическая дуга , под ее воздействием сталь плавится, в то время как сжатый воздух, который подается в зону расплавленной ванны, выдувает жидкий металл. В итоге происходит быстрое удаление отдефектованных участков.
Для того, чтобы осуществить запланированное нужно иметь в наличии следующее:
• инвертор большой мощности минимум от 300А. При большом объеме работ используются аппараты до 1000А; • компрессор от 400л/мин., способный выдавать давление 6-10бар. • угольные омедненные электроды диаметром от 4 до 10 мм, рассчитанные на силу тока от 150 до 550А
Электрод угольный CARBON
• держатель для строжки, который на сленге сварщиков называется «Строгач». выглядит он как держатель электродов, только к месту, куда вставляется угольный электрод, подведен штуцер из которого выходит сжатый воздух. • к строгачу подсоединяется рукав с клеммой, внутри которого находится силовой кабель и шланг, по которому поступает воздух. Клемма подключается к сварочнику, а газовый шланг, соответственно, к компрессору.
Рекомендуемое оборудование: Aurora Pro Stronghold 500, данный инвертор хорошо справляется с поставленной задачей и мощный компрессор Aurora.
Примечание. Графитовый электрод, помимо прочего, удобно использовать для сварки медного кабеля в местах скруток во время разводки электрики. Этот способ позволяет получить надежные контакты, при этом нет необходимости пропаивать их оловом по всей длине скрутки. Достаточно поставить на ее конце одну точку и оплавившиеся провода создают монолитный контакт, который имеет высокую прочность и долговечность.
Угольный электрод плоский 16×4,8×305 мм ArcAir ESAB
Плоский угольный электрод ArcAir 16×4,8×305мм ESAB применяется для резки, строжки и прошивки отверстий в изделиях из нелегированных и низколегированных марок стали, коррозионно-стойких сталей, чугуна и других металлов. С помощью дуги происходит расплавление металла. Удаление расплавленного материала осуществляется мощной струей воздуха, которая также охлаждает угольный электрод.
Щёлкните, чтобы открыть изображение полностью
Описание товара
Омеднённый графитовый электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т.к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности. Данные электроды выпускаются как круглой, так и прямоугольной формы, соединяемые — Jointed (позволяющие вставлять один электрод в другой, тем самым сводя к минимуму огарок) и несоединяемые — Pointed, а также подразделяются на предназначенные для работы на постоянном токе прямой полярности и для переменного тока. Электроды с круглым сечением используют, преимущественно, для снятия фасок, строжки канавок и резки. Электроды с прямоугольным сечением применяют для очистки поверхности и устранения поверхностных дефектов на стальных отливках.
Воздушно-дуговая строжка угольными электродами — самый быстрый и дешевый процесс для резки/удаления металла. Угольный электрод необходим для поддержания дуги, чтобы расплавить металл, одновременно мощной струей воздуха сдувается шлак и расплавленный металл. Сжатый воздух также охлаждает угольный электрод. Угольные электроды применяется для резки, строжки, пробивки отверстий в углеродистых, низколегированных и легированных сталях. Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени.
Сферы применения
сталелитейная промышленность, судостроение, производство металлоконструкций, машиностроение.
РУЧНАЯ ДУГОВАЯ РЕЗКА ПОКРЫТЫМИ ЭЛЕКТРОДАМИ.
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
- циркулярная пила;
- болгарка;
- гильотина;
- ленточнопильный станок.
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.

Схемы воздушно-дуговой резки
Применяемые способы
Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка.
Дуговая резка неплавящимся электродом
При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды.
Данный метод имеет не столь широкое применение. Его используют для разбора металлического лома крупных размеров, проделывания отверстий и выжигания заклёпок, а также при демонтаже ненужных металлоконструкций.
Разрез осуществляется путём плавления металла в необходимой зоне, а не путём его сгорания. Благодаря этому качеству, появляется возможность работать с материалами, которые не поддаются резке газом, такими, как чугун или высоколегированные стали.
Данный метод не отличается высокой точностью проведения работы: ширина самого разреза большая, а кромки остаются неровными. Если использовать электроды с прямоугольным сечением, то удастся немного улучшить результат работы.
Дуговая резка плавящимся электродом
Этот метод позволяет достичь большей точности и чистоты, а сам разрез выходит более узким в отличие от предыдущего метода. Для резки применяют те же электроды и того же диаметра, что для сварки, повысив при этом силу тока на 20-30%. Проводя подобную работу в бытовых условиях, можно использовать простые электроды, но для улучшения процесса работы рекомендуется приобрести специальные электроды с особым покрытием.
Существует два вида составов покрытия. Первый: марганцевая руда (98%) и поташ (2%). Второй: марганцевая руда (94%), каолин (3%), мрамор (3%). Благодаря такому покрытию, увеличивается устойчивость дуги, внутренний стержень плавится медленнее и обеспечивается его изоляция от стенок реза. Расплавленный металл окисляется, благодаря особым компонентам, содержащимся в покрытии, это позволяет ускорить процесс резки.
Производство вышеописанных электродов осуществляется из проволоки диаметром от 3 до 12 мм и длиной до 300 мм. Толщина особого покрытия должна составлять 1-1,5 мм. Расчёт силы тока производится из следующего соотношения: 55-65 А на 1 мм диаметра используемого электрода.
Воздушно- и кислородно-дуговая резка
Такой способ разделения металлических частей отличается от предыдущих тем, что расплавленный электрической дугой металл сразу выдувается струёй сжатого воздуха или чистого кислорода. Обычно этот метод применяют с целью избавления от дефектов места сварки и разделения заготовок из нержавеющей стали толщиной не более 20 мм.
Из-за подачи кислорода происходит частичное выгорание металла, сопровождающееся выделением дополнительного тепла, что позволяет значительно ускорить процесс плавки. Данный метод применяется, если необходимо выполнить короткий разрез на любой строительной конструкции.
Разделение осуществляют графитовым или стальным электродом при постоянном токе с использованием специальных резаков. Электрод должен быть не тоньше 4-5 мм, имеющий покрытие ОММ-5, ЦМ-7 или ОСЗ-3. Сила тока может доходить до 250А и позволяет резать металл до 50 мм толщины. Сжатый воздух подаётся сбоку с силой давления 0,4-0,5 МПа. Средний расход кислорода варьируется от 100 до 160 л/мин.

Схема воздушно-дуговой резки металла
Если использовать резак типа РГД, тогда электрододержатель держат в правой руке, а сам резак в левой. Как только металл начинает плавиться, на него подаётся струя воздуха и выдувает его.
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.

Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.

Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.

Конструкция гильотинного станка
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.

Конструкция ленточнопильного станка
Цель: Ознакомиться с технологией дуговой резки покрытыми электродами. Выбрать режимы дуговой резки по заданным параметрам
Ход работы.
I .Теоретическая часть
Смысл резки металла электродами заключается в том, что металл при резке проплавляется на всю свою толщину, после чего начинает вытекать из полосы совершённого разреза.
Резка металла электродами является доступной благодаря высокой температуре, которая создаётся с помощью электрической дуги, именно она и позволяет расплавлять всевозможные металлы, независимо от того каков химический состав этого металла.
Большим плюсом при резке металла электродами является ещё и то, что благодаря электродам для резки металла можно осуществлять резку на всю глубину металла, осуществлять резку даже таких металлических сплавов, которые далеко не всегда поддаются даже газокислородной сварке.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой.
Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
| Рисунок 1Схема резки металлическим электродом |
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл.
Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низко углеро- дистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
| Прорезание канавки в листе воздушно дуговой резкой | Выплавка канавок воздушно-дуговой резкой |
Электроды для резки металла.
Специальные электроды для резки металла обладают специальным покрытием, которому присущи такие свойства как высокая теплоустойчивость, эти электроды хороши ещё и тем, что их структура сделана таким образом, что они позволяют именно окислять жидкий металл, благодаря чему он не налипает на изделие в виде шлака, а убирается с места резки.
Благодаря специальным электродам для резки металла, эта самая резка происходит намного качественней и что не менее важно в полтора, а то и в два раза быстрее чем резка металла обычными сварочными электродами.
Газокислородная резка
Нарезать металл методом кислородной металлообработки допустимо при соблюдении целого ряда условий:
- металлический элемент содержит незначительное количество легированных компонентов;
- для изделия характерна невысокая теплопроводность;
- обрабатываемый материал имеет температуру плавления больше, чем температуру горения.

Кислородную резку не рекомендуется использовать в качестве основного приема металлообработки. После нее на материале остаются окислы, влияющие на все его качество.
Лазерная металлообработка
Лазерное разрезание изделий является прогрессивным приемом. Суть его в воздействии на прокат узконаправленного светового луча, разогревающего деталь в месте контакта до высоких температур. Под действием луча металлоизделие расплавляется, а остатки расплава сдуваются с его поверхности специальным газом.
При лазерном методе отсутствует деформация металлоизделия, удается получить высокоточный результат без необходимости дополнительной обработки краев.

Схема и общий вид установки
При всех достоинствах указанные виды разрезания металлоизделий имеют несколько недостатков:
- применение только для тонколистового материала толщиной до 20 мм;
- невозможность обработки алюминиевых сплавов, металлоизделий из нержавеющей стали из-за их высокой отражаемости световых лучей.
Разрезание плазменным методом
Разрезание металлоизделия плазмой подразумевает воздействие на его определенный участок газовой смеси под высоким давлением. Плазменный поток представляет собой сильно нагретый и подвергшийся ионизации газ. Температура потока составляет 150000С.

Резка плазменной дугой и плазменной струей
В месте воздействия плазмы на деталь происходит ее выгорание и плавление. Части расплавленного металла выдуваются газовой смесью. Метод можно использовать для резки любых типов изделий.
Нарезание металлоизделий плазмой превосходит по производительности все другие способы. Она в 10 раз быстрее любых механических методов резки металлоизделий. Плазменное разрезание в 4 раза быстрее лазерного метода.
Плюс метода в том, что им осуществляют разрезание металлических изделий различной толщины (до 150 мм).
Имеются минусы у данного способа:
- требуется металлообработка краев деталей;
- края после обработки имеют небольшой наклон на 40;
- не рекомендуется применять для разрезания титана и других металлоизделий большой толщины.

Сварка угольным электродом
Как мы уже писали выше, сварка угольным стержнем применяется редко. Но она хорошо зарекомендовала себя при работе с цветными металлами, низкоуглеродистой сталью и чугуном толщиной до 3 миллиметров. Также угольные электроды иногда используются для пайки медных проводов.

Учитывайте, что угольный электрод является неплавящимся. Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
За счет чего образуется шов? За счет самого металла, с которым вы работаете. Кромки плавятся под воздействием дуги и заполняют стык между двумя деталями. Иногда можно использовать присадочную проволоку, если зазор слишком большой.
Технология
Подготовьте металл к сварке. Зачистите все поверхности, при необходимости отшлифуйте. Затем настройте силу тока. Сила тока зависит от диметра электрода. Для электрода диаметром 4 миллиметра оптимальная сила тока — 150-200А. Увеличивайте силу тока, если используете электроды большего диаметра. Также рекомендуем установить прямой ток и прямую полярность. Так дуга будет гореть стабильнее, а электрод будет расходоваться еще экономнее. Чтобы улучшить качество шва и стабилизировать дугу можно использовать флюсы. Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Вставьте электрод в держак и зажгите дугу. Это можно сделать, постучав стержнем о кромки. Затем сформируйте сварочную ванну. Видимая часть электрода должна составлять не более 7 сантиметров. Ведите дугу равномерно, следите за плавлением металла и формированием шва.
Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.

Скорость гидроабразивной резки
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой) — Оборудование и Материалы

При проведении сварки угольным электродом в домашних условиях и на производствах могут применяться разные виды расходного материала, которые могут отличаться по форме сечения.
Наиболее оптимальными и востребованными являются следующие виды угольных электродов:
- Круглые. Они могут использоваться в неограниченном режиме. Диаметр электродов составляет от 3,2 до 19 мм.
- Круглые бесконечные. Название наконечники получили благодаря небольшому расходу, они являются самыми экономичными. Размер диаметра может быть от 8 до 25 мм. Для проведения сварочного процесса данными электродами используется специальная машинка.
- Плоские. Сечение у стержней этого вида имеет прямоугольную форму иногда квадратную. Размер составляет от 8 до 25 мм. В основном они используются для заделки внешних дефектов на поверхности отливов из стали.
- Полукруглые. Они имеют размер сечения от 10 до 19 мм. Они являются популярными угольными стержнями, которые используются для сварки и резки металлических элементов. Во время сварочного процесса они способствуют формированию правильного и ровного шва.
- Полые. Они позволяют сформировать U-образную канавку. Диаметр составляет от 5 до 13 мм.
Угольные электроды особенности сварки и резки.

Угольные электроды
используются в различных производственных процессах – заготовительно-подготовительных, сварочных, строительных, при монтаже металлоконструкций, в мостостроении, судоремонтных и судостроительных работах и т.д. Угольные электроды позволяют производить резку, строжку, удаление дефектов литья, подготовку кромок для сварки, сварку металлов.
Угольные электроды подходят для сварки и резки различных металлов:
- Сварка стали угольным электродом. Угольные электроды могут применяться для сварки низко- и высоколегированных, нержавеющих сталей и сплавов с низким содержанием углерода.
- Сварка чугуна и бронзы угольными электродами. Для сварки чугуна или бронзы угольным электродом рекомендуется заточить конец электрода под углом 65⁰С. Угольные электроды в ходе сварки выполняют роль электрического проводника, для заполнения сварочной ванны используются присадочные материалы. Сварка производится постоянным током прямой полярности.
- Сварка цветных металлов угольным электродом. Для сварки цветных металлов конец угольного электрода рекомендуется затачивать под углом 30⁰С. Сварка производится постоянным током прямой полярности.
- Сварка алюминия угольным электродом. Угольные электроды также можно использовать для сварки алюминия и его сплавов. Добавление флюса в кромку шва при сварке угольным электродом позволяет защитить его от окисления и получить качественный и прочный сварочный шов.
- Строжка и резка угольным электродом. При строжке угольной дугой необходимое давление сжатого воздуха 500-700кПа (5-7 бар), в зависимости от диаметра электрода и глубины резки/строжки. Электрод рекомендуется держать под углом 20-45⁰ к детали.
Как видно из вышенаписанного угольный электрод – это сварочный материал с широким спектром использования.
Сварка угольным электродом производится на постоянном токе прямой полярности. Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности. Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов.
Наша компания предлагает купить угольные электроды GWC омедненные отличного качества и по разумной цене.
Особенности процесса
Проведение сварки угольным электродом и инвертором позволяет получить прочное сварное соединение без дефектов и неровностей. При этом данная технология позволяет работать с разными видами металла.

Электроды, которые выполнены из угля, отличаются от металлических стержней тем, что они относятся к тугоплавким. Из этого следует, что во время сварочного процесса они выполняют роль проводника электричества, но при этом они становятся частью сварочной ванны.
Во время работы угольные стержни разогреваются до очень высоких температурных показателей. А если продолжить нагревание, то они сразу из расплавленного состояния перейдут в состояние кипения.
При проведении сварочного процесса рекомендуется применять постоянный электрический ток с прямой полярностью. В этом случае минус (катод) должен быть на электроде, а плюс (анод) на металлической поверхности изделия.

Во время сварки угольными стержнями сварщику обязательно требуется использовать присадочные элементы. Процесс сваривание может выполняться двумя способами:
- Слева направо (присадочные компоненты находятся сзади электродов);
- Справа налево (впереди идут присадочные компоненты).
Стоит отметить! Во время проведения сварочного процесса дома можно использовать самодельный аппарат для сварки и пайки угольными электродами. В связи с тем, что угодные стержни имеют небольшую теплопроводность, можно будет создавать дугу при силе тока всего 3-5 Ампер.
Сварка угольным электродом в домашних условиях
Канал “Николай Чернак” рассказал об интересной самоделке: аппарат для нагрева, пайки и сварки угольным стержнем. На видео показано, как он устроен, он будет разобран и наглядно представлен, также процесс сварки в домашних условиях. Мастер расскажет, как его делал и несколько его возможностей. Температура плавления для угольных электродов 3800 °С и кипения 4200 °С, в связи с этим трудно заметить процесс плавления, а наблюдается медленное испарение.
Многое для сварки в этом китайском магазине.
Таким аппаратом можно разогревать мелкие детали, железные, из меди, латуни и других материалов, проводящих ток. Можно закаливать мелкие инструменты: отвертки, зубила. Напаивать мелкие резцы, пластины. Паять можно свинцом, латунью. И осуществлять сварку медные скрутки. В случае, если на аккумуляторе сгорит плюсовая или минусовая клемма, удастся полностью восстановить стержнем клемму.
Ну а сейчас посмотрим устройство. За основу этого аппарата взят трансформатор от микроволновки. Первичная обмотка на 220 В, она обычно в микроволновке, не выводит из строя, поэтому оставлена родная. Вторичная высоковольтная обмотка на 2000 В была удалена. Не стал вырубать, просто в местах сварки разрезал, разобрал сердечник, удалил вторичную обмотку.
Читайте также: