Вальцы для прокатки листового металла
Обновлено: 02.07.2024
В каталоге представлены вальцы для гибки и прокатки листового металла, которые можно купить за наличный и безналичный расчет, в кредит и лизинг, а также заказать доставку по России и СНГ.
Вальцовка листового металла (станок для которой может иметь ручной или машинный привод) – распространённая операция холодной штамповки. Вальцы для листового металла в любом исполнении – будь то вертикальный листогибочный пресс или обычный вальцовочный станок – всегда включит в свой станочный парк любая компания, основное производство которой составляют машины для пластического деформирования листового металла, а технологический процесс включает разные виды гибочных оперций.
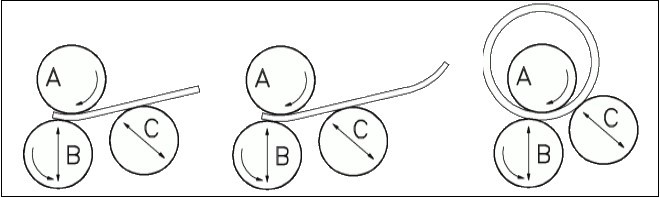
Последовательность вальцовки
Вальцовочный станок для листового металла деформирует заготовку путём загибания плоской кромки в незамкнутое кольцо, причём синхронно с обеих сторон листа. С этой целью вальцы для металла снабжаются 3…4 валками, один из которых должен быть приводным. Вальцовочная машина для тонколистового металла часто оснащается ручным приводом вращения валка, в остальных случаях (вальцы 3 мм, вальцы 4 мм и более) используется электродвигатель. Некоторые конструкции вальцов для листового металла оснащаются приспособлениями для автоматической заправки заготовки.
Россия имеет богатый опыт проектирования и изготовления подобного оборудования, поэтому отечественные вальцы по металлу для гибки гладких листов и полосы в своих эксплуатационных характеристиках не уступают лучшим мировым образцам и тем более китайским.
Все исполнения вальцов для листового металла неметаллоёмки. Любой валковый способ гибки относится к операциям, не требующим значительных затрат энергии, поскольку деформация происходит не усилием, а изгибающим моментом.
Устройство
Станок для вальцовки листового металла включает в себя:
Приводной двигатель с возможностью реверса (либо рукоятку, если вальцовочное оборудование оснащено ручным приводом).
Клиноременную передачу или многоступенчатый редуктор.
Приводной вал, в подшипниках которого размещён цилиндрический приводной валок.
Оси с неприводными валками, каждый из которых может иметь различный диаметр.
Купить вальцовочный станок с ручным приводом не только выгоднее, но и безопаснее, особенно, если работа предполагается в условиях мелкосерийного или единичного производства. Кроме того, монтаж таких вальцов для листового металла может быть предусмотрен в любом месте с достаточной площадью.
Как выбрать
Для того, чтобы купить вальцы для листового металла должны быть известны:
желаемый диапазон радиусов гибки;
форма и размеры листа в плане;
производительность, которую может обеспечить обработка.
Предназначать станок для работы в составе линии можно, оснастив его приспособлениями для автоматической подачи металла.
Цены на вальцовочный станок складываются также из брендовой составляющей, которая предусматривает текущие регламентные операции, оперативную поставку оригинальных запасных частей и пр. Купить вальцы для листового металла лучше всего у дилеров специализированных предприятий, имеющий опыт конструирования и производства подобного оборудования. Вальцовочный станок для листового металла купить целесообразно с комплектом сменного инструмента и приспособлений.
Промышленный вальцовочный станок для листового металла, цена на который весьма быстро окупит первоначальные вложения – хороший вариант для старта собственного бизнеса. Вальцы купить выгодно, например, при изготовлении водосточных, дымо- и воздухоотводных труб, отливов и т.д.
Следует предостеречь от технически неверного использования термина «вальцовочный станок» применительно к вальцам для листового металла. Например, если встречаются выражения типа «вальцовый станок», «вальцевые станки», «вальцовый станок для металла», «вальцевые станки для металла» и т.п., то речь идёт об оборудовании для валяния шерсти, которое совершенно не предназначено для профилирования металла.
Вальцы для металла купить можно также и после капитального ремонта по более низкой стоимости: сама конструкция оборудования долговечна, поэтому многими десятилетиями исправно служит своим владельцам.
Трехвалковые вальцы: характеристика, назначение и принцип работы
Существует довольно много видов оборудования для обработки металла с разнообразными характеристиками. Особое место среди них занимают трехвалковые вальцы. Необходимо разобраться, каково их основное назначение и принцип работы.


Характеристика
Описывая электромеханические трехвалковые вальцы, стоит указать на такие их составные части:
раму (она же основание);
балку и вал для прижима;
гайки для фиксации;
пульт выносного управления;
электромотор и его кожух;
чалки и их направляющие элементы.



Современные трехвалковые вальцы встречаются чаще, чем решения с другим количеством валов. С помощью такой техники можно производить металлические конструкции цилиндрической, конической формы. А умелые мастера могут даже придать заготовке овальную форму. Соответствующую технологическую операцию в любом случае называют вальцеванием. Нельзя путать ее с развальцовкой, которая подразумевает изменения конфигурации и величины обрабатываемых изделий. Промышленность наладила выпуск гибочных (листогибочных) станков с диаметром всевозможной величины. Они позволяют делать:
желоба различного предназначения;
ряд других изделий.
поликарбонатом (но эта способность уже встречается только изредка).
Принцип работы
Основной действующий элемент — это цилиндр, который вращается особым образом. Точнее, режим его кручения рассчитывается в строгом соответствии с потребностями конкретного производства. Через цилиндр идут разогретые (это важно!) листы металла. Благодаря высокой температуре под действием крутящихся цилиндров они легко меняют свою форму. Радиус обработки определяется расстоянием, которое разделяет верхний и задний валы.
Стоит учесть, что не всегда после первого «прогона» детали приобретают необходимую форму. Нередко их приходится вновь отправлять в печь, а затем вновь подвергать вальцеванию. Повышенные механические и тепловые нагрузки часто вызывают стремительный износ вальцов.
Даже то, что их делают максимально стойкими, помогает не всегда. Проходящие через вальцы заготовки уменьшают свой поперечный размер, зато вытягиваются по длине.


Если нужно получить цилиндр из листовой заготовки, задний и передний валы ставятся параллельно друг другу. Конус получают, ставя задний вал под определенным углом к переднему элементу. Но не все трехвалковые вальцы имеют столь простое устройство. Многие экземпляры оснащаются отличными электронными системами и даже являются частью станков с ЧПУ. Радиус цилиндра при работе определяется изменением высоты верхнего вала (по отношению к нижним деталям, а не к полу помещения).
Ручные вальцы используются очень часто, их можно встретить даже в самых обычных домашних мастерских. Такие приспособления могут использоваться для получения вентиляционных деталей и других трубопроводов. Чаще всего ручными вальцами пользуются для единичных работ, но такой же инструмент используют и в промышленности. Они позволяют существенно сэкономить на оплате электроэнергии. Основными характеристиками являются:
незначительное разнообразие вариантов обработки металла;
возможность выполнять различные схемы обработки без дополнительной подготовки;
обязательные механические усилия оператора при работе;
сравнительно малая производительность;
непригодность для полноценного конвейерного производства.


Но для листового металла большой толщины, то есть для листа 3 мм и толще, гораздо легче применять электромеханические вальцы. С помощью подобной техники можно производить в больших масштабах желоба, трубы и конусные детали. Из получаемых на таком оборудовании конструкций собирают готовую продукцию. Иногда на электромеханических вальцах делают полностью готовые изделия небольшого размера. Основные применения таковы:
быстрое изгибание листа в требуемый радиус;
формирование ребер жесткости и выемок на заготовках под трубы;
приготовление мест, где трубы будут соединяться;
первоначальная обработка и дефектовка металла.
Очень тяжелые работы могут выполняться на гидравлических вальцах. С их помощью часто делают:
компрессоры и их детали;
резервуары для жидкостей, газов и твердых тел.
Толщина заготовок, обрабатываемых на гидравлическом оборудовании, составляет от 3 до 70 мм. Ширина их варьируется от 1500 до 3000 мм. Привод в каждом станке строго индивидуален. Вальцовочный трехвалковый станок куда проще, и некоторые модели такого рода могут создаваться даже самостоятельно. Но такую технику поставляют и различные компании, специализирующиеся на металлообрабатывающем оборудовании. Есть варианты с ручным и электромеханическим приводом.


Вальцовка конусов может быть выполнена на почти любом виде трехвалковых вальцов. Но все же для этой работы профессионалы советуют использовать более продвинутое четырехвалковое оборудование.
В любом случае предварительно подгибают листовые кромки. Прижим заготовки к верхнему валку позволит усилить трение. Потому технологический процесс заметно упрощается.
Вальцы трехвалковые представлены в видео далее.
Виды и особенности вальцовочных станков
Изделия из тонколистового металла, содержащие в своей основе детали цилиндрической или конической формы, проходят стадию изготовления радиусных заготовок из стали или цветных металлов. Такой процесс называют вальцовкой. Современное машиностроение предлагает широкий ассортимент вальцовочных станков.

Назначение и сфера применения
Предприятия, занимающиеся изготовлением из листового металла радиусных изделий, оснащены вальцовочным оборудованием. Вальцовка – процесс многократного гиба металлического листа, в результате которого получают заготовки для изготовления труб различного коммуникационного назначения, товаров народного потребления (тазы, вёдра и пр.), а также деталей для последующей штамповки и др.
Обратите внимание. В основе рабочего процесса вальцовочного станка заложено свойство листового металла изгибаться в заданном радиусе деформации при оказании на него механического давления посредством валов.
Вальцовочные станки можно встретить во многих сферах деятельности человека – от домашнего хозяйства до высокотехнологичных промышленных предприятий, занятых производством изделий ракетно-технического назначения.

Особенности конструкции
С помощью вальцов осуществляют пластичную деформацию листового металла. Особенностью листогибочного устройства является то, что прокат металлических заготовок происходит путём прохождения листа под давлением между двумя, тремя и даже четырьмя валками. В результате заготовка постепенно изгибается, стремясь приобрести цилиндрическую, овальную или конусную форму.
Независимо от вида модели вальцовочные станки построены по единому принципу. На примере простого ручного станка можно увидеть общепринятые элементы вальцов:

Станина может выглядеть в виде рамы, сваренной из металлопрофиля или быть чугунной плитой. Всё зависит от полезной нагрузки, на которую рассчитан станок.
Стойки
Как правило, с каждой стороны расположены по две вертикальные опоры, на которые помещена горизонтальная балка. Обычно стойки изготавливают из квадратной трубы. Мощные станки оснащены опорами из специального профиля.
Верхняя балка
Это несущая платформа, по её сторонам установлено навесное оборудование – это щёки с подшипниковыми узлами и прижимные устройства.
Одна из них может быть съёмной или иметь боковой проём, через который вынимают конец приводного вала. В них вмонтированы подшипники с шестернями, а также установлена поворотная ручка или подведён редуктор электродвигателя (приводной механизм).
Независимо от количества валов, только один из них является приводным и съёмным. Два или три вала закреплены стационарно и являются ведомыми элементами проката листового металла.
Прижимы
Устройства расположены с двух сторон валов. Прижимы оснащены винтами, которые прижимают ведущий вал к ведомым цилиндрам. Чтобы прокатка осуществлялась без брака прижим регулируют синхронно двумя устройствами. От степени прижима зависит величина радиуса изгиба заготовки.
Классификация
Основой являются прокатные вальцы – длинномерные валы, изготовленные из высокопрочного стального сплава. По их количеству листогибочное оборудование подразделяется на три вида – это станки:
Двухвалковые
Эти станки в основном востребованы в приусадебных хозяйствах, ремесленных мастерских и там, где нужно время от времени изготавливать мелкими партиями водосточные желоба, небольшие ёмкости и т.п. Валы расположены в одной вертикальной поперечной плоскости один над другим. Диаметр верхнего вала, как правило, вдвое меньше нижнего вала. От степени прижима подвижного верхнего цилиндра к нижнему катку зависит величина радиуса гиба заготовки.
Достоинства
Преимущества двухвалковых листогибов можно описать так:
ручные модели не нуждаются в силовом оборудовании так, как используется физическая сила оператора станка;
снабжённые электрическим приводом, станки обладают большей производительностью;
широкий ряд, обрабатываемых материалов – от мягких до жёстких листовых материалов различного вида.
Трёхвалковые
Самый популярный вид листогибочных вальцов – это станки с тремя катками. Их можно встретить, как в ручном исполнении, таки и с электроприводом. Станок представляет собой три вала, оси которых представляют собой вершины равнобедренного треугольника. Один из них является приводным и находится над или под двумя стационарными катками. Отличительной особенностью конструкции является то, что ведущий вал одним концом закреплён в щеке тогда, как второй конец можно вынимать из второй щеки для снятия готового изделия в виде цилиндра.

На заметку. Вальцы содержат деформационный орган, который расположен на раме или литой станине, в зависимости от массивности обрабатываемого листового материала. Особый интерес представляют электромеханические вальцы. Благодаря силовому приводу, оборудование такого типа легко обрабатывает листовой металл толщиной 1,5 мм и более.
Принцип работы
Работа трёхвалкового вальцовочного станка заключается в обкатке листового металла вокруг приводного валка. Его диаметр определяет минимальный радиус гиба заготовки, размер которого регулируют высотой ведущего вала относительно двух катков. Ручные вальцы используют в основном для гибки алюминиевых и медных листов. А также на них изготавливать цилиндрические, овальные и конусные заготовки из оцинкованной жести.
Четырёхвалковые
Вальцы такого типа оснащены гибочным органом, состоящим из одного верхнего ведущего вала и двух нижних валков + дополнительный нижний цилиндр. Этот дополнительный элемент исключает недостаток 3-х валкового оборудования, то есть на заготовках не оставляет крайние прямые участки.
Наличие четырёх валов, предназначенных для вальцовки листового металла толщиной до 7,5 мм. требует применение силового привода большой мощности. Поэтому станками такой конструкции управляет гидравлика. Сложное мощное гидравлическое вальцовочное оборудование оснащено числовым программным управлением (ЧПУ). Все настройки, регулировки и рабочие процессы полностью автоматизированы.
Заключение
Вальцовочные станки с успехом используются индивидуальными предпринимателями, в малых предприятиях и небольших слесарных мастерских.
Вальцы для листового металла
Вальцы для обработки листового металла были изобретены достаточно давно, и с тех пор их конструкция претерпела целый ряд различных изменений. Неизменным остался только принцип работы. На сегодня пользователь без особых проблем может найти всё необходимое для работы с листовым металлом не только в производстве, но и для домашней мастерской.


Особенности технологии
Вальцовка, или вальцевание, – работа, в ходе которой листовые заготовки приобретают необходимую в соответствии с задачей форму. Работа, строго говоря, идет не только с металлом. В качестве материала может послужить любой пластичный материал, начиная от резины и пластика и заканчивая железом или алюминием. Разного рода трубопрокатные изделия тоже подвергаются такой обработке.
Для того чтобы обработать профлист, используется специальное оборудование. Исходя из названия, легко можно сделать вывод, что основную роль в конструкции играют несколько валов. Процесс придания формы конуса или цилиндра в целом и называется вальцовкой. Если, например, нужно увеличить диаметр трубы в ширину без потери качества, тогда операция называется развальцовкой, но суть от этого изменится мало.


Оборудование для обработки оцинкованного листа металла на производстве обычно имеет электрический или гидравлический привод.
Для домашней мастерской будет достаточно и ручного. При правильном подходе устройство можно собрать и самостоятельно, работать оно будет с ничуть не меньшей эффективностью, чем его заводские аналоги. Это специальное оборудование для работы с металлом в холодном состоянии, объяснений его эффективности существует несколько.
- В процессе металл не меняет своей температуры, а значит, сохраняет все свои первоначальные технические характеристики неизменными.
- Структура не подвергается серьезным изменениям, помимо внешней деформации. Не образуется никаких дыр и трещин в заготовках.
- Работа идет равномерно по всей поверхности изделия. Расчет толщины и радиуса воздействия учитывается заранее.
- Процесс легко можно контролировать на всех этапах.



Благодаря точности обработки изделий можно работать с заданными геометрическими параметрами, не теряя ни миллиметра. Детали и габариты изделий в конечном итоге могут быть диаметрально разными, начиная от стальной заготовки и заканчивая частью небольшого ювелирного украшения.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.


Например, для работы с изделиями необычных форм напрямую влияет возможность рабочих валов менять положение. Так что два одинаковых станка одной и той же фирмы могут быть диаметрально разными.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.



Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Чаще на таком станке обрабатываются цилиндрические конструкции, нежели конусные.
Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Числовое управление облегчает настройку и регулировку некоторых параметров в процессе производства изделия.
Это во всех отношениях профессиональный инструмент для работы с металлом.
Классификация оборудования по типу привода
Соответственно количеству валов каждый станок имеет свои конструкционные особенности и сложности. Также листогибочное оборудование можно разделить на категории и по типу привода:
- механические – ручной привод;
- электромеханические – в комплекте часто присутствует вычислительный блок ЧПУ;
- гидравлические.



Ручное
Ручной привод самый простой, здесь для обработки потребуется прикладывать определенное физическое усилие. Обычно это конструкция с двумя валами и жестким каркасом. Работать можно в домашней мастерской с максимальным комфортом из-за компактности этих моделей, но спектр задач у них достаточно узкий.
Электрическое
Электрический привод имеет в конструкции вычислительный блок, что может помочь автоматизировать часть операций и работать с более высоким уровнем точности. Спектр задач у таких моделей, как и сфера применения, значительно шире.
Гидравлическое
Гидравлические вальцы – очень габаритное оборудование, которое отличается и более высокими техническими характеристиками. Соответственно, оно имеет и широкий спектр задач. Это станки, предназначенные в основном для промышленных предприятий или достаточно большой домашней мастерской, чтобы была возможность вместить их и окупить производственные затраты.
Обзор современных моделей
«ВЭТ-1500» – одна из самых популярных недорогих моделей станков. Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.
Вес и габариты такого станка минимальны, что дает ещё один плюс в пользу покупки этого устройства для дома.
Еще одним брендом, на который стоит обратить внимание, является DEGstm. Это иностранная фирма по производству станков самого разнообразного калибра, которая уже успела зарекомендовать себя качественными изделиями. Например, их четырехвалковые гидравлические станки могут обрабатывать заготовки длиной до 3100 мм включительно, диаметр которых составляет 680 мм.
За трехвалковыми станками с элетромеханическим или ручным приводом можно смело обращаться в фирму «Энкор» или Metal Master. На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
Как сделать станок самому?
Самодельные вальцы с ручным приводом имеют достаточно простую конструкцию, а работать в конечном итоге будут ничуть не хуже известных заводских аналогов.
Для сборки своими руками нужно подготовить чертеж, расходные материалы и инструменты.
Изготовление не потребует никакого сугубо профессионального опыта, разве что минимальных навыков обращения с инструментами.
Что касается конструкции, то у станка для работы с металлом есть несколько ключевых элементов.
- Рама. Именно на ней будут держаться все остальные элементы конструкции. Рекомендуется использовать оцинкованную сталь или любой другой металл со схожими характеристиками.
- Боковые стойки с прорезями для узлов подшипника.
- Валки из прочной стали. Их диаметр будет зависеть от поставленной перед мастером задачи по обработке металла.
- Рукоятка для вращения.
- Приводной зубчатый узел, который будет обеспечивать синхронность во вращении валов.
- Пружинный узел для прижатия заготовки между валками.


Первым этапом станет изготовление рамы. Её можно сварить из нескольких заготовок, размеры при этом нужно сверять с чертежом.
Боковые стойки также привариваются к раме, чаще всего это швеллеры. Тут в качестве материала подойдет углеродистая сталь.
Что касается узлов, то они фиксируются на боковых стойках в специальных отверстиях, валки устанавливаются в последнюю очередь. После сборки конструкции следует проверить, надежно ли зафиксированы все основные узлы.
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
О том, как сделать самодельные вальцы, смотрите далее.
Вальцы: виды, применение и изготовление своими руками

При работе с металлопрокатом необходим вальцовочный станок. С его помощью из заготовок изготавливают широкий ассортимент продукции. Она, в свою очередь, используется строительной, химической и других отраслях промышленности.
Вальцы позволяют деформировать заготовку в горизонтальной или вертикальной плоскости. Они способны обработать любое изделие с плоской поверхностью.
Что это такое?
Вальцы используются в конструкции дробильных машин и даже оборудования для кузнечного дела. Они представляют собой два валка. Первый крутится в одном направлении, второй – в противоположном ему. Таким образом обеспечиваются должный захват и обработка материала.
Если говорить об особенностях конструкции различных вальцов, то в дробильных станках они имеют рифленую поверхность. Если это ковочный агрегат, то в вальцах есть ручей, габариты которого соответствуют размерам и форме обрабатываемой детали.
В зависимости от того, в какой сфере используется вальцовочный станок, он может обрабатывать заготовки с широким диапазоном толщины. Вот почему на рынке можно встретить как простые ручные листогибы, так и крупногабаритные прокатные машины. Последние оснащаются ЧПУ и имеют в конструкции до 9 валов. Они рассчитаны на большой объем работы, поэтому используются в промышленных масштабах.


Вальцы необходимы в том случае, когда профилю необходимо придать желаемую форму. Она может быть овальной, круглой или даже цилиндрической. Есть станки, которые могут сделать из заготовки изделие с полицентрической или конической формой.
При работе с оцинкованной жестью не нужен большой станок. Даже малогабаритный агрегат способен произвести большое количество изделий, к примеру:
- водостоки;
- дымоходы;
- элементы вентиляционной системы.
Ограничения в работе с таким станком касаются только лишь технических параметров, которыми он обладает. Нужно понимать, что основной и вспомогательный вал обладают разным диаметром. Соотношение между этими показателями влияет на такие параметры, как минимальный и максимальный радиус сгиба.
Максимальная ширина обрабатываемой заготовки определяется длиной вала. От типа привода зависит толщина изделия на выходе.
Сложные формы, такие как коническая и полицентрическая, возможны лишь на тех станках, в конструкции которых предусмотрена возможность смены положения валов.


Устройство и назначение
Вальцы можно использовать не только в промышленности, но и в быту. Некоторые умельцы создают своими руками станки для профильной трубы или гофрированной заготовки из любого металла.
В конструкции такого оборудования цилиндры изготавливаются полыми. Очень важно, чтобы оставалась возможность как нагреть элемент, так и охладить его. При наличии хорошего станка даже в домашних условиях можно поставить на поток производство таких незаменимых изделий, как медные водостоки.
Несмотря на простоту подобных агрегатов, в результате получаются изделия высочайшего качества.
Ручные вальцы требуют вложения собственной силы, но они обходятся дешевле, поэтому их предпочитают домашние мастера.


Если хочется наладить продажу подобной продукции на рынке, стоит обратить внимание на электромеханические и гидравлические модели. Именно такое оборудование позволяет расширить собственное производство. Стоит отметить, что современные станки очень аккуратно захватывают металл. В момент деформации декоративное покрытие не страдает. Полимер сохраняет свою привлекательность, не трескается и не меняет окраски.
Профессиональный станок можно регулировать. Даже начинающий пользователь с подробной инструкцией легко адаптирует агрегат под желаемую форму в зависимости от того, какое изделие предполагается производить.
Такой станок станет незаменимым помощником в домашнем хозяйстве, когда необходимо изготовить трубы, дымоход или элементы водосточной системы.
Вальцы можно использовать непосредственно на строительной площадке.
Нет необходимости располагать станок в цеху.
Существует несколько классификаций такого оборудования. Если рассматривать по типу привода, тогда они могут быть:
- ручными;
- электромеханическими;
- электрогидравлическими.
Существует классификация по количеству валков:
- 2-х валковые;
- 3-х валковые;
- 4-х валковые.



Вальцы этого типа используются при изготовлении простых цилиндрических элементов. Есть настольные модели и напольные.
В основе таких моделей лежит прочный каркас. По названию не сложно понять, сколько рабочих валов предусмотрено производителем. Располагаются они над друг другом параллельно. Верхний вал изготавливается из стали. Он меньшего диаметра.
Нижний почти всегда в два раза больше. В его конструкции имеется сердечник. Стальной элемент покрыт мягкой резиной или полиуретаном.
Ручные модели более дешевые. Гидравлические полноприводные с ЧПУ стоят дорого, но они гарантируют высокое качество.
Принцип работы такого вальцовочного станка прост. Вал, расположенный снизу, может перемещаться в вертикальной плоскости. В этот самый момент он захватывает и прижимает заготовку к верхнему валу. Небольшое усилие, и металлический лист прокручивается, приобретая желаемую форму.


Диаметр верхнего вала определяет минимальный радиус гиба, а максимальный зависит от усилия прижима нижнего элемента. Чтобы отрегулировать должным образом агрегат, необходимо настроить силу, с которой вальцы будут прижиматься друг к другу.
Нельзя не отметить преимущества такого рода станков:
- простота;
- безопасность для декоративного покрытия заготовки;
- отсутствие ненужной деформации;
- можно обрабатывать листы, изготовленные из различных металлов;
- отсутствие брака в виде незагнутого участка с краю.
Из недостатков – ограничения по техническим параметрам.


Трехвалковые
Эти станки, будь это ковочное или дробильное оборудование, широко представлены на современном рынке.
Их можно классифицировать на две большие группы:
Ручные модели обладают простой конструкцией, поэтому ими так легко пользоваться. Симметричные агрегаты используют для производства водостоков или элементов вентиляции. При всем при этом оборудование устанавливается непосредственно на месте проведения строительных работ.
Принцип работы прост и построен вокруг обкатки заготовки по верхнему вальцу. Это главный рабочий элемент. Радиус вала определяет минимально допустимый радиус гиба. Если требуется отрегулировать этот показатель, тогда меняется высота верхнего вала. Нижние два вальца установлены симметрично на одном расстоянии относительно главного элемента.


Электромеханические модели этого типа работают по тому же принципу, с единственной разницей лишь в том, что станок способен обработать заготовку с показателем прочности 50 кг/мм2.
Ручные агрегаты можно использовать для обработки алюминиевых и медных заготовок.
Несмотря на большое количество достоинств, такие станки обладают одним, но вполне существенным недостатком – края остаются прямыми. При использовании небольшого станка этот недостаток устраняют простой прокладкой дополнительной полоски жести. В промышленных масштабах требуется прокатка металла.
По этой причине и для того, чтобы можно было расширить ассортимент изготавливаемой продукции, стали применять асимметричные вальцы. В простом варианте такой станок имеет только один регулируемый нижний вал. В более сложных конструкциях подвижны оба вала снизу.
Смещение в желаемой плоскости одного из элементов позволяет отрегулировать положение заготовки, благодаря чему получается изделие желаемой формы без недостатков и необходимости доработать его.


Четырехвалковые
Отличается конструкция такого агрегата наличием дополнительного элемента снизу. Именно он позволил значительно расширить ассортимент производимой продукции на одном агрегате. Более того, благодаря ему удалось упростить гибочный процесс.
Есть такие станки резинообрабатывающие, гидравлические. Они способны деформировать заготовки с толщиной 1.5-7.5 см. В данном случае при изготовлении изделий цилиндрической или полицентрической формы толщина роли не играет.
Все современные модели этого типа имеют ЧПУ, вот почему весь процесс автоматизирован.
Такое оборудование незаменимо в промышленных масштабах благодаря отсутствию недостатков у готовых изделий.


Обзор современных моделей станков
На рынке существует несколько признанных лидеров, которые способны предложить пользователю совершенную машину по гибке металлопрофиля. Такие вальцеватели изготавливает концерн DEGstm, ставший прекрасным тандемом немецких и итальянских изобретателей.
На территории нашей страны работает DEG Composite. Компания предлагает широкий спектр станков различного уровня.
Среди наиболее востребованных моделей можно выделить двухвалковый гибочный станок вальцеватель из серии MG F. Он может работать с металлом, рабочая длина которого до 20,5 см. При этом максимальная толщина листа составляет 4 мм, а минимальный радиус гиба – 40 мм.
Из той же серии обязательно стоит уделить внимание трехвалковому станку с гидравлическим приводом. Преимущество рассматриваемого агрегата – в его возможностях. Длина листа может достигать 3100 мм при максимальной толщине в 13 см. Максимальный диаметр гиба в этом случае составляет 94 см.
Есть в той же серии и четырехвалковое оборудование. Максимальная длина детали здесь – как и в предыдущем случае, но толщина заготовки до 7,5 см, а гибочный максимальный диаметр – 68 см.
На российском рынке свой ассортимент предлагает воронежская фирма «Энкор». Из наиболее востребованных моделей – трехвалковые станки с электромеханическим и ручным приводом.
Как выбрать?
При выборе станка стоит принимать во внимание то, с чем придется работать. Такой агрегат может быть:
- для круглой трубы;
- для швеллера;
- для фторопласта;
- для резины;
- для шиферного гвоздя;
- для металлопроката.
Как правило, их основная сфера использования – для холодной ковки, поэтому они столь востребованы на современном рынке.


При правильном подходе к покупке также потребуется учитывать следующие параметры:
- толщина обрабатываемой детали;
- форма листа;
- габариты заготовки;
- желаемый радиус гибки;
- тип конечного продукта;
- объем работ.
Можно изготовить такой агрегат самостоятельно из рельсов или уголка, а можно купить на рынке и оснастить им свое предприятие. Высокую производительность сможет обеспечить только оборудование с электромотором. Ручные модели рассчитаны в основном на бытовое использование, поскольку пользователю приходится прилагать собственные усилия.


На рынке можно отыскать даже ручные мини-агрегаты для работы с драгоценным металлом. Такой станок можно без труда установить на обычный стол.
Стоит помнить, что двухвалковые модели предназначены для выполнения более простых операций. Они могут обрабатывать лишь листовые заготовки. Трехвалковые способны работать с трубами различного сечения, поэтому их используют при создании более сложных изделий.
Валки в конструкции могут быть различной длины и диаметра:
- длина – 310 мм – 2 метра;
- диаметр – 30-75 мм.
Толщина обрабатываемого листа может быть от 0,7 мм до 1 сантиметра.


При выборе вальцовочного станка стоит обращать внимание на то, с каким металлом может работать оборудование. Допускается обработка листов из следующих материалов:
- меди;
- углеродистой и легированной стали;
- золота;
- серебра;
- медицинского сплава.


Также требуется обращать внимание на тип вальцов. Они бывают:
Полнотелые отличаются устойчивостью к большой нагрузке, поэтому их используют при производстве холоднокатаным методом.
Пустотелые способны выдержать большую температуру. Они присутствуют в конструкции станков для горячекатаного металлопроката. Свободная полость внутри заполняется специальной жидкостью.
Вальцовочные станки нередко используются для производства труб. Максимальный диаметр может составлять 7 см.
Как сделать вальцы своими руками?
Чтобы изготовить самодельный вальцовочный станок своими руками, требуется иметь подробный чертеж и размеры.
Изготовление начинается с подготовки необходимого инструментария и заготовок. Понадобится:
- металлический лист;
- швеллер, профиль, уголок;
- аппарат для сварки;
- электродрель;
- болгарка;
- отрезки труб;
- цепь и шестерня;
- пружина;
- подшипники.



По чертежу можно ориентироваться на то, сколько расходных материалов необходимо. Благодаря ему можно видеть, где и как установлены элементы конструкции, посредством чего они соединяются между собой.
Этапы сборки выглядят следующим образом:
- сначала сваривают из металлических листов станину;
- обязательно швы от сварочного аппарата зашкуривают и обрабатывают специальным антикоррозийным составом;
- боковые стойки изготавливают из швеллеров, их также приваривают к основанию;
- профиль необходим для создания корпуса, где располагают ременную передачу;
- в отверстия подшипников устанавливают валы;
- на предпоследнем этапе крепится ручка для вращения вала.
Когда конструкция будет собрана, необходимо проверить станок в действии и при необходимости настроить его.


Как пользоваться оборудованием?
Пользоваться таким станком очень просто. Нужно просто поместить заготовку между рабочими вальцами и начать крутить ручку. Лист пройдет через конструкцию и изогнется в установленном месте, приобретая желаемую форму.
О том, как сделать вальцы своими руками, вы можете узнать ниже.
Читайте также: