Виды заготовок из металла
Обновлено: 03.07.2024
Самым первым критерием при выборе типа заготовки служит материал из которого изготавливается деталь:
сталь - прокат, поковка, штамповка, реже - отливка;
цв. металлы - прокат, отливка, реже - штамповка.
Вторым критерием являются технологические возможности каждого из типов:
для деталей простой формы предпочтителен прокат; для деталей средних и крупных размеров простой формы с большими перепадами размеров - поковка; менее предпочтительны, из-за высокой стоимости, отливка или штамповка; для деталей сложной формы - отливка или штамповка.
Технико-экономическое обоснование правильности выбора заготовки
Выбор типа заготовки по данным критериям является приблизительным. Им может удовлетворять сразу несколько вариантов заготовок. Например — фланец (см. рис.).
Для более точного определения требуется выполнить экономический расчёт - расчёт технологической себестоимости изготовления детали. Этот расчёт довольно сложен и требует использования большого числа экономических данных реального предприятия. В учебных целях допускается вместо расчёта технологической себестоимости определить стоимость заготовки и прибавить к ней стоимость отличительных операций. Если при этом выбранные методы получения заготовки получаются равноценными, предпочтение следует отдать варианту с более высоким коэффициентом использования материала g.
Он показывает — сколько % материала заготовки используется по назначению, а сколько идёт в отходы, в стружку.
q - масса готовой детали, г
Q - масса исходной заготовки, г .
r — плотность материала заготовки, г/мм 3 ;
V — объём заготовки, мм 3 .
Прежде чем посчитать объём заготовки её необходимо спроектировать: по чертежу детали рассчитываются величины припусков на обработку, определяются размеры заготовки, разрабатывается её чертёж. Исходя из чертежа, заготовка разбивается на элементарные фигуры (цилиндр, параллелепипед, шар и т. п.), объём которых можно посчитать по известным формулам. Отдельно считаются объёмы тел, отдельно - объёмы пустот. Объём заготовки определится как
Если деталь изготавливается из проката или поковки, то стоимость заготовки определяется по весу материала, требующегося на изготовление детали и весу сдаваемой стружки руб.,
S — цена 1 кг материала заготовки (проката; поковки), руб.;
Sотх — цена 1 т отходов, руб.
Стоимость заготовок, получаемых остальными способами, с достаточной для курсового проектирования точностью определяется по формуле:
Ci — базовая стоимость 1 т заготовок, руб.;
kт, kс, kв, kм, kп — коэффициенты, зависящие от класса точности, группы сложности, веса заготовки, марки материала и объёма производства деталей.
В случае, когда выбор типа заготовки влияет на содержание технологического процесса, определяют стоимость отличительных операций:
Т ст— тарифная ставка рабочего - станочника, руб./час;
k=1,15 — коэффициент, учитывающий зарплату наладчика станка;
Tш.к — штучно-калькуляционное время, необходимое для выполнения данной операции, мин .
Экономический эффект от сопоставления способов получения заготовок
Изготовление изделий из металла

Металлические изделия широко используются во многих современных сферах от промышленности до быта. Они представлены огромным перечнем изделий: начиная микроскопическими деталями для часов и заканчивая огромными элементами конструкций зданий. Для того чтобы придать им нужную форму и определенные характеристики, применяются сложные методы изготовления и высокоточные операции.
Наш производственно-внедренческий центр «Лазеры и Технологии» производит детали любой сложности, а также выполняет лазерную резку стали и других материалов. Рассмотрим технологии изготовления изделий из металла.
Процесс изготовления металлической продукции
Металлопрокат поставляется на предприятия в виде полуфабрикатов и подвергается механической обработке. Продукция изготавливается в соответствии с требованиями ГОСТ, что позволяет избежать появления дефектов. Изготовление деталей из металла по образцу или чертежам происходит следующим образом:
Формообразование – изделиям придается необходимая форма и габариты. Для этого применяются ковка, штамповка, прессование, волочение, лазерное сверление металла, а также резка алюминия и других материалов.
Обработка поверхности – детали подвергаются ручной опиловке напильником или обрабатываются на металлорежущих станках. Стружка снимается путем точения, фрезерования, сверления или шлифования.
Термическая обработка – металл нагревается, выдерживается и охлаждается, за счет чего изменяется его внутреннее строение и снимается напряжение. Обработка выполняется путем отжига, нормализации, закаливания и отпуска.
Вторичная обработка – производится путем шлифовки и полировки, а также с помощью электрофизических и физико-химических методов.
Соединение – детали паяются или свариваются.
Готовые элементы должны соответствовать образцу или чертежам по всем параметрам, особенно если речь идет об изготовлении прецизионных деталей. Поэтому важно доверять эту работу квалифицированным мастерам, которые обладают достаточным опытом и необходимым оборудованием.

Лазерная резка металла
Отдельно стоит рассмотреть такой способ изготовления деталей, как лазерная резка латуни, стали, нержавейки и других материалов. Она выполняется с помощью высокомощного лазера, который воздействует на материал высокой температурой. Главные преимущества такой обработки – высокая скорость и аккуратность.
Лазерная резка оцинкованных листов и других изделий на сегодняшний день является наиболее современной и передовой технологией в металлообработке. Точное направление лазера контролируется компьютером. Энергию можно сконцентрировать даже на миниатюрных участках. Кроме того, при лазерной резке алюминиевых листов и любых других полностью отсутствует механическое воздействие на металл, благодаря чему нет риска повредить заготовку.

Виды штампованных изделий из металла
Кроме описания технологии изготовления, стоит рассмотреть виды металлических изделий, которые применяются в различных сферах промышленности. В зависимости от используемого сплава готовую продукцию можно разделить на два вида:
Черный металлопрокат – к этой категории относятся изделия из чугуна и стальных сплавов. Они характеризуются повышенной прочностью и при этом имеют доступную цену.
Цветной металлопрокат – это изделия из алюминия, олова, титана, вольфрама, меди, свинца, цинка и прочих подобных металлов. Они отличаются более высокой стоимостью и предназначены для использования в высокотехнологичных сферах: медицине, электронике, авиации, космонавтике и пр.
Из наиболее востребованных металлических изделий следует выделить арматуру, балки, трубы, задвижки, швеллеры, уголки, листы. Особой популярностью пользуется листовой металл, из которого получают прочные и долговечные детали. Их изготовление происходит следующим образом:
Производство заготовок и их обработка.
Соединение элементов при помощи сварки или пайки.
Финишная обработка и сборка готовых изделий.
В процессе производства листы подвергаются механической обработке: проческе, вырубке, гибке, формовке, штамповке и т. п.

Где можно заказать металлические изделия
Наша компания выполняет полный комплекс работ по изготовлению металлических изделий: штамповку, ковку, прессование, лазерную резку нержавейки, термическую обработку, маркировку, гравировку, микрообработку и многое другое. Обработка выполняется на современном высокотехнологичном оборудовании.
Карта сайта ПВЦ «Лазеры и технологии»
Адрес: 124460 Москва, г. Зеленоград, Георгиевский проспект, дом 5 строение 1
Виды заготовок и методы их получения
При изготовлении первичных заготовок деталей машин требуется максимально снижать их трудоемкость, объем механической обработки и расход материала. Если заготовку обрабатывают на станках с применением приспособлений и предварительно настроенных инструментов, то она должна обладать стабильной точностью и иметь ярко выраженные технологические базы. Несоблюдение этих требований может вызвать значительные погрешности при установке заготовки на станках и привести к повреждению настроенных инструментов.
Заготовки изготавливают различными технологическими методами:
горячей объемной штамповкой
холодной штамповкой из листа
формообразованием из порошковых материалов
отливкой и штамповкой из пластмасс
изготовлением из проката
Разные методы получения заготовок могут обеспечивать одинаковую точность, но экономичность этих методов при одном и том же выпуске может быть весьма различной. Оптимальный вариант получения заготовки следует определять по стоимости изготовления детали. В условиях крупносерийного и массового производства первичная заготовка по форме и размерам должна максимально приближаться к форме и размерам готовой детали
Для отливок заготовок в землю применяют чугун, сталь, цветные и специальные сплавы. Хотя литье в земляную форму имеет невысокую точность и значительные припуски на обработку оно широко распространено, т.к. позволяет получить детали сложной формы (при большой экономии металла ) и дешевизне литых заготовок.
При литье в стержневые формы стержни изготавливают с применением в качестве связующего материала жидкое стекло, потом их собирают, образуя требуемую форму, и заполняют эту форму жидким металлом.
Центробежное литье применяют для изготовления заготовок тел вращения: гильз, колец.
Литье в кокиль применяют для изготовления заготовок из цветных сплавов. Кокиль представляет собой постоянную металлическую разъемную форму.
Литье под давлением применяют в основном для получения заготовок из цветных сплавов.
Литье по выплавляемым моделям применяют для изготовления весьма точных заготовок из высоколегированной стали и труднообрабатываемых сплавов. При этом большинство поверхностей заготовки не требует механической обработки, а часть поверхностей подвергается только чистовой или финишной обработке. Данным методом выпускают лопатки турбинных роторов, зубчатые колеса. Специфика заключается в изготовлении высокоточной огнеупорной формы и
Ковка с подкладными штампами используется как дополнительная операция после свободной ковки, повышая точность форм и размеров путем обжатия заготовки на подкладном штампе.
Штамповка может выполняться на открытых (облойных) и закрытых (безоблойных) штампах на молотах или штамповочных прессах с подогревом металла до температуры пластического деформирования.
Чеканка представляет собой точную обработку пластическим деформированием отдельных частей заготовки.. Чеканке подвергают те поверхности заготовки, к которым предъявляются повышенные требования.
Вальцовка на ковочных вальцах применяется для предварительного или окончательного обжатия заготовок деталей, изготавливаемых из прутка или полосы (шатуны, гаечные ключи, рычаги и др.).
Поперечно – винтовая прокатка применяется для изготовления заготовок с поверхностями тел вращения (полуоси, валы, электродвигатели).
Виды и способы изготовления заготовок
В современных условиях достаточное количество деталей изготавливается из предварительно изготовленных заготовок, экономичные конструктивные формы которых обеспечивают оптимальные способы обработки.
Вместе с тем, логика развития современного производства требует непрерывного повышения точности заготовок и приближения их конструктивных форм к готовому изделию.
Снижение трудоёмкости механической обработки заготовок, достигаемое рациональным способом их изготовления, обеспечивает рост производства на тех же производственных площадях, без существенного увеличения количества оборудования и технологической оснастки.
Выбор вида заготовки для последующей механической обработки во многих случаях является одним из важнейших вопросов разработки технологии производства детали. Правильный выбор заготовки – установление её формы, размеров, припусков на обработку, точности размеров и твёрдости материалов, т.е. параметров, зависящих от способа её изготовления, обычно весьма сильно влияют на количество операций и переходов, трудоёмкость и, в конечном итоге, на себестоимость детали. Вид заготовки в большинстве случаев в значительной степени определяет дальнейший процесс обработки.
Разработка технологии производства детали может сводиться к двум принципиальным направлениям изготовления заготовок: а) получение заготовок, приближающихся по форме и размерам к готовой детали, когда на заготовительные производства приходится значительная доля трудоёмкости производства детали и относительно меньшая доля приходится на механические цехи; б) получение грубой заготовки с большими припусками, когда на механические цехи приходится основная доля трудоёмкости и себестоимости изготовления деталей. Первое направление, как правило, соответствует массовому и крупносерийному производствам. Второе направление типично для единичного или крупносерийному производству.
Основными видами заготовок, в зависимости от назначения деталей, являются: отливки из чёрных и цветных металлов; заготовки из металлокерамики; кованые и штампованные заготовки; заготовки, штампованные из листового металла; заготовки из проката; сварные заготовки; заготовки из неметаллических материалов.
Отливки из чёрных и цветных металлов (рис. 6.1) выполняются различными способами. Для заготовок простых форм с плоскими поверхностями в условиях единичного и мелкосерийного производства применяют литьё в открытые земляные формы, для крупных заготовок - литьё в закрытые фо-рмы. Ручную формовку в опоках по моделям или шаблонам применяют для мелких и средних отливок, имеющих форму тел вращения. В настоящее вре-
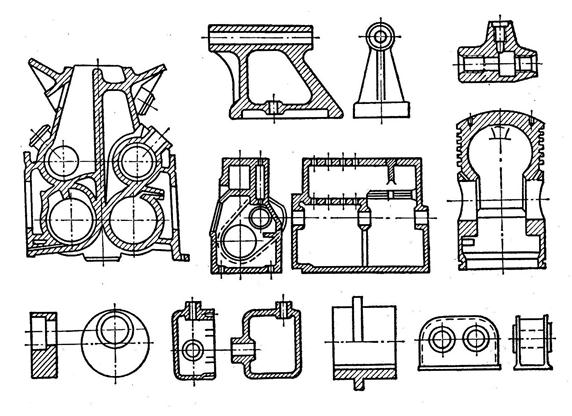
Рис. 6.1. Отливки из чёрных и цветных металлов
мя получило распространение литьё в жидкие быстротвердеющие смеси. Этот способ состоит в том, что после формовки твердение форм происходит за счёт полимеризации синтетических компонентов формовочной смеси, что исключает сушку форм в печах.
Отливки сложных форм из труднообрабатываемых резанием сплавов изготавливаются по выплавляемым моделям. При этом модели любой точности и конфигурации изготавливаются из легкоплавких полимеров, которые удаляются из формы плавлением.
Точные отливки с малыми припусками можно изготавливать литьём в оболочковые формы, когда формовка осуществляется мелким композитом на полимерной основе, который твердеет при формовке. Композит наносится на модель в виде порошка, после термической сушки формы и её полимеризации она разбирается на несколько частей и может быть использована только один раз.
В массовом производстве используют литьё в металлические формы (кокили), используемые многократно.
Распространение получили литьё под давлением и центробежное литьё, в результате использования которых повышается плотность и однородность отливок.
Кованые и штампованные заготовки(рис. 6.2) изготавливают различными способами, технологические характеристики которых представлены в табл. 6.1.
Так, для получения заготовок в единичном и мелкосерийном производ-
стве используют свободную ковку на молотах и прессах. Заготовки отлича-
ются сравнительно грубыми формами и размерами и требуют значительных затрат на последующую обработку.
Для изготовления более точных заготовок используются подкладные
штампы, представляющие собой половинки заготовки, связанные друг с дру-
гом специальными шипами, а давление молота приходится на обе половинки.
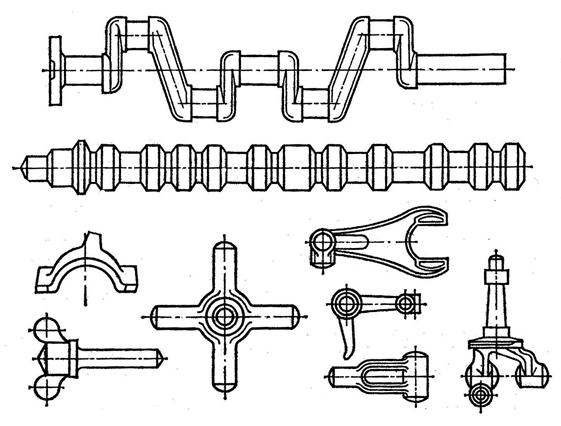
Рис. 6.2. Заготовки, полученные ковкой или штамповкой
Широкое распространение получила высадка металла из пруткового материала. Так, основная часть метизов(винты, болты, заклёпки, гайки и др.) производится именно этим способом. При этом работы ведутся на прессовых автоматах высокой до нескольких тысяч изделий в час производительностью.
Штамповкой изделий из листового материала(рис. 6.3) можно получать заготовки простой и сложной конфигурации, из разных сплавов (ста-ль, медь, латунь, алюминиевые сплавы и др.), разной, в том числе и высокой, степени точности (кузова автомобилей), из листа, толщиной 0,02 – 8,00 мм.
Горячей штамповкой могут быть получены заготовки из листа толщиной 7 – 12 мм.
К процессам обработки давлением холодная высадка и экструзия. Оба метода заключаются в выдавливании материала заготовки через сквозную форму (фильеру), с высокой точностью повторяющую конфигурацию изделия.
Значительное распространение получила обкатка листа роликами, ко-
гда можно получить объёмные заготовки типа тел вращения.
Широкое распространение получила вальцовка, заключающаяся в прокатке листа между тремя или несколькими валиками, позволяющая получать массивные пустотелые заготовки из листового материала.
В последнее время всё большее распространение получила листогибочная прокатка с помощью малогабаритных прокатных станов, на которых получают заготовки, имитирующие прокатные профили.
Заготовки из круглого прокатадля деталей типа валов целесообразно применять в массовом производстве. И хотя масса заготовки при этом превы-
шает массу аналогичных штампованных на 15 – 17 %, в массовом производстве это чаще всего бывает оправданным.
Читайте также: