Влияние структуры металла на его свойства
Обновлено: 04.10.2024
Свойства материалов в большей мере связаны с особенностями их строения и со свойствами тех веществ, из которых данный материал состоит. В свою очередь, строение материала зависит: для природных материалов — от их происхождения и условий образования, для искусственных — от технологии производства и обработки материала.
Каждый строительный материал характеризуется химическим, минеральным и фазовым составами.
В зависимости от химического состава все материалы делят:
· на органические (древесные, битум, пластмассы и т. п.),
· минеральные (бетон, цемент, кирпич, природный камень и т. п.)
· металлы (сталь, чугун, алюминий).
Каждая из этих групп имеет свои особенности. Так, все органические материалы горючи, а минеральные — огнестойки; металлы хорошо проводят электричество и теплоту. Химический состав позволяет судить и о других технических характеристиках (биостойкости, прочности и т. д.). Химический состав некоторых материалов (неорганические вяжущие вещества, каменные материалы, стекло) часто выражают количеством содержащихся в них оксидов.
Оксиды, химически связанные между собой, образуют минералы, которые характеризуют минеральный состав материала. Зная минералы и их количество в материале, можно судить о свойствах материала. Например, способность неорганических вяжущих веществ твердеть и сохранять прочность в водной среде, обусловлена присутствием в них минералов силикатов, алюминатов, ферритов кальция, причем при большом их количестве ускоряется процесс твердения и повышается прочность цементного камня.
При характеристике фазового состава материала выделяют: твердые вещества, образующие стенки пор («каркас» материала), и поры, заполненные воздухом и водой. Фазовый состав материала и фазовые переходы воды в его порах оказывают влияние на все свойства и поведение материала при эксплуатации.
Не меньшее влияние на свойства материала оказывают его макро- и микроструктура и внутреннее строение веществ, составляющих материал, на молёкулярно ионном уровне.
Макроструктура материала — строение, видимое невооруженным глазом или при небольшом увеличении.
Микроструктура материала — строение, видимое под микроскопом. Внутреннее строение веществ изучают методами рентгеноструктурного анализа, электронной микроскопии и т. д.
Во многом свойства материала определяют количество, размер и характер пор. Например, пористое стекло (пеностекло), в отличие от оконного стекла, непрозрачное и очень легкое.
Форма и размер частиц твердого вещества также влияют на свойства материала. Так, если из расплава обычного стекла вытянуть тонкие волокна, то получится легкая и мягкая стеклянная вата.
В зависимости от формы и размера частиц и их строения макроструктура твердых строительных материалов может быть:
· зернистой (рыхлозернистой или конгломератной);
Рыхлозернистые материалы состоят из отдельных, не связанных одно с другим зерен (песок, гравий, порошкообразные материалы для мастичной теплоизоляции и засыпок и др.).
Конгломератное строение, когда зерна прочно соединены между собой, характерно для различных видов бетона, некоторых видов природных и керамических материалов и др.
Ячеистая (мелкопористая) структура характеризуется наличием макро- и микропор, свойственных газо- и пенобетонам, ячеистым пластмассам, некоторым керамическим материалам.
Волокнистые и слоистые материалы, у которых волокна (слои) расположены параллельно одно другому, обладают различными свойствами вдоль и поперек волокон (слоев). Это явление называется анизотропией, а материалы, обладающие такими свойствами, — анизотропными. Волокнистая структура присуща древесине, изделиям из минеральной ваты, а слоистая — рулонным, листовым, плитным материалам со слоистым наполнителем (текстолит, бумопласт и др.).
По взаимному расположению атомов и молекул материалы могут, быть кристаллическими иаморфными. Неодинаковое строение кристаллических и аморфных веществ определяет и различия в их свойствах. Аморфные вещества, обладая нерастраченной внутренней энергией кристаллизации, химически более активны, чем кристаллические такого же состава (например, аморфные формы кремнезема — пемзы, туфы, трепелы, диатомиты и кристаллический кварц).
Существенное различие между аморфными и кристаллическими веществами состоит в том, что кристаллические вещества при нагревании имеют определенную температуру плавления (при постоянном давлении), а аморфные размягчаются и постепенно переходят в жидкое состояние.
Прочность аморфных веществ, как правило, ниже кристаллических, поэтому для получения материалов повышенной прочности специально проводят кристаллизацию, например стекол при получении стеклокристаллических материалов — ситаллов и шлакоситаллов.
Неодинаковые свойства могут наблюдаться у кристаллических материалов одного и того же состава, если они формируются в разных кристаллических формах, называемых модификациями (явление полиморфизма). Например, полиморфные превращения кварца сопровождаются изменением объема. Изменением свойств материала путем изменения кристаллической решетки пользуются при термической обработке металлов (закалке или отпуске).
Взаимосвязь состава, структуры и свойств материалов
Пластическая деформация металлов
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
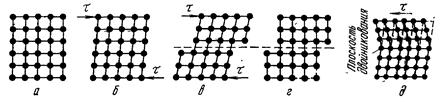
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
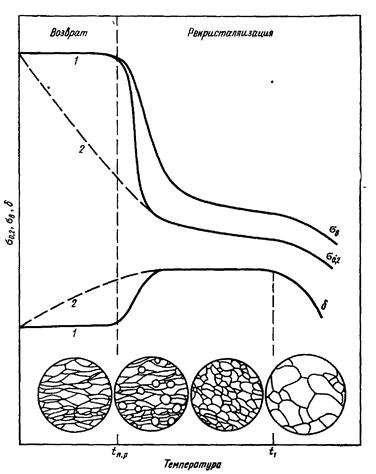
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Влияние структуры металла на его свойства
Сталь, применяемая для изготовления деталей машин, строительных конструкций и других сооружений, должна обладать высоким комплексом механических свойств, а не высоким значением какого-либо одного свойства. Материал, идущий на изготовление деталей, подвергающихся большим нагрузкам, должен хорошо сопротивляться таким нагрузкам и наряду с высокой прочностью обладать вязкостью, чтобы сопротивляться динамическим и ударным воздействиям. Другими словами, материал должен обладать прочностью и надежностью.
В деталях, испытывающих знакопеременные нагрузки, металл должен обладать высоким сопротивлением усталости, а трущиеся детали — сопротивлением износу. Во многих случаях требуется хорошее сопротивление коррозии, ползучести и другим постоянным воздействиям. Это значит, что детали должны быть долговечными.
Таким образом, детали машин должны быть изготовлены из прочного, надежного и долговечного материала.
Из всех известных в технике материалов лучшее сочетание прочности, надежности и долговечности имеет сталь, поэтому сталь является основным материалом для изготовления ответственных изделий, подвергающихся большим нагрузкам.
Механические свойства стали зависят от ее структуры и состава. Совместное воздействие термической обработки и легирования является эффективным способом повышения механических характеристик стали.
На механические характеристики стали влияют изменение содержания углерода, легирование, диспергирование структурных составляющих, измельчение зерна, наклеп. Упрочнение обычно ведет к уменьшению вязкости и пластичности.
Напомним, что: — пределы прочности и текучести характеризуют прочность; — относительные удлинения и сужение характеризуют пластичность; — ударная вязкость, порог хладноломкости (температура полухрупкости) показывают значения вязкости и характеризуют надежность конструкционного материала.
Износостойкость, коррозионная стойкость, выносливость (усталостная прочность), жаропрочность и некоторые другие показатели характеризуют долговечность.
Сталь превосходит другие сплавы по прочности, уступая по некоторым, обычно менее существенным, свойствам как плотность, коррозионная стойкость, коэффициент линейного расширения, демпфирующая способность; поэтому в подавляющем числе случаев она является основным конструкционным материалом.
При разработке составов конструкционных сталей и режимом их термической обработки нужно рассматривать в первую очередь
такие способы, при которых пластические и вязкие свойства уменьшаются в минимальной степени.
Простое увеличение углерода при феррито-перлитной структуре (нормализованное состояние) приводит к повышению прочности и порога хладноломкости. Максимальная прочность при такой структуре соответствует содержанию углерода примерно и достигает всего лишь тогда как порог хладноломкости лежит ниже лишь при содержании углерода не более
Таким образом, мы можем заключить, что предельное содержание углерода в термически не упрочненной стали с ферритоперлитной структурой составляет при этом сталь будет иметь
Если предъявить требования свариваемости, то содержание углерода должно быть снижено до (во избежание образования трещин в сварном шве и его охрупчивания); прочность при этом снизится до
Получение дисперсных структур в результате переохлаждения аустенита ведет к непрерывному повышению твердости и прочности; максимальную твердость (прочность) имеет мартенситная структура. При мартенситная структура имеет твердость около что соответствует прочности порядка Однако вязкость в этом случае недопустимо низкая, и должна быть повышена отпуском, правда, за счет снижения прочности.
Двойная обработка, при которой окончательная структура формируется не из аустенита, а из мартенсита, т. е. применение закалки с последующим отпуском позволяет широко изменять прочностные свойства от максимальных, соответствующих закаленному состоянию, до минимальных, соответствующих отожженному, и важно, что при этом пластические и вязкие свойства оказываются более высокие, чем при одинарной обработке (продукты распада аустенита).
Это наглядно видно из табл. 30. Например, если обрабатывать сталь для получения предела прочности то окажется, что в случае двойной обработки (закалка отпуск) а в случае одинарной (нормализация)
Это является результатом разного положения порога хладноломкости и меньшего содержания волокна в изломе (для закаленной стали и отпущенной -для нормализованной
Повышение при этом качества стали (отмечаем — качества, а не прочности) в результате двойной термической обработки — закалки и высокого отпуска — заставляет считать правильным название этого вида термической операции — улучшением (точнее термическим улучшением).
Тем не менее возможности термического улучшения далеко не безграничны.
Таблица 30. (см. скан) Механические свойства стали
Повышение прочности, за счет снижения температуры отпуска ведет к повышению порога хладноломкости и, следовательно, уменьшение доли волокна в изломе и уменьшение работы распространения трещины.
И все же прочность после высокого отпуска, равная на кажется конструкторам иногда недостаточной. Наиболее простой способ повысить прочность — снизить температуру отпуска что повысит прочность до однако, надежность (работа распространения трещины) снизится с 400—600 до Поэтому примененная к обычным маркам легированной стали обработка на высокую прочность требует весьма осторожного подхода.
Впрочем считается, что уровень достаточен для многих деталей машин, что допускает возможность применения обычных сталей с прочностью (после закалки и невысокого отпуска).
Реальный путь повышения надежности стали при высокой прочности — это сочетание ее мелкозернистости, № 10—12 зерна (применение и уменьшение содержания вредных примесей, (что достигается использованием чистой
Рис. 287. Зависимость работы распространения трещины (при нормальной температуре) от прочности стали: 1 — обычной чистоты; 2 — высокочнстой, мелкозернистой
шихты и вакуумирования). В этом случае при Сказанное подтверждают кривые, приведенные на рис. 287. Если, как было указано выше, достаточную надежность стали обеспечивает значение то она будет в обычной улучшенной стали при прочности не более а в высокочистой мелкозернистой стали при прочности
Рис. 288. Структура стали после закалки и высокого отпуска при различной исходной структуре, а — мартенсит; б — нижний бейнит; в — верхний бейнит
Отсюда следует, что высокий комплекс механических свойств свойствен продуктам отпуска мартенсита (или бейнита, поскольку нет, как указано выше, принципиальных различий между бейнитным и изотермическим мартенситным превращением); поэтому необходимо при закалке добиваться сквозной прокаливаемости.
Здесь важно, чтобы при закалке образовался не верхний, а нижний бейнит (см. рис. 217), так как после отпуска карбидная фаза из нижнего бейнита как и из мартенсита выделяется в виде дисперсных частиц (рис. 288, а, б), тогда как при исходной структуре верхнего бейнита карбиды при отпуске приобретают пластинчатую форму (рис. 288, в) и свойства оказываются невысокие.
Влияние легирующих элементов двояко: с одной стороны, они углубляют прокаливаемость и тем самым снижают порог хладноломкости, с другой стороны, они, растворяясь в феррите, повышают порог хладноломкости.
Поэтому легировать конструкционные стали надо в меру, когда превалирует первый фактор, но когда достигнута сквозная прокаливаемость, тогда первый фактор перестает действовать и такое избыточное легирование становится вредным (краткое изложение теории предельного легирования).
Исключение составляет никель, который понижает порог хладноломкости, хотя при полностью вязком разрушении, т. е. выше порога хладноломкости как и другие элементы понижает пластичность.
Читайте также: