Алюминизированная сталь что это такое
Обновлено: 15.05.2024
Алюминированная стали является сталь , которая была горячим погружением покрытием с обеих сторон алюминиевого — кремниевого сплава . Этот процесс обеспечивает прочную металлургическую связь между стальным листом и его алюминиевым покрытием, в результате чего получается материал с уникальным сочетанием свойств, которым не обладает ни сталь, ни алюминий. Алюминированная сталь лучше противостоит коррозии и сохраняет свойства основного материала стали при температуре ниже 800 ° C (1470 ° F). Например, он обычно используется для теплообменников в бытовых печах, коммерческих установках HVAC на крыше , автомобильных глушителях, духовках, кухонных плитах, водонагревателях, каминах, горелках для барбекю и противнях для выпечки. Эта сталь очень полезна для нагрева, потому что она передает тепло быстрее, чем большинство других сталей.
Характеристики определяются конкретными металлами и используемыми процессами.
Содержание
Свойства
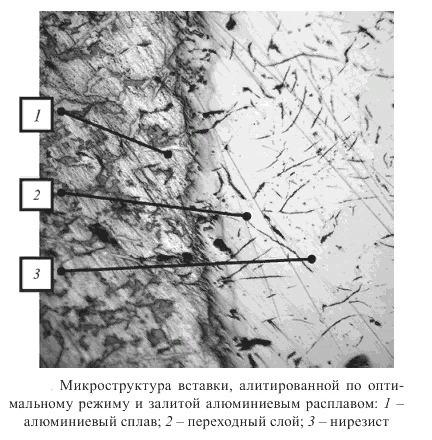
Основная структура алюминированной стали представляет собой тонкий слой оксида алюминия снаружи, затем интерметаллический слой, который представляет собой смесь алюминия, кремния и стали, и, наконец, стальной сердечник.
И тип 1, и тип 2 демонстрируют отличные характеристики высокой отражательной способности. При температуре до 842 ° C (1548 ° F) алюминизированная сталь отражает до 80% тепла, излучаемого на нее. Алюминированная сталь может сохранять свою прочность при температурах до 677 ° C (1251 ° F). Хотя нержавеющая сталь является более прочной из двух, алюминированная сталь имеет большую электростатическую поверхность и, следовательно, может лучше отражать тепло.
Алюминированная сталь обладает высокой устойчивостью к коррозии из-за тонких слоев алюминия и кремния, которые предотвращают окисление основной стали . Эти тонкие слои также препятствуют возникновению язвенной коррозии, особенно при воздействии солей, влияющих на большинство других металлов. Однако, несмотря на хорошую коррозионную стойкость алюминированной стали, если алюминиевый слой разрушен и сталь обнажена, то сталь может окисляться и возникать коррозия.
Потребление
В Северной Америке ежегодно потребляется около 700 000 тонн алюминизированной стали. Некоторые из обычных продуктов, изготовленных из алюминированной стали, включают водонагреватели, плиты, печи, обогреватели и грили.
Обработка
Алюминированная сталь может быть изготовлена с использованием различных процессов, включая плакирование, горячее погружение, гальваническое покрытие, металлизацию и калоризацию, но наиболее эффективным процессом является горячее погружение. Процесс горячего погружения начинается с очистки стали, затем помещения стали в ванну из Al-11% Si при температуре 988K и встряхивания, затем вытаскивают и сушат на воздухе. Алюминий диффундирует в сталь, образуя интерметаллический слой над основным стальным слоем, но ниже внешнего алюминиевого покрытия. Алюминиевое покрытие окислено, чтобы защитить внутреннюю сталь от коррозии и дальнейшего распространения алюминия. Силикон добавляется в алюминиевую ванну, чтобы создать более тонкий слой алюминия на стали. Процесс горячего погружения дешевле и эффективнее для производства алюминированной стали, чем любой другой процесс.
Использует

Алюминированная сталь была разработана для обеспечения большей прочности конструкции и высокого предела текучести в высококоррозионных средах. Он сохраняет прочность высоколегированной стали, но дешевле в производстве, чем высоколегированные стали, и поэтому является предпочтительным материалом для изготовления выхлопных систем автомобилей и мотоциклов.
Покрытия Al-Si используются для защиты борсодержащей стали при горячем прессовании .
Почему сталь применяемая в корпусе iPhone XS, лучше чем алюминий
Выбирая металлоизделия – полотенцесушители и перила, посуду и ограждения, решетки или поручни – мы выбираем, в первую очередь, материал. Традиционно конкурирующими считаются нержавеющая сталь, алюминий и обычная черная сталь (углеродистая). Обладая рядом сходных характеристик они, тем не менее, существенно отличаются друг от друга. Имеет смысл сравнить их и разобраться, что же лучше: алюминий или нержавеющая сталь (черная сталь, в силу низкой коррозионной стойкости, рассматриваться не будет).
Сравнительный анализ физико-механических свойств материалов
| Материал | Предел прочности, кг/мм2 | Теплопроводность, Вт/(м х°С) | Коэф-т линейного расширения, 1/°С | ТЕМПЕРАТУР. ДЕФОРМАЦИЯ ПРИ t = 65 °С, мм/м | Температура плавления, °С |
| Нержавеющая сталь* | 55 | 40 | 10х10-6 | 0,65 | 1800 |
| Алюминиевый сплав | 18 | 221 | 25х10-6 | 1,62 | 640 |
*Свойства нержавеющей и оцинкованной стали отличаются незначительно.
Чем варить алюминизированную сталь — Mitsubishi Lancer, 1.6 л., 2007 года на DRIVE2
Полуавтомата нет, сварщика за бесплатно тем более. На руках только стандартный набор джентельмена: инвертор, маска и электроды по чернухе. Чтобы дать ОТВЕТ нужно поставить эксперимент.
Эксперимент удался! Эта странная во всех смыслах сталь очень даже не плохо проварилась обычным электродом 2 и 1.5 мм.
Корявый шов, можно и лучше, но это был бы не я
Так много слов вместо того чтобы просто написать что АЛЮМИНИЗИРОВАННАЯ СТАЛЬ ВАРИТСЯ ИНВЕРТОРОМ
P.s. Угадайте, у кого скоро будет прямоток на 53 трубе?)
как говаривают- Самый тихий прямоток в этой вселенной
Цена вопроса: 4 000 ₽ Пробег: 102000 км
Теплотехнические и прочностные характеристики нержавеющей стали и алюминия
1. Учитывая в 3 раза меньшую несущую способность и в 5,5 раз большую теплопроводность алюминия, кронштейн из алюминиевого сплава является более сильным «мостом холода», чем кронштейн из нержавеющей стали. Показателем этого служит коэффициент теплотехнической однородности ограждающей конструкции. По данным исследований коэффициент теплотехнической однородности ограждающей конструкции при применении системы из нержавеющей стали составил 0,86-0,92, а для алюминиевых систем он равен 0,6-0,7, что заставляет закладывать большую толщину утеплителя и, соответственно, увеличивать стоимость фасада.
Для г. Москвы требуемое сопротивление теплопередаче стен с учетом коэффициента теплотехнической однородности составляет для нержавеющего кронштейна — 3,13/0,92=3,4 (м2.°C)/Вт, для алюминиевого кронштейна — 3,13/0,7=4,47 (м2.°C)/Вт, т.е. на 1,07 (м2.°C)/Вт выше. Отсюда, при применении алюминиевых кронштейнов толщина утеплителя (с коэффициентом теплопроводности 0,045 Вт/(м.°C) должна приниматься почти на 5 см больше (1,07*0,045=0,048 м).
2. Из-за большей толщины и теплопроводности алюминиевых кронштейнов по расчетам, проведенным в НИИ Строительной физики, при температуре наружного воздуха -27 °C температура на анкере может опускаться до -3,5 °C и даже ниже, т.к. в расчетах площадь поперечного сечения алюминиевого кронштейна принималась 1,8 см2, тогда как реально она составляет 4-7 см2. При применении кронштейна из нержавеющей стали, температура на анкере составила +8 °C . То есть, при применении алюминиевых кронштейнов, анкер работает в зоне знакопеременных температур, где возможна конденсация влаги на анкере с последующим замерзанием. Это будет постепенно разрушать материал конструктивного слоя стены вокруг анкера и соответственно снижать его несущую способность, что особенно актуально для стен из материала с низкой несущей способностью (пенобетон, пустотелый кирпич и др.). При этом теплоизоляционные прокладки под кронштейн по причине их малой толщины (3-8 мм) и высокой (относительно утеплителя) теплопроводности снижают теплопотери всего на 1-2 %, т.е. практически не разрывают «мост холода» и мало влияют на температуру анкера.
3. Низкое температурное расширение направляющих. Температурные деформации алюминиевого сплава в 2,5 раза больше, чем нержавеющей стали. Нержавеющая сталь имеет более низкий коэффициент температурного расширения (10•10-6 °C-1), по сравнению с алюминием (25•10-6 °C-1). Соответственно удлинение 3-метровых направляющих при перепаде температур от -15 °C до +50 °C составит 2 мм для стали и 5 мм для алюминия. Поэтому для компенсации температурного расширения алюминиевой направляющей необходим целый ряд мероприятий:
а именно — введение в подсистему дополнительных элементов — подвижных салазок (для П-образных кронштейнов) или овальных отверстий с втулками для заклепок — не жесткая фиксация (для L-образых кронштейнов).
Это неминуемо приводит к усложнению и удорожанию подсистемы или неправильному монтажу (так как очень часто бывает, что монтажники не использует втулки или неправильно фиксирует узел с дополнительными элементами).
В результате данных мероприятий весовая нагрузка приходится только на несущие кронштейны (верхний и нижний) а другие служат лишь как опора, а это значит, что анкеры нагружены не равномерно и это обязательно нужно учитывать при разработке проектной документации, что зачастую просто не делают. В стальных же системах вся нагрузка распределяется равномерно — все узлы жестко зафиксированы — незначительные температурные расширения компенсируются за счет работы всех элементов в стадии упругой деформации.
Конструкция кляммера позволяет делать зазор между плитами в системах из нержавеющей стали от 4 мм, тогда как в алюминиевых системах — не менее 7 мм, что к тому же не устраивает многих заказчиков и портит внешний вид здания. Кроме того, кляммер должен обеспечивать свободное перемещение плит облицовки на величину удлинения направляющих, иначе будет происходить разрушение плит (особенно на стыке направляющих) или разгибание кляммера (и то, и другое может привести к выпадению плит облицовки). В стальной системе нет опасности разгибания лапок кляммера, что может с течением времени произойти в алюминиевых системах из-за больших температурных деформаций.
Среди плюсов алюминиевого кузова можно выделить следующие моменты
К силуминовым изделиям нужно относиться с осторожностью, в отличие от алюминиевых. Содержание в силумине отходов алюминиевого производства, силуминосодержащих сплавов, металлического порошка не имеет точной пропорции. Его нельзя назвать качественным, так как производитель выдает дешевую продукцию под именем какого-нибудь бренда.
К минусам сплава относятся:
- конструктивные недостатки;
- они непригодны для пищевой продукции;
- опасны для здоровья.
Отличить силумин от алюминия можно визуально. Изделия имеют глянцевую гладкую поверхность серого цвета.
Сегодня продолжает расти недовольство населения по отношению к сантехнической продукции из-за неоднородной структуры материала с многочисленными внутренними напряжениями и пустотами. Спустя 3–5 месяцев водопроводный кран превращается в труху, а шар из роторной стали ржавеет.
Противопожарные свойства нержавеющей стали и алюминия
Температура плавления нержавеющей стали 1800 °C, а алюминия 630/670°C (в зависимости от сплава). Температура при пожаре на внутренней поверхности плитки (по результатам испытаний МООУ «Региональный сертификационный ) достигает 750 °C. Таким образом, при применении алюминиевых конструкций может произойти расплавление подконструкции и обрушение части фасада (в зоне оконного проема), а при температуре 800-900°С алюминий сам по себе поддерживает горение. Нержавеющая сталь же при пожаре не плавится, поэтому наиболее предпочтительна по требованиям пожарной безопасности. К примеру — в г. Москва при строительстве высотных зданий алюминиевые подконструкции вообще не допускаются к применению.
Отличие от других цветных металлов
Известно, что у металлов свойства в большей степени идентичны. Но каждый элемент имеет свои отличительные характеристики. Именно они и позволяют понять, как отличить металл от алюминия:
- медь распознается по ярко-красноватому оттенку;
- у железа и его сплавов высокие показатели магнитных свойств;
- узнать золото можно по желтому цвету;
- у свинца высокая хрупкость и плотность;
- серебро отличается ярким блеском;
- у олова высокая пластичность.
Вышеперечисленные способы только оценочные и приблизительные. Более достоверная информация доступна на страницах специальной справочной литературы.
Коррозионные свойства
На сегодняшний день единственным достоверным источником о коррозионной стойкости той или иной подоблицовочной конструкции, а соответственно и долговечности, является экспертное заключение «ЭкспертКорр-МИСиС».
Самыми долговечными являются конструкции из нержавеющих сталей. Срок службы таких систем составляет не менее 40 лет в городской промышленной атмосфере средней агрессивности, и не менее 50 лет в условиях условно-чистой атмосферы слабой агрессивности.
Алюминиевые сплавы, благодаря оксидной плёнке, обладают высокой коррозионной стойкостью, но в условиях повышенного содержания в атмосфере хлоридов и серы возможно возникновение быстроразвивающейся межкристаллитной коррозии, что приводит к существенному снижению прочности элементов конструкции и их разрушению. Таким образом, срок службы конструкции из алюминиевых сплавов в условиях городской промышленной атмосферы средней агрессивности не превышает 15 лет. Однако, по требованиям Росстроя, в случае применения алюминиевых сплавов для изготовления элементов подконструкции НВФ, все элементы в обязательном порядке должны иметь анодное покрытие. Наличие анодного покрытия увеличивает срок службы подконструкции из алюминиевого сплава. Но при монтаже подконструкции различные её элементы соединяются заклёпками, для чего сверлятся отверстия, что вызывает нарушение анодного покрытия на участке крепления, т. е. неизбежно создаются участки без анодного покрытия. Кроме того, стальной сердечник алюминиевой заклёпки совместно с алюминиевой средой элемента составляет гальваническую пару, что также ведёт к развитию активных процессов межкристаллитной коррозии в местах крепления элементов подконструкции. Стоит отметить, что зачастую дешевизна той или иной системы НВФ с подконструкцией из алюминиевого сплава обусловлена именно отсутствием защитного анодного покрытия на элементах системы. Недобросовестные производители таких подконструкций экономят на дорогостоящих электрохимических процессах анодирования изделий.
Недостаточной коррозионной стойкостью, с точки зрения долговечности конструкции, обладает оцинкованная сталь. Но после нанесения полимерного покрытия срок службы подконструкции из оцинкованной стали с полимерным покрытием составит 30 лет в условиях городской промышленной атмосферы средней агрессивности, и 40 лет в условиях условно-чистой атмосферы слабой агрессивности.
Сравнив вышеперечисленные показатели алюминиевых и стальных подконструкций, можно сделать вывод — стальные подконструкции по всем показателям значительно превосходят алюминиевые.
Алюминизированная или алюмо – кремневая труба
Алюминизированная труба – это вид электросварных труб как правило из качественной, низкоуглеродистой стали марок 8ПС и 8Ю со специальным антикоррозийным и жаростойким напылением. Толщина стенки у таких труб составляет 1.5мм . Данные марки стали несмотря на свои качественные показатели подвержены негативным влияниям агрессивных сред таких как:
- Соль или реагенты, которые применяются для обработки дорожного покрытия в зимний период
- Высокая температура отработавших газов
- Механическое воздействие (камни, гравий, различный мусор) на выхлопную систему, которое неизбежно при эксплуатации автомобиля.
Для защиты элементов выхлопа применяют специальное антикоррозийное износостойкое напыление на основе алюминия и кремния. Такое напыление не позволяет окислять основу из углеродистой стали и выполняет ряд важных функций:
- Оксид алюминия в составе выполняет роль антикоррозийной защиты. Это увеличивает долговечность изделия до 6-10 лет
- Кремний позволяет увеличить жаростойкость компонентов без потери физических свойств стальной основы детали.
Резюме
Популярность люков из алюминия Евроформат и надежность стальных моделей Формат и Атлант не дают однозначного ответа на вопрос какой люк лучше, алюминиевый или стальной.
Люки алюминиевые Практика не уступают в надежности стальным, стальные выигрывают в цене, но проигрывают в технологичности. Производитель дает гарантию на все люки под плитку 5 лет. Конкуренты копируют и те и другие, пытаясь угнаться за лидером. Компания Мир люков рекомендует люки под плитку Практика — Евроформат, Формат и Атлант.
Все статьи серии «Полезные советы»
Как выбрать глушитель

Автомобильный глушитель – важная часть как системы выхлопа, так и дизайна транспортного средства. Глушители призваны подавить акустические шумы, непременно возникающие при отводе отработавших газов. Здесь важно не путать глушитель и весь выпускной тракт. Речь пойдет о последнем элементе этого тракта. Поскольку ассортимент представленных на рынке глушителей очень широк, Avto.pro попытается разобраться с особенностями конструкции этой детали, используемыми материалами и эффективностью конструкций в целом.

Теория гашения звуков
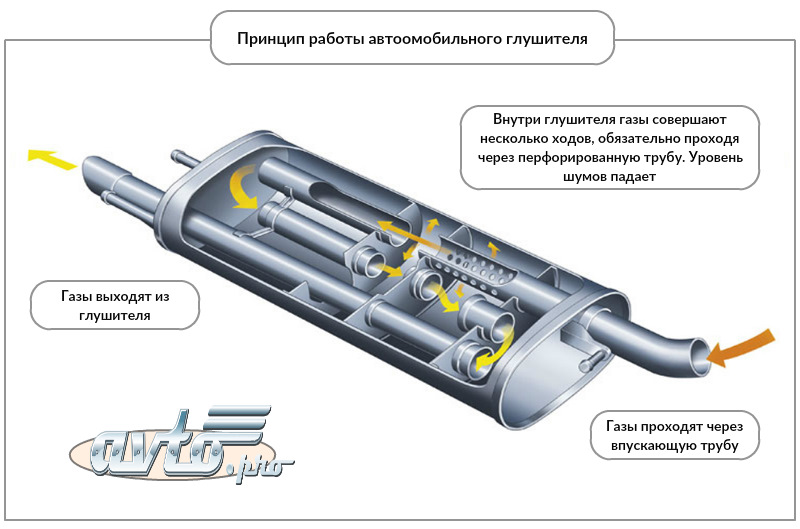
Суть работы глушителя сводится к следующему: звуковые колебания, являющие «продуктом» работы двигателя, двигаясь по камерам, быстро сглаживаются в отверстиях, которыми испещрены внутренние полости глушителя. Из энергии звуковых волн при этом получается тепловая энергия. Фокус в правильном подборе глушителя сводится к тому, чтобы смягчить звуковые колебания каждого из частотных диапазонов.
Основной проблемой выпускного тракта является наличие сопротивления потоку газов. Здесь и кроется главное противоречие: система должна включать в себя максимум элементов, что способствовало бы гашение акустических волн, но и в то же время как можно меньшее количество этих элементов, дабы сопротивление не было слишком велико. В последнем случае двигатель теряет в мощности, поскольку серьезно ухудшается продувка цилиндров.
Что касается практических результатов работы глушителя, то строго индивидуальны: нужно учесть конструкцию элемента, его объем, параметры двигателя (главным образом рабочий объем), частоту вращения коленвала. На практике водителей сильно утомляет низкочастотный бас в 50-300 Гц, которым грешат неправильно подобранные глушители.
Используемые материалы и конструктивные особенности
Сегодня глушители изготавливают из стали определенной марки. Материал может быть следующим:
— Алюмооцинкованная сталь;
— Черная (углеродистая) сталь;
— Нержавеющая сталь;
— Алюминизированная сталь.
На практике большая часть глушителей изготовлена из аллюминизированной и реже алюмооцинкованной стали. Углеродистый материал сам по себе хорош, но имеет сильно ограниченный срок службы – глушитель приходит в полную негодность уже спустя год-два эксплуатации. А вот аллюминизированная деталь служит дольше в 3-4 раза. Даже без покраски такой глушитель имеет высокую защиту от коррозии. Нержавеющие глушители тоже хороши, но не могут похвастать демократичной ценой – они или входят в штатную комплектацию автомобилей премиум-класса, или являются деталью для тюнинга.

По конструктивному исполнению глушители делят на следующие:
— Прямоточные. Их также называют спортивными. Их работа характеризуется существенным снижением сопротивления системы автомобильного выхлопа. Как правило, прямоточные глушители ставят на спортивные автомобили, поскольку они не оказывают большого влияния на мощность ДВС. Серьезный минус: высокая цена. Это детали из нержавеющей стали;
— Резонансные. Иначе называются реактивными. Представляют собой глушители, внутри которых скрыто несколько камер разной длины и одной-двух, реже большего количества перфорированных труб. Суть шумопоглощения сводится к тому, чтобы сложить несколько звуковых волн для их взаимного уничтожения. Такие компоненты выхлопной системы активно использовались в старых отечественных автомобилях;
— Диссипативные. Внутри таких глушителей находится особый звукопоглощающий материал. Звуковая энергия в нем преобразуется в тепловую. Конструкция отличается простотой и надежностью. Эффективность гашения высокочастотного шума очень высока, а низкочастотного – средне-высокая;
— Лабиринтные. В таких глушителях скомпонованы одна-две камеры и раздельные входная и выходная трубы. Газ двигается в глушителе произвольно, причем уровень шума определенной частоты серьезно падает. В целом же такие глушители справляются со своей задачей выше среднего. Но есть и серьезный минус – они создают большое сопротивление потоку газов, вследствие чего мощность автомобиля падает;
— Комбинированные. Конструктивно объединяют в себе диссипативные и резонансные глушители.
Корпус глушителя имеет сложную пространственную форму. Обычно он завальцован, но часто можно видеть и следы сварки. А вот внутренние перегородки, равно как резонаторные трубки, тщательно провариваются. Все элементы изготовлены из стали одной марки. Для сваривания металла используют контактную электросварку. В качестве электродов выступают специальные ролики-вальцы.
По каким критериям выбирают глушители
Цена нового глушителя находится в зависимости от его объема. Соответственно, если водитель хочешь сэкономить, он может взять деталь малого объема. Сэкономить можно также на материалах и конструкции. Вот только результат будет не лучшим: пострадает как шумопоглощение, так и выработка газов. Так что при выборе хорошего глушителя нужно учесть следующее:
— Конструкция и внешний вид. По внешнему виду легко опознать, к примеру, прямоточный глушитель. Наличие же краски говорит об используемом материале – алюминированную сталь не красят;
— Вес. На практике это работает так: чем изделие тяжелее, тем оно будет лучше;
— Качество сборки. Хоть заглянуть внутрь лабиринтного глушителя нет возможности, некоторые особенности сборки бросаются в глаза сразу. Обратите внимание на сварочные швы. Если на глушители видны складки металла, то его лучше не брать.
Вам стоит учитывать, что качество шумопоглощения зависит напрямую не только от объема, но и качества исполнения перфорированных труб, наличия двухслойного корпуса и прочего. Наилучшими являются прямоточные глушители – хорошо гасят звуки и почти не оказывают влияния на ДВС автомобиля. Прямоточные глушители также хорошо поглощают шум, но плохо влияют на двигатель. Предпочтительные материалы: нержавеющая или алюминизированная сталь.
Как выбирать глушитель
При выборе можно придерживаться нескольких способов. Чаще всего автолюбители не утруждают себя продолжительными блужданиями по электронным каталогам и уточнением совместимостей, выбирая самый доступный из подходящих глушителей в автомобиле. Вот как можно поступить:
— Искать по ВИН-коду. Это один из самых простых способов. По индивидуальному номеру можно запросто найти любую оригинальную запчасть. Минусы, конечно, есть. Поскольку запчасти сегодня ищут чаще всего в сети, автолюбитель может натолкнуться на множество хороших ресурсов, в которых нет функции поиска по ВИНу. В этом случае становится актуален следующий способ;
— Вести поиски по данным транспорта. Для получения надежного результата искать нужно по всем данным: марка, модель, параметры двигателя, год выпуска и т.д. В электронных каталогах это обычно выглядит так: покупатель выбирает марку автомобиля, затем модель и подобным образом движется по древу каталога, заканчивая на нужной запчасти – глушителе. Продвинутая система автоматически «подтягивает» совместимые с авто детали, так что на одной странице с выдачей по заданным критериям может быть несколько десятков вариантов;
— Не искать оригинал или ближайший аналог, а взять универсальный глушитель. Многие универсальные детали не блещут качеством исполнения, но стоят небольших денег. Существенный недостаток: с установкой универсального глушителя можно влететь в копеечку.
Часто на автомобиль одной марки и модели удается поставить глушитель с совсем другого автомобиля. Список взаимозаменяемых деталей выйдет слишком большим, так что мы советуем сначала обратиться к электронным каталогам, а уже потом искать информацию на тематических форумах – автолюбители охотно делятся информацией о переделках своего авто и поисках подходящих аналогов. Но заметьте: покупку б/у глушителя нельзя назвать хорошей идеей, так как старая деталь может быстро разрушиться под действием коррозии.

Все указанное в предыдущем разделе остается актуальным – изделие нужно внимательно осмотреть, идентифицировать его конструкцию (обычно в описании к товару она указана), узнать материал изготовления. От качества выбранного глушителя зависит шумность работы автомобиля. Не забывайте о том, что превышение определенного уровня шума является нарушением закона.
Экскурс по брендам
Очень важно при покупке глушителя удостовериться, что он был произведен известной компанией. Сегодня рынок деталей выхлопных систем пресыщен и автолюбитель всегда сможет найти ту деталь, которая удовлетворяет его запросам. Можно купить дорогостоящий глушитель компании-«тяжеловеса», или же отдать предпочтение бюджетному варианту, скажем, китайской или турецкой фирмы. Здесь все на усмотрение владельца автомобиля. Однако если он нацелен на покупке качественной запчасти, то ему в первую очередь стоит обратить внимание на продукцию вот этих производителей:
— Polmostrow (Польша);
— Walker (Швеция);
— Bosal (Бельгия);
— Atiho (Россия);
— Asso (Италия).
Лидерство в производстве и продаже деталей выхлопной системе по-прежнему остается за европейскими фирмами. Особенно радует бельгийская фирма Bosal и шведская Walker – качество продукции неизменно высоко, а сами глушители очень тихие и долговечные. Продукция отечественных компаний не отличается высоким качеством исполнения, но, что является большим плюсом, она продается по демократичной цене. Из плеяды польских компаний мы решили отметить только одну. Широкая номенклатура деталей, высокое качество, готовность идти навстречу покупателям – все это про Polmostrow. Если вы ищете хороший глушитель, то в первую очередь стоит искать польскую, шведскую или бельгийскую деталь. Практически все итальянские глушители имеют неправильную геометрию, из-за чего их сложно монтировать.
Как распознать подделку
Глушители подделывают не слишком часто – в основном недобросовестные упаковщики пытаются выдать деталь китайского производства за немецкую. Бороться с этим не так уж сложно. При покупке автолюбитель должен выяснить, где же была произведена деталь выхлопа, свериться с информацией на упаковке и наклейках, на всякий случай проверить код на сайте производителя. А вот с подделкой все интереснее. От фирменной запчасти она отличается следующим:
1. Толщиной металла. К несчастью, информацию о толщине металла фирменного глушителя придется раздобыть в сети. Поддельные глушители всегда тонкие и хрупкие;
2. Информацией на упаковке. Различны коды, не указывается страна производства, нет фирменных знаков и многое другое. Опять же, придется сравнивать с фирменной деталью. Эту информацию довольно легко найти в сети;
3. Бачком глушителя. Даже визуально оригинал намного больше подделки – это самое первое, что должно броситься в глаза;
4. Краской. Крупные производители окрашивают глушители в электростатическом поле, так что качество окраски всегда очень высокое. Подделка же окрашена плохо, что очень легко обнаружить при ближайшем рассмотрении.

Также стоит учитывать, что фирменный глушитель не может быть слишком дешевым. Изучив расценки в нескольких магазинах, можно получить представление о том, какой должна быть среднерыночная цена. Даже по крупным праздникам по скидке не удастся купить фирменная запчасть по цене, которая вдвое меньше среднерыночной. Вероятность купить плохую запчасть в известном магазине ниже, чем на рынке. Если автолюбитель намерен купить хороший глушитель, то ему нужно быть разборчивым в местах его приобретения.
От даже мелких особенностей внутренней геометрии глушителя зависит то, как громко будет работать автомобиль. Если эта геометрия сложная, то страдать уже начнет мотор. Здесь бывает сложно найти компромисс, так что неопытным автолюбителям стоит искать совета в сети. Как показывает практика, люди больше всего доверяют прямоточным глушителям – они доступны, их легко установить, они производятся всеми крупными производителями. Так что если вы хотите купить новый глушитель, то предпочтение стоит отдавать прямоточному. Разговор о том, какой производитель является лучшим, можно продолжать долго. Мы советуем брать глушитель от Walker, Polmostrow или Bosal – их продукция проверена временем и тысячами владельцев авто.
Как отличить ФЕЙКОВУЮ алюминизированную сталь от настоящей?!

Всем доброго времени суток! Мы с нашим другом Евгением Травниковым записали небольшой гид о том, как не быть обманутыми при покупке изделий из алюминизированной стали.
Наша страница на DRIVE2:


Комментарии 23
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.


Ну это уже вообще пипец, мало того что видеовысер, так ещё и реклама. Дизлайк с меня обязателен

Изя, вам не кажется что вас нае…и?! Все алюминизированое фейк! Делается это для того что бы хотя бы до продаже не сгнило!

Помогите подобрать гофру для Tuareg 4,2v8 AXQ

Добрый день.
Мне нужны параметры вашей нынешней гофры, либо длину гофры и диаметр трубы.
Добрый день.
Минимальный срок службы изделий 50.000 км.

Добрый день.
Сварочные швы: с таким мы никогда не сталкивались, вы уже проварили их? как теперь проверить вашу информацию.
Швы корродировали: швы на всех автомобилях корродируют снаружи, изделие выходит из строя не снаружи, а изнутри и не за счет коррозии, а за счет выгорания (тепловой нагрузки -горячие газы), а если на вашем авто ет катализатора или пламегасителя, этот процесс усиливается.
Гарантия на ниши изделия действуют, гарантия действует только в том случае, когда не были внесены изменения (подваривали сварочные швы), нужно было обратиться в точку продаж или на сайт производителя до внесения изменения.
Сколько вы проехали на нашем изделии по времени и пробегу?
Так как есть аргонный аппарат. Я просто швы проварил. И не стал заморачиваться. Авто ездит каждый день. Бадаться с магазином нет времени. Прошло меньше года, около 10 месяцев. Пробег составил чуть больше 29 тыс.км. После провара прошло ещё 7 месяцев. Все отлично. Пока ни где не сифонит. Есть проблема с геометрией. Изгиб отличается от оригинального и резонатор свисает ниже.
Резонатор должен крепиться к катализатору, правильно? в каком состоянии у вас это изделие?
В норме. Резонатор что по ссылке крепиться не к катализатору, а к промежуточный части с гофрой и ещё одним резонатором.
Машиностроительный завод Феникс (CBD)
Процесс алитирования стали
Алитирование - суть технологии. Наиболее распространенные способы алюминизации: порошковый, напыление, металлизация, вакуумный и погружение. Особенности процесса: длительность цикла и рабочая температура. Алитируемые металлы и их свойства.

Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.
Описание процесса алитирования
Поверхностное насыщение стали сопровождается образованием интерметаллических соединений, толщина которых увеличивается активизацией процесса диффузии алюминия в металле. Особенности технологической обработки зависят от выбранного метода.
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
Алитируемые металлы и сплавы
Алитирование – это не только способ защиты поверхности. Оксидная пленка является прекрасной основой под лакокрасочные покрытия. Основными металлами, которые подвергают алитированию, являются:

- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.
Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
Свойства и преимущества алитированных сталей
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.
Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Читайте также: