Чем резать легированную сталь
Обновлено: 18.05.2024
Для резки цветных металлов ( алюминия, меди и др.) применяется аргоно-водородная смесь, содержащая до 20 - 25 % водорода. При резке легированных сталей толщиной до 25 мм применяется азот, а при толщине свыше 25 мм - азото-водо-родная смесь, содержащая до 50 % водорода. Для резки этим способом ВНИИАвтогеном разработаны специальные установки: УДР-1-58 ( для механизированной резки) и УДР-2-58 ( для ручной резки), отличающиеся только комплектовкой. [16]
Кроме того, местная обработка устраняет транспортные перевозки от места сварки к термическим печам. Для местной термообработки изделий, а также для предварительного и сопутствующего подогревов при сварке и резке легированных сталей широко применяется газопламенный нагрев металла природным газом. Для местного подогрева при сварке и резке стали используется переносная горелка, состоящая из инжекционного смесителя от газовой го - релки и коллекторов, разводящих газовоздушную смесь к местам горения. Указанные нагревательные устройства применяются при нагреве металла до температуры 300 - 350 С. Для повышения температуры нагрева горение газа осуществляется в керамических камерах. [18]
В последнее время широкое распространение находит резка труб сжатой дугой ( плазменная резка) как наиболее прогрессивный и высокопроизводительный - способ резки легированных сталей и цветных металлов. [19]
Выбор способа и технологии резки труб зависит от марки стали, а также от объема производства. Разделка кромок определяется соответствующими техническими условиями на сварку труб из стали данной марки. Резка легированных сталей II - VII групп и подготовка кромок должна производиться, как правило, на станках для механической резки и подготовки кромок, а также на серийных токарных и токарно-винторезных станках, оснащенных соответствующими приспособлениями. [20]
Кислородную резку металла выполняют механизированными способами - автоматами и переносными полуавтоматами. Ручную кислородную резку допускается использовать при разрезании деталей из балок, швеллеров, труб большого диаметра и др., когда отсутствует соответствующее металлорежущее оборудование или мощность имеющегося оборудования недостаточна: Для резки легированных сталей применяют установки плазменной и кислородно-флюсовой резки. [21]
Механическую резку применяют для прямолинейного реза листов, иногда и для криволинейного реза листов при использовании для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезаются кислородной и плаз-менно-дуговой резкой. По механизации эти способы могут быть ручными и механизированными. Для резки легированных сталей , цветных металлов может применяться кислородно-флюсовая или пламенно-дуговая резка. [22]
Старый метод использует металл, хорошо разрезающийся кислородом ( например, малоуглеродистую сталь), как вспомогательное средство для облег-нения процесса резки легированных сталей. Это достигается наложением пластины из малоуглеродистой стали поверх разрезаемого металла по линии реза или прокладками из отходов железа, располагаемыми между листами при резке пакетом. Можно также вводить в разрез конец прутка или стержня из малоуглеродистой стали. Другой вариант состоит в подаче в зону резки железной проволоки с постоянной скоростью. Все эти способы используют тепло сгорания железа для облегчения резки легированной стали , а также флюсующее действие образовавшихся расплавленных окислов. Однако эти методы неэкономичны и заменены теперь порошково-флюсовой резкой ( см. ниже), которая использует те же принципы, но более эффективна. [23]
Процесс резки начинается с нагрева металла в начальной точке реза до температуры, достаточной для воспламенения в кислороде с помощью подогревающего пламени, затем на нагретое место направляют струю чистого кислорода, который принято называть режущим. Режущий кислород вызывает интенсивное окисление верхних слоев металла, которые, сгорая, выделяют дополнительное количество теплоты и нагревают лежащие ниже слои металла, в результате чего процесс горения металла в кислороде распространяется по всей толщине металла. Образующиеся при сгорании металла оксиды увлекаются струей режущего кислорода и выдуваются ею из зоны реза. Кислородная резка применима лишь для тех металлов, у которых; температура воспламенения ниже температуры плавления; температура плавления оксидов металла ниже температуры плавления самого металла; оксиды жидко-текучи; количества теплоты, выделяющейся при сгорании металла в кислороде, достаточно для поддержания непрерывного процесса резки; малая теплопроводность. Этим условиям удовлетворяют железо и малоуглеродистые стали. Для резки легированных сталей применяют кислородно-флюсовую резку. Флюс ( порошок железа) сгорает в струе кислорода и повышает температуру в зоне реза настолько, что образующиеся тугоплавкие оксиды остаются в жидком состоянии и, будучи разбавлены продуктами сгорания железа, дают жидкотекучие, легкоудаляемые шлаки. [24]
Технология кислородной резки высокоуглеродистой и легированной стали.

Простая углеродистая сталь (с содержанием углерода до 0,3%) режется кислородом без особых предосторожностей, так как она не так чувствительна к резким изменениям температуры. Твердость кромок реза такой стали от высокого нагрева и быстрого охлаждения увеличивается незначительно.
Чувствительность стали к резким изменениям температуры увеличивается по мере повышения содержания углерода или добавления легирующих элементов. При наличии легирующих элементов сталь легко закаливается на воздухе. Поэтому при кислородной резке высокоуглеродистой и легированной стали очень часто по кромке реза образуются трещины от закалки. Наличие в стали многих легирующих элементов замедляет процесс резки.
Влияние различных элементов па условия кислородной резки приведено в табл. 1.
Таблица 1. Влияние химических элементов металла на процесс кислородной резки.
На процесс резки не влияют.
Подготовка металла к резке.
К кислородной резке высокоуглеродистой и легированной стали допускаются резчики, прошедшие специальный техминимум и квалификационное испытание и имеющие соответствующее свидетельство.
Листы перед резкой должны быть выправлены и уложены так, чтобы обеспечить горизонтальность положения и исключить их прогиб от собственного веса, а также падение тяжелых отходов или деталей после резки.
Линия реза должна быть тщательно очищена от окалины и грязи.
Для получения требуемой точности обработки резка высокоуглеродистой и легированной стали должна производиться на газорезательных машинах. Ручную резку следует применять только при невозможности применения машин.
Газорезчик перед началом резки должен подробно ознакомиться с технологической картой на обработку высокоуглеродистой и легированной стали, в которой помимо маркировки детали должны быть указаны оптимальные режимы резки (давление газов, номера применяемых мундштуков, скорость резки и др.), а также последовательность и направление резки.
Особенности резки металла.
Кислородная резка высокоуглеродистой и легированной стали, обладающей повышенной чувствительностью к образованию трещин, требует соблюдения режимов и целого ряда особых технологических мероприятий.
Основной причиной появления трещин при кислородной резке такой стали является большая скорость охлаждения металла в месте реза после сильного нагрева.
Технологические мероприятия при резке высокоуглеродистой и легированной стали сводятся к уменьшению скорости охлаждения, т. е. к предотвращению возможного образования трещин.
Уменьшить скорость охлаждения при резке можно:
а) предварительным и последующим подогревом металла;
б) уменьшением скорости резки;
в) выбором правильного направления и порядка резки с целью рационального использования тепла, выделяемого при резке;
г) оставлением детали в вырезаемом контуре, т. е. удалением отходов после их остывания.
При резке высокоуглеродистой и легированной стали нужно придерживаться тех же режимов, что и при резке малоуглеродистой стали, но давление кислорода должно быть несколько большим. В случае обильного шлакообразования следует уменьшить скорость резки, пока стекание шлака не станет свободным.
Для резки допускается кислород чистоты не ниже 99%, поэтому лучше всего брать кислород из баллонов. В качестве горючего рекомендуется ацетилен.
Для получения чистого реза при снятии фасок с помощью переносных газорезательных машин необходимо соблюдать порядок резки, при этом V-образные скосы с лицевой стороны за один проход нужно делать до 30°, а с обратной стороны — до 20°. При больших углах и при разделках с притуплением необходимо снимать фаски за два прохода резака, при этом второй рез всегда нужно производить при положении резака для резки с обратной стороны (см. рис. 1, б, в).
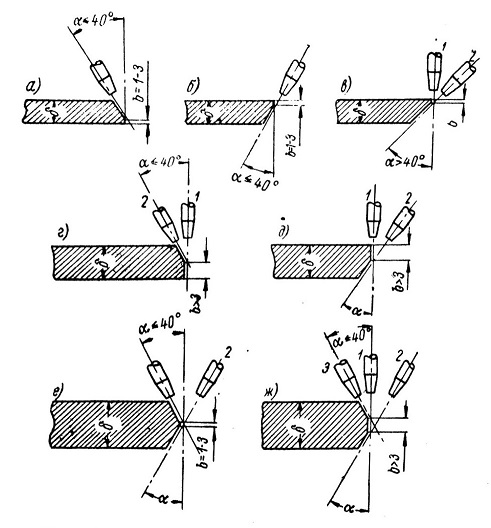
Рис.1. Основные виды односторонних и двусторонних разделок.
Резку стали с повышенной чувствительностью к образованию трещин рекомендуется производить с предварительным нагревом до температуры 150—200°С. Однако метод нагрева и величину температуры необходимо в каждом отдельном случае согласовать с технологическим бюро.
Запрещается производить резку высокоуглеродистой и легированной стали при температуре ниже —5° С. |
Отходы вокруг вырезанной детали уменьшают скорость охлаждения ее, поэтому их нужно удалять после полного остывания.
Рез должен быть непрерывным, без остановок, так как повторные нагревы могут вызвать образование трещин.
Большая Энциклопедия Нефти и Газа
Способ плазменно-дуговой резки в настоящее время широко применяется в промышленности для резки легированных сталей толщиной до 40 мм и алюминиевых сплавов толщиной до 100 мм. При резке струей дуговой плазмы ( рис. 18) металл выплавляется струей дуговой плазмы, имеющей температуру около 10000 - 15 000 С. Постоянный ток от источника тока 3 подводится к заточенному на конус вольфрамовому электроду 4 и формирующему дугу медному соплу 2, охлаждаемому водой. Разрезаемое изделие в цепь от источника тока не включается. [7]
Плазменно-дуговую резку применяют при резке металлов, которые невозможно или трудно резать другими способами, например, при резке коррозионностойких легированных сталей , алюминия, магния, титана, чугуна и меди. [8]
Старый метод использует металл, хорошо разрезающийся кислородом ( например, малоуглеродистую сталь), как вспомогательное средство для облег-нения процесса резки легированных сталей . Это достигается наложением пластины из малоуглеродистой стали поверх разрезаемого металла по линии реза или прокладками из отходов железа, располагаемыми между листами при резке пакетом. [9]
Должен знать: устройство обслуживаемых газорезательных машин с фотоэлектрическим и программным управлением и масштабно-дистанционным устройством; процесс кислородной резки легированных сталей; правила резки легированных сталей с подогревом. [10]
Кроме того, t местная обработка устраняет транспортные перевозки от места t сварки к термическим печац ] Для местной термообработки изде - лий, а также для предварительного и сопутствующего подогревов при сварке и резке легированных сталей широко применяется газопламенный нагрев металла природным газом. Для местного; подогрева при сварке и резке стали используется переносная i горелка, состоящая из инжекционного смесителя от газовой го - редки и коллекторов, разводящих газовоздушную смесь к местам горения. Указанные нагревательные устройства применяются при нагреве металла до температуры 300 - 350 С. Для повышения температуры нагрева горение газа осуществляется в керамиче-ских камерах. [12]
Кислородно-дуговая резка трубчатым электродом основана на подаче режущего кислорода сквозь центральный канал стального обмазанного, угольного или керамического трубчатого электрода; используется преимущественно как разделительный процесс; осуществляется вручную; находит применение при водолазных работах ( см. раздел о подводной сварке и резке), частично при резке легированных сталей н цветных металлов небольшой толщины, если невозможно применение других методов резки ( табл. 20), а также в некоторых случаях резки пакетных стальных элементов. [13]
Кислородно-дуговая резка трубчатым электродом основана на подаче режущего кислорода сквозь центральный канал стального обмазанного, угольного или керамического трубчатого электрода; используется преимущественно как разделительный процесс; осуществляется вручную; находит применение при водолазных работах ( см. раздел о подводной сварке и резке), частично при резке легированных сталей и цветных металлов небольшой толщины, если невозможно применение других методов резки ( табл. 20), а также в некоторых случаях резки пакетных стальных элементов. [14]
Резка нержавеющей стали

Резка нержавеющей стали и других металлов осуществляется с целью создания из полученных заготовок необходимого изделия. Способ работы с материалом зависит от его свойств и особенностей. Сегодня речь пойдет именно о нержавеющей стали.
Какие способы резки нержавеющей стали существуют
Нержавеющая сталь – это материал, который не боится влаги и грязи, а также не покрывается ржавчиной. Она относится к легированным видам стали. Этот сплав довольно прочный и может служить очень долго, что достигается путем добавления вольфрама, титана, молибденитов железа, кроме того, в составе нержавейки присутствует хром. Однако плюс оборачивается минусом: материал тяжелее поддается резке. Какие же способы такой манипуляции существуют?

Резка нержавеющей стали бывает двух видов:
- механическая (материал режется вручную острым инструментом);
- термическая (применяются инструменты, позволяющие плавить сталь с помощью высокой температуры).
Первый способ более дешевый. Однако он требует приложения большой физической силы, кроме того, такая резка занимает много времени. Именно поэтому сегодня к нему прибегают все реже. Метод термической обработки стали становится все популярнее.
Разновидности термической резки:
- газо-дуговая;
- резка путем электрической эрозии;
- гидроабразивная;
- лазерная;
- плазменная.
Термические технологии резки нержавеющей стали

1. Газо-дуговая резка, или резка кислородом.
Для такого способа резки необходимо использовать специальное оборудование, которое имеет деталь в виде дуги. Именно она воздействует на металл, меняя его форму.
Дуговую резку нержавеющей стали производят плавящимися и неплавящимися электродами. Плавящийся электрод – это сталь, неплавящийся – графит. Чтобы повысить эффективность процесса, в место, где осуществляется резка, подается воздух или кислород, поэтому такие способы обработки металла получили названия воздушно-дуговой и кислородно-дуговой.
Рекомендуем статьи по металлообработке
Газо-дуговая резка – сравнительно недорогой способ обработки металла в силу доступности оборудования для него, однако зачастую минусы перевешивают плюсы.
Каковы недостатки метода:
- нарушение целостности металла;
- плохое качество реза;
- малая производительность.
Газовая резка нержавеющей стали с помощью такого метода на данный момент считается неактуальной, так как появились более простые и эффективные способы обработки металла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
2. Метод электрической эрозии.
В процессе резки используется импульс электроразряда, который словно выдергивает мельчайшие частички стали в месте обработки металла. Оборудование имеет два электрода, окруженных жидким диэлектриком. При соединении электродов происходит разряд. В канале диэлектрика образуется плазма высокой температуры.
Такой метод резки отличает высокий уровень точности. К плюсам такого метода можно также отнести возможность резать металл толщиной до 40 см. Однако процесс этот весьма долгий.
3. Гидроабразивный способ.
Он заключается в резке стали с помощью жидкости, скорость движения которой выше скорости звука в три раза. Подается она через алмазное или рубиновое сопло, его ширина составляет 1/10 мм. Струя воды такой силы режет нержавеющую сталь и другие прочные материалы. К воде обычно добавляется песок. Для более мягких материалов используется жидкость без абразивных примесей. Оборудование для такой резки стоит немало.
Гидроабразивная резка нержавеющей стали имеет следующие плюсы:
- сталь не нагревается в процессе;
- возможность деформации материала уменьшается;
- высокое качество реза;
- наименьшие потери материала;
- высокая скорость;
- минимальная погрешность (по сравнению с дуговой резкой ширина реза в 10 раз тоньше).
Минусы:
- стандартный гидроабразивный станок стоит очень дорого (от 3 миллионов рублей);
- детали оборудования быстро приходят в негодность;
- на данный момент гидроабразивный способ резки нержавеющей стали считается перспективным.
4. Лазерная резка.

На сегодняшний день лазерная резка нержавеющей стали считается одним из самых эффективных и популярных способов обработки металла. В процессе резки на материал направляется лазерный луч.
Положительные стороны такого способа:
- высокая производительность;
- процесс занимает мало времени;
- ширина реза – от 0,1 мм;
- погрешность составляет не более 1/12 мм;
- динамические или статические местные напряжения отсутствуют;
- зона среза имеет отличное качество поверхности;
- бесконтактный раскрой (на современных моделях);
- вероятность появления заусенцев минимальная;
- деформаций на срезе нет;
- материал кроится автоматически в соответствии с проектом;
- физические свойства материала не меняются.
Однако резка нержавеющей стали лазером может осуществляться только в том случае, если толщина стали составляет менее 20 мм, ведь КПД лазера – всего 15–20 %. Кроме того, к минусам можно отнести тот факт, что около среза остается след от воздействия высокой температуры. Чтобы его удалить, нужно вручную обработать поверхность.
5. Плазменная резка.
Примерно 50 лет назад появился новый способ резки металла – плазменная резка. Он чем-то напоминает газо-дуговой, но является значительно более эффективным. Производительность плазменной резки в разы выше.
Суть способа заключается в воздействии на нержавеющую сталь сжатой электрической дугой, которая плавит металл. При этом быстрый плазменный поток, температура которого достигает +15 000–20 000 °С, удаляет с обрабатываемой поверхности остатки расплавленного материала. Надо отметить, что дуга предыдущего поколения имела температуру всего +1 800 °С, вся технология резки была более трудоемкая и занимала много времени.
Плазменная резка нержавеющей стали на сегодняшний день считается эталонной, то есть самой быстрой, эффективной и выгодной.
К плюсам такого способа резки можно отнести и тот факт, что для работы оборудования не нужны дополнительные приспособления типа газовых баллонов, химикатов, абразива, к помещению для работы не предъявляются какие-то специальные требования (в частности, это касается требований пожарной безопасности). Все, что потребуется, это электричество, воздух и расходные материалы, которые стоят недорого (сопла, электроды).
Однако есть и один небольшой минус: срез материала получается немного неровный, его необходимо дорабатывать. При этом его качество все равно многократно выше, чем при дуговом способе резки.
Применяя эту методику, нужно помнить, что максимально допустимая для резки толщина металла зависит от его теплопроводности: медь лучше нержавеющей стали проводит тепло, а значит, ее максимально допустимая толщина будет всегда ниже.
Если толщина материала превышает 200 мм, нужно использовать газо-дуговой метод резки.
Механические способы резки нержавеющей стали

Все вышеперечисленные способы резки нержавеющей стали используются в основном на предприятиях, так как необходимое оборудование стоит немало.
Но существуют и более доступные методы обработки металла, которые также являются достаточно эффективными, а именно посредством:
- Болгарки. Метод довольно востребованный. Но чтобы при резке нержавеющей стали она не нагревалась, а диски служили дольше, необходимо использовать воду, поливая ею место реза.
- Ножниц по металлу. Очевидно, что ножницами можно резать только очень тонкие листы нержавеющей стали (от 0,5 до 1 мм). Чтобы использовать этот инструмент, лучше увеличить длину ручек. Кроме того, нужно понимать, что они очень быстро затупятся.
- Циркулярной пилы по металлу. Чтобы использовать пилу для резки нержавеющей стали, нужно применять отрезной абразивный диск, а на сам лист железа положить упор. У такого способа есть недостатки: диск быстро приходит в негодность, велика вероятность нарушения реза, если материал уйдет в сторону.
Какие еще существуют методы обработки: резка и гибка нержавеющей стали, штамповка, полировка, окраска, сварка. Выбор способа зависит от потребности, толщины материала и других параметров. Если говорить о работах, предположим, на даче – можно воспользоваться болгаркой, а когда речь идет о крупном производстве – тут лучшим выбором будет лазерная или плазменная резка.
Как самостоятельно осуществить резку нержавеющей стали
Если нужно самостоятельно немного доделать изделие из металла, можно воспользоваться несколькими методами, которые описаны ниже.

1. Подручные материалы – молоток, зубило, ножницы, напильник.
Такие инструменты, как правило, есть в наборе у каждого мужчины, который привык заниматься ремонтом самостоятельно. Несмотря на то, что их использование нельзя причислить к высокотехнологичным методам обработки металла, они вполне могут сгодиться в домашних условиях, особенно в следующих ситуациях, когда:
- необходимо обработать тонкий металлический лист (толщиной 2–4 мм);
- размер предмета, который нуждается в исправлении, имеет малый размер, сам он спокойно крепится в обычных тисках.
Конечно, стоит сказать и о том, что обработка нержавеющей стали обычными домашними инструментами имеет ряд минусов:
- точность такой обработки невысока;
- материал может деформироваться, в месте обработки возникнут неровности и заусенцы;
- обработку изделия все равно необходимо завершить, используя напильник и «холодную ковку».
Если обработка производится дома или на даче для каких-то личных целей, такие инструменты вполне подойдут.
2. Электролобзик.
Резка нержавеющей стали лобзиком – еще один способ разделить металл на части.
Электрическим лобзиком можно осуществить резку дерева и стали, в том числе и нержавеющей, но только толщиной не более 10 мм.
При этом важны следующие моменты:
- для работы нужно приобрести специальные пилки (лучше фирменные);
- в процессе резки необходимо использовать смазку (подойдет даже растительное масло), она будет поддерживать полотно лобзика в рабочем состоянии длительное время, не давая ему накаляться;
- лобзик должен работать на небольших скоростях (и вертикальных, и горизонтальных).
Этот инструмент хорош тем, что им можно пилить трубы, делать изогнутые распилы. Однако если не следовать правилам работы с металлом, он может быстро сломаться.
Лучше всего лобзик справляется с металлом толщиной 4–6 мм, труднее ему будет резать материал толщиной 7-8 мм, а максимально возможная толщина в 10 мм – это уже довольно тяжелое испытание для инструмента.
Более толстые листы металла придется резать на станке, оборудованном специальной ленточной пилой для нержавеющей стали.
3. Газовая резка металла.
Существует еще газовая резка металла с температурой до +1 200 °С, но она не подходит нержавеющей стали. Дело в том, что нержавейка просто начнет плавиться в отличие от других металлов, ведь температура возгорания в кислороде у нее выше, чем температура плавления. Обычная сталь будет как бы прожигаться газовой резкой, а нержавеющая – особенно при толщине больше 15 мм – просто плавиться и разбрызгиваться, ни о каком ровном срезе тут речи не идет.
Однако есть способ применить газовую резку и к нержавеющей стали. Как это происходит: место реза нагревается очень сильно – докрасна, потом открывается продувной, в одной руке резак, в другой – обычная стальная проволока 3 мм, в струю кислорода продувного подсовывается присадка-сталь.
4. Портативный плазменный резак.
Сегодня плазменный способ резки имеет применение не только в условиях крупных предприятий. Появилось достаточно компактное оборудование, которое может использоваться в небольшой мастерской или гараже.
Несмотря на удобство использования и небольшой размер, такой способ резки крайне энергоемкий. Помимо этого, чтобы применять такое оборудование, нужно иметь определенные навыки и опыт. Любое непроизвольное движение работника – и инструмент уйдет в сторону, нарушив геометрию среза. Правда, на помощь может прийти специальная подставка из диэлектрика, которая поможет расположить инструмент в нужном положении таким образом, чтобы он не отклонялся.
Если все условия для нормального функционирования инструмента соблюдены, то плазменная резка нержавеющей стали в бытовых условиях поможет обработать металл толщиной до 50 мм.
5. Резка болгаркой.
У нас в стране, конечно, наибольшее распространение имеют обычные болгарки, иначе – углошлифовальные машины (УШМ). Такой инструмент можно использовать и для резки нержавеющей стали.
Правда, болгарка не справится с изогнутыми изделиями, ее можно использовать только на ровной поверхности. Максимальная толщина металла, которую способен разрезать этот инструмент, – 3-4 мм. Чтобы работать по металлу, нужно приобрести определенного вида диски, в том числе для нержавейки.
Если использовать диск для обычной стали при резке нержавейки, в дальнейшем изделие из нержавеющей стали может начать портиться. Это происходит из-за того, что хлор и сера, которые входят в состав этих дисков, могут повлиять на возникновение химической реакции нержавейки с водой и кислородом. По аналогии диски для нержавеющей стали не следует применять для резки стали обычной, так как на самом диске останутся частицы стали. Впоследствии при работе этим диском по нержавейке опять-таки можно испортить изделие.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: