Чем варить сталь 110г13л
Обновлено: 05.05.2024
Низкоуглеродистые стали, содержащие до 0,25 % С, хорошо свариваются. Сварные соединения легко обрабатываются режущим инструментом.
К низколегированным сталям относят наиболее распространенные стали типа 15ХСНД. При сварке эти стали склонны к образованию закалочных структур.
Для предупреждения перегрева и образования закалочных структур рекомендуется многослойная сварка с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм и более выполняют электродами УОНИ-13/45, УОНИ-13/65 на постоянном токе обратной полярности.
Теплоустойчивые стали 12ХМ, 15ХМ, 20ХМ, 12Х1МФА, 15Х1М1Ф предназначены для изготовления деталей, работающих в условиях высоких температур (400—600 °С) и при давлении газа или пара до 30 МПа (трубчатые элементы паровых котлов, элементы нефтеперегонной и химической аппаратуры и т. п.). Эти стали имеют склонность к образованию трещин в зоне термического влияния. Поэтому требуется предварительный подогрев до температуры 200— 300 °С и последующая термообработка (отпуск) по режиму; нагрев изделия до 710 °С, выдержка при этой температуре не менее 5 мин на 1 мм толщины металла с последующим медленным охлаждением. Иногда эти стали отжигают при температуре 670— 800 °С. Для сварки сталей 12ХМ, 15ХМ и 20ХМЛ применяют электроды ЦУ-2ХМ, ЦЛ-38, ЗИО-20, УОНИ-13ХМ. Сварку выполняют на постоянном токе обратной полярности (см. также табл. 7, 8).
При сварке корневых швов в разделке на металле толщиной 10 мм и более используют электроды диаметром 3—4 мм. Рекомендуемые для данной марки электрода значения сварочного тока, его род и полярность выбирают согласно паспорту электрода, в котором обычно приведены и его
сварочно-технологические свойства, типичный химический состав шва и механические свойства. Рядовые и ответст — ветственные конструкции из низкоуглеродистых сталей сваривают электродами типа Э42 и Э46 (табл. 24 и 25, а также табл. 6).
При сварке этих сталей обычно обеспечиваются достаточно высокие механические свойства сварного соединения и поэтому в большинстве случаев не требуются специальные меры, направленные на предотвращение образования в нем закалочных структур. Однако при сварке угловых швов на толстом металле и первого слоя многослойного шва для повышения стойкости
Таблица 25. Соответствие марок
электродов типу электродов
Тип электрода по ГОСТ 9467—75
ЦПЗ-32Р, АНО-1, АНО-5, АНО-6, ВСП-1, ВСЦ-2
УОНИ-13/45, СМ-11, УП-1/45, УП-2/45. ОЗС-2
АНО-3, АНО-4, МР-1, МР-3, ОЗС-З, ОЗС-4, ОЗС-6, ЭРС-1, ЭРС-2, РБУ-4, РБУ-5
УОНИ-13/55, УП-1/55, УП-2/55, ДСК-50, Э-138/50Н
металла к кристаллизационным трещинам может потребоваться предварительный подогрев до температуры 120— 150 °С.
Для сварки рядовых конструкций из низколегированных сталей обычно применяют электроды типа Э42А, а ответственных — типа Э50А, что обеспечивает получение металла с достаточной стойкостью к кристаллизационным трещинам и требуемыми прочностными и пластическими свойствами. Легирование металла шва за счет провара основного металла легирующими элементами, входящими в основной металл, и повышенные скорости охлаждения позволяют получить металл шва с более высокими, чем при сварке низкоуглеродистых сталей, прочностными показателями.
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, с замедлением скорости охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур. Это же достигается при предварительном подогреве до температуры 150—200 °С. Поэтому эти способы дают благоприятные результаты на нетермоуп — рочненных сталях. При сварке термоупрочненных сталей для уменьшения разупрочнения стали в околошовной зоне рекомендуется сварка длинными швами по охлажденным предыдущим швам. Следует выбирать режимы сварки с малой погонной энергией. При этом достигается и уменьшение протяженности зоны разупрочненного металла в околошовной зоне. При исправлении дефектов в сварных швах низколегированных и низкоуглеродистых сталей повышенной толщины швами малого сечения вследствие значительной скорости охлаждения металл подварочного шва и его околошовной зоны обладает пониженными пластическими свойствами. Поэтому дефектные участки следует подваривать швами нормального сечения длиной не менее 100 мм или предварительно подогревать до температуры 150—200 °С.
К углеродистым сталям относятся среднеуглеродистые стали с содержа-, нием 0,3—0,5% С и высокоуглеродистые с содержанием 0,5—1% С.
При сварке среднеуглеродистых сталей возможно образование трещин как в основном, так и в наплавленном металле. Для получения качественных соединений перед сваркой необходим подогрев изделия до 200—350 °С. После сварки изделие вновь помещают в печь, нагревают его до 675—700 °С, медленно охлаждают вместе с печью до 100— 150 °С. Дальнейшее охлаждение изделия возможно на воздухе. При сварке среднеуглеродистых сталей применяют электроды марок УОНИ-13/55.
У ОНИ-13/65, УП-1 /45, ОЗС-2, УП-2/45, ВСП-1, МР-1, ОСЗ-4 и др. Сварку электродами УОНИ-13/55, ОЗС-2, ВСП-3 можно выполнять только на постоянном токе обратной полярности. Применение электродов ВСП-1, МГ-1, ОЗС-4 позволяет использовать любой род тока. Перед сваркой электроды необходимо просушить при температуре 150—200 °С. При сварке желательно соблюдать следующие соотношения между диа-
метром электрода и рочного тока:
тродов, м м Сварочный
ток, А Диаметр элек
тродов, мм Сварочный
Высокоуглеродистые стали используют при изготовлении режущего, бурильного и другого инструмента. Технология сварки этих сталей обязательно предусматривает предварительный подогрев до 350— 400 °С, иногда сопутствующий подогрев и последующую термообработку (см. гл. 9). Сварку выполняют узкими валиками небольшими участками. Обязательно заплавляют кратеры или выводят их на технологическую планку. Сварка при температуре окружающей среды ниже + 5 °С и на сквозняках недопустима.
Высоколегированными называют стали на основе железа, легированные одним или несколькими элементами в количестве 5—55%. Их классифицируют в зависимости от систем легирования, структуры, свойств и назначения. Марки и типы электродов для сварки высоколегированных сталей приведены в табл. 9. Эти стали имеют высокие прочность, вязкость и пластичность. При сварке необходимо учитывать их пониженную электропроводимость и теплопроводность, что ведет к значительным короблениям, а также к меж — кристаллитной коррозии. Поэтому строгое соблюдение режимов сварки особенно важно. Сварку выполняют электродами ЗИО-З, ОЗЛ-8, ЦЛ-11, ЦТ-1 и др. на постоянном токе обратной полярности с применением медных подкладок или ускоренного охлаждения швов водой или сжатым воздухом.
Сварку окалиностойких сталей выполняют электродами ЦЛ-25, ОЗЛ-4, ОЗЛ-9А, ГС-1, 03 Л-5 и ЦТ-17 на постоянном токе обратной полярности. Для снятия напряжений после сварки стали подвергают термообработке (отпуск при 650 °С).
Хромистые стали 40Х9С2, 15Х5М,
10Х5МФ, 12X13 с содержанием 4—14% Сг относят к мартенситному классу. Их применяют для изготовления кон
струкций повышенной прочности в агрессивной среде (аппаратура нефтеперерабатывающей промышленности). Стали 15X28, 15Х18СЮ с содержанием
18—30% Сг относят к ферритному классу. Они хорошо сопротивляются окислению при высоких температурах.
Склонность хромистых сталей к закалке на воздухе с образованием мартенситной структуры и рост зерен в зоне термического влияния составляют основные трудности при сварке этих сталей.
Сварку хромистых сталей необходимо выполнять с предварительным подогревом до 200—400 °С.
После сварки изделие охлаждают на спокойном воздухе до 150— 200 °С, а затем подвергают высокому отпуску: нагрев в печи до 720— 750 °С с выдержкой в течение 5 мин на 1 мм толщины металла, но не менее 1 ч, с последующим медленным охлаждением на спокойном воздухе. Стали с содержанием 7—10% Сг выдерживают в печи в течение 10 мин на 1 мм толщины металла. Сварку выполняют электродами ЦЛ-17-63, УОНИ-13/85 и др. на постоянном токе обратной полярности.
Высокомарганцовистые стали типа 110Г13Л, содержащие 11—16% Мп, относят к сталям аустенитного класса. Они обладают высокой износостойкостью, их применяют для изго-
Таблица 26. Режимы ручной сварки покрытыми электродами высоколегированных
СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
сварка марганцевой стали
При такой толщине нужен подогрев,если УОНИ -Х,либо аустенит без подогрева,но со снижением механических свойств шва.
Справочные данные 20 Г - После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, шестерни, червяки и другие детали с высокой твердостью и износостойкостью поверхности. Без термообработки — сварные подмоторные рамы, башмаки, косынки.
Точмаш 23,а подогрев до какой степени?как определить "на глаз"?.Резак есть,но за кислород ругаются.Проваивать хотя бы места где большие ударные нагрузки.
Электроды уони 13/45 вполне подойдут,как написали выше нужно делать подогрев град. 150,плюс способ сварки должен быть каскадом или горкой.
Он рассчитывается по формуле: температура подогрева равна 350 умножить на корень квадратный из полного эквивалента углерода,умноженного на 0,25-это будет верно для сталей с содержанием углерода и легирующих элементов 0,4 %.В вашем случае 150-180 С
Логично)-каждый последующий наложенный валик должен отжигать предыдущий
Спасибо за подсказки,про формулу расчета я просто не знал ,да и содержание углерода не знаю,маркировка затерта.
Ст.20г -это 0,2 углерода и по прочим примесям и легатурам еще 2 ,т.е. 0,22 ),правда,надо иметь в виду,что полный эквивалент углерода включает еще размерный эквивалент.
Точмаш 23 , так же такой способ наложения сварного шва позволяет поддерживать температуру при сварке не вызывая объемных напряжений и не провоцирует появления трещин
Скажем,уменьшает напряжения,которые укладываются в поле допуска относительного удлинения металла,чтобы предотвратить образование трещин.
Из этого металла мне приходится варить противоизносные накладки на ковши.На передней части (где зубья) их 4 штуки,примерно 30/30см.,и пока обваришь,бывает трескается шов на какой-то из сторон,проваривать сразу одну из сторон(несколько проходов) не получается ,появляется зазор с противоположенной стороны.Придется как то объяснять хозяевам,что надо греть.Про аустенит точно не поймут.
Приходится приваривать накладки на ковши погрузчиков,1,5 метра,там всегда появляются трещины,даже если варить "вразбежку".
Пишите еще в тему,буду читать.
слива ,материал точно 20г?Может все таки марганцевитостая сталь типа 11ог13, проверьте магнитом,если не магнитится тогда это точно она и технология сварки этой стали как раз исключает всякий подогрев и тем более перегрев да и сварочный материал должен быть тогда на подобии наших озл-19.
слива ,материал точно 20г?Может все таки марганцевитостая сталь типа 113г13, проверьте магнитом,если не магнитится тог да это точно она и технология сварки этой стали как раз исключает всякий подогрев и тем более перегрев да и сварочный материал должен быть тогда на подобии наших озл-19.
Думаю стоит попробовать электроды НИИ48Г
0411 ,это если свариваете сталь 110Г13 или хромо-никелевые аустенитные стали,при сварке с конструкционной низколегированной сталью нужны как минимум озл-19
Электроды для сварки марганцовистых сталей
Одним из видов разнородных сталей являются марганцовистые стали. Еще их называют сталями Гадфильда и аустенитно-марганцовистыми сталями. В химическом составе этих сталей содержится от одного до 1,4 процентов углерода и одиннадцать-четырнадцать процентов марганца.
Кроме того, в ряде марганцовистых сталей могут быть и иные легирующие элементы.
Марганцовистые стали обладают исключительной способностью упрочняться в ходе приложения рабочих нагрузок – таких, как ударные и контактные нагрузки. Такие упрочнения предоставляют возможность использовать марганцовистые стали для работы в сложных, тяжелых условиях – на железной дороге (крестовины, рельсы и т.д.), в горной промышленности – зубья землеройных машин, молоты, молотки, ковши драг и т.п.

Марганцовистые стали, благодаря своим прочностным характеристикам, могут служить довольно длительное время. Однако и они имеют свойство в конце концов изнашиваться. При ремонте марганцовистых сталей электроды для сварки со специальными свойствами, производимые заводом СпецЭлектрод, являются одним из необходимых сварочных материалов.
Обычно ремонт подразумевает восстановление первоначальной формы деталей, заварку дефектов, в том числе и трещин, а также наплавку поверхностных слоев.
Марганцовистые стали характеризуются ограниченной свариваемостью, они склонны к охрупчиванию в случаях перегрева и медленного охлаждения.
Основным правилом при сварке таких сталей является следующее – температура деталей при работе электродами для сварки не должна быть более двухсот градусов Цельсия. Именно поэтому необходим жесткий и постоянный контроль за температурой нагрева детали в ходе сварки.
Применяя электроды для сварки марганцовистых сталей, необходимо строго соблюдать следующие основные рекомендации:
- работу электродами для сварки следует выполнять с минимальным вводом тепла в свариваемую деталь и с минимальным током сварочным;
- сварочные швы электродами для сварки накладывают таким образом, чтобы не производились поперечные колебания;
- при возможности, работу электродами для сварки лучше всего вести в нескольких местах одновременно;
- применяя электроды для сварки деталей их марганцовистых сталей, целесообразнее, если это возможно, помещать эти детали в холодную проточную воду.
Обычно электроды для сварки марганцовистых сталей используют производства известных производителей, таких как московский завод СпецЭлектрод, где всегда можно купить электроды для сварки марганцовистых сталей производства и, очень часто, разработки СпецЭлектрод.
Нередко электроды для сварки СпецЭлектрод используют для сочленения марганцовистых сталей между собой, наплавляют на поверхности деталей для устранения их износа, сваривают марганцовистые стали с деталями из низколегированных сталей, наплавляют электродами для сварки на поверхность марганцовистых сталей износостойкие слои металла.
Для сварки марганцовистых сталей используют аустенитные сварочные электроды производства СпецЭлектрод, которые обеспечивают равнопрочностное и однородное соединение поверхности. В частности, рекомендуются марки электродов для сварки ОЗЛ-312, НИИ-48Г, ЭА-395/9.
Порошковые проволоки для сварки и заварки дефектов литья стали 110Г13Л
Высокомарганцовистая сталь 110Г13Л, благодаря высокой способности к деформационному упрочнению марганцовистого аустенита, находит широкое применение для изготовления изделий, работающих под воздействием ударных, ударно-абразивных нагрузок и высоких удельных статических давлений. Сталь 110Г13Л обладает плохой свариваемостью в связи с развитием процессов разупрочнения, охрупчивания и образования горячих трещин в металле ЗТВ иод влиянием термического цикла сварки. При этом наблюдается перераспределение легирующих элементов в зоне сплавления, формирование хрупких прослоек и трансформация структуры металла ЗТВ, выпадение карбидов и легкоплавких эвтектик но границам зерен. Превышение оптимальных значений тепловложения приводит к увеличению толщины разупрочненного слоя металла ЗТВ, что создает трудности при заварке литейных дефектов, наплавке изношенных поверхностей и сварке соединений из разнородных сталей (1101ТЗЛ + 35171, 110Г13Л + 20ГСЛ). При определенных концентрациях углерода и марганца особенности протекания диффузионных процессов в высокомарганцовистых сталях проявляются в нестабильности аустенита, выпадении по границам зерен карбидов и формировании трехфазной структуры (γ + α + ε). Карбидная фаза характеризуется как отдельными дисперсными выделениями, так и сплошными прослойками по границам зерен е различным содержанием легирующих элементов и их соотношением.
В настоящее время существует гамма сварочных материалов для сварки и заварки дефектов литья стали 110Г13Л, а также сварки ее с перлитными сталями 20ГЛ и 35ГЛ. Для сварки ответственных изделий рекомендуется применение дорогостоящих низкоуглеродмстых электродов с системами легирования на базе Fc-Cr-Ni (ОЗЛ-6, 11ММ48Г), Fe-Ci-Mn-Ni (А11В-27), Fc-Cr-Mn (А11ВМ-2). В последние годы разработаны экономно-легированные высокомарганцевые электроды (А11ВМ-1).
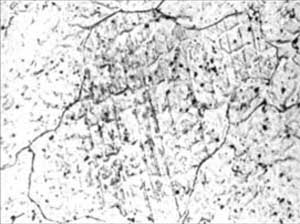
Рис. 1. Микроструктура металла шва, выполненного порошковой проволокой ВЕЛТЕК-Н220у, Х320
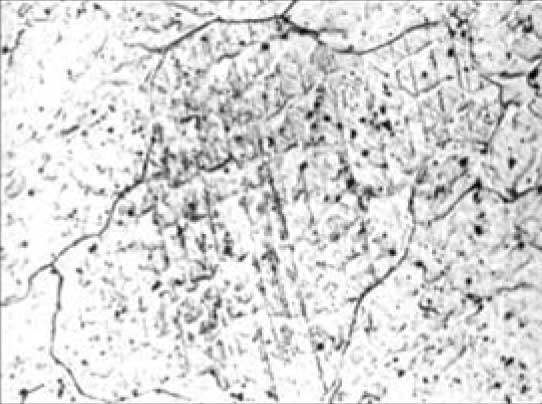
Рис. 1. Микроструктура металла шва, выполненного порошковой проволокой ВЕЛТЕК-Н220у, Х320
Предприятием ТМ.ВЕЛТЕК выполнен комплекс работ по созданию экономнолегированных порошковых проволок для механизированной заварки дефектов литья выеокомарганцовистых сталей и сварки их с перлитными сталями. В процессе разработки реализованы последние достижения в области металлургии производства и сварки выеокомарганцовистой стали. Особое внимание уделено снижению содержания и нейтрализации вредных примесей (S, Р, О) в металле сварного шва. Реализация комплексного раскисления металла на стадии капли и ванны предупреждает образование по границам зерен легкоплавких эвтектик и железомарганцевых оксидных пленок (MnO)m (FeO)n. Для заварки дефектов литья стали 110Г13Л разработана самозащитная порошковая проволока марки ВЕЛТЕК-Н210У Ø2,0. 2,4 мм, обеспечивающая получение высокомарганцовистого наплавленного металла с высокой стабильностью аустенита. Применение активных досульфураторов в сочетании c основным шлаком обеспечивает достаточно низкое содержание вредных примесей (S ≤ 0,01 % и Р ≤ 0,016 %) в наплавленном металле. Комплексное легирование марганцем, титаном, ванадием, молибденом и другими легирующими элементами позволяет реализовать структуру аустенита, упрочненную дисперсными карбидами. В теле зерна наблюдается сетка полигонизационных границ (рис. 1).
Глобулярные неметаллические включения диаметром 0,5. 2,0 мкм равномерно распределены в металле и представляют собой сложные оксисульфиды. Металл сварного шва обладает приемлемыми механическими свойствами: σв = 680. 800 МПа, σт = 400. 500 МПа, δ = 24. 30 %, KCV = 100. 130 Дж/см 2 при +20°С. Заварка дефектов литья стали 110Г13Л реализована с применением стандартной технологии.
Рис. 2. Подсолидусная горячая трещина в металле шва с системой легирования Fe-Mn-Cr
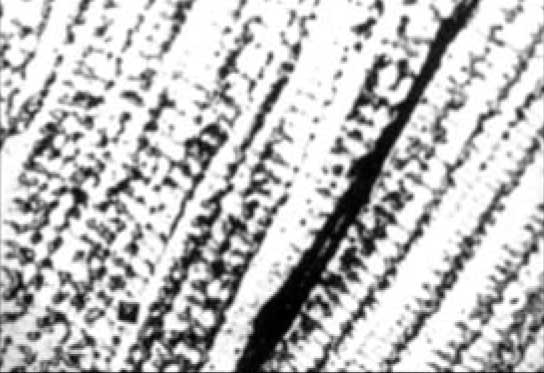
Рис. 2. Подсолидусная горячая трещина в металле шва с системой легирования Fe-Mn-Cr
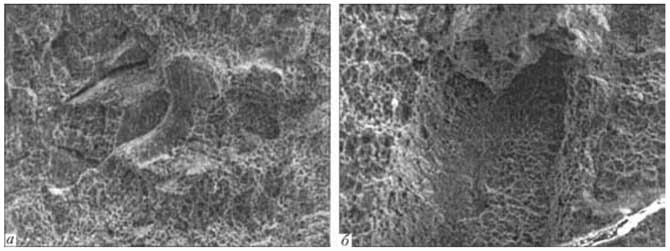
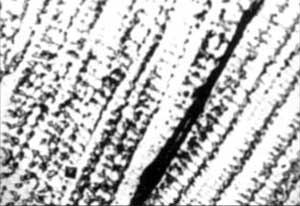
Применительно к сварке разнородных сталей (110Г13Л + + 35Л), (110Г13Л + 20ЕСЛ) разработана самозащптная порошковая проволока ВЕЛТЕК-Н210У Ø2,4. 2,6 мм с системой легирования Fe-Cr-Mn. Для получения устойчивой аустенитной структуры оптимизировано содержание марганца, хрома, углерода и азота. В металле зоны сплавления и сварного шва не обнаружены обособленные крупные карбиды, цепочки или прослойки карбидов по границам зерен, дисперсные карбиды и карбонитриды равномерно распределены в теле зерна и по границам зерен. При повышенном тепловложении возможно образование подсолидусных горячих трещин (рис. 2). Механические свойства металла шва: σв = 680. 800 МПа, σт = 500. 600 МПа, δ = 28. 36 %, KCV = 120. 150 Дж/см 2 при +20°С. В зоне сплавления с перлитной сталыо хрупкие прослойки не обнаружены. Фрактографический анализ изломов образцов металла швов, выполненных порошковыми проволоками ВЕЛТЕК-Н210У и ВЕЛТЕК-Н220У , показал, что в обоих случаях характерно вязкое разрушение по механизму слияния пор независимо от вида испытания (рис. 3, а, 6).
Рис. 3. Поверхности разрушения обратной при температуре испытания +20 С на разрыв (а), Х320 и ударный нагиб (б), X100
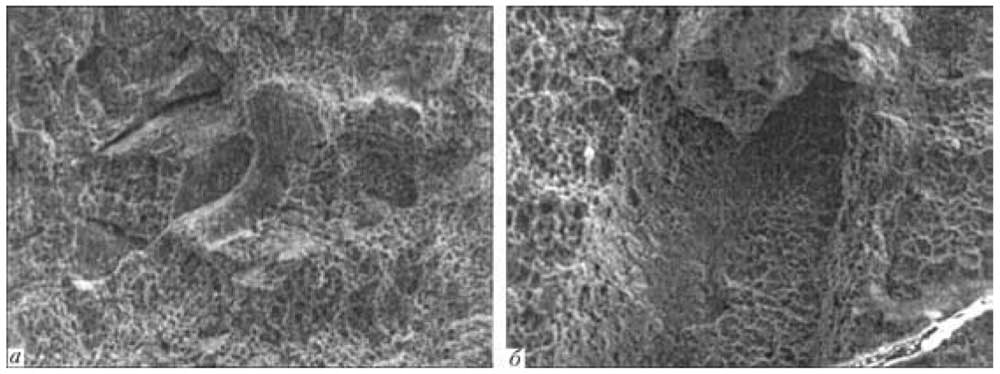
Рис. 3. Поверхности разрушения обратной при температуре испытания +20 С на разрыв (а), Х320 и ударный нагиб (б), X100
Новые порошковые проволоки имеют хорошие сварочнотехнологические характеристики: стабильное горение дуги, незначительное разбрызгивание электродного металла, легкую отделимость шлаковой корки даже в глубокой разделке кромок, хороший внешний вид поверхности шва. По сравнению с аналогами на 30 % ниже содержание оксидов марганца в сварочном аэрозоле. Коэффициент использования проволоки находится в пределах Кпр = 1,15. 1,2. В процессе контроля качества сварных соединений дефекты в виде пористости и трещин в наплавленном металле и сварном соединении не обнаружены. Порошковые проволоки ВЕЛТЕК-Н210У и ВЕЛТЕК-Н220У успешно применяются на Криворожском центральном рудном заводе (г. Кривой Рог) при производстве ответственных конструкций. LINK
Читайте также: