Чем варить жаропрочную сталь
Обновлено: 13.05.2024
Представляя особую категорию, жаропрочные сплавы, среди которых при сварке используются и аустенитные материалы, нержавейка – все это требует тщательного подбора марок электродов. Правильно подобранные элементы помогут:
- Более качественно и аккуратно провести сборку всей конструкции.
- Обеспечить гарантированную долговечность сварного крепежа без трещин и разрывов.
- Прочно скреплять не только нержавейку, но и подслои.
Если интересует сварка жаропрочных сталей и сплавов – обратите особое внимание на то, что нержавейка может скрепляться как с низколегированным металлом, так и с нелегированными основами. Качественно сваривая слои и подслои, мастера часто используют более совершенную термомеханическую технологию, покрывая всевозможные металлические изделия слоями других металлов. Это называется плакированием, что проводится при сборке: металлических плит, листов, труб и проволоки.
Не везде можно использовать горячий прокат или прессование. Могут возникать трудности, когда в техпроцессе участвует жаропрочные сплавы или нержавеющая сталь.
Возникающие трудности при сварке
Представляя собой композиции, выполняемые на базе железа, жаропрочные стали, и сплавы отличаются большим количеством легирующих элементов. По общему объему такие добавки могут составлять предел 65%. Чтобы сварка жаропрочной нержавеющей стали была проведена на самом высоком уровне, необходимо знать особые нюансы о работе с этим сплавом. Под жаропрочностью понимают устойчивость нержавейки к процессам разрушения, проходящим под высокой температурой воздействия. Но это свойство зависит не только от выбранного режима температур, а и от временных факторов. При разрушениях особо прочного металла или сплава, когда наблюдается длительное высокотемпературное нагружение – это характеризуется диффузионной природой, где развивается дислокационная ползучесть. В целях предотвратить ползучесть и обеспечить требуемый уровень жаропрочности нержавейки, принято использовать несколько способов.
Среди основных способов, предотвращающих ползучесть, увеличивающих жаропрочность железных сплавов, различают:
- Формирование дисперсных термостойких барьеров. Такие включения предотвратят скольжение дислокаций и их переползание на свободные места. В работе используют как интерметаллиды, так и карбиды. Жаропрочные стали принято различать на подкатегории – гетерогенные и гомогенные, что не подвержены термическому упрочнению, а также на упрочняемые в процессе термообработки.
- Подвижность вакансий, где проводят легирование, повышая технические характеристики γ-твердого раствора при помощи вольфрама, молибдена или других элементов.
Жаропрочные и жаростойкие сплавы из разряда жаростойкой нержавейки и аустенитной стали, не подвержены преобразованиям как при нагревании, так и при охлаждении.
Для упрочнения аустенитных сталей термическая обработка неприменима!
Жаростойкость и повышенную антикоррозионную стойкость таким сплавам обеспечивает хром. Благодаря наличию никеля, стабилизируется вся структура, увеличиваются показатели жаропрочности, технологичности и пластичности. Это способствует широкому применению аустенитной стали, используемой как универсальный конструкционный материал.
Читайте так же: Гальваническое цинкование металла – это формирование покрытия на металле электрохимическим способом
Отличаясь повышенной устойчивостью к коррозии, выделяясь жаро- и хладостойкостью, аустенитные сплавы применяют для сварки не только в условиях высоких и низких температур, но и при надежном монтаже в агрессивной среде.
Технология сварки
Выполняемая сварка жаропрочных сталей и сплавов чаще проходит с применением дуговой сварки, где применяются вольфрамовые электроды и среда защитных газов. Процесс сборки конструкций проходит как в аргоне, так и с использование гелия. Может выполняться не только ручная аргонодуговая сварка, но и более продуктивный способ, при использовании механизированной аргонодуговой сварки, где заранее приобретаются как плавящиеся, так и неплавящиеся электроды.
Сварные соединения аустенитных композиций выделяются спецификой кристаллизации и представляют ячеисто-дендритную структуру. Это может повлечь к формированию достаточно массивных кристаллов (столбчатый тип). В целях повышения уровня стойкости сварных швов, рекомендовано при помощи совершенных технологий, быстро устранять дефектные структуры на металлах и сплавах. Применяемые методики помогают:
- Эффективно измельчать кристаллы.
- Уменьшить в металле удельный вес фосфора и серы.
- Устранять горячие трещины при снижении глубины проплавляемого металла.
Для сварки использую материалы, что производят из стали с электрошлаковым переплавом или вакуумной выплавкой. В целях уменьшения образующихся трещин – повышают легирующие добавки (бромом) до показателей, что обеспечат кристаллиты с обильной эвтектикой. Более универсальный способ в снижении образования трещин – это модификация швов. Ее выполняют с применением добавок, в которые входят легирующие компоненты. Кроме молибдена и хрома, применяется кремний и алюминий.
Какие лучше выбирать электроды для сварки: работы с жаропрочными сплавами и нержавеющей сталью?
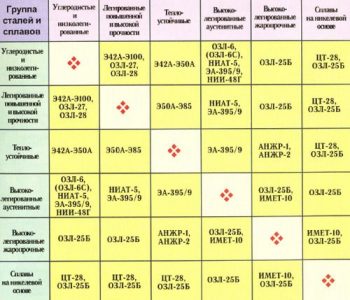
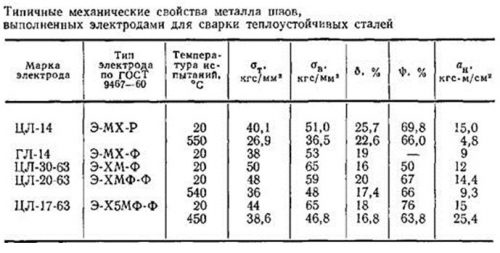
Выбор электродов зависит от специфики самого соединения, используемых сплавов и нержавейки. Если планируется сварка жаропрочной нержавеющей стали – рекомендуется ознакомиться с приведенной выше таблицей и выбирать вольфрамовые электроды плавающего типа. В ней указаны марки электродов, что приобретаются для более качественного монтажа посредством сварки инвертором. Имея сварочный аппарат, ознакомившись с особенностями сборки, уровнем сложности конструкции, сможете правильно подобрать электроды.
Чтобы не ошибиться в выборе и маркировке, рекомендуется заказывать электроды у проверенных поставщиков или непосредственно с завода-изготовителя. Специальные электроды по нержавейке могут иметь толщину в пределах 3–5 мм. Когда изделие имеет толщину более 3 мм, рекомендовано пользоваться электродуговой сваркой. Для сварки листов толщиной в пределах 1,5–3 мм эксперты рекомендуют применять специальную короткодуговую сварку. Монтажный процесс при стыковке труб из нержавейки предполагает использовать сварочные стержни для аргоновой среды.
Нержавейку в форме труб применяют для транспортировки газов и жидкой структуры. Работа под нагрузкой для более прочного и долговечного монтажа нержавеющей трубы, обязывает пользоваться современным инвертором. В такой сварке нержавеющих секций применяется специальная проволока, характеризующаяся высокими показателями легирования. Инверторную сварку осуществляют с положительной полярностью (постоянный или переменный ток). Легированная основа выполняет функции присадки. Сварку под флюсом используют для сборных конструкций при толщине стенки от 2 мм и до 60, а вот плазменную пайку для нержавейки рекомендовано практически для любых конструкций (без исключений).
Электроды для сварки жаростойких и жаропрочных сталей и сплавов.
Электроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью.Жаростойкими сварными соединениями являются соединения, обладающие высокой стойкостью против химического разрушения поверхности в газовых средах при температурах свыше 550-600 гр С. Жаропрочными сварными соединениями являются соединения, работающие при этих температурах в нагруженном состоянии в течение определенного времени (жаропрочные соединения должны обладать при этом достаточной жаростойкостью).
Электроды, предназначенные для сварки жаростойких и/или жаропрочных материалов, иногда используются для сварки коррозионно-стойких и разнородных сталей и сплавов.
Тип электродов по ГОСТ 10052 или тип наплавленного металла
Дополнительная или сопутствующая область применения
Сварка жаростойкого и жаропрочного сплава марки ХН78Т
Сварка коррозионно-стойких конструкций и оборудования из сплава ХН78Т. Сварка разнородных сталей. Сварка чугуна.
Сварка жаропрочных конструкций и оборудования из сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, работающих при температуре 570-650 о С.
Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л, Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК.
Сварка жаростойких сталей типа 20Х23Н13 и 20Х23Н18, работающих в окислительных средах при температуре до 1000 о С
Сварка сталей типа 15Х25Т и стали 25Х25Н20С2. Сварка разнородных сталей.
Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С, 25Х20Н35, работающих при температуре до 900 о С в печах конверсии метана
Сварка жаростойких сталей типа 12Х25Н16Г7АР, 45Х25Н20С2 и Х18Н35С2, работающих в окислительных средах при температуре до 1050 о С и в науглероживающих средах при температуре до 1000 о С
Сварка сталей 20Х23Н13, 20Х23Н18.
Сварка жаростойких хромоникелевых сталей, преимущественно марки 30Х24Н24Б, работающих при температуре до 950 о С
Сварка жаропрочных сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР, ХН78Т, ХН77ТЮР и ХН56МТЮ
Сварка разнородных сталей и сплавов.
Сварка и наплавка конструкций из 25Cr - 20Ni жаростойких сталей в т.ч. 45Х25Р20Cr, 20X23H13, 2023H18, работающих при температурах до 1100 о С.
Сварка броневых сталей.
Сварка жаростойких и жаропрочных сплавов на никелевой основе типа ХН78Т, ХН70ВМЮТ
Сварка перлитных и хромистых сталей со сплавами на никелевой основе.
Сварка жаростойких и жаропрочных сталей и сплавов на никелевой основе типа 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т, ХН77ТЮ
Сварка жаростойких сталей типа 20Х23Н13, работающих при температуре до 900 о С в газовых средах, содержащих сернистые соединения
Сварка жаростойких сталей типа 20Х20Н14С2, 20Х23Н18, 20Х25Н20С2, 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1050 о С
Сварка жаростойких сталей марок 20Х25Н20С2, 45Х25Н20С2, Х18Н35С2, работающих в науглероживающих средах с температурой до 1050 о С, в т.ч. при повышенных стати-ческих нагрузках на сварные швы
Сварка тонколистовых жаростойких сталей типа 20Х20Н14С2, 20Х25Н20С2 , 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1000 о С
Сварка корневого и облицовочного слоев шва, обращенных в сторону рабочей науглероживающей среды, в конструкциях из сталей типа 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 больших толщин
Сварка жаростойких сталей типа 20Х25Н20С2 и 20Х20Н14С2, работающих в окислительных средах при температуре до 1050 о С
Заварка дефектов литья из сталей типа 20Х25Н20С2 и 20Х20Н14С2.
Сварка тонколистовых (толщиной до 6 мм) конструкций и нагревательных элементов из жаростойких сплавов типа ХН78Т
Наплавка облицовочных слоев швов при сварке конструкций из сплавов типа ХН78Т большой толщины.
Сварка жаростойких сплавов марок ХН70Ю и ХН45Юи других сплавов на никелевой основе, работающих при температуре до 1200 о С
Сварка облицовочных слоев швов, выполненных электродами других марок.
См. группу "Электроды для сварки разнородных сталей и сплавов"
Сварка корневых слоев швов жестких конструкций из жаростойкой стали марки 45Х25Н20С2.
К высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов. Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий - изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются - и иногда существенно - от состава и структуры свариваемых материалов. Основными показателями, решающими вопрос выбора таких электродов, является обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов. Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
Защитный газ необходимо предварительно просушить или добавить к нему 2-5% кислорода. Это обеспечит плотность шва.
Нужно поддерживать самую короткую дугу и добиваться получения шва с низким коэффициентом формы (отношением ширины шва к его толщине). Иначе в металле шва и околошовной зоны появятся горячие (кристаллизационные) трещины.
После сварки металл должен как можно быстрее остыть. Для этого используют медные, охлаждаемые водой, подкладки; промежуточное остывание слоев; охлаждение швов водой. Эго повысит коррозионную стойкость сварного соединения.
Подготовка к сварке

Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом. Однако допускаются плазменная, электродуговая, газофлюсовая или воздушно-дуговая резка. При огневых способах резки обязательна механическая обработка кромок на глубину 2-3 мм
КОНСТРУКТИВНЫЕ РАЗМЕРЫ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид собранного стыка
S, мм
b, мм
с, мм
α, град.
Снимать фаску для получения скоса кромки можно только механическим способом. Перед сборкой свариваемые кромки защищают от окалины и загрязнений на ширину не менее 20 мм снаружи и изнутри, после чего обезжиривают.

Сборку стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток. При этом необходимо учесть возможную усадку металла шва в процессе сварки. Ставить прихватки в местах пересечения швов нельзя. К качеству прихваток предъявляются те же требования, что и к основному сварному шву. Прихватки с недопустимыми дефектами (горячие трещины, поры и т.д.) следует удалить механическим способом.
Выбор параметров режима. Основные рекомендации те же, что при сварке углеродистых и низколегированных сталей. Главная особенность сварки высоколегированных сталей - минимизация погонной энергии, вводимой в основной металл. Это достигается соблюдением следующих условий:
- короткая сварочная дуга;
- отсутствие поперечных колебаний горелки;
- максимально допустимая скорость сварки без перерывов и повторного нагрева одного и того же участка;
- минимально возможные токовые режимы.
Техника сварки. Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл лучше защищен газом от воздуха. При сварке в аргоне W-электродом подавать присадочную проволоку в зону горения дуги следует равномерно, чтобы не допускать брызг расплавленного металла, которые, попадая на основной металл, могут вызвать очаги коррозии.
В начале сварки горелкой подогревают кромки и присадочную проволоку. После образования сварочной ванны выполняют сварку, равномерно перемещая горелку по стыку. Необходимо следить за глубиной проплавления, отсутствием непровара. По форме расплавленного металла сварочной ванны определяют качество проплавления: хорошее (ванна вытянута по направлению сварки) или недостаточное (ванна круглая или овальная)

Короткая дуга, сварка углом вперед, «ниточные» швы - все это обеспечивает получение швов с повышенной сопротивляемостью образованию горячих трещин. Значение сварочного тока уточняют при сварке пробных стыков
Сварка жаропрочных сталей и сплавов




Углеродистая сталь появляется в результате сочетания железа и углерода и представляет собой металлический сплав.
Показательной величиной для углеродистых сталей является наличие атомов углерода в их структуре. Цифровое выражение этой величины в процентных долях фигурирует в обозначении марки сплава.
Девяносто восемь процентов этого сплава состоят из железа, а содержание углерода находится в пределах 0,17−0,24 процента. Остальную часть занимают примеси (марганец, никель, сера) — до 1 процента.
Качественная конструкционная сталь марки 20 с низким содержанием структурного углерода имеет следующие физические и механические свойства:
- удельную массу — 7,85 г/см3;
- показатель твердости — HB 10 -1 = 163 МПа;
- относительное удлинение при разрыве 12−20%.
Электроды для жаростойких и жаропрочных сталей
Жаростойкими считаются стали, которые сохраняют способность сопротивляться окислению, или появлению окалины при температурах выше 550° С. Жаростойкие стали работают при температурах до 900°С под нагрузкой в заданном промежутке времени, не изменяя физико-механических свойств. Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ.
При формировании сварного шва жаростойкие стали формируют в зоне сварки защитную оксидную пленку, которая приводит к разупрочнению шва. А при остывании из-за кристаллической структуры стали вокруг зоны сварного шва высока вероятность образования микротрещин. При этом предварительный нагрев не снижает скорости остывания металла ниже критической, а только увеличивает зерно металла в районе шва, что приводит к появлению трещин уже в холодном состоянии. Бороться с этим явлением получается только применением специальных приемов при проведении сварочных работ. По ГОСТ 10052-75 задокументировано, какими электродами варить жаропрочную и жаростойкую сталь, и именно для этих сталей выделено около 30 типов электродов. Перечислим некоторые конкретные разновидности.
— ОЗЛ-25Б, ЦТ-28 – сварка жаропрочных сплавов на никелевой основе, ХН78Т;
— ЦТ-15 — Сварка жаропрочных конструкций из сталей 12Х18Н9Т, 12Х18Н12Т и Х16Н13Б;
— ОЗЛ-6 – сварка жаростойких сталей работающих в окислительных средах 20Х23Н18 и 20Х23Н13;
— ГС -1 – сварка тонколистных сталей, работающих в науглероженных средах, типа 20Х25Н20С2 , 45Х25Н20С2;
— ОЗЛ-35 – сваркажаростойких сталей на никелевой основе, выдерживающих до 1200° С, типа ХН70Ю и ХН45Ю;
— INOX B 25/20, E6018, AWS E505-15 — зарубежные аналоги для сварки жаропрочных хромоникелевых сталей.
В целом их можно сгруппировать по типам покрытия – основному, рутиловому и рутилово-основному. Рутиловое покрытие состоит в основном из диоксида титана в минеральной или искусственной форме. Расплавление происходит мелкими каплями, разбрызгивание минимальное, шов выходит аккуратным и тонким, а шлак легко очищается. Основной тип покрытия содержит в основном оксиды кальция, магния и определенную долю плавикового шпата. Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
При этом для стержня электрода используется высоколегированная сталь. Ее теплопроводность значительно ниже, а электрическое сопротивление значительно выше, что приводит к ее быстрому расплавлению. И на выходе мы получаем гораздо более высокий коэффициент наплавки, нежели у электродов для углеродистых и низколегированных сталей. Но при этом необходимо придерживаться достаточно низких значений сварочного тока, и использовать электроды небольшой длины. Иначе можно получить перегрев самого электрода, и неправильный характер расплавления последнего, вплоть до отпадения кусков от электрода.
Хорошие результаты при сварке жаростойких и жаропрочных сталей дает аргоно-дуговой сварка с неплавящимся вольфрамовым электродом. Достаточно широкое распространение получила также автоматическая сварка под флюсом с применением присадочной проволокой из легированной стали.
Сварочные Электроды мр-3т Для оцинкованных труб Электроды Cromarod Электроды для сварки котлов
Технологические особенности
Отличительное эксплуатационное свойство сплава — его хорошая свариваемость. Приемы сварки: РДС, АДС с использованием флюса и газовой защиты.
Технические характеристики стали 20 таковы:

температурный режим ковки — °С: начальный -1280, конечный — 750, естественное выстывание;
Стандартизация и применение
Обрабатывающая промышленность производит на базе материала сталь 20 широкий ассортимент металлических изделий, изготовление которых отрегулировано государственным стандартом (ГОСТ).
Список прокатной продукции:
- прокат стальной, сортовой, включая фасонный;
- прут стальной, калиброванный;
- прут стальной, шлифованный;
- лист толстый;
- лист тонкий;
- стальная полоса;
- поковки (кованные формы);
- катанка (проволка);
- труба.
Трубный и листовой прокат, обширно используются при изготовлении труб для отопительных котлов. Стальной лист, прут или полоску с помощью электросварки несложно превратить в прямошовный трубный элемент какой-либо конструкции.
Марки стали 20кп и 20пс, прошедшие нормализацию без последующей термообработки, применяют в изготовлении патрубков, штуцеров, фланцев, вилок, корпусов, эксплуатируемых в условиях от 20 до 425 градусов Цельсия.
Процессы цементации и цианирования повышают механическую твердость поверхности материала при наличии сердцевины, не обладающей высокой прочностью. Улучшенная характеристика механической прочности позволяет использовать термически обработанный материал в дальнейших производственных циклах.
В аграрном и автотракторном машиностроении сплавы, прошедшие термообработку, используют для производства типовых изделий разного назначения:
- шпинделей;
- звёздочек;
- шпилек;
- видов крепежа;
- толкателей клапанов;
- валиков переключения передач, масляных насосов, кулачковых валиков.
Сталь применяется при изготовлении грузозахватных элементов подъемных кранов, составляющих подшипников скольжения. Все это требует от материала высоких показателей прочности.
Легируемый сплав 20х23н18
При необходимости изготовления деталей специального или универсального предназначения производственную сталь легируют дополнительными компонентами.
Легируемые примеси (никель, медь, хром, вольфрам, кобальт), добавленные в определенном количестве, сообщают сплаву характерные свойства.
Хром придает материалу повышенные показатели механической твердости и прочности, понижая при этом ее пластичность, а также свойства жаропрочности и устойчивости к коррозии. Никель делает сплавы более пластичными и прочными.
Добавленные компоненты имеют высокое процентное соотношение в структуре сплава и указывают на его механические и технические характеристики. Уровень легирования — высокий.
Сплав принадлежит к аустенитному классу и имеет склонность к образованию горячих деформаций в виде трещин. Это ограничивает возможности процесса свариваемости металла. Технология сварки стали 20х23н18 проводится ТИГом, ПА или электродом. Можно воспользоваться присадочным металлом, имеющим такой же состав.
Сталь 20Х23Н18 жаростойкая, жаропрочная, нержавеющая
Заменители
Иностранные аналоги
| Великобритания (B.S.) | 310S16 |
| США (UNS) | S31400 (310S) |
| Швеция (SS) | 2361 |
| Япония (JIS) | SUS 310S |
Расшифровка
Согласно ГОСТ 5632-2014 наименование марок стали состоит из цифр и буквенного обозначения химических элементов:
- Цифра 20 перед буквенным обозначением указывает максимальную массовую долю углерода в стали в сотых долях процента, т.е. максимальное содержание углерода в стали может достигать 0,20%.
- Буква Х указывает, что сталь легирована хромом, цифра 23 после буквы указывает, что среднее содержание хрома в стали до 23%.
- Буква Н указывает, что сталь легирована никелем, цифра 18 после буквы указывает, что среднее содержание никеля в стали до 18%.
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 7350-77, ГОСТ 19903-74, ГОСТ 19904-90.
- Лента ГОСТ 4986-79.
- Полоса ГОСТ 4405-75, ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71.
Характеристики и применение
Сталь 20Х23Н18 (Условное обозначение ЭИ417) жаростойкая и жаропрочная аустенитного класса. Данную сталь выплавляют в открытых электропечах. Рекомендуемая максимальная температура применения в течение длительного времени (до 10000 ч), 1000 °C. Температура начала интенсивного окалинообразования в воздушной среде, 1050 °C. В интервале 600-800 °C склонны к охрупчиванию из-за образования σ-фазы.
- поковки,
- бандажи для работы при 650-700 °С,
- детали камер сгорания,
- муфели,
- экраны,
- детали горелочных устройств с рабочей температурой до 1050 °,
- хомуты,
- подвески и другие детали крепления котлов, муфелей для работы при температуре до 1100 °С,
- Трубы и детали установок для конверсии метана, пиролиза,
- листовые детали,
- бесшовные трубы.
Химический состав, % (ГОСТ 5632-72)
| C | Si | Mn | Cr | Ni | Ti | S | P | Cu | |||||||
| не более | не более | 0,20 | 1,0 | 2,0 | 22,0-25,0 | 17,0-20,0 | 0,2 | 0,02 | 0,035 | 0,30 | |||||
Химический состав, % (ГОСТ 5632-2014)
| Марка стали | Массовая доля элементов, % | |||||||||||||||||||||||||||||||
| C, углерод | Si, кремний | Mn, магний | Cr, хром | Ni, никель | Ti, титан | Al, алюминий | W, вольфрам | Mo, молибден | Nb, ниобий | V, ванадий | Fe, железо | S, сера | P, фосфор | Прочие | Не более | 20Х23Н18 | Не более 0,20 | Не более 1,00 | Не более 2,00 | 22,00-25,00 | 17,00-20,00 | — | — | — | — | — | — | Осн. | 0,025 | 0,035 | — | |
ПРИМЕЧАНИЕ. Знак «-» означает, что массовая доля данного элемента не нормируется и не контролируется. В сталях, не легированных титаном, допускается массовая доля титана в соответствии с 6.3 ГОСТ 5632-2014.
Читайте также: