Дефекты стальных трубопроводов водоснабжения
Обновлено: 18.05.2024
Неисправности трубопроводов - это неплотности (течи) в резьбовых, фланцевых и сварных соединениях, при образовании трещин в трубах трубопроводов, а также непрогревы отдельных стояков.
Течь в резьбовом соединении обычно происходит из-за плохого уплотнения соединения, очень глубокой или сорванной резьбы и трещин в соединительной фасонной части. Не разрешается подчеканивать место течи. Необходимо выявить и устранить причину неисправности.
Течь во фланцевом соединении может произойти из-за недостаточного затягивания болтов, неисправности прокладки и перекосов во фланцах. Нельзя забивать клинья в подтекающие фланцевые соединения.
Течь в сварных соединениях происходит из-за плохого качества сварочных работ или невозможности передвижения трубопроводов при температурных удлинениях из-за неправильной их заделки в перекрытия. Нельзя зачеканивать дефектные сварные швы. Их заваривают.
Трещины в трубах также устраняют приваркой накладки из листовой стали толщиной не менее 4 мм (если трещина по длине не превышает 20 см и имеет ширину более 6-20 мм) или заваркой сплошным швом при ширине ее до 5 мм.
Непрогревы стояков происходят, если:
- не полностью открыт рабочий кран, установленный на стояке;
- возникли воздушные пробки (для устранения неисправности необходимо, выверив уклоны чердачного трубопровода, установить на нем проточные воздухосборники);
- произошло засорение в верхней части горячего стояка или в нижней части обратного стояка (засор устраняют разборкой соответствующей части непрогревающегося стояка);
- проходное сечение стояка сужено пробкой с чрезмерно длинной резьбой, ввинченной в тройник на стояке (для спуска из него воды или впуска в него воздуха);
- через воздушные трубы двухтрубной системы с нижней разводкой циркулирует вода (необходимо прикрывать вентили на воздушных трубках всех стояков, пока циркуляция воды через воздушную трубку не прекратится; труба при этом перестает прогреваться);
- система не отрегулирована (при отключении стояка на ремонт отрегулированное положение пробки крана не нарушится, если его отмечать на изоляции или трубопроводе черной, несмывающейся линией, параллельной риске на пробке);
- давление в обратной магистрали недостаточно, и часть системы опорожнилась.
Недостаточная теплоотдача нагревательных приборов во всем здании возникает, если:
- не соблюдается график температуры воды, поступающей от ТЭЦ или котельной (в зависимости от температуры наружного воздуха); в этом случае уменьшение температуры поступающей в здание воды на 1 °С понижает температуру помещений примерно на 0,3 °С;
- количество поступающей воды меньше расчетного;
- неисправна изоляция наружных тепловых сетей. При этом охлаждение воды в них иногда достигает 10 °С при допустимой норме 2 °С. Эта неисправность должна быть устранена организацией, которая обслуживает наружные тепловые сети.
Недостаточная теплоотдача многих нагревательных приборов происходит из-за тепловой разрегулировки систем водяного отопления, возникающей, когда в систему подается расчетное количество воды и не соблюдается грдфик ее температур.
Вертикальная разрегулировка имеет наибольшее значение в двухтрубных системах отопления и происходит из-за наличия естественного побуждения. С понижением наружной температуры и соответствующим повышением температуры поступающей в систему воды это побуждение увеличивается, но по-разному для отопительных приборов, находящихся на разных этажах. Увеличение будет наибольшим для приборов верхнего этажа, куда вода начнет поступать в количестве, большем, чем требуется. При этом в приборы на нижних этажах будет поступать недостаточное количество воды и теплоотдача приборов уменьшится (снизится температура обратной воды и, следовательно, средняя температура воды в приборах).
Основными способами уменьшения вертикальной разрегулировки являются:
- регулировка системы отопления при средней температуре воды в отопительном периоде (50-60 °С), что обеспечит нормальную работу приборов на всех этажах при этой, наиболее характерной температуре воды и уменьшит примерно вдвое разрегулировку при максимальной и минимальной температурах ее в системе;
- погашение естественного напора с помощью дроссельных шайб, устанавливаемых на стояках; при перегреве верхних этажей и недогреве нижних шайбу устанавливают на обратном стояке между перегреваемыми и недогреваемыми приборами.
Горизонтальная разрегулировка возникает в однотрубных системах в тех случаях, когда вода поступает в отдельные стояки системы в количествах, не соответствующих расчету.
Изменение расхода воды в стояке влияет на теплоотдачу последних по ходу воды приборов. Так, при уменьшении расхода воды теплоотдача последних приборов снизится на 30 %, а первых - всего на 2 %. При увеличении расхода воды вдвое теплоотдача последних приборов повысится на 10 %, а первых - всего на 3 %. Объясняется это тем,'что теплоотдача первых приборов зависит в основном только от температуры горячей воды, а изменение ее расхода почти не влияет. В системах отопления с элеваторами или подмешивающими насосами можно изменить теплоотдачу последних приборов, изменяя расход сетевой (перегретой) воды.
Недостаточная теплоотдача нагревательными приборами происходит:
- при неправильном положении радиатора;
- если нагревательный прибор закрыт мебелью или предметами домашнего обихода (расстояние от прибора до мебели должно быть не менее 60 мм);
- если ребристая труба присоединена к трубопроводу центральными фланцами, что создает в ее верхней части застой воздуха, а в нижней - застой воды. Ребристые трубы необходимо присоединять к подводкам эксцентричными фланцами с отверстиями, направленными вверх на входе воды и вниз на выходе ее из ребристой трубы;
- если в приборе много грязи и шлама. В этом случае необходимо отсоединить его и 2-3 раза промыть. Если в результате длительной эксплуатации или небрежности, допущенной при монтаже, грязь обнаружена во многих приборах, следует промыть всю систему двух- или трехкратным наполнением и быстрым спуском воды через трубу большого диаметра, временно присоединенную к самой низкой точке системы.
Хороший результат дает промывка системы с применением воды и сжатого воздуха, который подается в систему от передвижного автокомпрессора производительностью 3-6 м 3 /мин и сжатием воздуха до 0,5 МПа.
Промывка состоит из трех последовательно выполняемых процессов:
- систему, непосредственно присоединенную к котельной, заполняют водой и продувку стояков производят поочередно, начиная с самого удаленного от теплового ввода. При этом кран на воздухосборнике, задвижка и краны на данном стояке открыты. Воздух поступает в систему через задвижку, а выходящая из стояка водовоздушная смесь удаляется в канализацию через краны. Продолжительность продувки стояка зависит от количества и степени уплотнения осадков и в среднем равна 3-5 мин. После этого кран на самом удаленном (первом) стояке закрывают и в той же последовательности производят продувку второго, а затем и остальных стояков;
- поочередно производят промывку стояков (начиная с первого). Воздух поступает в систему через задвижку, вода - через краны, а водовоздушная смесь удаляется через кран; остальные краны и задвижки должны быть закрыты. По окончании промывки первого стояка кран на нем закрывают и начинают аналогично промывать второй стояк и т.д.;
- при промывке магистральных трубопроводов открывают все краны и тем самым создают кольцевое движение водовоздушной смеси в системе.
Недостаточная теплоотдача отдельных приборов происходит также:
- из-за наличия неправильного уклона верхней подводки - от прибора к стояку или искривления подводок в вертикальном направлении;
- если имеются заусенцы, являющиеся местом образования засора у сгона на обратной подводке, длинная резьба которого ввернута в радиаторную пробку;
- вследствие засорения подводки наплывами металла, образовавшимися при сварке (в этом случае подводку следует заменить).
Неисправность чугунных котлов - это трещины в секциях, течи в ниппельных соединениях котлов.
Трещины в секциях чугунных котлов образуются по следующим причинам: образование на внутренних поверхностях толстого слоя накипи; наличие значительного количества шлама или грязи в нижней части секции котла; быстрое пополнение системы водой через работающие котлы (происходит местное переохлаждение стенок секции); резкое повышение давления в котле.
Накипь выделяется из воды, которой подпитывают систему отопления, поэтому основной мерой борьбы с ней является устранение утечек воды из системы; опорожнять систему следует только в случае ее аварии. Так как накипь пропускает теплоту в 20 раз меньше, чем чугун, то теплота к воде, находящейся в котле, через загрязненную накипью стенку передается плохо, стенка перегреется и в ней появится трещина. Такие трещины чаще всего развиваются в местах сильнейшего горения топлива (на 15-30 см выше колосниковой решетки). Накипь также приводит к значительному пережогу топлива (примерно 2 % пережога на каждый 1 мм слоя накипи).
Первыми признаками образования накипи в котле является более высокая температура отходящих газов и более низкая температура выходящей из котла воды (по сравнению с другими котлами в той же котельной). Борьбу с накипью можно проводить двумя способами - не допускать ее образования и очищать котлы от накипи.
Первый способ является наиболее целесообразным для котельных с чугунными котлами и заключается в предварительной очистке воды от химических примесей (солей кальция и магния) в специальных установках или в предотвращении накипеобразования с помощью противонакипного магнитного устройства ПМУ, не требующего квалифицированного обслуживания. Принцип его действия основан на том, что растворенные в воде соли кальция и магния под действием магнитного поля определенной напряженности и полярности меняют свою структуру и при нагревании воды не осаждаются на стенках котла, а выпадают в осадок в виде мелкодисперсного кристаллического шлама. Шлам находится в котловой воде во взвешенном состоянии и может быть удален из нее путем непрерывной циркуляции через сепараторный шламоотделитель, в котором взвешенный шлам выпадает в осадок. Осветленная вода возвращается в питательный бак, где смешивается с добавочной водой и возвращенным конденсатом. Накопившийся в шламоотделителе шлам периодически удаляется в канализацию.
Второй способ состоит в очистке котлов от накипи с помощью водного раствора ингибированной соляной кислоты или выщелачиванием. Очистку кислотой производят воздушно-жидкостным способом, применяя воздушный компрессор производительностью 6 м 3 /ч. Сжатый воздух подают в нижнюю часть котла, наполовину заполненную раствором соляной кислоты; при этом раствор поднимается вверх по секциям и разрыхляет накипь. По окончании чистки раствор из котла удаляют и все его секции тщательно промывают.
Выщелачивание производят раствором кальцинированной соды (15-20 кг соды на 1 т воды), которым заполняют котел с последующим кипячением в течение 16-24 ч. Шлам и грязь удаляют каждые 2-3 года путем промывки котла водой, выпускаемой затем из него через нижнее отверстие в лобовой секции.
Подпитку системы водой следует производить в обратную магистраль не ближе чем на 2 м от котлов. На опускной линии от котлов необходимо устанавливать обратный клапан, исключающий возможность подпитки системы через котлы.
Резкое повышение давления в котле происходит во время работы котла при закрытых задвижках на подающем и обратном трубопроводах и отсутствии у котла обводной линии и предохранительного клапана, а также при замерзании расширительной трубы расширительного сосуда (бака), отключении или неисправности выкидного предохранительного приспособления к паровым котлам и при прекращении работы циркуляционного насоса (происходят перегрев и вскипание воды в котлах).
Расширительный бак следует соединять с обратной магистралью циркуляционной линией. При наличии циркуляционных насосов, соединенных с электродвигателями на одной оси, включение резервного насоса в случае внезапной остановки работавшего насоса может осуществляться автоматически. Соответствующая схема, применяемая во встроенных котельных, предусматривает открытие задвижки на обводной линии при временном перерыве в снабжении двигателей электроэнергией (система начинает работать с естественным побуждением).
Недостаточное повышение температуры воды в котле обусловливается следующими причинами:
- загрязнение стенок котла изнутри слоем накипи, а снаружи - сажей и золой;
- недостаточное количество воздуха, поступающего в топку котла, из-за неисправности дутьевых агрегатов;
- чрезмерно низкая температура обратной воды, поступающей в котлы, из-за плохого состояния изоляции обратной магистрали или ее затопления грунтовыми водами, а также водой из системы водопровода или канализации;
- недостаточность тяги, создаваемой дымовой трубой;
- несоответствие топлива типу и характеристике топочных устройств в котлах. Если котел рассчитан на сжигание антрацита, то при сжигании низкосортного топлива необходимо переоборудовать его топку: после демонтажа секций топку наращивают в высоту (по расчету) и затем производят монтаж секций и обмуровку котла;
- образование зазоров и неплотностей из-за низкого качества сборки котла или применения большого количества асбестового шнура для уплотнения ниппельных соединений. В этом случае горячие газы частично уходят через зазоры, не омыв стенок газоходов, а кромки секций, образующие газоотход, постепенно обгорают и теплосъем с котла снижается. Если ширина зазоров превышает 2 мм, котел необходимо перебрать;
- мощность котлов меньше тепловой нагрузки на отопление.
Ухудшение тяги, обеспечивающей работу котлов, происходит, если:
- борова отсырели, негерметичны или засорены;
- дымовая труба находится ниже соседнего здания и при ветре воздух задувается в нее. В этом случае необходимо нарастить трубу так, чтобы она была на 1 м выше соседнего здания;
- открыт шибер за неработающим котлом;
- в газоходах котла накопилась зола. Газоходы чугунных котлов необходимо чистить один раз в месяц, а остальных котлов - один раз в три месяца;
- на колосниковой решетке котла находится чрезмерно толстый слой шлака и топлива;
- мал приток воздуха в котельную, что можно установить по улучшению тяги при открывании входной двери в котельную.
Отсыревание боровов происходит при попадании в них грунтовой воды, при утечке воды из котлов или близко расположенных трубопроводов.
Засоры в боровах происходят, если в них оседают кусочки несгоревшего топлива и золы; при обвале кладки свода или части опалубки свода, оставшейся и несгоревшей в борове (эту опалубку необходимо сжигать сразу после выкладки борова); в местах резких поворотов боровов, вблизи таких мест надо устраивать чистки. Борова и дымовую трубу необходимо прочищать ежегодно. При этом засоры в боровах часто замечают только в холодные дни, а во время оттепелей они не ощущаются. Это явление объясняется различными темпами уменьшения тяги и суммарного сопротивления газового тракта при повышении температуры наружного воздуха. Тяга, создаваемая дымовой трубой при температуре котельных газов 200-250 °С, будет действовать и в весьма жаркие дни, а при наружной температуре 0 °С она уменьшается всего на 15-20 % тяги, действующей при расчетной температуре наружного воздуха. Количество топлива, сжигаемого в котлах и, следовательно, количество котельных газов снижается от 100 % при этой температуре до 0 при 18 °С и при 0 °С составит всего 38 % максимума.
При недостаточности дутья котлы работают с неполной теплопроизводительностью, что легко определить по степени нагрева в них воды. Причинами недостаточного дутья могут быть дефекты дутьевых вентиляторов, потери воздуха в воздуховодах или каналах и через зазоры между дутьевыми коробками и стенками секций. Потери воздуха особенно велики при негерметичности подпольных дутьевых кирпичных каналов, что проверяют при работающем вентиляторе сначала на ощупь рукой, а затем по отклонению пламени горящей свечи.
Разрушение дымоходов котла происходит вследствие плохой кладки обмуровки, осадки котла при неудовлетворительном состоянии фундамента, при усиленной топке котла при невысохшей после ремонта обмуровке (в течение первой недели по- еле ремонта котел надо топить, не поднимая температуру воды в нем выше 55 °С).
При разрушении газоходов ухудшается тяга и газы выбиваются из котла в помещение котельной. Неплотности в обмуровке котла также значительно ухудшают тягу. Наиболее часто эти неплотности бывают в нижней фронтальной части обмуровки котла, в местах соединения обмуровки с боровами, а также в рядах кирпичей, закрывающих отверстия для прочистки газоходов котла.
Тени в ниппельных соединениях происходят из-за ослабления ниппелей или плохой подгонки их к горловинам секций и неправильного уплотнения этих соединений асбестовым шнуром. Ниппели необходимо подгонять к горловинам секций так, чтобы зазор между ними был не более 2 мм. Уплотнять соединения следует графитовой пастой или двумя-тремя витками асбестового шнура, смазанного графитом, замешенным на натуральной олифе.
Неисправности насосов и дутьевых вентиляторов фиксируются по показаниям манометров или термометров:
Основные дефекты систем горячего и холодного водоснабжения: причины возникновения, способы устранения
Основными неисправностями системы горячего водоснабжения являются:
- разрыв водонагревателя из-за превышения расчетного давления, что определяется по появлению на его поверхности воды, просачивающейся через изоляцию. Эта авария может произойти, если отсутствует или неисправен предохранительный клапан (в результате перегрева воды при отсутствии или недостаточном ее разборе). Для предотвращения аварии необходимо не реже одного раза в месяц проверять действие клапана, который должен обеспечивать принятое расчетное давление в водонагревателе;
- разность температур воды у водоразборных точек на некоторых стояках вследствие: а) засоров в нижней части стояков; б) воздушной пробки в верхней части стояка, для устранения которой во многих случаях следует переделать стояк; в) не отрегулированных стояков системы с тупиковой разводкой. Необходимо отрегулировать расходы воды по стоякам с помощью вентилей, находящихся в их нижней части; г) засора циркуляционной линии недогревающегося стояка (определяется на ощупь по степени нагрева в часы минимального расхода воды); д) отсутствия теплоизоляции на горячей магистрали. В этом случае отстающим является последний стояк, считая по ходу движения воды;
- проржавление трубопровода и змеевиков водонагревателей в результате разъедания труб свободным кислородом, содержащимся в воде, при плохом качестве оцинковки труб, при опорожнении части трубопровода (из-за недостаточного напора) в местах сварки оцинкованных труб и пересечения трубами междуэтажных перекрытий, при глухой заделке трубы в этом перекрытии. Чтобы избежать проржавления и разъедания, необходимо держать водонагреватели и трубопроводы постоянно наполненными водой и устанавливать специальные фильтры, поглощающие кислород и углекислоту. Если стояки горячего водоснабжения скрыты в стене или панели, то утечка воды через проржавевшие участки стояков может остаться незамеченной в течение длительного времени. Поэтому необходимо периодически просматривать нижние, выходящие в подвал части стояков и убеждаться, что они не смачиваются водой;
- проржавление полотенцесушителей, присоединенных к системе горячего водоснабжения. Сквозное проржавление происходит в местах сварки и в том случае, когда полотенцесушитель выполнен в виде регистра. Поэтому при замене проржавевших полотенцесушителей новыми их надо выполнять из оцинкованных труб в виде змеевика и все соединения делать на резьбе или устанавливать чугунные полотенцесушители;
- перерасход теплоты на горячее водоснабжение вследствие утечек горячей воды, отсутствия изоляции на магистралях и стояках и неотрегулированности расхода по стоякам. В системах с непосредственным водоразбором причиной перерасхода часто является неисправность терморегуляторов. Утечка воды обычно наблюдается из кранов смесителей и туалетных кранов. Значительное снижение расхода теплоты в системах горячего водоснабжения жилых зданий достигается при их работе в ночное время с пониженной температурой воды. Для этого в центральном или местном тепловом пункте монтируют два биметаллических реле - дневное, поддерживающее температуру поступающей к потребителям воды на уровне 60 °С, и ночное, обеспечивающее с 0 ч 30 мин до 5 ч утра температуру этой воды около 45 °С. Переключение реле производится автоматически - часовым механизмом. Применение такой установки обеспечивает экономию теплоты в ночное время до 50 %.
Отсутствие или недостаточная толщина изоляции магистралей и стояков системы горячего водоснабжения не только приводит к большим потерям теплоты, но и увеличивает расход электроэнергии на перекачку циркуляционной воды, так как при ее охлаждении в трубах необходимо увеличить ее расход. Потери теплоты трубопроводами систем горячего водоснабжения при наличии центральных тепловых пунктов в среднем составляют около 30 % всей расходуемой и из них до 80 % приходится на потери теплоты стояками этих систем.
Потери теплоты при сливе жильцами воды, остывшей в системе, чаще происходят в группах зданий, снабжаемых водой от ЦТП; чем больше радиус действия этого пункта, тем более значительно снижение температуры нагретой воды у наиболее удаленных от него зданиях и больше слив воды жильцами. Дополнительное различие в температурах воды, выходящей из кранов-смесителей, создается внутри самой системы; чем дальше находится стояк от теплового ввода, тем больше охлаждение воды и циркуляция воды во многих стояках недостаточна. Улучшить работу таких систем ГВС можно, если заменить системы с двухтрубным присоединением стояков системами с однотрубным их присоединением к подающей магистрали; при этом резко уменьшается число циркуляционных колец - оно будет равно числу отдельных ветвей системы. Отрегулировать работу такой системы по стоякам сравнительно просто.
Одной из существенных причин перерасхода теплоты, потребляемой на горячее водоснабжение, является несвоевременное закрывание обслуживающим персоналом паровой задвижки у водонагревателей при достижении расчетной температуры находящейся в них воды. Автоматическое регулирование подачи пара в змеевики водонагревателей устраняет перерасход теплоты.
Основными дефектами системы холодного водоснабжения являются: неплотности трубопроводов и арматуры, зарастание труб отложениями, вода не поступает к водоразборным точкам.
Неплотности в трубопроводах возникают в основном из-за проржавления труб. Чаще всего проржавление наблюдается в оцинкованных трубах: при плохом качестве оцинковки; в местах глухой заделки труб в бетонные перекрытия без гильз; в магистральных трубах, проложенных под полами или в каналах подвалов. В последнем случае утечка воды через неплотности трубопроводов особенно опасна, так как ее трудно заметить вовремя, что может привести к разрушению фундамента здания. Чтобы обнаружить такую утечку, ночью отключают все стояки водопровода и поочередно прослушивают каждый из них, используя обрезок трубы, который прикладывают к стояку, и определяют тот, у которого шум вытекающей воды сильнее. Если утечка воды привела к затоплению подвала, то место утечки можно найти без предварительной осушки подвала с помощью компрессора или баллона со сжатым воздухом. Сжатый воздух по шлангу через контрольный кран поступает в сеть и будет выходить наружу через неплотность.
Зарастание труб отложениями происходит из-за того, что в воде часто содержится большое количество солей и инородных тел, которые постепенно осаждаются на внутренней поверхности труб, сужая их сечение. Неоцинкованные трубы, кроме того, ржавеют. Отложения внутри труб не только препятствуют поступлению воды на верхние этажи, но и ухудшают ее качество. При малой толщине отложений в трубах промывают их отдельные участки сильной струей воды, благодаря чему вымываются илистые и биологические отложения. Такое мероприятие целесообразно проводить один раз в 4-7 лет.
«Заросшие» трубы можно очищать сжатым воздухом, поступающим из баллона, который присоединяется в нижней части стояка. Поступающая в стояк воздушная смесь бурлит и хорошо удаляет со стенок все отложения. Очистка дает лучшие результаты, если предварительно перед началом работ в стояк ввести крупную поваренную соль, куски которой будут сдирать отложения со стенок. При этом скорость водовоздушной смеси должна достигать 2-3 м/с, давление подаваемого воздуха не менее 0,7 МПа при его расходе 5-6 м 3 на 1 м 3 воды. Воздух подают в сеть периодически с перерывами 1-3 мин по трубе, на которой установлен не вентиль, а пробочный кран.
Замерзание воды во внутридомовых водопроводных сетях происходит, если до наступления зимы не были проведены мероприятия, обеспечивающие поддержание плюсовой температуры в холодных помещениях, где проложен водопровод, в частности не были закрыты слуховые окна на чердаке (при верхней разводке водопровода), не заделаны отдушины в цоколе здания, не утеплены подвальные помещения и неотапливаемые кухни, не изолированы трубопроводы в холодных помещениях (на чердаках, в подвалах и пристройках). В этих местах трубы изолируют двумя слоями войлока или минеральной ваты, после чего их заключают в деревянные короба с опилками, смоченными известковым раствором. На зиму от водопровода отключают все временные подводки - для поливки тротуаров и мостовых, к ларькам, сатураторам и т.д.
Вода в дневное время не поступает к водоразборным точкам, находящимся на верхних этажах, по следующим причинам:
- недостаточное давление в местах присоединения домового водопровода к городской сети в дневное время; для устранения дефекта устанавливают насос, повышающий давление во внутридомовом водопроводе до нормального;
- загрязнение сетки водомера - ее необходимо прочистить;
- установка водомера малого калибра, создающего большое сопротивление; в этом случае необходимо заменить водомер на новый - большего диаметра;
- уменьшение сечения труб из-за отложений. Это проверяется пробной разборкой трубопровода в двух-трех местах. Засоры чаще всего обнаруживаются в угольниках, вентилях, тройниках и крестовинах. Их прочищают, удаляя засоры, посторонние предметы и мусор;
- значительный расход воды на нижних этажах. В этом случае следует ограничить расход воды, установив в муфте крана между торцами подающей трубы и шейки крана ограничительную шайбу с отверстием диаметром 5-8 мм.
Если вода круглосуточно не поступает к водоразборным точкам верхних этажей, то помимо Указанных причин может быть неисправен обратный клапан на обводной линии насоса; клапан надо очистить от наслоений и притереть его золотник к гнезду. Если вода не поступает в водоразборные точки одного стояка, то в его начале может быть засор.
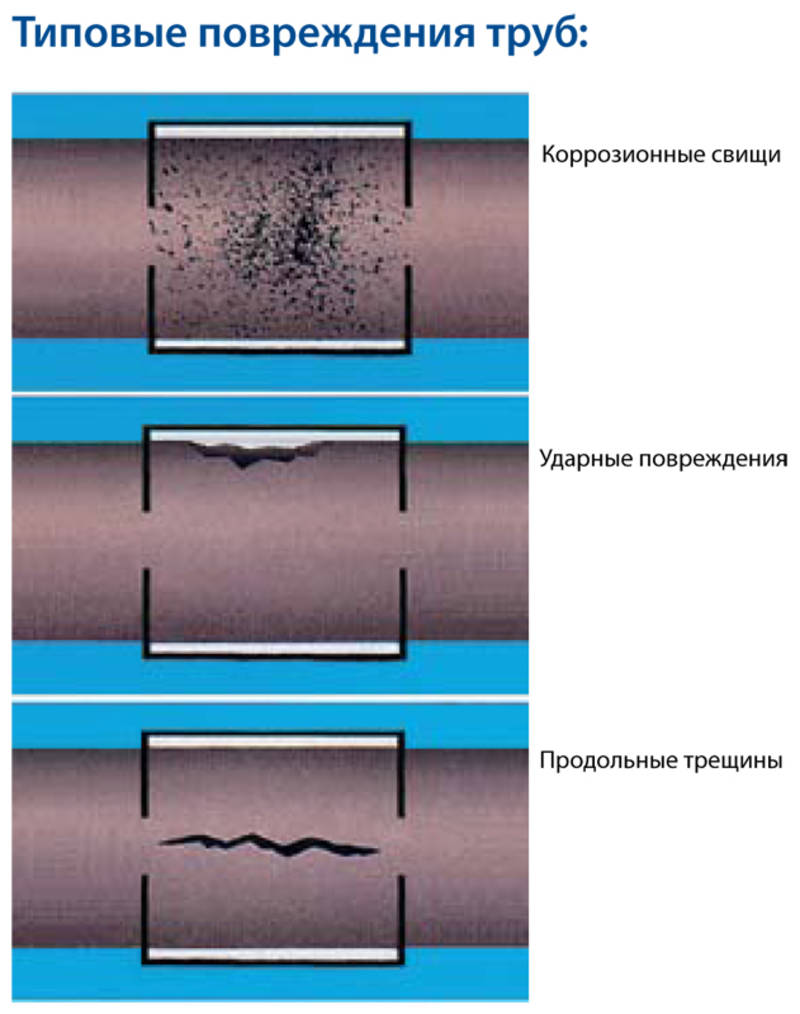
Дефекты и повреждения трубопроводов: виды и методы обнаружения

Для сооружения магистралей различного назначения используют стальные и полиэтиленовые трубы. В результате длительной эксплуатации под влиянием внешнего воздействия, физико-химических процессов происходит нарушение целостности коллектора. Для снижения риска разрушения материала разработана классификация основных дефектов трубопроводов.
Оценка технического состояния металлической пустотелой продукции большого удлинения
При выполнении контрольной проверки исправности труб иногда обнаруживают изъяны на внешней или внутренней поверхности. Они свидетельствуют о слабых местах изделия, причиной которых может быть производственный брак, недостатки в эксплуатации или форс-мажорные обстоятельства природного происхождения.
Специалисты отмечают следующие виды дефектов стального трубопровода:
- осевое отклонение трассы от проектного плана;
- повреждение, которое изменяет поперечный профиль;
- механическое нарушение тела трубы и сварных соединений.
Осевые деформации в виде всплывших труб, выпучин, просадок и провисов могут вначале не вызывать разрушения. Но отсутствие своевременных мер в дальнейшем приведет к серьезным авариям, особенно при наличии дефектов в сварных трубах большого диаметра.
Изменение круглой формы поперечного сечения образует овал, гофру или большие вмятины. Контур овала труба приобретает свой вид в результате радиального механического давления извне. Источником статического или динамического воздействия может быть тело большой плотности и массы без острых выступов. Плавность соприкосновения не приводит к полному разрушению коллектора. Но опасность состоит в появлении напряжения конструкции на большой протяженности. Вмятина или гофра образуются в процессе производства, сгибания или неаккуратной укладки на земляное ложе.
Еще один комплекс нарушений целостности – это свищи, трещины сварных соединений или коррозионные дефекты бесшовных труб. Причинами их появления являются не выдерживание технологии транспортировки, монтажа, эксплуатации. Разрушение имеет вид сквозных и несквозных отверстий, расслоения металла, отсутствия сплошности материала в направлении проката. Возможно появление других изменений: металлическое отслоение, окисленный разрыв, ликвация – содержание в кристаллической решетке инородных примесей неметаллического характера.
Ликвации, канавки, отслоения и разрывы являются следствием металлургического брака. В результате возможно развитие:
- дефектов стенки трубы с сверхнормативным уменьшением её толщины на большой площади поверхности;
- единичных и локальных повреждений;
- линейных изменений структуры.
Реакция по утончению стенки наблюдается в основном при наличии в грунте блуждающих токов. Их воздействию подвержены тонкостенные трубы, неизолированные футляры. Критическим значением при осмотре состояния трассы, пораженной коррозией, считается не столько площадь изъяна, сколько толщина металлической стенки.

Методы обнаружения дефектов сварных соединений магистральных трубопроводов, тепловых сетей
Контроль качества сварочных работ выполняется согласно требованиям СНиП и ГОСТ. В первую очередь проверяется наличие допуска у сварщика. Затем исследуется качество материалов: электродов, сварочной проволоки, флюсов. При внешнем осмотре проверяется легкая выпуклость стыка, плавность перехода к телу трубы.
Возможные дефекты при гибке, прокате трубопроводов, на различной стадии их эксплуатации обнаруживаются следующими видами физического контроля:
- просвечиванием сварных соединений;
- магнитографическим и ультразвуковым методом;
- вскрытием шва;
- пневматическим и гидравлическим испытанием;
- керосиновой пробой;
- механическим испытанием.
Сварные стыки бракуются при наличии трещин, непровара по сечению стыка, газовых пустот, шлаковых включений.
Важно! При обнаружении брака в газопроводах с давлением до 0,6 МПа тестируется удвоенное количество швов. Повторное обнаружение некачественной сварки требует 100%-й проверки.
Вероятность выявления дефектов труб при неразрушающем контроле, когда внутренняя структура материала не подвергается изменению, абсолютная. Чаще всего при проверке металлов используется внешний осмотр, гамма-, рентгенографический, ультразвуковой и магнитографические способы. Например, акустический метод выгодно отличается от других тем, что диагностическая аппаратура достаточная простая. С его помощью можно обнаружить дефекты стальных и полиэтиленовых труб, в отличие от вихревых, магнитных или электрических приборов.

Предупреждение нарушений целостности трубопроводов
Дефекты с изоляцией трубопроводов связаны с нарушением пассивной или отсутствием активной защиты (катодной, протекторной, электродренажной). Пассивный метод изолирует трассу от контакта с окружающим грунтом и ограничивает проникновение блуждающих токов. На поверхность изделия круглого сечения наносятся битумные покрытия с наложением армирующих средств из стекловолокна, полимерных пленок.
Одновременно противокоррозионное покрытие выполняет функцию по защите изоляции трубопроводов от механических повреждений. Оно должно быть сплошным, химически стойким, с увеличенной механической прочностью и прилипаемостью, эластичным, с водоотталкивающими свойствами.
Эффективным средством, противостоящим коррозионному повреждению трубопроводов, является активная защита. В основе электродренажа лежит организованный отвод блуждающих токов от трассы к источнику. Катодный способ предусматривает поляризацию с применением внешней электросети и закопанных вокруг трубы малорастворимых электродов. Они представляют собой графитовые или чугунные стержни, выполняющие роль анодов. Протекторная защита предусматривает катодную поляризацию защищаемой трубы путем подключения к ней анодных заземлителей. Последние обладают большим электрохимическим потенциалом в грунте, чем сам трубопровод.

Дефекты полиэтиленовых труб
Полиэтилен представляет собой высокомолекулярный продукт полимеризации этилена. Изготавливают трубы методом непрерывного выдавливания материала на специализированном оборудовании. При всех плюсах материала — небольшой массе, устойчивости к коррозии, он хрупкий и непрочный. Чаще всего разрушение трассы происходит при вскрытии грунта экскаватором. При этом возможно:
- локальное нарушение целостности;
- появление вмятины;
- частичный или полный разрыв трубопровода;
- утечка транспортируемого сырья.
Случается производственный брак или дефекты при пайке полипропиленовых труб.

В результате местного нарушения в виде прокола для его устранения применяются электросварные заглушки, усиливающие накладки. Место утечки обрабатывается и на него накладывается пластырь с последующей приваркой специальным аппаратом. Вмятины на поверхности образуются в основном при монтаже газопровода. Их устраняют полной запрессовкой трубы. Если деформации поверхности полиэтиленового изделия составляют величину более 1/10 от полной толщины стенки, то устанавливают новый фрагмент.
При разрыве изделия ремонт дефектов трубопроводов заключается в полной замене разрушенного куска, который фиксируется на двух муфтах с помощью электросварочного устройства. При работах на подводных трассах крепление осуществляется механическим способом. Чаще всего утечки – это следствие не механического повреждения, а нарушения технологии сварки, наличия остатков воды в трубе или ошибки из-за неопытности.
Поэтому требованием по качественному исправлению полиэтилена является чистая и сухая внутренняя полость трубы. В противном случае при нагревании и обжатии муфты образуется пар под избыточным давлением. Он меняет параметры сплавления синтетического материала. Возникают сквозные каналы, которые делают стык полностью непригодным к эксплуатации. Чем больше полость изделия, тем серьезнее негативные последствия.

Устройства для поиска повреждений трубопроводов
Протяженные коррозионные нарушения теплотрасс возникают по причине постепенного заполнения тепловых камер и каналов водой. Выявление повреждения трубопровода на тепловых сетях выполняется с помощью акустических и корреляционных течеискателей. Сущность поиска заключается в определении места утечки воды фиксацией звуковых сигналов датчиком вибрации, который отслеживает выброс воды вдоль контролируемого участка. Координаты нарушения устанавливаются по максимальному значению звукового сигнала в заданном диапазоне частот. Корреляционный метод предусматривает применение двух вибродатчиков, расположенных на удалении в несколько сотен метров друг от друга. Точки установки прибора определяются штатным расписанием.
Детектор повреждений трубопровода переносной марка ДПП А предназначен для нахождения точек нарушения изоляции старых и строящихся газовых сетей без раскопки котлована под любым видом дорожного покрытия. Используется для установки места нахождения труб, силовых электрических кабелей. Максимальный радиус действия при поиске действующего трубопровода – 500 м, вновь строящегося – 2 км.

Прибор позволяет проводить только периодический контроль. Он регистрирует характер изменения напряжения вдоль трассы при прохождении тока по цепи: гетеродин — труба — земля – гетеродин. Направление трассы и глубина её нахождения устанавливаются на основе метода индукции.
Прибор запитывается от батареи напряжением 9 В. Подключается к аппаратуре ОДК в контрольных пунктах, предусмотренных проектом. Длина проверяемого участка — 6 км, класс э/защиты – ІІ, сила тока – 1,5 мА. Аппарат можно эксплуатировать при температуре наружного воздуха в диапазоне – от -45 до +45°С и влажности – 45-75%.
Надежность работы систем газо-, водо-, теплоснабжения зависит от своевременного выявления причин повреждения трубопроводов и ликвидации их последствий. Закладывается она на этапе проектирования, монтажа и в процессе эксплуатации. Для этого сооружаются параллельные нитки распределительных систем, создаются закольцованные участки сети.
Посмотрите видео «Мониторинг дефектов труб»
Дефекты стальных труб и сварных соединений
Наиболее общей является классификация дефектов по геометрическим размерам:
- макродефекты – дефекты, размеры которых позволяют выявлять их различными методами неразрушающего контроля большинством дефектоскопов. Макродефекты, в свою очередь, можно также подразделять на крупные, средние и мелкие;
- микродефекты - дефекты, размеры которых соизмеримы с размерами зерен металла и не позволяют обнаруживать их современными средствами технической дефектоскопии. Микродефекты металлов являются предметом исследований физики твердого тела и металловедения; при диагностировании инженерных конструкций и сооружений они, как правило, не рассматриваются.
По влиянию на напряженно-деформированное состояние конструкции дефекты подразделяют на два класса:
- классические дефекты - дефекты, имеющие конечный (ненулевой) радиус закругления в вершине. Основным параметром, характеризующим уровень концентрации напряжений таких дефектов, является теоретический коэффициент концентрации напряжений;
- трещиноподобные дефекты - дефекты, имеющие острую вершину (с практически нулевым радиусом). Основным параметром, характеризующим уровень концентрации напряжений таких дефектов, является коэффициент интенсивности напряжений.
Для металлических промышленных конструкций наибольшее распространение имеет подразделение дефектов на группы в зависимости от происхождения и причин их образования, точнее в зависимости от этапов изготовления конструкции:
С точки зрения необходимости применения различных методов неразрушающего контроля дефекты конструкций подразделяют на:
- поверхностные или явные (выявляемые визуальным осмотром);
- внутренние или скрытые (выявляемые физическими методами).
Все дефекты, выявленные при дефектоскопии основного металла и сварных соединений физическими методами, по своим геометрическим параметрам подразделяются на плоскостные и объемные.
С точки зрения ремонтопригодности выявляемые при обследовании трубопроводов и других конструкций дефекты подразделяются на:
- исправимые - устранение которых технически возможно и экономически целесообразно;
- неисправимые - устранение которых связано со значительными затратами или невозможно.
Наиболее типичные для стальных трубопроводов дефекты, повреждения и несовершенства конструкции, выявляемые при диагностировании, по характеру их появления могут быть подразделены на две основные группы:
- технологические - дефекты, возникающие в результате строительно-монтажных и ремонтных работ;
- эксплуатационные - дефекты, возникающие в процессе эксплуатации после некоторой наработки.
Технологические дефекты металлических конструкций являются концентраторами напряжений и при длительной эксплуатации могут переходить в трещины и благоприятствовать усилению коррозии стенки трубопроводов. Основные виды технологических дефектов:
Вырывы и оплавления - локальные углубления в основном металле стенки, образуются при когезионном отрыве материала стенки, при удалении с помощью газовой резки различных монтажных приспособлений, также могут быть результатом механических повреждений. Вырывы и оплавления уменьшают расчетное сечение и создают дополнительную концентрацию напряжений в основном металле стенки.
Закаты и расслоения - дефекты металлургического происхождения, образуются при изготовлении листового проката и труб. Представляют собой узкую полость значительной площади, расположенную вдоль слоев проката листов стенки с выходом или без выхода на поверхность металла. Уменьшают площадь расчетного сечения и создают дополнительные напряжения в основном металле стенки, могут являться очагами образования трещин.
Подрезы - узкие углубления (канавки) в основном металле вдоль края зоны сплавления сварного шва. Образуются при большой силе сварочного тока и длинной дуге, так как в этом случае увеличивается ширина шва, и сильнее оплавляются кромки основного металла. Подрезы ослабляют сечение стенки и создают значительный уровень концентрации напряжений.
Вмятины и выпучины - местные упругопластические деформации стенки различной величины и формы соответственно внутрь или наружу, имеющие плавное сопряжение поверхностей. Основными причинами образования вмятин (выпучин) являются механические повреждения, воздействие непроектного внутреннего давления, неправильное выполнение сварочных ремонтных работ. Характеризуются площадью и глубиной. В районах вмятин или выпучин под действием знакопеременных нагрузок в процессе эксплуатации трубопровода могут появиться усталостные трещины.
Незаверенные кратеры - образуются при резком обрыве дуги в конце сварки. Эти дефекты уменьшают площадь несущего сечения шва и могут являться очагами образования трещин.
Газовые поры - поверхностные и внутренние поры возникают вследствие попадания в металл шва атмосферных газов и газов, образовавшихся при сварке (водород, азот, углекислый газ и др.). Образуются в сварных швах вследствие быстрого затвердевания газонасыщенного металла сварочной ванны. Как правило, поры наблюдаются при повышенном содержании в основном металле углерода, при наличии ржавчины, масла и краски на кромках основного металла и сварочной проволоки, при использовании отсыревшего флюса, при наличии вредных примесей в защитных газах, при чрезмерной скорости сварки и неправильном выборе сварочной проволоки. Поры в сварном шве могут быть распределены в виде одиночных включении, в виде отдельных групп или в виде цепочки вдоль линии шва. Иногда могут образовываться сквозные поры (свищи). Степень пористости шва и размер отдельных пор, прежде всего, зависят оттого, как долго сварочная ванна находилась в жидком состоянии. Газовые поры ослабляют сечение шва, уменьшают его прочность и пластичность, являются зонами концентрации напряжений.
Неметаллические включения - шлаки, оксиды, сульфиды и нитриды, не успевшие всплыть на поверхность сварочной ванны в процессе сварки и оставшиеся в металле шва. Являются результатом некачественной очистки кромок и сварочной проволоки от ржавчины и грязи, а при многослойной сварке также и неполного удаления шлака с предыдущих слоев. Шлаковые включения могут возникать при сварке длинной дугой, неправильном наклоне электрода, недостаточной силе сварочного тока или мощности газовой горелки, а также при завышенной скорости сварки. Неметаллические включения различаются по форме (от сферической до игольчатой) и по размерам (от микроскопических до нескольких сантиметров). Они могут быть расположены в корне шва, между отдельными слоями многослойных швов, внутри наплавленного металла. Неметаллические включения, так же как и газовые поры, ослабляют сечение шва, уменьшают его прочность и пластичность, являются зонами концентрации напряжений. Если неметаллические включения присутствуют в металле шва в виде скоплений, то они могут в значительной мере понизить значение предела выносливости и статическую вязкость разрушения (трещиностойкость).
Непровары - местные несплавлепия свариваемых кромок основного и наплавленного металла, а также отдельных слоев шва при многослойной сварке. Причинами появления непроваров являются: плохая очистка свариваемого металла от окалины, ржавчины и грязи; малый зазор в стыке; излишнее притупление и малый угол скоса разделки кромок; недостаточная сила сварочного тока; большая скорость сварки; смещения электрода в сторону от оси шва. Непровары также могут возникнуть в результате вынужденных перерывов в процессе сварки. Непровары снижают статическую и усталостную прочность шва, затормаживают развитие пластической деформации металла, повышают его склонность к хрупкому разрушению.
Прожоги - проплавлепие основного или наплавленного металла с возможным образованием сквозных отверстий. Возникают из-за неправильной сборки деталей под сварку (недостаточного притупления кромок, большого зазора), большой силы сварочного тока при невысоких скоростях сварки. Наиболее часто прожоги образуются при сварке тонкостенных труб и при выполнении первого прохода многослойного шва.
Раковины - углубления на наружной пли внутренней поверхности листов металла. Раковины металлургического происхождения образуются при нарушениях технологии выплавки или разливки стали, когда в слитках образуются усадочные раковины и подкорковые пузыри с окисленной внутренней поверхностью, которые не завариваются при последующей прокатке таких слитков. Раковины также возникают при напластовании материала в форме небольших или крупных образований, частично прилипших к основному металлу заготовок проката, которые при последующей горячей деформации отделяются в виде напусков. К образованию раковин могут привести также дефекты, возникающие при холодной деформации листов (риски, трещины).
Наплывы - натекание жидкого наплавленного металла па непрогретые поверхности кромок основного металла или ранее выполненного валика без сплавления с ними. Наплывы (натеки) могут быть местными (в виде отдельных застывших капель металла) или протяженными вдоль шва. Образуются чаще всего при ручной сварке неповоротных стыков, их возникновению способствуют большая сила сварочного тока, длинная дуга, неправильное положение электрода. В местах наплывов часто обнаруживаются непровары, трещины и другие дефекты.
Нарушения установленных размеров и формы шва - неполномерность ширины и высоты шва, чрезмерное усиление и резкие переходы от основного металла к наплавленному металлу шва, грубая чешуйчатость.
Трещины - наружные и внутренние трещины в сварном шве и зоне сплавления с основным металлом образуются вследствие напряжений, возникающих в металле шва от его неравномерного нагрева, охлаждения и усадки. Технологический характер образования имеют так называемые «горячие» и «холодные» трещины.
«Горячие» трещины - возникают в процессе кристаллизации металла шва при температуре 1100 – 1300 °С. Появление «горячих» трещин связано с наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Образованию «горячих» трещин способствует повышенное содержание в металле шва углерода, кремния, никеля и водорода. Особенностью «горячих» трещин является то, что они расположены внутри сварного шва и выявить их достаточно трудно.
«Холодные» трещины - могут возникать как сразу после остывания сварного шва, так и через длительное время. В легированных сталях такие трещины образуются при значениях температуры металла 100 – 300 °С, а в углеродистых сталях - при нормальных ( < 100 °С) температурах. Основная причина образования «холодных» трещин - это значительные напряжения, возникающие в зоне сварки при распаде твердого раствора и скоплении под большим давлением молекулярного водорода в пустотах, имеющихся
в металле шва. «Холодные» трещины обычно выходят на поверхность шва и хорошо заметны.
Дефекты микроструктуры сварного соединения и околошовной зоны – микропоры, микротрещины, нитридные, кислородные и другие неметаллические включения, крупнозернистость, участки перегрева и пережога. Образуются в первую очередь вследствие значительной окислительной среды и неравномерного нагрева и охлаждения металла шва (большая длина дуги, неправильно подобранная скорость сварки, увеличение толщины слоя наплавленного металла). Наиболее опасными дефектами микроструктуры сварного шва являются перегрев и пережог.
Перегрев - участок металла шва имеет крупнозернистое строение, в результате уменьшается поверхность сцепления зерен металла и снижается сопротивляемость ударным нагрузкам и трещиностойкость металла.
Пережог - в структуре металла шва имеется много зерен с окисленной поверхностью и очень низким взаимным сцеплением. Такой металл весьма хрупок и не поддается исправлению. Причиной образования пережога является высокая температура сварки и плохая изоляция сварочной ванны от кислорода воздуха.
К эксплуатационным дефектам относятся, прежде всего, коррозионные повреждения и усталостные трещины. В трубопроводах встречаются все виды коррозии: точечная, язвенная, сплошная. Глубина повреждений варьируется от 0,5 мм до сквозных отверстий. Наиболее опасными эксплуатационными дефектами являются «холодные» и усталостные трещины. В большинстве случаев трещины возникают в сварных соединениях с выходом или без выхода на основной металл.
Также часто образование трещин в металле стенки трубопроводов происходит в дефектных зонах концентрации напряжений и на границах вмятин.
Трещины являются самым опасным дефектом, их наличие в трубах любых размеров и направлений не допускается.
Классификация обнаруженных дефектов производится по действующей нормативно-технической документации по СНиП 11-23-81 и РД 34.10.130-96.
Вопросам надежности и определения остаточного ресурса трубопроводов посвятили работы многие ученые как в России, так и за рубежом. Но на сегодняшний день решены еще не все задачи в этом направлении. Ведутся исследования по трещиностойкости, коррозии, коррозионному растрескиванию труб, по повышению надежности эксплуатации трубопроводов и т. д.
Классификация дефектов трубопроводов.
Дефекты металла и стенки трубы различного происхождения, к ним относятся:
1) внутренние дефекты – внутренние разрывы, расслоения, растрескивания (трещины), грубозернистость структуры;
2) наружные дефекты проката (металлические дефекты) – закаты, оксиды, пленка, корочка (окалина), пережог, пористость, усадочные раковины;
3) коррозия – атмосферная, межкристаллическая, поверхностная, газовая;
4) металлургические дефекты сварного шва;
5) механические повреждения поверхности;
6) разнотолщинность листов;
7) разностенность: прессовых, тянутых профилей – в поперечном направлении; труб сварных – в продольном направлении.
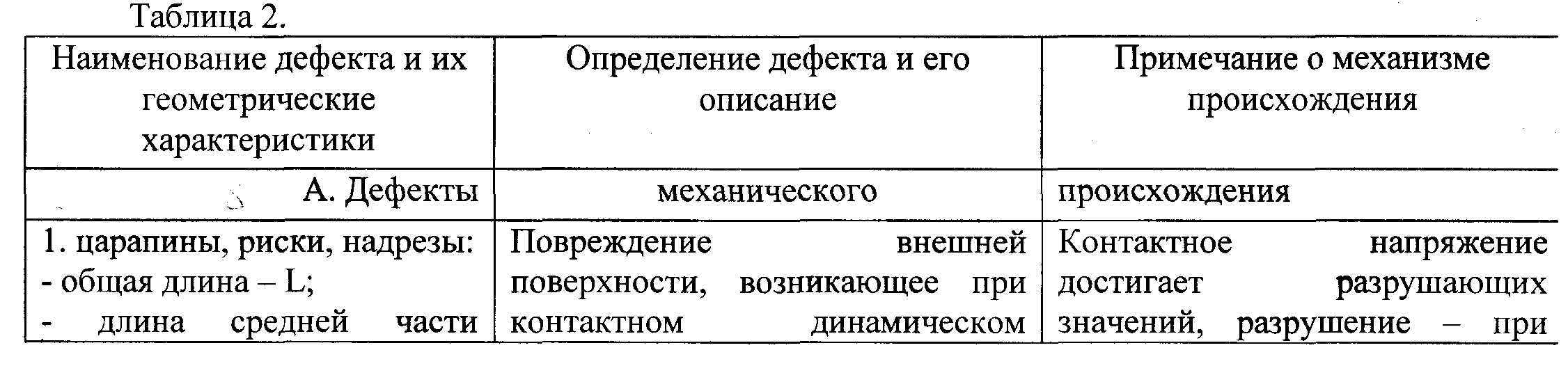
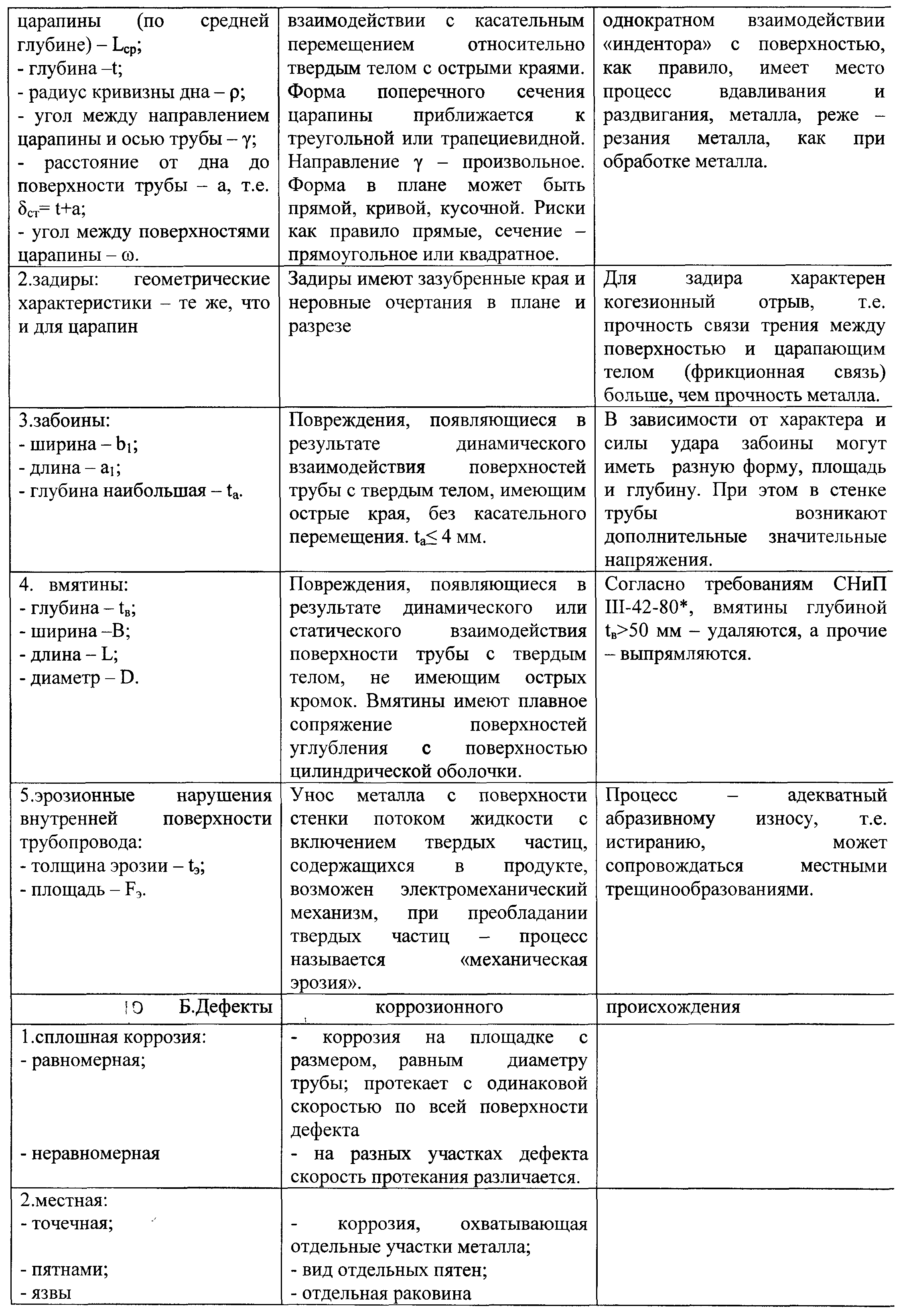
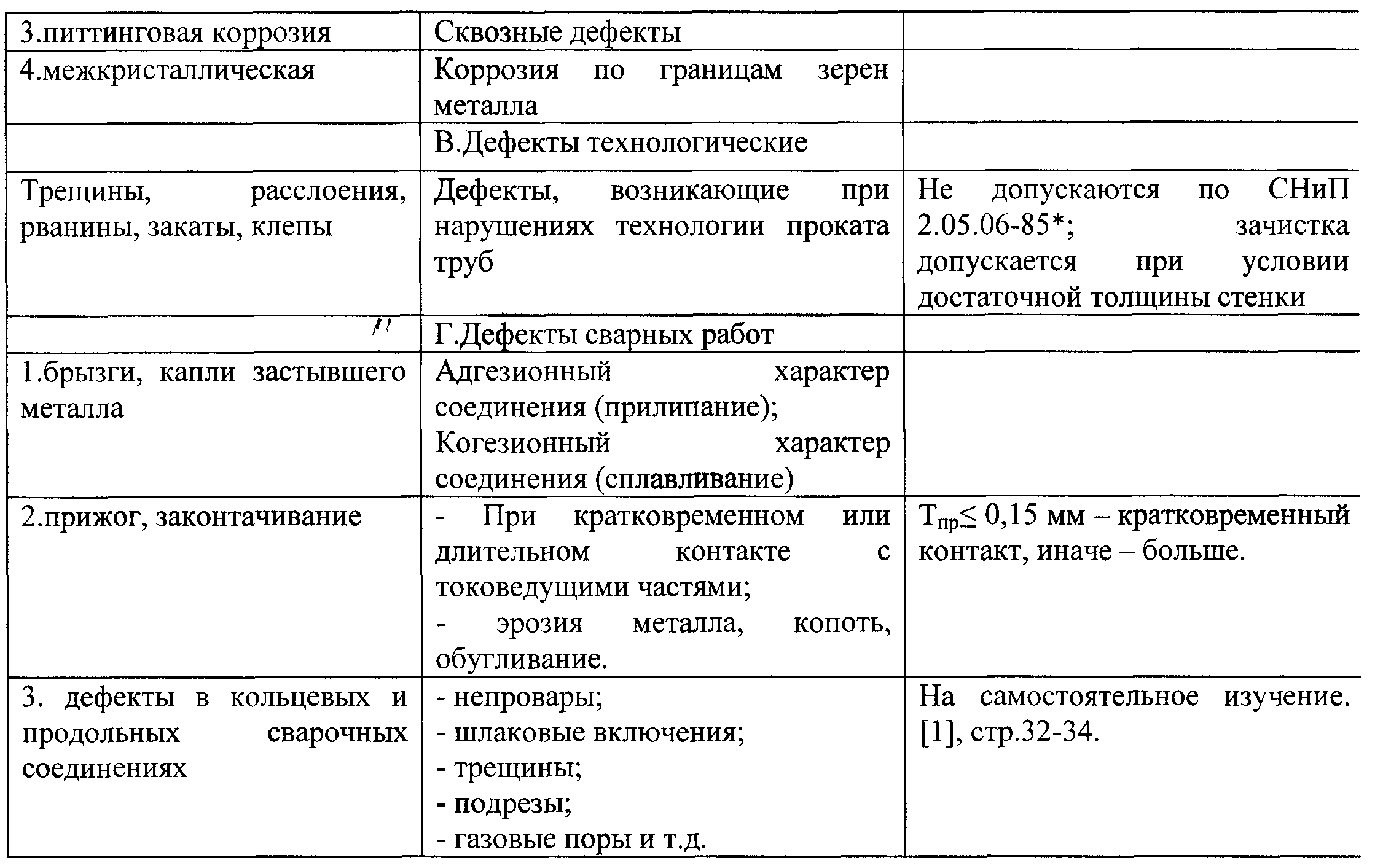
Рассмотрим подробную классификацию дефектов стенки МТ с описанием, характеристикой и причиной появления дефекта (табл.2.). В данной классификации дефекты стенки трубы группируются по видам: а) дефекты механического происхождения; б) дефекты коррозионного происхождения; в) технологические дефекты; г) дефекты сварки ( табл.2).
Дефекты стенки трубы В данной классификации дефекты стенки трубы группируются по видам: а) дефекты механического происхождения (царапины, риски, надрезы); б) дефекты коррозионного происхождения (1сплошная коррозия: равномерная, неравномерная; 2местная: точечная, пятнами, язвы; 3питтинговая коррозия; 4межкристаллическая)в) технологические дефекты (Трещины, расслоения, рванины, закаты, клепы); г) дефекты сварки (1.брызги, капли застывшего металла;2. прижог, законтачивание; 3. дефекты в кольцевых и продольных сварочных соединниях).
Перечень опасных участков магистральных трубопроводов.
Степень опасности каждого участка т\п зависит от изменения его проектного положения, наличия дефектов в стенке труб и формы их сечения, нарушения состояния изоляции т\п и систем ЭХЗ. На основании рез-тов изучения тех.документации и натурного обследования т\п д.составляться перечень потенциально опасных участков, к кот.относят:
1. участки имеющие сложную конфигурацию,
2. участки примыкающие к площадочным сооружениям со стороны высокого давления,
3. пересечение с искусственными сооружениями и препятствиями,
4. подводные переходы,
5. учаскти пересечения с др. т\п-ми
6.участки с высоким уровнем грунтовых вод,
7. участки на которых имели место отказы сопровождающиеся разрушением трубопровода.
8. участки расположенные в ВМГ,
9. участки с температурой перекачиваемого продукта ниже 0°.
пересечения водотоков и водоемов (реки, водохранилища, каналы и др.);
участки, проложенные надземно;
Отводы от магистрального трубопровода.
Линейная запорная арматура, включая вантузы, площадки и укрытия.
Узлы и оборудование для пропуска внутритрубных очистных и дефектоскопических средств.
Узлы редуцирования давления.
Подготовка ТП к пропуску внутритрубных дефектоскопических снарядов. Требования к геометрии ТП и очистке внутренней поверхности.
Подготовка газопровода к пропуску внутритрубных инспекционных снарядов требует проведения ряда организационных и технических мероприятий, выполнение которых позволит произвести запуск и прием внутритрубного инспекционного снаряда, обеспечит безопасное движение его внутри трубы и получение наиболее достоверных данных о состоянии линейной части трубопровода.
Очистку трубопровода от грязи, металлических и посторонних предметов.
Установление реального минимального проходного сечения трубопровода путем пропуска снаряда-калибра.
Устранение крутоизогнутых колен, имеющих радиус изгиба менее преодолеваемого используемыми Исполнителем внутритрубными снарядами, и мест критического сужения проходного сечения трубы; минимальный радиус изгиба и минимальное сужение, позволяющее использовать применяемые для инспектирования внутритрубные инспекционные снаряды, определяются их конкретным типом и оговариваются при заключении договора на диагностическое обследование.
Проведение ревизии надземных переходов и их опор и при необходимости их усиление.
Проведение обследования трассы на наличие утечек и устранение их до начала работы по пропуску внутритрубных инспекционных снарядов.
Определение необходимого количества и мест расстановки шурфуемых или нешурфуемых маркеров, которые должны быть расставлены вдоль трассы газопровода строго над осью трубы.
Для пропуска внутритрубных снарядов устанавливается камера пуска приема размером который позволяет размещать наибольшие снаряды. Для пропуска дефектоскопа min r изгиба т\п должен быть равен 3D т\п. Min скорость потока перекачиваемой жидкости 3 м/с.
Задвижки должны быть полнопроходными с конструктивным входом и выходом. Перед пуском снаряда необходимо проверить открытие всех задвижек.
Обратные клапаны должны быть разработаны с учетом своевременного прохождения снаряда. Идеальный вариант – использование клапанов имеющих истройство для захвата тарелки во время прохождения снаряда. Перед запуском дефектоскопа в т\п необходимо провести подготовительные работы: 1. выявить возможные зоны сужения т\п и устранить их, 2. очистить полость трубопровода от загрязнений особенно от парафина и предметов застрявших в задвижках,
3. пропустить прибор для измерения геометрии т\п обеспечивающий выявление таких повреждений как вмятина и гофр. Участок т\п по которому будет проходить дефектоскоп должен быть отсечен от отводов резервных ниток,
4. необходимо проверить состояние камеры пуска приема скребка,
5. очистку т\п необходимо провести с качеством 1 кг парафина на 100 км т\п.
Классификация дефектов трубопроводов.
Читайте также: