Гальванически оцинкованная сталь это
Обновлено: 14.05.2024
Нанесение на железо слоя цинка – самый распространенный способ его защиты от коррозии. Гальваническое цинкование получило наиболее широкое распространение благодаря преимуществам технологии и получаемых защитных покрытий.
1 Особенности защитных цинковых покрытий
Цинкование – самый распространенный способ защиты железа поверхностной металлизацией от атмосферной коррозии. Для этих целей расходуется около 40 % от общего объема мировой годовой добычи цинка. Цинкование получило широкое распространение благодаря анодному характеру создаваемой из цинка защиты.
Значение электрохимического потенциала цинка составляет – 0,763 В, что меньше такого же параметра для черных металлов (железа, стали, чугуна), поэтому он защищает последние от коррозии электрохимическим способом. Причем защитные свойства покрытий из цинка проявляются даже в случае незначительной их толщины и при наличии обнаженных участков, пор. Известно много примеров протекторного характера защиты цинком непокрытых им, оголенных фрагментов стальных изделий (например, обрезанные проволока в поперечном сечении и края оцинкованного листового железа, резьба гайки без покрытия, навинченной на оцинкованный болт).
Анодный характер взаимодействия цинкового покрытия с сталью и внешней средой в ряде случаев может смениться на катодный и тогда коррозионные процессы в железе происходят очень интенсивно. Подобное наблюдается, например, при воздействии на оцинкованные изделия горячей воды, нагретой до 70 °С и выше (в автоклавах, котельных установках).

Сам цинк, принимая "удар" на себя от воздействия внешней среды, защищается следующим образом: при окислении этого металла на его поверхности образуется тонкая плотная оксидная пленка, препятствующая проникновению кислорода дальше вглубь цинка. Благодаря этому его окисление останавливается. У железа образующиеся при окислении оксиды имеют объем больший, чем первоначальный металл, и поэтому пленка из них сразу разрушается, становится рыхлой и пропускает кислород к неокисленному материалу. Так возникает ржавчина.
У цинковых покрытий химическая стойкость снижается при воздействии на них летучих продуктов, которые выделяются при старении следующих органических материалов:
- олифы;
- синтетических смол;
- хлорированных углеводородов.
Покрытия подвержены легкому разрушению, если они контактируют или находятся в закрытом объеме с промасленными или свежеокрашенными деталями.

Большое влияние на быстроту корродирования цинка оказывает показатель рН среды. При рН 7–12 (щелочная среда) этот металл практически не растворяется. Отклонение от указанных величин приводит к возрастанию скорости его коррозии. Особенно высока скорость коррозии цинковых покрытий в атмосфере тропиков и промышленных городов.
2 Гальванический способ цинкования металлов
Защитное действие покрытий из цинка в первую очередь определяется их толщиной, устанавливаемой исходя из конкретных условий эксплуатации металлических изделий и равномерности их нанесения. Возможности различных способов цинкования неодинаковы и позволяют получать толщину покрытия от 5 мкм (гальваническое) до 1,5 мм. В случае гальванического способа металлизации качество защитного слоя во многом зависит от характера используемого электролита для цинкования.

Защитные свойства цинка можно значительно увеличить разными способами, самые распространенные из которых следующие:
- пассивирование (хроматирование) – создание на его поверхности хроматных пленок химической обработкой изделий в растворах с хромовой кислотой либо ее солями;
- фосфатирование - образование на его поверхности фосфатной пленки посредством обработки оцинкованных заготовок в растворах солей фосфорной кислоты;
- покраска – нанесение лакокрасочных покрытий (лучшие результаты после предварительного фосфатирования).
Гальваническое цинкование представляет собой электролитический метод нанесения тонкого защитного слоя цинка на изделие, поверхность которого должна быть предварительно подготовлена. Этот способ позволяет получать покрытия толщиной 5–40 мкм.

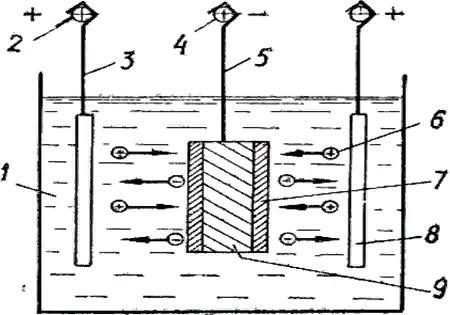
В условиях масштабного производства полосы, листа, штрипса толщина может быть увеличена до 500 мкм (0,5 мм). Непосредственно сам процесс образования покрытия заключается в осаждении на катоде (изделие, которое покрывают) положительно заряженных частиц (ионов) цинка из водных растворов его соединений (электролитов) при пропускании постоянного электротока через раствор. Применяемые аноды должны быть из цинка, так как их основное назначение – восполнять в электролите разряжающиеся на изделиях ионы. В зависимости от выбранного режима ток имеет катодную плотность в диапазоне 1–5 А/дм 2 .
3 Преимущества и недостатки цинкования гальваническим методом
Электролитический способ нанесения цинка в сравнении с другими методами цинкования наиболее распространен и обладает следующими преимуществами:
- высокой производительностью;
- низкой себестоимостью;
- получение достаточно высокого уровня защиты изделий;
- равномерностью покрытия без потеков, капель, с сохранением формы и размеров изделия;
- возможностью нанесения цинка на все участки изделий с любой сложной формой, включая различные поры;
- получение декоративных защитных покрытий (гладких, блестящих), не требующих дополнительной обработки.

Основным недостатком является низкая адгезия (сцепление) образуемого покрытия с изделием, требующая особой тщательности подготовки (очистки) поверхности последнего. Еще следует отметить вероятность наводораживания защищаемого металла, особенно при несоблюдении режимов гальваники цинкования, что приводит к водородной хрупкости изделия и непривлекательному виду его поверхности. Существенным недостатком этого метода является образование ядовитых и вредных для окружающей среды отходов, которые необходимо подвергать тщательной очистке.

4 Технология и оборудование гальванического цинкования на производстве
На производстве электролитическое цинкование включает следующие технологические процессы, производимые с изделиями:
- Очистка их от окалины, ржавчины, смазочно-охлаждающих и лакокрасочных составов. Химическая обработка в обезжиривающих и щелочных растворах.
- Промывка водой в проточной ванне.
- Электролитическое обезжиривание.
- Промывка.
- Травление в растворе воды и соляной кислоты. Позволяет удалить оставшиеся окалину и ржавчину без растворения основного металла. При этом происходит декапирование поверхности – активация перед цинкованием.
- Промывка.
- Само цинкование.
- Промывка.
- Может проводиться осветление в растворе воды с азотной кислотой для снятия окисной пленки.
- Промывка.
- Может проводиться фосфатирование.
- Промывка.
- Может проводиться пассивация электролитическим хроматированием (и/или хроматирование распылением).
- Сушка.

В зависимости от типа изделия и соответствующей технологии некоторые этапы промывки могут проводиться щеточно-моечным способом. Могут быть дополнительные операции. Например, гальваническое цинкование полосы начинают с ее разматывания, сварки концов, а затем правки. Заканчивают – промасливанием и сматыванием.
В соответствии с типом покрываемых изделий и объемом производства применяют различные гальванические линии и сопутствующее им дополнительное оборудование. Эти линии представляют из себя определенную последовательность промывочных и технологических ванн, необходимых для создания однослойных либо многослойных цинковых покрытий с требуемыми функциональными свойствами. Все гальваническое оборудование по степени механизации классифицируется на:
- механизированные линии с полностью автоматическим управлением;
- с возможностью частичного ручного управления;
- линии с полностью ручным обслуживанием;
- мини-линии.
В комплект поставки линии, в зависимости от ее модели, помимо ванн входят:
- транспортные системы (автооператоры, манипуляторы);
- промышленное и локальное оборудование очищения сточных вод;
- вспомогательное оборудование: приспособления для цинкования (подвески, колокола, барабаны), катодные и анодные штанги, теплообменники, ТЭНы, другое;
- дополнительное оборудование: система вентиляции, выпрямительные агрегаты, компрессоры и воздуходувки, холодильное оборудование, сушильные камеры и шкафы, насосы, оборудование получения демиводы, фильтровальные установки;
- и другое.
5 Электролиты, используемые при гальваническом цинковании
На гальваническом производстве, исходя из назначения изделия, применяют различные электролиты для цинкования. Их условно делят на 2 основные группы:
- Простые кислые (хлоридные, сульфатные, борфтористоводородные) – в них цинк представляет собой гидротированные ионы.
- Сложные комплексные (цинкатные, цианидные, пирофосфатные, аммиакатные и другие) – цинк присутствует в составе комплексных ионов, которые заряжены положительно или отрицательно. Эти электролиты для цинкования делятся на кислые и щелочные.

От состава и природы электролитов для цинкования зависят скорость осаждения и качество осадков цинка на катоде.
Самый востребованный метод металлизации – в слабокислых простых электролитах для цинкования. Они допускают использование тока большей плотности, чем комплексные, и, соответственно, отличаются более высокой скоростью процесса наращивания покрытий. Гальванике с этими электролитами для цинкования также характерны высокий уровень укрываемости и хороший внешний вид получаемых покрытий. Сталь при их использовании менее подвержена наводороживанию, приводящему к хрупкости деталей. Но эти электролиты пригодны только для заготовок простой конфигурации, проволоки, ленты. Качество покрытий не очень высокое.

Осаждение цинка из комплексных электролитов для цинкования протекает в условиях высокого рассеивания ионов, с снижением выхода металла и увеличением выделения водорода при возрастании плотности тока. Поэтому эти растворы используют с малой плотностью тока. Их применение позволяет получать мелкозернистые, равномерные, очень качественные покрытия на изделиях и простой, и сложной формы.
Способы гаражного и промышленного цинкования металла
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.

Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Свойства и преимущества оцинкованных покрытий
Существенным преимуществом оцинкованных покрытий является длительность срока их службы. Если говорить о различных технологиях оцинковывания как об этапе подготовки деталей к окрашиванию, то сразу можно отметить следующие достоинства процедуры:
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Горячее цинкование стали имеет широкую известность, но применяется несколько реже, чем другие способы распределения цинка по поверхности металлоконструкций. Несмотря на эффективность горячей технологии, она является крайне опасной для окружающей среды и живых организмов. Горячий способ подразумевает использование агрессивных химикатов для подготовительных процедур и горячего жидкого цинка для дальнейшего покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Метод холодного цинкования заслуженно считается самым применяемым. Причинами тому являются высокая результативность и простота применения. Способ не требует наличия профессионального оборудования, что позволяет осуществлять цинкование у себя дома.
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Во время гальванического цинкования на верхний слой металла оказывается воздействие электрического и химического характера одновременно. Результатом является не только максимально точная толщина барьерного слоя, но и идеально гладкая структура.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Суть термодиффузионной технологии (ТТ) в том, что объект цинкования и сухой цинксодержащий порошок кладутся в специальный контейнер, который герметизируется и подвергается воздействию очень высокой температуры (до 2 500 градусов по Цельсию). Атомы цинка, содержащиеся в сухой смеси, преобразуются в газ, что упрощает их диффузионное проникновение в верхний слой деталей из металла.

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка
Напыление подходит для металлических крупногабаритных пластин или металлоконструкций, в отношении которых очень тяжело применять другие технологии.
Процесс цинкования напылением: в условиях газовой среды цинк в виде сухого порошка распыляют по всей поверхности металлоконструкции. На фоне высоких температур молекулы цинка и металла при столкновении образуют чешуйки, поры и неровности, поэтому обрабатываемая деталь нуждается в дальнейшей покраске.

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | - | + | - | - | - | - | - | + | - | + |
| Бронза | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Дюраль | + | - | + | - | - | - | - | - | + | - | + |
| Латунь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Медь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Никель | - | + | - | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | - | Пайка | - | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | - | Пайка | - | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | - | + | - | - | + | + | + | + | + | + |
| Хром | - | + | - | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | - | + | - | - | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | - | - |
| Цианистый калий | - | - | 70 | 100 |
| Углекислый натрий | 10 | 10 | - | - |
| Углекислый калий | - | - | 10 | 25 |
| Гипосульфит натрия | - | - | 0,4 | 0,5 |
| Аммиак водный, мл/л | - | - | 1-2 | 2 |
| Едкий калий | - | - | - | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Виды цинкования металла

Одним из самых значимых недостатков металлоконструкций, изделий из железа, стали и их производных — является склонность к коррозии. Взаимодействуя с кислородом, незащищённая поверхность чёрных металлов окисляется, образуя рыхлый слой, называемый ржавчиной. Последняя является ничем иным, как оксидом, сквозь который (из-за пористой структуры) кислород снова и снова проникает к железу, разрушает его, ослабляя тем самым изделие или конструкцию. Чтобы минимизировать этот недостаток, применяется цинкование.
Определение и общие принципы цинкования
Цинкование — это технологический процесс обработки деталей или конструкций из металла, нацеленный на защиту от воздействия коррозии. Существует несколько способов оцинковки, которые рассмотрены ниже. Однако вне зависимости от применяемого метода, принцип защиты металла от ржавления остаётся одним и тем же.
Суть цинкования при любой технологии его реализации сводится к следующему. Тем или иным методом на подготовленную поверхность изделия или конструкции наносится слой цинка. В зависимости от применённой методики защитный слой либо только укрывает поверхность основного материала, либо дополнительно соединяется с ним за счёт диффузного взаимодействия. Цель и результат, в принципе, всегда одни и те же — на поверхности уязвимого к коррозии металла образуется слой цинка определённой толщины.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка. В отличие от оксида железа, она имеет высокую плотность и прочность, за счёт чего она: во-первых, не пропускает к металлу атмосферный кислород; во-вторых, не разрушается от малейшего механического воздействия.
Таким образом — оцинкованный металл оказывается в прочной воздухонепроницаемой оболочке, которая защищает его от разрушающей коррозии.
Более того, если в результате механического воздействия оксидная плёнка повреждается, оголённый цинк тут же взаимодействует с атмосферным кислородом, образуя новый защитный слой. Благодаря этому свойству оцинковку называют самовосстанавливающейся защитой металла от коррозии.
Даже если цинковое покрытие повредить до самого железа, его ржавление будет происходить не так интенсивно, как в случае с незащищённым металлом. Всё потому, что цинк с железом в повреждённом месте образует так называемую гальваническую пару, в которой именно цинк является более активным металлом. То есть, он вступает в реакцию коррозии первым, тогда как менее активное железо ржавеет и разрушается не так активно.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними. Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
Горячее цинкование
Горячее цинкование — это технологический процесс нанесения защитного цинкового слоя на металл путём непосредственного погружения в расплавленный цинк. Поскольку именно данный метод является наиболее распространённым и востребованным в современной промышленности, эта технология рассмотрена наиболее детально. Своей популярностью способ обязан внушительному списку преимуществ, которыми обладают оцинкованные изделия.
Полноценный процесс горячего цинкования включает в себя следующие технологичные этапы:
- Отгрузка требующих обработки изделий в зону навески. Поскольку рассматриваемый метод один из немногих, который позволяет оцинковывать сравнительно крупногабаритные детали, то отгрузка, как правило, осуществляется при помощи специальных мостовых кранов.
- Навеска металлоконструкций. Для последующей обработки доставленные на производство детали навешиваются на подвижные траверсы. Металлоконструкции распределяются и фиксируются таким образом, чтобы вся секция могла поместиться в технологические ёмкости на дальнейших этапах. Также важно навесить изделия так, чтобы они могли контактировать с жидкостями, в которые они будут погружаться, всей поверхностью, не мешая друг другу.
- Предварительная обработка металлоконструкций. Перед цинкованием горячим методом изделия из стали подвергаются обязательной многоэтапной подготовке. Она заключается в попеременном погружение траверсы с вывешенными деталями в ванны с технологическими жидкостями. В том числе, в этих ваннах проводится обезжиривание, очистка, травление (за счёт чего обеспечивается проникновение цинка в кристаллическую решётку металла), удаление следов кислоты, покрытие защитным флюсом. Также на данном этапе выполняется предварительный подогрев металла перед погружением в расплавленный цинк, что позволяет избежать деформации изделий из-за резкого перепада температур.
- Сушка и предварительный разогрев. Осуществляется в специальной многоступенчатой печи, в которую подаётся разогретый и очищенный воздух. В результате перед оцинковкой с металлоконструкций испаряются следы предварительной подготовки в ваннах с жидкостями, а также происходит их дополнительный прогрев.
- Цинкование. Основной технологический этап процесса горячего цинкования металла. Выполняется путём транспортировки траверсы с подготовленными металлическими изделиями в закрытую со всех сторон печь, в которой расположена ванна с расплавленным цинком. Его температура поддерживается на постоянном уровне в районе +450°C при помощи высокоскоростных газовых горелок. Герметичность печи нужна по двум причинам.
Во-первых, это необходимо для обеспечения безопасности людей, которые работают на производстве. Во-вторых, в процессе цинкования выделяются разогретые до высокой температуры газы, которые нуждаются в очистке перед выбросом в атмосферу. Кроме того, тепловая энергия этих газов используется вторично для подогрева технологических жидкостей на этапе предварительной подготовки металлических изделий.
- Снятие, сортировка и отгрузка оцинкованных металлоконструкций. По завершению процесса цинкования в ванне с расплавленным цинком траверса с вывешенными изделиями автоматически направляется в зону для их снятия и сортировки, после чего выполняется погрузка металлоконструкций на транспорт для отправки заказчику.
Несмотря на кажущуюся сложность описанного процесса, метод горячего цинкования является одним из самых простых и экономически выгодных. Кроме того, благодаря внедрению тех или иных технологических этапов возможно получать в итоге антикоррозионную защиту с многочисленными преимуществами по сравнению с другими методами цинкования.
Преимущества горячего цинкования (с учётом мощностей нашего предприятия):
- сравнительно невысокая стоимость реализации технологического процесса;
- высокая производительность автоматизированных линий (до 30 000 тонн в год);
- возможность цинкования тяжёлых и крупногабаритных металлоконструкций (до 6 тонн и 13×2×3,1 м);
- толщина защитного покрытия 40-200 мкм. Для крупногабаритных изделий толщина может составлять более 200 мкм;
- высокая прочность удержания защитного покрытия на металле за счёт проникновения цинка в кристаллическую решётку железа;
- высокая стойкость к механическим повреждениям;
- отличная способность защитного покрытия к самовосстановлению;
- высокая коррозионная устойчивость.
Недостатки:
- невозможно наносить слой цинкового покрытия тоньше 45 мкм;
- неравномерность защитного покрытия;
- непрезентабельный внешний вид обработанных деталей — тёмно-серый, матовый.
Исходя из перечисленных преимуществ и недостатков можно сделать следующие выводы.
Горячее цинкование является идеальной технологией для антикоррозионной обработки крупных и средних по размеру металлоконструкций, которые нуждаются в максимальной защите от коррозии, но не имеют высокоточных поверхностей, отверстий, резьбы, фасок и других прецизионных технологических решений. После ознакомления с этапами технологии также должно быть понятно, что горячим цинкованием невозможно обработать неподвижные стационарные металлоконструкции. То есть, те, которые нельзя доставить на производство.
Холодное цинкование
Холодное цинкование — это самый простой, дешёвый и универсальный способ защитной обработки металлоконструкций. Заключается в том, что предварительно подготовленный металл окрашивается по аналогии с применением обычных полимерных красок. Единственная разница — в наносимом составе содержится определённая концентрация цинкового порошка, который после застывания основы образует защитный слой, действующий описанным выше образом. То есть, на поверхности конструкции образуется оксид цинка, который препятствует контактированию атмосферного кислорода с металлом.
Преимущества холодного цинкования:
- дешевизна;
- простота технологического процесса;
- возможность обработки металлических изделий и конструкций любой формы и размеров;
- обрабатываемые детали не нужно демонтировать и транспортировать на предприятие для цинкования;
- при необходимости может быть нанесён слой цинкосодержащего состава любой толщины;
- внешний вид металлоконструкции можно задать финишной обычной краской, тогда как подложкой для неё будет служить цинкосодержащий грунт.
- неконтролируемая равномерность толщины защитного покрытия;
- невысокая прочность удержания защитного покрытия на металле;
- слабая стойкость к повреждениям.
Исходя из перечисленных преимуществ и недостатков можно сделать несколько выводов о холодном цинковании. Во-первых, эта технология хороша тем, что её можно реализовать буквально в полевых условиях. Во-вторых, форма, вес и габариты обрабатываемых металлоконструкций не могут стать помехой для цинкования. С другой стороны, способ абсолютно не подходит для тех случаев, когда требуется долговечное и высокопрочное защитное антикоррозионное покрытие. Также он не годится для обработки мелких прецизионных деталей.
Гальваническое цинкование
Гальваническое цинкование (также называется электролитическим) — это электрохимический метод антикоррозионной обработки металлических деталей. По факту является самым распространённым, хотя и не наилучшим. Распространённость гальванического цинкования связана с тем, что обработанные детали имеют презентабельный внешний вид. Они получаются блестящими, яркими, и могут иметь оттенки от белого, до серебристого с голубым.
Технология заключается в следующем. Обрабатываемую деталь (необязательно металлическую, то есть, токопроводящую) погружают в электролит, в котором содержится цинк. Такая жидкость обладает способностью проводить электрический ток. Когда он протекает через электролит, цинк, являющийся анодом в данном случае, разрушается, и его ионы оседают на поверхности обрабатываемой детали.
Преимущества гальванического цинкования:
- презентабельный внешний вид защитного покрытия;
- тонкий слой цинка (10-20 мкм), что позволяет обрабатывать прецизионные детали;
- равномерность оцинковки;
- сравнительно низкая себестоимость процесса;
- возможность обработки неметаллических предметов, которые не могут выдержать, например, процесса горячего цинкования;
- способность к самовосстановлению;
- достойная прочность удержания цинка на поверхности.
- слишком малая толщина слоя цинка для интенсивной эксплуатации изделий в агрессивной среде (имеется в виду вне сухих помещений);
- абсолютная неустойчивость к механическим нагрузкам;
- низкая общая коррозионная устойчивость.
В силу перечисленных плюсов и минусов гальванический метод цинкования востребован только в тех сферах, где больше требуется презентабельный внешний вид, либо временная защита от коррозии (например, на период складского хранения или транспортировки). Поэтому он считается больше декоративным, нежели защитным.
Термодиффузионное цинкование
Термодиффузионное цинкование — это метод низкотемпературной антикоррозионной обработки, который заключается в обработке деталей в среде с порошковым цинком при температурах от 260°C до 450°C (чем выше температура, тем равномернее получается покрытие). В результате пребывания детали в такой среде атомы цинка на атомном уровне проникают в верхние слои обрабатываемого материала, образуя равномерный защитный слой толщиной 20-100 мкм. При этом, есть возможность регулировать толщину наносимого покрытия путём увеличения или уменьшения времени процесса цинкования.
Преимущества термодиффузионного цинкования:
- регулируемая толщина защитного покрытия;
- высокая прочность удержания цинкового покрытия за счёт диффузии металлов;
- равномерное распределение цинка по всей обрабатываемой поверхности (включая труднодоступные места);
- высокая стойкость к повреждениям;
- способность к самовосстановлению;
- высокая общая коррозионная устойчивость (сравнимая с горячим цинкованием).
- сложность технологического процесса;
- высокая себестоимость (примерно в два раза дороже, чем горячее цинкование);
- непрезентабельный внешний вид оцинкованных деталей.
В промышленности термодиффузионное цинкование востребовано в сферах, где от обработанных деталей требуется высочайшая стойкость к абразивному износу и пластичность поверхности. Обычно используется для антикоррозионной защиты металлических изделий в нефтегазовой, энергетической, сельскохозяйственной и реже в строительной сферах. Несмотря на преимущества особой популярностью технология не пользуется из-за высокой трудозатратности и, как следствие, дороговизны.
Газотермическое цинкование
Газотермическое цинкование — это метод металлизации металлических изделий путём высокоскоростного напыления на их поверхность цинкового порошка. Выполняется следующим образом. На обрабатываемую деталь направляется открытый огонь (применяются газовые горелки), и в зону наивысшего нагрева подаётся цинковый порошок, либо цинковая проволока. В результате мелкодисперсные капельки цинка с высокой скоростью налетают на обрабатываемую поверхность, где застывают, образуя защитный слой толщиной 30-50 мкм. Если необходимо получить более толстое покрытие, цинкование проводится в несколько этапов.
Преимущества газотермического цинкования:
- возможность осуществления цинкования вне производственных условий и без демонтажа металлоконструкций;
- сравнительная равномерность покрытия;
- регулируемая толщина цинка.
- нельзя обрабатывать мелкие детали;
- пористость покрытия;
- невозможно качественно оцинковать труднодоступные места;
- не подходит для цинкования прецизионных деталей;
- высокая трудоёмкость процесса;
- низкая производительность.
Несмотря на множественные недостатки газотермического метода цинкования, технология, всё же, применяется в определённых сферах деятельности. К примеру, она востребована там, где нужно выполнить антикоррозионную обработку без демонтажа конструкций, восстановить часть утерянного в процессе коррозии материала и так далее.
Заключение
На нашем производстве мы используем технологию горячего цинкования. Для реализации основного этапа применяется ванна горячего цинкования марки Pilling, позволяющая обрабатывать металлоконструкции весом до 6 тонн и размерами в пределах 13×2×3,1 м. Толщина цинкования — в диапазоне 80-200 мкм. Производительность линии — до 30 000 тонн в год.
Читайте также: