Какая твердость у быстрорежущих сталей
Обновлено: 14.05.2024
Собственно давно собирался накатать статью, в чем разница между быстрорежущими сталями:
Ну вот, что получилось.
Семейство быстрорежущих сталей насчитывает достаточное кол-во марок годных в нашем маньяческом увлечении. Некоторые из них можно купить на ближайшем строительном рынке в виде дисковых фрез для металла, механических полотен, отрезных токарных резцов, для обладателей кузницы также полезные вещи как развёртки, зенкеры и крупные свёрла. В продаже можно найти круг, калиброванный и горячекатаный диаметром от 5 мм до 270 мм диаметром и квадрат горячекатаный от 8 до 200 мм. Также можно приобрести холоднокатаный калиброванный круг (так называемая серебрянка) от 6 до 42 мм диаметром.
Мех полотна можно прикупить различной ширины, и толщины. Длинной мех полотна где-то 400 мм, шириной от 25 до 60 мм (широкие полотна редкость, обычно встречаются шириной 40 мм), толщиной встречаются от 1,8 до 2,3 мм. Полотна встречаются обычно из, таких сталей как Р6М5, Р18, Р9, 11Р3АМ3Ф2, реже других марок сталей. Также полотно может, клеймено буквами HSS. Это означат High speed steel, быстрорежущая сталь, без указания конкретной марки.
Полотна прекрасный материал для клинков, хотя и трудоёмки в обработке. Металл обычно закалён до 62:64 HRC и более, поэтому в дальнейшей термообработке не нуждаются. Чтобы отпустить быстрорежущую сталь, надо провести 4 цикла по 3 часа при температуре 850 градусов. Так что, боятся отпустить сталь при обработке, на том же наждаке не надо. Можно сжечь металл, что впрочем, можно сделать только с фанатизмом, от незнания и от лености охлаждать заготовку. Полотна хорошо обрабатываются болгаркой, отрезным диском также не страшно загубить металл, радикально испортить сложно и надо постараться.
Утверждения о повышенной хрупкости полотен несколько преувеличены. Естественно мачете из полотен делать не надо, сломается все-таки, но ножики выходят в умелых ручонках прекрасные. Ковырять люки от канализации тоже не следует, не для того ножи предназначены:.
Лично проводил эксперимент по исследованию хрупкости полотен, Со всей дури бросал плашмя полотна на бетонную плиту, ходьбы одно сломалось:
Из быстрорезов получаются отличные ножи и стамески для резьбы по дереву. Прекрасно держащие заточку и долго затупляемые. Также преимуществом ножей из быстрореза является возможность наточить РК до общего угла 10.. 15 градусов при минимальной толщине схождения спусков. (см выше ссылку на ножи для резьбы по дереву.) без потери прочности.
Быстрорежущие стали, для сварных конструкций, не применяются. Лопаются рядом со сварочным швом.
Плотность сталей от 7900 (Сталь 11Р3АМ3Ф2) до 8800 кг/м^3 (Сталь Р18)
Температура ковки от 850 до 1220 градусов по С.
Термообработку сталей сознательно не привожу, смотрите в соответствующем справочнике термиста.
Список сталей, и для каких целей они применяются, ниже:
Сталь Р10Ф5К5 ГОСТ 19265-73
Применяют для изготовления чистовых и получистовых инструментов (резцов, фрез, зенкеров, разверток и т.п.) при обработке различных труднообрабатываемых материалов ( нержавеющих и высокопрочных сталей с повышенной твердостью, жаропрочных сплавов и т.п.). Имеет более низкие шлифуемость и режущие свойства по сравнению со сталью Р12Ф4К5.
Сталь Р12 ГОСТ 19265-73
Применяют для изготовления различных режущих инструментов ( фрез, протяжек, долбяков, шеверов, метчиков, разверток и т.п.) при обработке конструкционных сталей взамен марки Р18
Сталь Р12М3К5Ф2-МП ГОСТ 28393-89
Фасонные резцы, сверла, развертки, зенкеры, метчики, протяжки, фрезы (червячные, дисковые, концевые, специальные), долбяки, шеверы для обработки высокопрочных сталей, жаропрочных сталей и сплавов. (ДИ 103-МП)
Сталь Р12МФ5-МП ГОСТ 28393-89
Фасонные резцы для обработки среднелегированных сталей. Метчики, протяжки, фрезы для чистовой обработки среднелегированных, легированных, коррозионностойких и высокопрочных сталей. (ДИ 70-МП)
Сталь Р12Ф3 ГОСТ 19265-73
Для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами. Особые свойства - пониженная склонность к перегреву при закалке.
Сталь Р14Ф4 ГОСТ 19265-73
Применяют для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций (резцов, зенкеров, разверток и т.п.) чистовых инструментов простой формы при обработке легированных сталей и сплавов. Сталь обладает пониженной шлифуемостью по сравнению с марками Р6М5Ф3 и Р12Ф3.
Сталь Р18К5Ф2 ГОСТ 19265-73
Для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей и сплавов. Особые свойства - пониженная склонность к перегреву при закалке.
Сталь Р18Ф2 ГОСТ 19265-73
Применяют для изготовления чистовых и получистовых режущих инструментов (резцов, фрез, разверток, сверл и т.п.) при обработке среднелегированных конструкционных сталей, а также некоторых марок нержавеющих сталей и жаропрочных сплавов.
Сталь Р18Ф2К5 ГОСТ19265-73
Для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей. Особые свойства - повышенная склонность к обезуглероживанию и перегреву при закалке.
Сталь Р6М3 ГОСТ 19265-73
Применяют для изготовления чистовых и получистовых инструментов небольших размеров (в основном сверл и зенкеров, а также дисковых фрез и других инструментов, заготовкой которых служит лист и полоса) при обработке конструкционных материалов с прочностью до 90кгс/мм^2 (имеет пониженную шлифуемость).
Сталь Р6М5К5 ГОСТ 19265-73
Для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки. Рекомендуется взамен стали Р18К5Ф, как более экономичная и взамен стали Р9К5, как имеющая более высокие (на 25-30%) режущие свойства.
Сталь Р6М5К5-МП ГОСТ 28393-89
Фасонные резцы, сверла, развертки, зенкеры, фрезы, долбяки, шеверы, для обработки
среднелегированных, коррозионностойких сталей, жаропрочных сталей и сплавов. (ДИ 101-МП)
Сталь Р6М5Ф3 ГОСТ 19265-73
Для чистовых и получистовых инструментов (фасонные резцы, развертки, протяжки, фрезы и др.) при обработке низколегированных и легированных конструкционных сталей. Особые свойства -
повышенная склонность к обезуглероживанию.
Сталь Р6М5Ф3-МП ГОСТ 28393-89
Фасонные резцы, сверла, развертки, зенкеры, метчики, протяжки, фрезы, долбяки. Шеверы для обработки низко- и среднелегированных сталей. Инструменты для холодного и полугорячего выдавливания легированных сталей и сплавов. (ДИ 99-МП)
Сталь Р9 ГОСТ 19265-73
Для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
Сталь Р9К10 ГОСТ 19265-73
Применяют для изготовления черновых и получистовых инструментов (резцов, червячных фрез, зенкеров и т.п.), при обработке на повышенных режимах резания углеродистых и легированных конструкционных сталей, а также для обработки нержавеющих , высокопрочных сталей и некоторых жаропрочных сплавов. Имеет более низкие вязкость и режущие свойства по сравнению со сталью Р9М4К8.
Сталь Р9К6 ГОСТ 19265-73
Применяют для изготовления черновых и получистовых режущих инструментов (фрез, долбяков, метчиков и т.п.), предназначенных для обработки углеродистых и легированных конструкционных сталей на повышенных режимах резания, а также для обработки различных труднообрабатываемых материалов. Имеет более низкую стойкость (до 20-30%) по сравнению со сталями Р6М5К5 и 10Р6М5К5.
Сталь Р9М4К8 ГОСТ 19265-73
Для обработки высокопрочных нержавеющих жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки - зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики. Целесообразно использовать для изготовления высокопроизводительных зуборезных инструментов в тех случаях, когда применение сталей Р6М5К5 и Р9К10 недостаточно эффективно. ( ЭП688)
Сталь Р9Ф5 ГОСТ 19265-73
Применяют для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций (резцов, зенкеров, разверток и т.п.) при обработке материалов с повышенными абразивными свойствами (стеклопластики, пластмасса, эбонит и др.); чистовых инструментов простой формы при обработке легированных сталей и сплавов. Эта сталь обладает пониженной шлифуемостью и пониженными технологическими свойствами при изготовлении инструментов по сравнению со сталями Р6М5Ф3 и Р12Ф3
ФЛОКЕНОЧУВСТВИТЕЛЬНОСТЬ склонность стали и некоторых сплавов к поражению флокенами Флокен Дефект легированной стали, обнаруживаемый в продольном изломе изделия в виде серебристо-белого пятна или трещины.
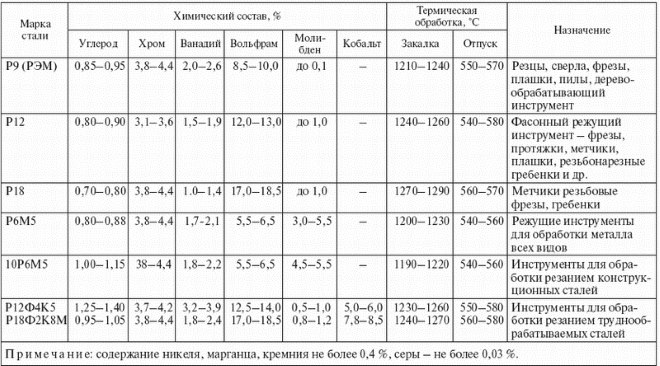
Химический состав вышеперечисленных сталей приведён в таблице:
В качестве дополнения хочу сказать, что особой разницы в пользовании ножей из быстрореза для конечного пользователя нет, так как характеристики отличаются незначительно и их заметит только уж больно придирчивый пользователь. Так что делайте ножи из чего хотите или из чего найдёте.
ЗЫ: Также встречаются в продаже мехполотна из Буржуинии, с ними надо быть настороже. Коварные капиталисты экономят металл, и делают такие полотна биметаллическими, то есть наваривают твёрдый металл (зубья пилы) к более мягкой основе (тело пилы). Твердый слой достаточно тонкий, и стачивается быстро, такие полотна непригодны для изготовления клинков.
Также могут встречаться полотна с зонной закалкой. Принцип тот же, что и у биметаллических полотен, калёные зубья и мягкое тело пилы.
Всё чаще на строительных рынках появляются ножи для электрофуганков. Ножи большие, длиной от 200 до 810 мм. Говорят, есть длиннее, но я не встречал. Достаточно толстые, 3:3,3 мм. Шириной бывают разные, от 25 мм до 45. По свойствам, мало, чем отличаются от мехполотен, в частности несколько меньшей твердостью, 60:62 HRC.
Фото некоторых клейм, которые можно встретить на режущем инструменте из быстрореза:
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
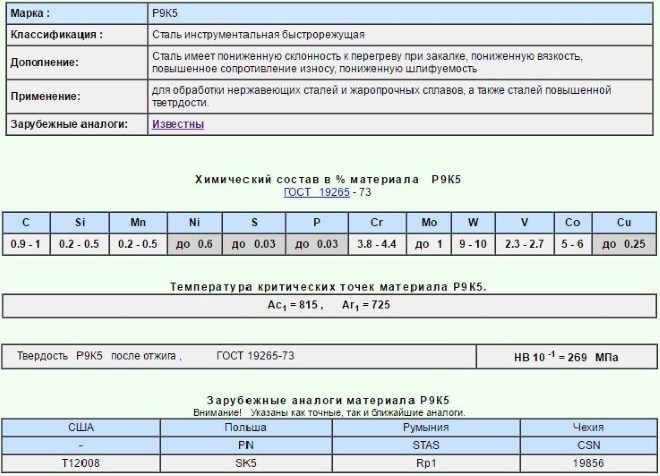
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Характеристики и марки инструментальных сталей
Износостойкие инструменты и детали, к прочности которых предъявляются повышенные требования, предполагают использование инструментальных сталей, имеющих ряд важных отличий от конструкционных сталей.

Круглые заготовки инструментальной стали
Сферы применения инструментальных сталей
Инструментальная сталь представляет собой сплав, содержание углерода в котором составляет не менее 0,7%. Ее структура при этом может быть доэвтектоидной, ледебуритной или заэвтектоидной. Инструментальные стали с различной структурой отличаются наличием вторичных карбидов. В сплавах с доэвтектоидной структурой вторичных карбидов нет. Между тем, в каждой из таких структур карбиды в обязательном порядке присутствуют: они образуются при эвтектоидных модификациях либо являются результатом распада мартенсита.
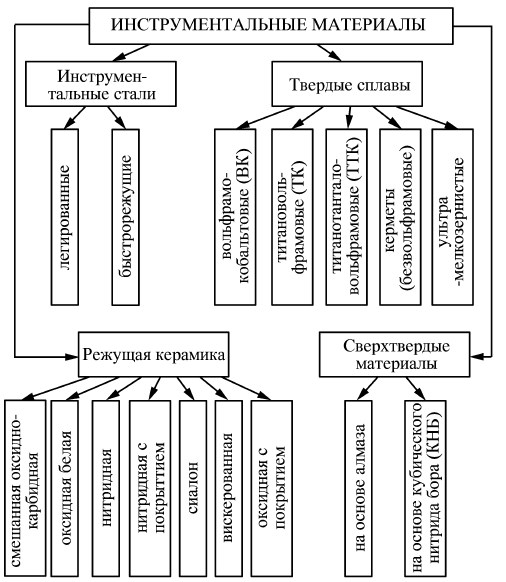
Схема-классификация инструментальных материалов
В современной промышленности инструментальные стали нашли широкое применение. Их используют для производства:
- рабочих деталей штампов, работающих по принципу холодного и горячего деформирования;
- высокоточных изделий;
- режущего инструмента;
- измерительных приборов;
- литейных прессформ, которые работают под давлением.
В зависимости от области применения инструментальных сталей к ним предъявляются определенные требования. Однако существуют общие для всех марок критерии соответствия:
- достаточный уровень вязкости (особенно актуальна эта характеристика для деталей, подвергающихся в ходе эксплуатации ударам);
- высокая прочность;
- износостойкость;
- высокий уровень твердости.
Марки сплавов, предназначенных для применения в условиях холодной деформации, должны ко всему прочему обладать гладкой рабочей частью, способностью сохранять размеры и форму, а также отличаться пределом текучести и упругости. А инструментальная сталь, пригодная для работы в условиях горячей деформации, должна обладать высокой теплопроводностью, противостоять отпуску и быть устойчивой к температурным колебаниям. Особым требованиям должны соответствовать и марки сталей, используемых для производства режущего инструмента.
Требования к инструментальным сталям
Ко всем углеродистым инструментальным сталям предъявляются такие требования, как:
- хорошая обрабатываемость методом резки металла;
- низкая чувствительность к перегреву;
- низкая восприимчивость к процессам прилипания и приваривания к обрабатываемым деталям;
- хорошая шлифуемость;
- восприимчивость к прокаливанию;
- пластичность в горячем состоянии;
- способность противостоять обезуглероживанию;
- устойчивость к образованию трещин.
Виды инструментальных сталей
Все марки сталей для производства инструментов подразделяют на 5 основных групп.
Теплостойкие и вязкие
Как правило, это за- и доэвтектоидные стали, которые содержат в своем составе молибден, вольфрам и хром. Содержание углерода в таких легированных инструментальных сталях соответствует средним и низким значениям.
Высокотвердые и вязкие, нетеплостойкие
Такие сплавы отличает низкое содержание легированных элементов и среднее — углерода. Они также характеризуются невысокой прокаливаемостью.
Высокотвердые, теплостойкие и износостойкие
К таким маркам относятся быстрорежущие легированные стали (содержание легирующих элементов в них очень велико), а также сплавы с ледебуритной структурой, содержащие в своем составе более 3% углерода.
Износостойкие, высокотвердые и средней теплостойкости
Это стали с заэвтектоидной и ледебуритной структурой, в состав которых входит 2-3% углерода и от 5 до 12% хрома.
Высокотвердые и нетеплостойкие
Состав таких инструментальных сталей с заэвтектоидной структурой либо вообще не содержит легированных элементов, либо содержит их в незначительных количествах. Уровень твердости таких сплавов обеспечивается большим количеством углерода в их составе.
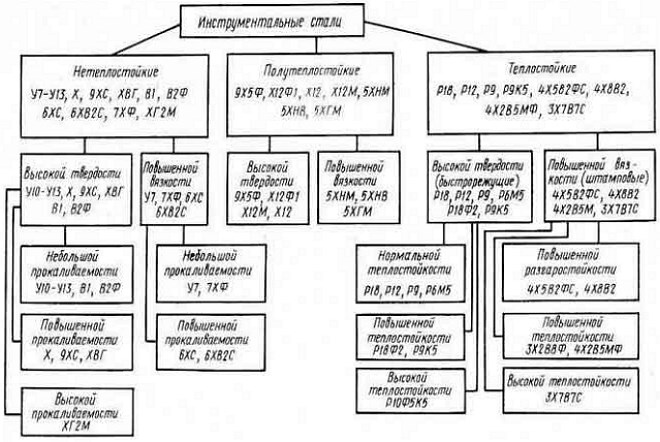
Классификация инструментальной стали в виде схемы
Важным параметром инструментальных сталей является уровень их твердости. Как правило, высокотвердые стали нежелательно применять для производства инструмента, который в процессе эксплуатации подвергается ударным нагрузкам. Объясняется это тем, что такие сплавы обладают невысокой вязкостью и значительной хрупкостью, что может привести к поломке инструмента, который из них изготовлен.
По уровню твердости можно выделить две категории инструментальных сталей:
- с высоким уровнем вязкости (содержание углерода в пределах 0,4-0,7%);
- с высокой износостойкостью и твердостью (углерода в них содержится больше: 0,7-1,5%).
Деталь гидромолота из высокотвердой стали
Классифицируют марки сталей и по степени их прокаливаемости. По данному критерию различают легированные стали с повышенной (возможный диаметр прокаливания 80-100 мм), высокой (50-80 мм) и низкой (10-25 мм) прокаливаемостью.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
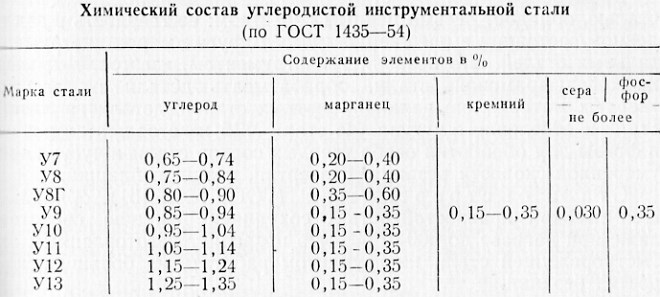
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементов
Большую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
Содержание остальных элементов в составе быстрорежущих легированных сталей (молибдена, ванадия и кобальта) определяется по цифрам, следующим за соответствующими буквами в их маркировке — «М», «Ф» и «К». В состав быстрорежущих сплавов в обязательном порядке входит и хром, но его количество определяют по умолчанию — не более 4%.
Очень часто маркировка инструментальных сталей начинается с цифры (к примеру, 9ХС, 9Х, 6ХГВ), которая указывает на содержание (в десятых долях) в их составе углерода, если оно не превышает 1%. В том случае, если углерода в составе сплава содержится около 1%, то цифра в начале их маркировки не ставится вообще. На содержание остальных элементов (в целых долях) указывают цифры, которые стоят в маркировке за буквами, обозначающими соответствующий легирующий элемент.
Закалка и отпуск углеродистых инструментальных сталей
В ГОСТе 1435 оговаривается как состав углеродистых сталей, так и их основные характеристики. Содержание углерода в таких сплавах (что можно определить по их марке) составляет от 0,65 до 1,35%. Для того чтобы получить оптимальную структуру и требуемую твердость, перед началом производства инструмента эти сплавы подвергают отжигу. При этом для инструментальных сталей с заэфтектоидной структурой выполняется отжиг сферодизирующего типа. Проводимая по такой технологии термообработка приводит к появлению цементита зернистой формы. А получить зерна требуемого размера позволяет скорость охлаждения, которую можно легко регулировать.

Производственный процесс закалки стали
После того, как инструмент будет изготовлен, инструментальная сталь подвергается закалке и последующему отпуску. Это дает возможность получить материал требуемой твердости. Регулировать твердость готового инструмента также достаточно легко, это достигается путем выбора определенной температуры для проведения операции отпуска.
Так, для инструментов, подвергающихся в процессе эксплуатации систематическим ударным нагрузкам, оптимальной является твердость от 56 до 58 HRC, которую получают, проводя отпуск при температуре 290 градусов Цельсия. Самые строгие требования предъявляют к твердости плашек, граверных приспособлений, напильников (62-64 единицы по шкале HRC). Достигается она при помощи выполнения отпуска при температуре от 150 до 200 градусов Цельсия.
Закалка увеличивает твердость углеродистых сталей по той причине, что именно с ее помощью удается получить оптимальную структуру сплава железа и углерода. Варианты такой структуры:
- карбиды с мартенситом;
- только мартенсит.
Инструментальная штамповая сталь
Изделия из металла, получаемые методом деформирования, могут обрабатываться в нагретом и холодном состоянии. Соответственно, и штампы, с помощью которых обрабатываются такие детали, бывают холодно- и горячедеформированными. Естественно, что для производства штампов разных типов требуется использование различных марок инструментальной стали.
Так, для штампов холоднодеформированного типа и небольшой толщины (до 25 мм) применяют углеродистые стали У10, У11 и У12. Твердость сплавов данных марок находится в пределах от 57 до 59 единиц по HRC, они отличаются достаточной вязкостью, хорошим уровнем сопротивления деформациям пластического характера, способностью противостоять износу в процессе эксплуатации. Для более габаритного инструмента (толщина больше 25 мм), испытывающего в процессе эксплуатации более значительные нагрузки, применяют стали с повышенным содержанием хрома (Х9, Х, Х6ВФ).

Инструментальная штамповая сталь на складе
Изделия, регулярно испытывающие в процессе своей эксплуатации ударные нагрузки, должны отличаться высокой вязкостью (например, 4ХС4 и 5ХНМ). Чтобы обеспечить выполнение этого требования, в производстве используют легированные стали, состав которых обогащен специальными элементами, а уровень содержания углерода значительно снижен. Кроме того, необходима специальная термообработка таких инструментальных сталей.
Горячедеформированные штампы в процессе своей эксплуатации подвергаются не только значительным механическим, но и термическим нагрузкам. Естественно, что к инструментальным сталям для производства этих штампов (например, 5ХНМ и 4ХСМФ) предъявляются особые требования, такие как:
Быстрорез — сталь рапид
В последнее время часто можно слышать выражение «быстрорежущая сталь». Что же это такое? По сути, это специальные сплавы, предназначенные для изготовления металлорежущего инструмента, который работает на высоких оборотах. Характеристика такого металла должна предусматривать высокую прочность, износостойкость и устойчивость к перепадам температуры.

Быстрорежущие сплавы появились относительно недавно. До их появления для обточки изделий из дерева или цветных металлов применялись обычные стальные резцы, при использовании которых возникали некоторые трудности. Они имели очень маленький срок службы ввиду быстрого износа и сильно нагревались, из-за чего работы на больших скоростях делалась невозможной.
Проблема была решена в 1858 году после получения сплава, в котором как основные легирующие добавки были использованы вольфрам и марганец. В течение последующих десятилетий методом многочисленных экспериментов было получено несколько видов сверхпрочных металлов, которые позволили значительно увеличить скорость и продуктивность металлорежущих станков.
К категории быстрорежущих сталей относят большую группу сплавов, в составе которых имеются легирующие элементы, позволяющие добиваться стойкости к износу и сильному нагреванию. От обычных углеродистых сплавов их отличает высокий показатель прочности, который позволяет использовать инструменты из них для обработки твёрдых материалов.

Быстрорезы имеют ряд примечательных характеристик, по которым их можно отличить от других марок сталей, к ним относят следующие:
- Сохранение твёрдости при высоких температурах, так называемая горяча твёрдость. Любые предметы при трении нагреваются. Температура режущего инструмента, работающего на огромных оборотах, увеличивается очень быстро до высоких показателей. Обычные стали при таком нагреве подвергаются отпуску, из-за чего теряют свои рабочие свойства. Быстрорежущая сталь не подвергается подобным процессам, так как её состав позволяет ей выдерживать температуру до 6000 градусов Цельсия без потери прочности.
- Высокая красностойкость – параметр сплава, характеризующийся временным промежутком, в течение которого он способен работать при высокой температуре без потери первоначальных свойств.
- Сопротивление разрушительным процессам. Помимо стойкости к сильному нагреву быстрорезы должны иметь повышенные механические показатели, в сравнении с обычными металлами. Инструменты из таких сплавов даже под высоким давлением не крошатся и не переламываются, за счёт чего активно применяются для изготовления свёрл и резцов.
Впервые быстрорежущая сталь была изобретена специалистами из Британии. Так как инструменты из этого материала предусматривали работы на больших скоростях, такие сплавы получили название «rapidsteel» (что в переводе на русский означает быстрая сталь). Такое название, придуманное в Англии, послужило причиной для современного маркирования всех быстрорежущих марок буквой «Р».
Согласно международному регламенту первая цифра, следующая за Р, обозначает содержание вольфрама в процентах, которые является основополагающим элементом, определяющим ключевые характеристики всего сплава.
Помимо вольфрама для быстрорезов характерно наличие таких компонентов, как кобальт, ванадий и молибден, которые в маркировке отображаются соответственными буквами: К, Ф и М. За каждой такой буквой следует цифра, указывающая на процент от общего химического состава. Как видно, человек, который самую малость разбирается в сталях, даже не смотря на описание, может рассказать всю основную информацию о сплаве.
Инструменты, которые изготавливаются из быстрорежущей стали, производятся по двум основным технологиям:
- Классический способ, предполагающий отливку раскалённого металла в специальные формы и дальнейшую его обработку и закалку.
- Метод порошковой металлургии: расплавленная сталь распыляется под воздействием азотной струи и затем сплавляется вновь.
Порошковая металлургия более сложная в сравнении с традиционной. Процесс производства предполагает производство стального порошка, который задувается в специальную форму и уже в ней сплавляется. Это позволяет предотвратить возникновение карбидных ликваций и сделать структуру стали более однородной и стабильной, что положительно сказывается на всех рабочих свойствах.

Порошковый метод обладает рядом достоинств, которые позволяют ему вытеснить более дорогие виды обработки, такие как литьё, штамповку и ковку:
- экономичность – исходным материалом для производства порошка могут служить даже отходы, например, окалина, к тому же такой способ требует меньше финансовых затрат в сравнении с классическим;
- достижение более точных форм изделий – детали, созданные данным методом, не требуют дальнейших обработок резанием;
- высокий показатель износостойкости.
За производственным процессом обязательно следует процесс закалки. Закалка инструментов из быстрорезов проходит при температурах, которые способствуют наиболее благоприятному разложению в них легирующих компонентов, но в тоже время и к росту зёрен в молекулярной решётке. После закаливания для структуры быстрорежущих сплавов характерно содержание до 30% аустенита, а это отрицательно сказывается на всех на рабочих параметрах. Чтобы уменьшить негативное влияние аустенита до минимальных значений, применяется две различных технологии:
- проводится несколько циклов нагрева, выдержки при однородной температуре и последующее охлаждение, так называемый многократный отпуск;
- до выполнения отпуска, деталь подвергают охлаждению до очень низких температур.
Улучшение характеристик изделий
К инструментам, изготовленным из быстрорезов, предъявляются высокие требования и, чтобы они обладали ими в полной мере, их поверхность подвергается обработке. Для этого применяются различные способы, в числе которых:
- Поверхностный слой детали подвергается азотированию. Проводиться подобная обработка может в газообразной среде, состоящей либо на 80% из азота и на 20% из аммиака, либо из 100% аммиака. Процесс проходит 10-40 минут при температуре 550 – 6600 градусов. Такая операция позволяет сделать верхний слой менее хрупким.
- Поверхность насыщают углеродом и азотом – так называемое цианирование, которое происходит за счет погружения детали в расплав цианида натрия. В зависимости от конечного назначения детали цианирование проходит под разной температурой. Чем дольше время и выше температура, тем толще получается слой.
- Сульфидирование – выполняется в жидком расплаве сульфида с добавлением серы. Данный процесс проводится от 45 минут до 3-ёх часов при температуре от 450 до 5600 градусов Цельсия
Все вышеперечисленные процедуры выполняются уже с готовым инструментом: режущая часть заточена, поверхность отшлифована и закалена.

Расшифровка: что обозначают символы маркировки
Выше уже рассказывалось, какие данные можно извлечь из названия любой марки быстрорезов. Для большей наглядность рассмотрим расшифровку одной широко используемой быстрорежущей стали Р9Ф5:
- Р – понятно, обозначение быстрорежущих сплавов, от английского «рапид» — скорость;
- 9 – процентное содержание в сплаве вольфрама;
- Ф – обозначает наличие в составе стали ванадия;
- 5 – процентное содержание ванадия.
Если анализировать аббревиатуру Р9Ф5 дальше, то её расшифровка может содержать и другие буквы. Например, если металл получен методом электрошлакового переплава, появляется ещё одна буква – «Ш».
Внедрение современных технологий, а именно с применением азотирования, можно встретить следующую маркировку Р9АФ5.
Импортные аналоги быстрорезов имеют следующую маркировку – HSS, которая расшифровывается как High Speed Steel, в переводе на русский — это высокоскоростная сталь:
ГОСТ и ТУ
Требования к производству, технические характеристики, процесс термообработки и элементный состав быстрорежущих сталей регулируют специальные госты. Регулирующих документов большое количество, так как для каждого вида изделий предусмотрен свой стандарт:
- ТУ 14-11-245-88 — холоднодеформированные фасонные профили высокой точности;
- ГОСТ 1133-7 — кованые круги или квадраты, сортамент;
- ГОСТ 2590- 88 — горячекатаные круги;
- ГОСТ 7417-75 — калиброванный пруток;
- ГОСТ 14955-77 — круги со специальной отделкой поверхности .
Эти стандарты применяются практически на всех российских производствах.
Трудности закалки быстрорежущей стали
Термическая обработка быстрорезов имеет ряд сложностей, связанных со спецификой применения и предъявляемыми требованиями. Например, термообработка Р6М5 затруднена свойством этого сплава к обезуглероживанию (его закалка требует на четверть времени больше, чем схожих сплавов Р18 и Р12). Температура закалки данного металла – 1230 градусов. Сначала производится отпуск при 200 и 300 градусах с часовой выдержкой. Дальше обработка осуществляется в 3 этапа:
Затем сталь охлаждается в селитре, в масле и на воздухе. Последующая обработка предполагает троекратный отпуск с выдержкой по 90 минут при однородной температуре 560 градусов. На этапах отпуска сплав обогащается легирующими добавками.
Изделия, нашедшие место в быту и на производстве
Нож быстрорез даже при интенсивном использовании долгое время удерживает заточку, однако стоит учитывать, что ввиду высоких прочностных качеств он с трудом поддаётся заточке, особенно в домашних условиях.
Быстрорезы широко применяются и в промышленности. Самый яркий пример – это изготовление свёрл самых разных назначений: от дерева до сверхпрочных металлов. Из них же делают следующие детали промышленных механизмов:
Как точить изделия из быстрореза
Даже быстрорез сталь подвержена износу и затуплению, не смотря на внушающие прочностные показатели. Если учитывать сведения о применении и свойствах данных сплавов, то можно смело утверждать, что заточить их при помощи шлифовальных кругов из электрокорунда не выйдет – поверхность после такой обработки всё равно остаётся шероховатой, а режущие качества не улучшаются. Что тогда говорить о ручной заточке?
Самым правильным вариантом будет отдать изделие на заточку в специализированную мастерскую, которая имеет в своём распоряжении круги из эльбора. Иметь подобные машины в своём гараже – непозволительная роскошь и просто не целесообразно. Лучше не пробовать проводить затачивание в гаражных условиях, так как есть шанс повредить инструмент до степени невозврата в первоначальное состояние.
Стоимость металла в продукции
Рассмотрим стоимость металла на примере одного из самых популярных быстрорезов на отечественном рынке – Р6М5. Купить готовые изделия не составит большого труда, они распространены повсеместно, однако стоимость стали довольно высокая. Ниже будет представлен примерный прайс-лист.
В зависимости от толщины листа круг инструментальный соответственно будет стоить:
- 2 мм — 1350 рублей за кг;
- 4 мм — 1200 рублей за кг;
- 16 мм – 600 рублей за кг.
Приведённые выше расценки – это относительное усреднённое значение. Они могут меняться в зависимости от многих факторов: местности, экономической ситуации и т.д. Высокая цена быстрорежущих металлов делает их популярными при сбыте металлолома. Стоимость такой вторичной продукции гораздо выше, чем обыкновенных сплавов.
Сталь Р6М5: плюсы и минусы для ножей
Сталь Р6М5 – быстрорежущая сталь, используемая для создания разных режущих инструментов. Лезвия из этого материала выдерживают большие нагрузки и перегревы. Благодаря тому, что этот сплав имеет высокую стабильность свойств, нож из Р6М5 будет обладать прекрасными режущими свойствами, прочностью, гибкостью и устойчивостью к коррозии.

Применение сплава
Приведённые качества этой стали определили её непосредственное место в производстве. В основном она применяется для резки других материалов в условиях экстремально высокой температуры. Гораздо практичнее применять для этих задач быстрорез, чем какие-нибудь нержавеющие сплавы. Характерная черта Р6М5 — превосходное удерживание заточки, благодаря высоким показателям твёрдости.
Также этот прекрасный металл очень хорошо переносит ударные перегрузки, что обуславливает его востребованность в изготовлении кранов, свёрл и развёртки.

Р6М5 со своими свойствами динамично используется для выпуска ножей. Вследствие широкого использования и производства этого инструмента, существует множество известных изготовителей, к примеру, тот же Rapid.
Проводятся многочисленные эксперименты, в которых применяются ножи из Р6М5. Они эффективно справляются с резкой следующих предметов с повышенной прочностью: толстые верёвки, дерево, кости и т.д. Самое эффектное удачное испытание — резка ножом, выполненным из Р6М5 железной пластинки, которая была в несколько мм толщиной — не без трудностей, но удалось.
Когда Р6М5 используется для изготовления ножей, она обычно закаливается до HRC 60-62, хотя иногда этот параметр доводят и до HRC 66-67.
Benchmade является одной из крупнейших компаний по производству ножей, использующих сталь Р6М5. Этот сплав уникален по своему составу, он содержит большое количество молибдена и вольфрама, но в результате даёт очень мелкозернистую сталь, идеально подходящую для создания клинков.
ГОСТ и ТУ стали Р6М5
Информация о стали Р6М5 имеется одновременно в нескольких ГОСТ и ТУ. Во всех присутствуют продукция и её технологические параметры. Невзирая на перенаправление металлопроката на твёрдые сплавы, благодаря своим свойствам Р6М5 до сих пор пользуется большой популярностью на многих производствах.
Расшифровка — что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
- Буква «Р» — это индикатор быстрорежущих сталей. Выражение получается из перевода английского «rapid»» — «стремительный».
- Знак после «Р» отмечает наличие в составе вольфрама в процентном отношении. Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
- После следует буква «М», означающая наличность в марке молибдена. Показатель, стоящий дальше — процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: «К» — кобальт, «Т» — титан, «Ф» — ванадий, «Ц» — цирконий.
Рассматривая обозначение «Р6М5», расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде «Ш» (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка — Р6АМ5. Это обозначает добавление в общий состав азотом.
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 — 0,90 %;
- марганец (Mn) 0,20 — 0,50 %;
- хром (Cr) 3,8 — 4,4 %;
- кремний (Si) 0,20 — 0,50 %;
- молибден (Мо) 4,8 — 5,3 %;
- ванадий (V) 1,7 — 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 — 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Основные характеристики
Базовые параметры стали такой марки — это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.

Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Термическая обработка Р6М5 содержит гряду специфик, сопряжённых с характеристиками этой марки, а также большим временем нагревания под закалку. Чтобы достигнуть 1230 градусов по Цельсию (температура закаливания по ГОСТу), тратится рабочего времени на 25 процентов больше, чем для аналогичной марки Р18. Вначале делается отпускной период при 200 и 300 градусах по часу. Далее обработка выполняется в 3 этапа:
- 690 градусов -3 минуты;
- 860 — также 3 минуты;
- 1230 — 1,5 минуты.
Затем сталь остужают. В дальнейшем обрабатывании используют троекратный отпускной период при 560 градусов по 1.5 часа. В периодах отпуска сплав дополняют легирующими добавками, которые образуют карбиды, что увеличивает прочность конечного металла. Предшествующий отжиг стали содействует избавлению от высокой хрупкости при высоком показателе прочности.
Особенности заточки стали
Любая продукция подвластна изнашиванию, а если это лезвие – утере остроты. Сталь Р6М5 вследствие особого метода изготовления и химического состава плохо поддаётся затачиванию.

Приобрести Р6М5 в готовой продукции просто, но себестоимость сплава довольно велика. Так на круг инструментальный, исходя из толщины: 2, 5 или 16 мм, цена составляет, соответственно, 600, 1200, 1350 рублей за килограмм. Стоимость стальной полосы немного ниже и равняется 620 рублям за килограмм. Действительно, цены на сплав Р6М5 в готовом изделии могут колебаться, поэтому данные цифры нужно понимать относительно.
Читайте также: