Каким ферросплавом не раскисляют сталь
Обновлено: 05.05.2024
Раскисление кислородно-конвертерной стали производят осаждающим методом в ковше во время выпуска. В конвертер раскислители не вводят во избежание их большого угара.
Спокойные стали обычно раскисляют марганцем, кремнием и алюминием, на отдельных марках стали дополнительно применяют титан, кальций и другие сильные раскислители. Кипящую сталь раскисляют одним марганцем.
В старых цехах, не имеющих установок внепечной обработки, в ковш при выпуске вводят все раскислители, обычно начиная с более слабых (обладающих меньшим химическим сродством к кислороду), а затем вводят более сильные, что уменьшает их угар. Последовательность ввода в ковш широко применяемых сплавов-раскислителей следующая: вначале вводят ферромарганец или силикомарганец, затем ферросилиций и в последнюю очередь алюминий. Кипящую сталь раскисляют одним ферромарганцем. Подачу раскислителей начинают после наполнения ковша жидким металлом примерно на 1/4—1/3, а заканчивают, когда заполнен металлом на 2/3, что позволяет избежать попадания раскислителей в шлак и их повышенного угара. Количество марганца и кремния, вводимых в металл, рассчитывают так, чтобы обеспечивалось не только раскисление, но и получение требуемого в данной марке стали содержания этих элементов. Определяя расход раскислителей, учитывают, что при раскислении спокойной стали и введении раскислителей в ковш их угар составляет: марганца 10—25 %, кремния 15—25 %. При раскислении кипящей стали угар марганца равен 20—35 %. Расход алюминия на раскисление в зависимости от содержания углерода в выплавляемой стали составляет 0,15—1,20 кг на 1т стали, увеличиваясь при снижении содержания углерода; большая часть вводимого алюминия (60—90 %) угорает. Попадающий в ковш в конце выпуска металла конвертерный шлак на многих заводах загущают присадками извести или доломита, чтобы уменьшить окисление вводимых в ковш добавок оксидами железа шлака и восстановление из шлака фосфора.
В современных конвертерных цехах, оборудованных установками доводки жидкой стали в ковше, при выпуске металла в ковш вводят лишь часть раскислителей — преимущественно слабоокисляющиеся, т.е. имеющие не очень высокое сродство к кислороду (ферромарганец, силикомарганец и реже ферросилиций). Чтобы исключить попадание в ковш содержащего фосфор и оксиды железа конвертерного шлака, в конце выпуска делают его отсечку, а в ковш загружают материалы (гранулированный доменный шлак, вермикулит, смесь извести и плавикового шпата и др.) для создания шлакового покрова, предохраняющего поверхность металла от окисления и охлаждения.
Затем ковш транспортируют на установку доводки стали, где в процессе перемешивающей продувки аргоном в металл вводят ферросилиций, алюминий и при необходимости другие сильные раскислители; по результатам анализа отбираемых при внепечной обработке проб проводят корректировку содержания кремния и марганца в металле, что обеспечивает гарантированное получение заданного состава стали. Для лучшего усвоения алюминия желателен его ввод в объем металла с помощью погружаемой шташги или в виде проволоки, подаваемой в ковш сверху с большой скоростью с помощью трайб-аппарата.
Отсечку шлака с щелью предотвращения его попадания в сталеразливочный ковш при выпуске металла делают несколькими способами. Простейший из них — быстрый подъем конвертера в момент окончания слива металла — не является достаточно эффективным. Еще один способ — отсечка с помощью стальных шаров в огнеупорной оболочке: в конце выпуска шар вводят в конвертер, где он плавает на границе шлак—металл и вместе с последними порциями метал¬ла попадает в канал летки, перекрывая его. Более эффективны способы с принудительным закрытием летки: скользящим шиберным затвором, закрепленным на кожухе летки и перемещаемым гидроприводом; пневматическим устройством, представляющим собой чугунное сопло, закрепленное с помощью кронштейна на корпусе конвертера. В нужный момент сопло, через которое идет воздух под давлением, поворотом кронштейна вводят в канал летки снизу, при этом запорный эффект создается сжатым воздухом.
Легирование стали
Выплавка легированных сталей в кислородных конвертерах сопряжена со значительными трудностями, поскольку большинство легирующих элементов нельзя вводить в конвертер из-за возможности их полного или частичного окисления, а в случае ввода в ковш количество добавок ограничено, так как возможно чрезмерное охлаждение жидкой стали и неравномерное распределение вводимых элементов в объеме жидкого металла. Не представляет сложности легирование лишь теми элементами, у которых химическое сродство к кислороду меньше, чем у железа, и которые при введении в конвертер не окисляются (никель, медь, молибден, кобальт); их чаще всего вводят в конвертер в составе шихты. Легирование другими элементами осуществляют в ковше следующими методами.
Легирование твердыми ферросплавами.
Легирование твердыми ферросплавами. Это наиболее широко применяемый и простой метод. В цехах, где нет установок внепечной обработки стали, все легирующие вводят в ковш во время выпуска металла. При этом ферросплавы с элементами, обладающими высоким химическим сродством к кислороду, а также с ванадием и ниобием вводят в ковш после дачи всех раскислителей. Часто применяемый для легирования хром вводят иногда в виде феррохрома, но лучше использовать экзотермический феррохром, растворение которого в жидком металле идет без затраты тепла, или силикохром, более легкоплавкий, чем феррохром, и требующий меньших затрат тепла на растворение.
Определяя расход ферросплавов, учитывают, что часть легирующих элементов угорает (окисляется и испаряется). Величину угара каждого элемента, которая тем выше, чем выше сродство элемента к кислороду, определяют опытным путем, обобщая результаты ранее проведенных плавок.
Из-за возможного охлаждения жидкой стали и неравномерного при этом распределения элементов количество вводимых добавок ограничено и этим методом получают низколегированные стали с общим содержанием легирующих элементов не выше 2—3 %.
В цехах с установками внепечной обработки (доводки стали в ковше, вакуумирования) легирующие вводят так же, как и раскислители, в последовательности, определяемой их химическим сродством к кислороду. В ковш при выпуске вводят ферросплавы, содержащие элементы со сравнительно не-высоким сродством к кислороду (Сг, Мп и реже V, Si ). При выпуске производят отсечку конвертерного шлака и в ковше наводят шлаковый покров (подробнее это описано в разделе “Раскисление”), защищающий металл от окисления и охлаждения, после чего ковш передают на установку внепечной обработки. Здесь в объем перемешиваемого металла вводят алюминий и сплавы с другими элементами, обладающими высоким сродством к кислороду.
Для повышения степени усвоения широкое применение на-шел способ введения алюминия в объем металла в виде проволоки с помощью трайб-аппарата; ряд других элементов рекомендуется вдувать в металл в струе аргона (например, кальций), вводить в виде проволоки, имеющей стальную оболочку и наполнитель из легирующего элемента.
В процессе внепечной обработки отбирают пробы металла и на основании результатов анализа проводят корректировку содержания вводимых легирующих элементов. Благодаря перемешиванию металла в процессе внепечной обработки, равно-мерное распределение элементов в объеме ковша достигается при введении добавок в количестве до 3—4 %.
Никель и медь, химическое сродство которых к кислороду ниже, чем железа, в присутствии жидкого железа не окисляются, поэтому их вводят во время завалки в виде отходов (лома), сплавов или чистого металла.
Марганец вводят в ковш в виде силикомарганца или ферромарганца. При содержании в стали > 1 ,2 % Мп рекомендуется использование жидких или экзотермических ферросплавов.
Кремний для легирования вводят в ковш в виде силикомарганца и 65 %- п 75 %-ного ферросилиция.
Хром рекомендуется вводить в ковш в виде жидкого или экзотермического феррохрома и твердого силикохрома. Допускается введение в ковш феррохрома, но с обязательным последующим усреднением металла продувкой в ковше аргоном.
Ванадий. Ферросплавы, содержащие ванадий, следует вводить в ковш при выплавке спокойных сталей после присадки марганца, кремния и алюминия; при выплавке кипящей стали — после присадки марганца и при выплавке полуспокойной — после присадки марганца и кремния.
Алюминий вводят в ковш в виде чушек после присадки марганца и кремния. Разрешается введение алюминия в виде чушек и блоков, при помощи штангй во время и после выпуска с обязательной последующей продувкой металла в ковше аргоном.
Титан. Прокаленный ферротитан присаживают в ковш после введения алюминия. Допускается введение в ковш отходов титана и титановой губки.
Ниобий. Феррониобий для легирования спокойной стали вводят в ковш после присадки алюминия; для легирования полуспокойной стали — после присадки ферросилиция или силикомарганца.
Фосфор. Для легирования фосфором в ковш после присадки марганца и кремния вводят феррофосфор, фосфористый ферромарганец или ферромарганфосфор.
Сера. Серу для легирования рекомендуется вводить в ковш в пакетах одновременно с другими ферросплавами.
Азот. Для легирования азотом используют азотированные марганец, феррохром или феррованадий, которые вводят в ковш после присадки всех раскислителей и легирующих.
Силикокальций следует вводить в ковш в порошкообразном виде вдуванием в струе нейтрального газа. Разрешается введение силикокальция в ковш кусками размером 10— 50 мм после дачи всех остальных раскислителей.
Редкоземельные металлы (РМЗ) рекомендуется вводить в виде силицидов РМЗ кусками в ковш после присадки всех раскислителей и легирующих, либо присадкой в ковш при продувке металла аргоном, либо в порошкообразном виде в струе нейтрального газа в ковш
Легирование жидкими ферросплавами.
Способ заключается в том, что при выпуске стали из конвертера в ковш заливают легирующие добавки, предварительно расплавленные в индукционной или дуговой электропечи. Метод позволяет вводить в сталь большое количество легирующих, но обладает существенным недостатком — необходимо иметь в цехе дополнительный плавильный агрегат, что усложняет организацию работ в цехе.
Легирование экзотермическими ферросплавами.
Ферросплавы в виде брикетов вводят в ковш перед выпуском в него стали. В состав брикетов, помимо измельченных легирующих (феррохрома, ферромарганца и др.), входят окислитель (например, натриевая селитра), восстановитель (например, алюминиевый порошок) и связующие (каменноугольный пек и т.д.). При растворении брикетов в стали алюминий окисляется за счет кислорода, содержащегося в натриевой селитре; выделяющееся тепло расходуется на расплавление легирующих. Подобным методом с успехом вводят в сталь до 4 % легирующих элементов. Способ не нашел широкого применения из-за трудностей в организации производства брикетов.
Ферросплавы
Ферросплав - сплав железа с различными элементами периодической системы элементов Д.И. Менделеева. Современная промышленность производит более 100 различных видов простых и сложных ферросплавов, в которые в разных сочетаниях входят около 25 химических элементов.
- легкие металлы: алюминий(Al), барий (Ba), бор (B), кальций (Ca), магний (Mg), стронций (Sr), титан (Ti);
- редкие и редкоземельные металлы: ванадий (V), вольфрам (W), церий (Ce), иттрий (Y), молибден (Mo), ниобий (Nb), тантал (Ta);
- тяжелые металлы: кобальт (Co), марганец (Mn), никель (Ni), хром (Cr);
- неметаллы: кремний (Si), фосфор (P);
- газы: азот (N).
История создания
Впервые ферросплав был получен в 60-х годах XIX века во Франции. Этому способствовало освоение технологии восстановительной плавки в тигельных печах, а также позднее - в доменных печах. Однако, указанные технологии были пригодны лишь для выплавки ферросплавов с низкой концентрацией ведущего элемента и не позволяли получить высокопроцентные сплавы и сплавы тугоплавких металлов, так как не могли обеспечить достаточно высокую температуру процессов. Русский ученый В.В. Петров впервые применил электрическую дугу (электротермический способ) для восстановления окислов металлов углеродом (C), что позволило решить проблему с недостаточно высокой температурой. В 1907 году Ф.М. Бекет разработал электротермический способ производства низкоуглеродистых ферросплавов, применив в качестве восстановителя кремний (Si). Еще один русский ученый Н.Н. Бекетов был основоположником алюминотермического процесса, который также позволял получать низкоуглеродистые материалы.
Классификация
В промышленности принята классификация ферросплавов по объему производства. Выделяют “большие” и “малые” сплавы.
- кремнистые;
- хромистые;
- марганцевые.
- ; ; ;
- сплавы щёлочноземельных металлов; ;
- ферротитан и титансодержащие сплавы;
- ферробор, ферроборал и лигатуры с бором;
- сплавы с алюминием;
- сплавы с редкоземельными металлами;
- ферросиликоцирконий, ферроалюминоцирконий;
- феррокобальт;
- ферроникель.
Марки ферросплавов
Маркировку условно можно разбить на несколько частей. Первая состоит из буквы Ф и обозначает принадлежность материала к ферросплавам. Вторая часть определяет ведущий элемент. Он является основой ферросплава и определяет его название и свойства. Из наиболее распространенных можно выделить следующие: В - вольфрам, Мо - молибден, Нб - ниобий, Во - ванадий. Число, которое условно можно отнести к третьей составляющей марки ферросплава, определяет массовую долю ведущего элемента. Затем могут следовать буквы и числа, указывающие на наличие в химическом составе дополнительных элементов. Так, например, буква (а) в марке ферровольфрама говорит о содержании нескольких процентов алюминия.
- ФМо60 - ферромолибден с содержанием Mo не менее 60%;
- ФНб58 - феррониобий, количество Nb - 50-65%;
- ФВ80(а) - ферровольфрам, содержание W не менее 80%, Al - не более 3%;
- ФВо40У0,5 - феррованадий, массовая доля V - 35-48%, С - 0,5%.
Достоинстава / недостатки
- Достоинства:
- более низкая стоимость по сравнению с чистыми металлами;
- наличие железа в химическом составе уменьшает температуру плавления ведущего элемента, что позволяет проводить выплавку сталей, легированных тугоплавкими металлами, при более низких температурах.
- Недостатки:
- практически каждый ферросплав содержит в своем составе примеси в виде серы, фосфора, углероды, марганца и некоторых других компонентов, которые могут перейти в производимый материал;
- содержание легирующего элемента в ферросплаве существенно ниже, чем в чистом виде.
Области применения ферросплавов
Основное направление применения - производство сталей, чугунов и сплавов. Ферросплавы используются для легирования и раскисления выплавляемых материалов. Первый процесс позволяет существенно улучшить свойства стали путем добавления в ее состав дополнительных элементов, например, вольфрама, молибдена, никеля. Задача второго процесса - удаление из материала кислорода, который является вредной примесью и может существенно ухудшать механические свойства.
Помимо металлургии ферросплавы выступают источниками химических элементов в процессах нанесения защитных металлических покрытий. Также они применяются для получения особо чистых (химически) веществ, в качестве восстановителей в металлотермических процессах, при обогащении полезных ископаемых.
Продукция из ферросплавов
Перечень продукции из ферросплавов достаточно мал по сравнению с аналогичным для черных или цветных металлов. В него входят куски и дробленые просеянные частицы. Такой скромный набор полуфабрикатов объясняется основным применением ферросплава - легирующий элемент или раскислитель, который плавится вместе с производимой сталью или чугуном. Для упомянутых целей нет необходимости в изготовлении листов, прутков или проволоки.
телефоны:
8 (800) 200-52-75
(495) 366-00-24
(495) 504-95-54
(495) 642-41-95
Все о раскислении стали
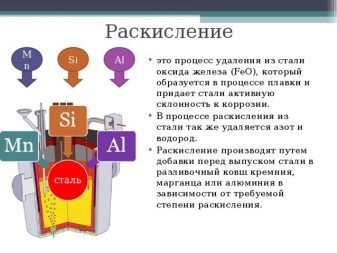
Раскисление металла сводится к удалению кислорода из жидкого металла. Кислород может присутствовать в виде оксидов. А удаляется он специальными раскислителями или восстановителями, то есть веществами, которые способны связываться с кислородом. Эта процедура считается частью рафинирования металлов.


Что это такое?
От раскисления сталей зависит и их качество. Раскисление стали – процесс по снижению уровня кислорода в ней до показателя, который полностью исключает окислительные реакции в слитке. В процессе будут образовываться жидкие, твердые либо газообразные продукты, которые надо удалить, пока слиток не затвердеет. Именно они понижают качество стали, влияют на возможности материала. Сплав раскисляют строго дозированными добавками. Это ферросилиций, алюминий, ферромарганец, также кремний и титан. Обычно эти компоненты применяются в осаждающем методе раскисления.

Куда реже убрать кислород решают способом диффузного вмешательства, вакуумного либо электрошлакового раскисления. После таких манипуляций применяться будет большая усадочная раковина, то есть цена спокойной стали возрастет. Но усадочную раковину не используют, а отрезают от основной части, потому что она считается дефектом разливки сплава. И слиток потеряет до 16% всей массы.
Алгоритм раскисления предполагает несколько этапов: растворение раскислителей в жидком металле, процессы с участием раскислителя и кислорода, а также формирование зародышей, и выпуск продуктов раскисления.

Классификация сталей по степени раскисления
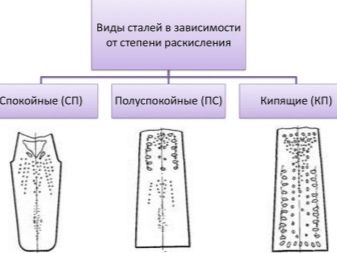
Всего существует 3 степени сталераскисления. Чтобы получить эталон выплавки слитка, кипение регулируется, либо предотвращается вовсе. И если регулируется, сталь будут называть кипящей, если останавливается – спокойной. Но так как стали подразделяются все же на 3 вида, есть еще промежуточный – полуспокойные.
Спокойные
В английском языке такой вид называется совсем иначе, чем в русском, – killed steel. Тем не менее это одна и та же сталь. У спокойного вида фактически не происходит газовыделения при отвердевании слитка после разливки. И это является итогом полного сталераскисления: из стали целиком удаляется кислород, образуется усадочная раковина вверху слитка. Потом эту часть отрезают, и отдают в лом.
Все виды легированных сталей, большая часть низколегированных сталей и многие виды углеродистых наименований используют именно в виде спокойной стали. Если говорить о непрерывной разливке, сталь также подвергают «успокоению». У этого материала гомогенная структура, химический состав ее распределен равномерно, свойства также равны. А получение данного вида требует раскисления алюминием, ферромарганцевыми сплавами, а также кремнистыми.
Бывает, применяется силицид кальция или некие иные раскислители тех же свойств. Такая степень раскисления, например, у стали 20.
Кипящие
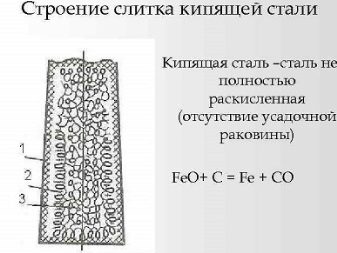
Для такого вида, наоборот, характерен высокий уровень выделения газов во время затвердевания материала. Химический состав стали будет различаться по поперечному сечению, а также между верхней и нижней частями слитка. Как итог, в наружной слиточной оболочке формируется условно чистое железо, и сердцевина слитка имеет высокую концентрацию примесных и легирующих составляющих. В частности, это углерод, фосфор, сера и азот, имеющие низкую температуру плавления.
Наружная часть слитка получается почище, потому ее используют при прокатке. В целом же слитки из данного вида стали отлично подходят для изготовления таких ходовых изделий, как плиты, трубы, проволока. Что же до производственной технологии, так она предполагает максимум марганца и углерода. В этой стали, к слову, нет большого количества очевидных раскислителей (титана, кремния, также алюминия). И кипящая сталь существенно дешевле других вариаций в этой классификации. Верхнюю часть слитка не отправляют в лом, и раскислители используют не активно.

Полуспокойные
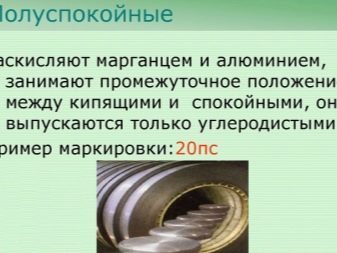
Выделение газов в данном случае будет подавляться не полностью, ведь стали раскисляются только частично. То есть больше, чем в спокойных газах, но значительно меньше, чем в кипящих. Это промежуточный вариант. До того момента, как газы начнут выделяться, в слитке сформируется корковый слой, довольно толстый. Если сталь полураскислена грамотно, усадочной раковины не будет. Правда, будут пузыри, широко рассеянные по толще в центре верхушки слитка. Но эти пузыри все равно заварятся при прокатке слитка.
Использование полуспокойные стали находят, как правило, в сортовом прокате, изготовлении труб и штрипса. Главное, что их отличает, – довольно неоднородный химсостав, что-то между спокойной и кипящей сталью (что и логично).

А еще отличаются они меньшей сегрегацией химэлементов по сравнению со спокойным видом. А также обязательно нужно отметить, что в верхней части слитка отслеживается тенденция к положительной химической сегрегации.
Есть еще один тип стали, которая раскислена, она называется закупоренная. Очень похожа на кипящую сталь, но по степени подавления продукции газов она будет посреди кипящей и полуспокойной. На производство таких слитков идет меньше раскислителей, чем для тех же полуспокойных. А значит, есть маневр для формирования наружного слоя слитка при затвердевании. Если стальные слитки закупоривают механически, применяются очень тяжелые чугунные крышки (сверху они герметизируют изложницу, тормозя образование наружной оболочки).
Основные способы
Главным способом по праву считается глубинное раскисление. Другое его название – осаждающее. Его используют при выплавке стали во всех агрегатах плавления стали и проводят присадкой в металл элементов, что связывают кислород в прочные окислы, потому и название такое – глубинное. Включения окислов удаляются полноценно либо относительно полноценно в ходе осаждения. То есть они всплывают, или их выносит металлопотоками и трансформацией в шлак, либо на межфазные твердые поверхности.
Другой способ раскисления – диффузионный. Он осуществляется за счет диффузий, в которых участвуют металл и шлак, что содержит менее 1% оксида железа. Этот шлак – вполне себе восстановитель относительно металла, и он способен понизить в последнем кислородный показатель. Наконец, еще один способ сводится к вакуумной обработке стали. И зависит он от того, что в вакууме равновесное с углеродом включение кислорода снижается.
Применение ферросплавов для легирования различных сталей и сплавов
Обыкновенная сталь (железоуглеродистый сплав, содержащий более 45% железа и с объемом углерода до 2,14%) имеет определенную прочность, твердость, коррозионную стойкость, хладо- и жаростойкость, сопротивляемость нагрузкам. Когда же требуется получить сталь «особого назначения» с улучшенными характеристиками для конкретных условий эксплуатации, ей придают необходимые свойства. Для этого во время выплавки в состав стали вводят дополнительные химические элементы.
Процесс ввода добавок называют легированием (от немецкого «legieren» – «сплавлять»), а полученные стали – легированными. В современной металлургии используют разные способы легирования. Самым распространённым способом является введение в жидкий расплав металла специальных материалов в виде сплава железа с одним или несколькими химическими элементами. Такие материалы называются ферросплавами.
Производство ферросплавов
Ферросплавы получают из шихтовых материалов (руды или рудного концентрата) путём восстановления окислов основного химического элемента. Руду применяют в том случае, если содержание элементов для восстановления в ней достаточно высоко. Если в руде мало нужных элементов, то используют подготовленный рудный концентрат. Например, ферровольфрам (основные марки ФВ65, ФВ70, ФВ70Б) производится из вольфрамитового и шеелитового концентратов, содержащих свыше 55-65% триоксида вольфрама (WO3), а ферромолибден (основные марки ФМо52, ФМо55, ФМо58, ФМо60) – из молибденового концентрата, в состав которого входит не менее 53-58% молибдена (Mo).
Измельчённую руду или концентрат загружают в специальную ферросплавную электропечь, добавляя так называемый восстановитель (уголь, кокс, полукокс, торфяные брикеты и т.п.), более прочный и химически активный к базовому химическому элементу. В процессе плавки восстановитель извлекает ценный (ведущий) элемент из исходного сырья, а железо растворяет его, сплавляется с ним, выводит из зоны химической реакции, препятствуя обратным процессам. В итоге получается ферросплав с высоким содержанием нужного химического элемента. Конечная продукция может иметь вид кусков различных фракций, размер которых определен ГОСТами (в среднем 20-50 мм), а также блоков, чушек, гранул и т.п.
Производство стали
Как было упомянуто в начале статьи, сплав на основе железа называется сталью в том случае, если он содержит не более 2,14% углерода, плюс незначительное количество примесей, доля каждой из которых не превышает 1 % от общего объема металла. Таким образом, задача производства стали заключается в удалении из расплавленного исходного сырья (руды, чугуна, металлического лома, стружки и т.п.) лишнего углерода, а также минимизации вредных примесей – фосфора и серы, которые придают стали хрупкость и ломкость.
Процесс выплавки стали состоит из нескольких этапов. На первом, окислительном этапе, расплавляется шихта, происходит процесс окисления ряда химических элементов, включая углерод, фосфор превращается в первичный шлак, который удаляется из печи. На втором этапе расплав хорошо прогревается и закипает – сгорает лишний углерод и снова удаляют шлак. На третьем, восстановительном этапе, металл раскисляют (удаляют растворенный кислород), переводя серу в шлак, в расплав вводятся легирующие добавки для того, чтобы химический состав металла довести до заданного ГОСТами, и готовят к выпуску.
Рисунок 1. Конструкция печи для выплавки стали.
Легирование ферросплавами
Чтобы довести сталь до предусмотренного ГОСТом химического состава используют ферросплавы. Их вводят в разные периоды плавки стали. Например, ферроникель (основные марки ФН4 и ФН6) вводится в первый период – окислительный, из-за того, что никель не окисляется в печи, но содержит водород, который при нагреве превращается в газ. Этот газ и удаляется на втором этапе, в процессе кипения стали. В свою очередь феррониобий (основные марки ФН0, ФН1, ФН2, ФН3 и ФН4) и феррованадий (основные марки ФВд35 и ФВд50) хорошо окисляются, поэтому их вводят в конце плавки стали.
Рисунок 2. Ферросплавы.
- Ферровольфрам уменьшает чувствительность стали к отпускной хрупкости, делает ее устойчивой к ударным нагрузкам и вибрации, увеличивает жаропрочность, износостойкость, твердость, прочность, пластичность. Марки «вольфрамовой» стали: 18Х2Н4ВА, 15ХНГ2ВА, 38ХНЗВА, ХВСГ, ХВ4.
- Ферромолибден увеличивает жаропрочность стали, повышает предел прочности и текучести, уменьшает отпускную хрупкость, делает металл более устойчивым к питтинговой коррозии. Марки «молибденовой» стали: 40ХНМА, 38ХМЮА, улучшенные хромом и никелем: 18Х2Н4МА, 08Х17Н13М2Т, 10Х17Н13МЗТ.
- Феррониобий используют для образования мелкозернистой структуры стали, увеличения ударной вязкости, пластичности, жаростойкости, сопротивляемости ползучести, уменьшения межкристаллической коррозии. Марки «ниобиевой» стали: 20Х1М1Ф1БР, 18Х11МВФБ, улучшенные никелем: 03Х16Н15МЗБ, 08Х18Н12Б, 03Х21Н21М4ТБ.
- Феррованадий формирует мелкозернистую структуру стали, уменьшает склонность к деформационному старению, перегреву, ослаблению при отпуске, повышает износостойкость, качество свариваемости, литейные характеристики. Марки «ванадиевой» стали, улучшенной вольфрамом и хромом: Р9, Р18, P6M3, Р9М4К8, Р12Ф4К5.
- Ферроникель применяется для повышения вязкости стали, повышает ее жаропрочность и коррозионную стойкость (в пресной и морской воде), уменьшает скорость закалки, усиливает сопротивляемость старению. Марки «никелевой» стали: 21H5A, ОН6, ОН9, улучшенные хромом: 20ХН, 45НХ, ниобием: 12Х18Н9Т, молибденом: 10Х17Н13МЗТ.
Способы легирования и классификация стали
Помимо технологии легирования стали ферросплавами, в металлургической отрасли применяют еще ряд способов достижения в ней нужной концентрации химических элементов. Это может быть сделано путем сплавления стали с чистыми металлами, природными («сырыми») материалами, отходами производств, вторичным сырьем и т.д. После процесса легирования сталь классифицируют как низко-, средне- или высоколегированную, содержащую до 4%, до 11%, и свыше 11% легирующего элемента, соответственно.
Достоинства и недостатки легирования ферросплавами
Важным достоинством ферросплавов является то, что у большинства из них температура плавления ниже температуры плавления чистого металла. Благодаря этому окислы ведущего элемента ферросплава восстанавливаются при более низкой температуре, и происходит это полнее, быстрее, с меньшими энергетическими и финансовыми затратами. Техническая стоимость легирующего элемента в ферросплаве ниже, чем в чистом металле, что в определенной степени снижает и стоимость стали.
Кроме того, ферросплавы технологичнее чистого металла, они проще растворяются, что упрощает введение легирующего элемента в расплав, способствует минимизации угара и безвозвратных потерь массы легирующего элемента. К недостаткам ферросплавов относят высокую энерго-, трудо- и материалоемкость при их производстве, а также повышенные затраты на дробление, смешение и брикетирование перед отправкой готового продукта потребителю.
Ферросплавы, модификаторы и лигатуры в литейном производстве
На странице представлена только выдержка из статьи "Ферросплавы, модификаторы и лигатуры в литейном производстве" .
Общее определение
Промышленное литейное производство невозможно представить без процесса легирования – обогащения основного металла или сплава определенными химическими элементами/соединениями, обеспечивающими возможность придания отливкам необходимых дополнительных свойств. В черной и цветной металлургии в качестве таких легирующих добавок используют композиции на основе или с присутствием железа (Fе) в сочетании с другими металлами или неметаллами – т. наз. ферросплавы. Существуют также иные легирующие полуфабрикаты – модификаторы и лигатуры, по принципу действия во многом сходные с ферросплавами, но имеющие существенные отличия в отношении состава и назначения.
1. Ферросплавы
Ферросплавами именуют группу сплавов, в состав которых, помимо Fе, могут входить такие металлы, как марганец (Mn), кремний (Si), хром (Cr), никель (Ni), вольфрам (W), молибден (Mo), ниобий (Nb), титан (Ti) и др., а также примеси неметаллических элементов в виде углерода (C), фосфора (Р), серы (S), различных газов и т.д. Основные компоненты ферросплавов называют ведущими.
В литейном чернометаллургическом производстве для легирования и раскисления расплавов широко используются ферросплавные композиции ферросилиция (сплав Fе с 12% и более Si), ферромарганца, феррохрома, ферровольфрама, ферромолибдена, ферротитана, феррониобия и др. Подобные соединения могут иметь двойную, тройную, многокомпонентную структуру.
Номенклатура ферросплавов весьма разнообразна (Рис. 1).
Рисунок 1. Образцы ферросплавов на стенде НИТУ «МИСиС».
Сегодня промышленным способом изготавливаются сотни различных марок ферросплавов простой и сложной структуры, могущих включать в себя около 50 целевых (ведущих) компонентов.
1.2. Основные характеристики
Ферросплавы характеризуются по химическому и гранулометрическому составу, концентрации сопутствующих примесей, плотности, химико-механическим свойствам, температуре плавления, наличию газообразных включений (О2, Н2).
Т° плавления ферросплавов почти всегда является более низкой в сравнении с аналогичным параметром чистых металлов, вследствие чего ввод требуемых легирующих элементов в жидкий расплав стали/чугуна в виде ферросплавной композиции значительно ускоряет процесс растворения.
Ферросплавы могут поставляться в кусках, чушках, литых блоках, прочих крупных формах, а также в гранулах и порошках, как агломерированных, так и неагломерированных.
1.3. Применение
- качественно оптимизировать физико-механические, химические, специальные свойства сталей, чугунов, цветных сплавов;
- осуществлять очистку (рафинирование) металлов и сплавов от посторонних металлических и неметаллических включений (сера, фосфор, газы и т.д.);
- изменять структуру металлов и сплавов в ходе кристаллизации.
Наряду с использованием ферросплавов с целью легирования сталей, чугунов, сплавов цветных металлов они находят широкое применение для т. наз. раскисления – удаления кислорода из растворенных в расплаве оксидных соединений (например, закиси железа FeO из расплавов сталей). Процесс раскисления основан на реакции восстановления, где функцию восстановителей выполняют компоненты ферросплавов, которые, соединяясь с содержащимся в оксиде кислородом, образуют отделяющийся от восстановленного металла легко удаляемый шлак. Рафинирование расплавов методом термораскисления позволяет придать металлу отливок дополнительную чистоту, прочность и ковкость.
1.4. Получение
Ферросплавы получают плавкой руды или подготовленного рудного концентрата в специальных ферросплавных электропечах дугового типа (рис. 2).
Рисунок 2. Электродуговая печь для выплавки ферросплавов из рудного концентрата.
По способу восстановления процесс выплавки ферросплавов может осуществляться карботермическим и металлотермическим методами.
Методом карботермии получают высокоуглеродистые ферросплавы путем восстановления из оксидов с помощью углерода.
Металлотермическим способом осуществляют получение низкоуглеродистых (рафинированных) ферросплавов путем восстановления из расплавов с применением металлов, более активных в химическом отношении (напр. алюмотермия).
2. Модификаторы
2.1. Понятие «Модификаторы»
Модификаторы (от лат Modifico – изменение формы) – легирующие композиции химических элементов, малые добавки которых при введении в расплавы металлов, практически не влияя на состав, существенно изменяют их кристаллическую структуру и эксплуатационные характеристики, способствуя, в частности, измельчению зерен и сопутствующему повышению прочности. Модификаторы во многом способствуют устранению или нейтрализации посторонних включений (раскисление, дегазация, связывание серы в стойкие сульфиды).
Основная суть процесса модифицирования заключается в активном регулировании кристаллизации на ее первоначальном этапе и повышении степени диспергируемости кристаллизующихся фаз.
- в меньшей концентрации ввода добавок, исчисляемой в десятых или даже сотых долях процента;
- более коротком времени воздействия (обычно от 15 до 20 мин), хотя существует ряд модификаторов длительного действия.
- структурные макрозерна и микрозерна (дендритные ячейки);
- первичные кристаллы в расплавах до- или заэвтектичного генеза;
- частицы неметаллических примесей, включая интерметаллиды, карбиды, графит, оксиды, сульфиды, оксисульфиды, нитриды, фосфиды и др.
2.2. Классификация
Чаще всего модификаторы классифицируют по методу, предложенному П.А. Ребиндером, согласно которому их подразделяют на два основных типа.
К модификаторам 1-го типа относят группу замедляющих охлаждение расплава поверхностно-активных веществ (ПАВов), адсорбирующихся на зародышах в центральной области кристаллизации и препятствующих их росту. В результате образуется множество новых зародышей, активно разрастающихся благодаря уменьшению общей концентрации модификатора по отношению к количеству зерен.
К модификаторам 2-го типа причисляют т. наз. инокуляторы. Частицы вещества-инокулятора при их вводе в расплав ускоряют процесс охлаждения и затвердения, что способствует возникновению множества новых очагов кристаллизации с образованием большого количества мелких зерен основной фазы или мельчайших включений иных фаз. За счет этого происходит требуемое изменение общей структуры с добавлением к уже существующим новых структурных компонентов.
2.3. Комплексные модификаторы
Наряду с модификаторами 1 и 2 типов существуют и модификаторы комплексного действия, при помощи которых удается решить сразу несколько задач, осуществляя одновременно легирование, раскисление, десульфурацию, инокуляцию и т.д.
- металлы щелочноземельной группы (Mg, Ca, Ba, Sr);
- редкоземельные металлические элементы (Sc, Y, La, Ce);
- группы карбидообразующих, нитридообразующих, других легирующих элементов сходного назначения.
В разряд многокомпонентных комплексных модификаторов входит также ряд т. наз. наномодификаторов, предназначенных для выполнения узкоспециальных модифицирующих функций.
- рафинирующего действия на основе таких активных элементов, как Mn, Si, Са, Mg, Al и др.;
- упрочняющего действия на базе карбидов, боридов, нитридов, с помощью которых осуществляется дисперсионное упрочнение металлической основы сплава;
- комбинированного рафинирующе-упрочняющего действия – модифицирующие композиции, могущие содержать в различных соотношениях химические элементы первых двух групп.
- воздействие комплексных модифицирующих композиций значительно превышает эффективность применения одиночных модификаторов.
- в случае применения комплексного модификатора сводится к минимуму содержание его отдельных составляющих, что позволяет ограничить состав примесей в сплаве до допустимых пределов;
- при сочетании комплексного модификатора с механической нагрузкой степень эффективности его действия значительно повышается, что позволяет получать особо мелкие структуры.
2.4. Модификаторы чугунов и сталей
Для сталей и чугунов применяют широкий спектр различных модификаторов. Так, например, внедоменная обработка сталей осуществляется с широким применением Mg, Al, элементов щелочноземельной и редкоземельной групп.
В настоящее время осуществляется промышленное применение более 750 разновидностей модификаторов для черной металлургии, как одно- двухкомпонентных, так и комплексных, могущих содержать десятки композиционных составляющих.
Преимуществом ввода в состав расплавов сталей и чугунов комплексных модификаторов является не только собственно измельчение структуры, но также возможность попутно изменять природу и форму сульфидных, нитридных, оксидных и других посторонних включений неметаллического генеза, снижая при этом в полтора-два раза уровень засорения ими границ аустенитных зерен. Немаловажное значение имеет и более равномерное распределение структурных компонентов стали, оптимизация таких важнейших функциональных свойств, как термостойкость, прочность, пластичность и ударная вязкость.
3. Лигатуры
В металлургии лигатурами (Ligatura от лат. связь) называют сплавы вспомогательного назначения, которые могут содержать две и более составляющих. Лигатурные композиции используются для введения в расплавы металлов малых доз жаростойких легирующих элементов. Лигатуры, применяемые в чернометаллургической отрасли, отличаются от ферросплавов тем, что не содержат в своем составе Fe.
Наиболее распространенным является применение лигатурных композиций цветных металлов, например: Cu-Ni (16-35% Ni), Cu-Al (до 52% Al), Cu-Sn (до 55% Sn), Al-Mg (до 12% Mg).
- сплавлением отдельных составляющих в единую композицию;
- путем восстановления из рудных концентратов.
За счет содержания в лигатурах не только собственно легирующих компонентов, но и основного металла литейного сплава, их усвоение расплавом происходит в более полном объеме, чем при легировании чистыми элементами. А благодаря тому, что любой лигатуре присуща меньшая Т° плавления в сравнении с каждым из входящих в нее металлов, достаточно высока и быстрота ее растворения в основном сплаве. Использование лигатур особенно востребовано в случаях, когда основной литейный сплав и легирующий элемент значительно различаются по температуре плавления.
Необходимость применения лигатур, прежде всего, обусловлена нормативными требованиями к составу литейного сплава по точному соблюдению количественного соотношения компонентов.
Кроме того, применение лигатур позволяет придать металлу целый ряд определенных вспомогательных свойств (например, жидкотекучесть в фазе расплава или повышенную механическую прочность и ковкость в твердой фазе). Выгода их использования обусловлена также незначительной концентрацией в общей массе сплава, скорейшим растворением и снижением степени угара. Качественно улучшить одновременно несколько свойств основного сплава (тугоплавкость, износостойкость, устойчивость к коррозии и т.д.) удается при использовании комплексных лигатур.
Заключение
Развитие легирующих технологий сегодня позволяет выплавлять более 3000 марок сталей и чугунов для производства разнообразного оборудования, востребованного в горнодобывающей, нефтегазовой, машиностроительной, химической, энергетической, строительной и других промышленно-хозяйственных отраслях. Ассортимент выпускаемых в России легирующих композиций представлен сотнями наименований, и все же потребность в них неуклонно возрастает. Ситуация особенно обострилась в последние годы из-за растущего санкционного прессинга и повсеместного перехода отечественной промышленности к импортозамещению. На этом фоне значительно возросла активность российских ученых и инженеров по разработке инноваций в металлургической сфере, среди которых получение и производство современных легирующих материалов не составляет исключения. Несомненно, что уже в самой ближайшей перспективе данная тенденция будет способствовать дальнейшему расширению номенклатуры и увеличению эффективности использования ферросплавов, модификаторов и лигатур.
Читайте также: