Крестовина для трубопроводов стальная гост
Обновлено: 08.05.2024
Крестовины используются для перекрестного разветвления технологических трубопроводов. Помимо своего основного названия (крестовина) они также получили название – крест. Также крестовины используются для соединения водогазопроводных труб, в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.). На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят крестовины:
Крестовины:
Как видно из схематичного изображения, приведенного выше, крестовины представляют из себя деталь с четырьмя ответвлениями для соединения между собой четырех трубопроводов. Внутри каждого из ответвлений крестовины нарезана резьба. Ответвления у крестовин являются прямыми по отношению к противоположному трубопроводу, поэтому крестовины принято называть – прямая крестовина или прямой крест. Резьба у крестовин нарезается на токарном станке с помощью резца. Крестовины используются с применением уплотнителя, при температуре среды не выше 175°С и давлении не выше 1,6 МПа. Крестовины (кресты) изготавливаются по ГОСТ 8951-75 и могут быть изготовлены всего в одном исполнении. На рисунке, приведенном ниже, Вы можете посмотреть, как схематично выглядит данное исполнение:
Крестовины по ГОСТ 8951-75 (кресты по ГОСТ 8951-75) могут быть изготовлены из ковкого чугуна, с оцинкованным покрытием (оцинкованные крестовины) или без покрытия. Диаметр крестовин по ГОСТ 8951-75 варьируется от Ду 8мм до Ду 100мм. В нижеприведенной таблице вы можете посмотреть параметры чугунных крестовин, изготовленных по ГОСТ 8951-75:
| Условный проход Dy | Резьба d | L | Масса без покрытия, кг, не более* | |
|---|---|---|---|---|
| Вариант по ГОСТ 8944-75 | ||||
| 1 | 2 | |||
| 8 | G 1/4 - В | 21 | 0,083 | 0,089 |
| 10 | G 3/8 - В | 25 | 0,105 | 0,113 |
| 15 | G 1/2 - В | 28 | 0,163 | 0,179 |
| 20 | G 3/4 - В | 33 | 0,284 | 0,254 |
| 25 | G 1 - В | 38 | 0,383 | 0,392 |
| 32 | G 11/4 - В | 45 | 0,585 | 0,561 |
| 40 | G 11/2 - В | 50 | 0,797 | 0,681 |
| 50 | G 2 - В | 58 | 1,251 | 1,117 |
| (65) | G 21/2 - В | 69 | 1,769 | 1,587 |
| (80) | G 3 - В | 78 | 2,351 | 2,119 |
| (100) | G 4 - B | 96 | 4,585 | 3,921 |
Ниже приведен пример условного обозначения крестовин по ГОСТ 8951-75:
Если Вам требуются остальные характеристики крестовин (крестов), изготовленных по ГОСТ 8951-75, то вы можете посмотреть их, скачав данный ГОСТ с нашего сайта.
Пользуясь вышеприведенной таблицей на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т.к. в ней указан вес всех существующих крестовин по ГОСТ 8951-75.
Наша компания может поставлять крестовины (кресты) из ковкого чугуна с оцинкованным покрытием и без него (кресты чугунные, кресты чугунные оцинкованные).
Крестовины (ГОСТ 8951-75)
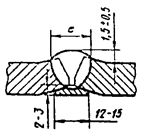
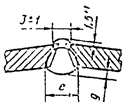
Конструктивные элементы и размеры
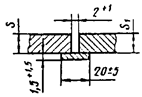
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
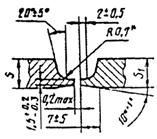
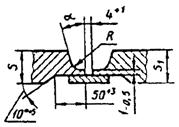
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва

* Допускается увеличение до 2 мм.
(при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
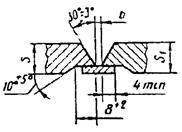
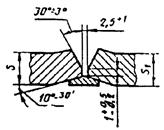
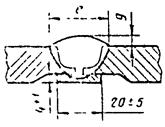
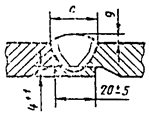
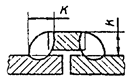
Конструкционные элементы и размеры
cварного шва





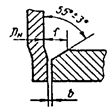
Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)


3 (при s св. 3)
К, не менее

1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
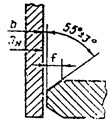
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
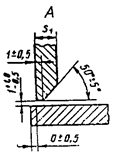
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
























ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s, s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
? - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Тип соединения
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
подготовленных кромок
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Односторонний с раздачей и развальцовкой
Угловое соединение фланца или кольца с трубой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе - минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-33.
Конструктивные элементы
s = s1
Конструктивные элементы и размеры
Примечание. При способе сварки 3Н зазор b = 0 +0,5 .
(при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание. При способе сварки 3Н зазор b = 2,5 +1,0 .



Примечание. Допускается применение штуцеров и ниппелей с фаской.
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
Примечание. Значение «К» определяется при проектировании.
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание. При способе сварки НЗ зазор b = 2 +0,5
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s1, должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
+2 мм - при К ? 5 мм;
(Измененная редакция, Изм. № 1).
Читайте также: