Критические точки для сталей
Обновлено: 16.05.2024
Критические точки – это значения температуры, в результате которых меняются физические и химические свойства стального сплава.
Обозначаются такие показатели буквой А. В нижнем значении точки на графике на прямой PSK сталь имеет состояние «железо-углерод». Называют такую точку – А1, именно при этом значении аустенит превращается в перлит в процессе охлаждения материала, и перлит в аустенит при нагревании сплава. В верхней части диаграммы критическим значением является значение Аз. Для доэвтектоидных сплавов из стали Аз находится на прямой GS. При такой величине происходит выделение феррита во время процесса охлаждения железа и прекращение его растворения при нагревании. Точка Аз для заэвтектоидных стальных сплавов находится на прямой SE. При такой величине происходит выделение вторичного цементита в процессе охлаждения стального материала, и прекращается растворение при повышении температурного режима.
Обозначение критических точек при нагревании отличается от критических точек снижения температуры маленькой буквой «с» и буквой «r» соответственно, так как «с» означает «chauffage» (в переводе с французского – нагревание), а «r» - «refroidissement» (перевод – охлаждение). Также в аббревиатуре присутствует цифровое значение, характеризующее данные изменения.
Таким образом Ar1 обозначает точку, при которой аустенит превращается в перлит, а в точке Ac1 наоборот - перлит в аустенит. Величина Ar3 соответствует процессу выделения феррита в аустенит, а окончание растворения феррита в аустените – точка Ac3. Также Ar3 означает начало процесса выделения цементита из аустенита, а также точка Ac3 – конец растворения. Кроме того, при нагревании доэвтектоидного сплава выше значения линии GS (Точка А3) нередко обозначают, как точку A cm.
Аббревиатура Mn является точкой, при которой на графике начинается мартенситное превращение.
Изменение состояния стали в критических точках
Критические точки при термообработках, как правило, необходимы для определения температурных режимов требуемых для закалки стали.
Линия to tn это значения при нагреве от начального охлажденного состояния точки to до плавления в точке tn. Если из мягкого стального сплава, который находится в охлажденном состоянии при сгибании и разгибании не образует трещин, увеличим до значения температуры t1 и подвергнуть изгибу, то при таком температурном режиме он способен потерять вязкость и может поломаться. Такая температура является температурой синей побежалости (или Побежалости стали), равной примерно 375 0 С обозначается буквой К, такое состояние стали называется синеломкость. Если и далее продолжить подогрев, и температура при этом станет выше t1, то материал вновь станет вязким и гибким, и деталь будет постепенно удлиняться, а температура ее правильно повышаться. При дальнейшем нагревании не больше температуры t2, если быстро охладить материал, он совсем не примет закалки.
Как только температурный режим повысится до значения точки t2, сталь перестает удлиняться, температура не повышается и даже начинает постепенно понижаться. Если медленно охлаждать деталь из стали, которая была раскалена не выше температуры точки t2, брусок, в температурном режиме в точке t2, прекращает укорачиваться, а температура его не только не понижается, но, даже не смотря ни на что, начинает повышаться и сталь становится светлее. Такая критическая точка может меняться в зависимости от твёрдости стали. Температура критических точек при этом варьируется от 580 до 680 градусов, а называют такое явление рекалесценцией, само нагревом либо бликованием. В этих критических точках у стального сплава происходят химические изменения. При нагреве стального материала с карбидом в точке t2 происходит распад с выделением углерода, с растворением в железной массе. Если медленно охлаждать материал, то в t2 происходит соединение углерода и стали в карбид. При этом в первом случае происходят процессы, связанные с поглощением тепла, а во втором ее выделение.
Критическую точку t2 в семидесятых годах заметил ученый Д. К. Чернов, который предложил определять её значение в следующем виде: стальной материал при нагревании ниже данного значения, не способен закаливаться. Критические точки представляют собой температурные режимы, способные изменять фазовые состояния и структуру сплава путем нагревания или охлаждения детали. Если и дальше подогревать стальной материал, но не выше температурного значения t3, сталь, несмотря на то, что способна принимать закалку, не будет менять свою структуру при медленном или быстром понижении температурного режима, и останется такой же, что и была до нагревания. При повышении температуры до значений Чернова с температурой t3, происходит быстрая перегруппировка, так как охлажденный материал изменяет свое структурное состояние из крупного в мелкозернистое. Такая температура позволяет добиться того, что размягчённые зёрна стального сплава крепко соединяются и превращаются воскообразный материал с аморфным сложением, который при понижении температуры ниже значения t3 не меняется. Медленное охлаждение детали, нагретой выше температурного режима точки t3, вызывает вновь распадение стального материала на зёрна, а сама кристаллизация зависит от дальнейшего изменения температурного режима дальше от точки t3 справа и от временного промежутка, который прошел до её понижения до критического значения t3. Такой процесс кристаллизации можно прекратить путем быстрого охлаждения детали до температуры критических точек ниже t3, то есть до точек, где уже не происходит процесс кристаллизации. Таким образом, критические точки при значении t3 означают границу, при которой заканчивается процесс кристаллизация при охлаждении раскалённого стального сплава. Эта критическая точка имеет значение от 700 до 800 градусов цельсия, что зависит от состава стального сплава и от содержания частиц углерода.
Помимо всех перечисленных выше явлений, по новым результатам исследований Осмонда, в такой точке происходит превращение стали из одного состояния в другое.
Благодаря исследованиям в области плавления сплавов, было выявлено, что в незакаленном или хорошо отожжённом стальном сплаве, железный материал имеет мягкое состояние, в закаленном же — твёрдое. При нагреве незакаленного сплава, металл при значении t3 изменяет состояние, при этом происходит поглощение теплоты. Если медленно охлаждать раскаленную деталь до критических точек выше значения t3, в при таких величинах сплав изменяет свое состояние, выделяя тепло.
Такое изменение требует некоторого времени, при нехватке которого переходить в другое состояние или вовсе не имеет смысла, или же такой переход совершается не полностью. Таким образом, при быстром охлаждении сталь становится твердее, а при медленном стальной сплав становится мягким. Критические точки не бывают постоянными и зависят от величины твердости сплава. Стальной материал становится еще мягче при удалении от точки t0. При этом значение критических точек зависит от сорта стального материала, который преобразуется при температуре от 700 до 855 градусов цельсия.
Как правильно определить температурный режим необходимый для закалки?
Температуру при закалке доэвтектоидной стали, т.е. сплавов из стали с присутствием углерода меньше 0,8 процента, определяют по формуле А с3+30. 50C. Но бывают случаи, когда доэвтектоидная сталь закаливается при критических точках от точки А с1 до А с3. При этом сталь будет иметь структуру состоящую из нерастворённых мартенсита и феррита. Все это является процессом неполной закалки стали и фактически считается браком. В производстве такое явление используется для снижения коробления деталей либо для исключения образования трещин в высоколегированных видах стали.
Заэвтектоидный стальной сплав при закалке нагревается до температурных режимов критических точек А с1+30-50C. По окончании процесса закалки стальной материал будет иметь структуру из вторичного нерастворённого цементита и мартенсита. Такой процесс позволяет повысить твёрдость и износостойкость продукции из стали.
Закалка сталей
Закалка - это процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем быстром охлаждении, со скоростью подавляющей распад аустенита на феррито-цементитную смесь и обеспечивающей структуру мартенсита.
Содержание
Мартенсит и мартенситное превращение в сталях
Мартенсит - это пересыщенный твердый раствор углерода в α-железе (α-Fe). Что такое аустенит, цементит, феррит и перлит читаем здесь. При нагреве эвтектоидной стали (0,8 % углерода) выше точки А1, исходная структура перлит превратится в аустенит. При этом в аустените растворится весь углерод, который имеется в стали, т. е. 0,8 %. Быстрое охлаждение со сверхкритической скоростью (см. рисунок ниже), например в воде (600 °С/сек), препятствует диффузии углерода из аустенита, но кристаллическая ГЦК решетка аустенита перестроится в тетрагональную решетку мартенсита. Данный процесс называется мартенситным превращением. Он характеризуется сдвиговым характером перестройки кристаллической решетки при такой скорости охлаждения, при которой диффузионные процессы становятся невозможны. Продуктом мартенситного превращения является мартенсит с искаженной тетрагональной решеткой. Степень тетрагональности зависит от содержания углерода в стали: чем его больше, тем больше степень тетрагональности. Мартенсит - это твердая и хрупкая структура стали. Находится в виде пластин, под микроскопом выглядит, как иглы.
Температура закалки для большинства сталей определяется положением критических точек А1 и А3. На практике температуру закалки сталей определяют при помощи марочников сталей. Как выбрать температуру закалки стали с учетом точек Ас1 и Ас3 читаем по ссылке.
Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
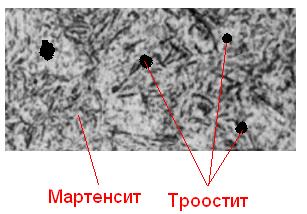
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание "носа" С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.

Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Неполная закалка сталей
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
- пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
- пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
Более подробно про стадии охлаждения при закалке можно прочитать в статье "Характеристики закалочных масел"
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры - закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Факторы, влияющие на положение с-кривых:
- Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
- Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
- Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
- Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
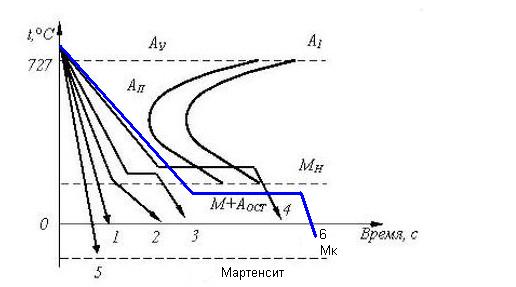
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием - сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье "Обработка холодом стальных деталей"
Зависимость твердости мартенсита от содержания углерода
Твердость стали после закалки зависит от твердости мартенсита, которая в свою очередь зависит от содержания углерода. С увеличением содержания углерода увеличивается и твердость после закалки стали. Графическая зависимость приведена на рисунке.
Критические точки сталей (точки Чернова)
Открытие Д. К. Черновым в 1886 г. критических точек стали послужило фундаментом для создания науки о металлах и построения диаграммы железоуглеродистых сплавов. Важнейшее значение работ Чернова – установление связи между обработкой стали, ее структурой и свойствами. Это обеспечило возможность назначения режимов термической обработки сталей.
Критические точки сталей обозначают буквой А с индексом, указывающему, какому процессу соответствует критическая точка: нагреву – индекс «с», охлаждению – «r». Кроме того, каждая точка имеет постоянный номер, который соответствует определенной температуре (линии диаграммы).
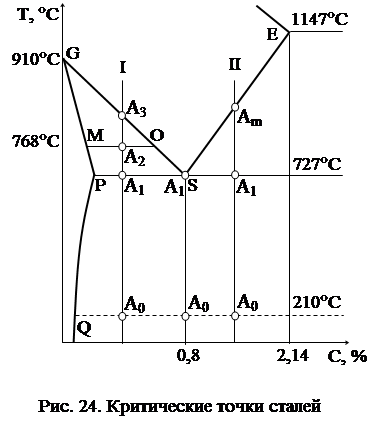
Затем сечение пересекает линию PSK, температура – 727°С, критическая точка Ас1 – превращение перлита в аустенит (начало перекристаллизации). Далее сечение пересекает линию МО, температура – 768°С, точка Ас2 – превращение железа-альфа в немагнитное бета-железо, сталь становится немагнитной. Дальнейшее повышение температуры приводит к пересечению линии GS – точка Ас3, сталь переходит в однофазное аустенитное состояние (конец перекристаллизации).
Температура точки Ас3 зависит от содержания углерода в стали, поскольку линия диаграммы GS наклонная.
При охлаждении номера точек не меняются. В точке Аr3 (линия GS) начнется перекристаллизация стали, в точке Аr2 (768°С) бета-железо переходит в магнитное альфа-железо, в точке Аr1 (727°С) аустенит переходит в перлит и заканчивается перекристаллизация стали, а в точке Ar0 цементит становится магнитным. Следовательно, доэвтектоидные стали имеют критические точки А0, А1, А2 и А3.
У заэвтектоидных сталей С > 0,8 % (сечение II на рис. 24). При температуре 210°С в точке Ас0 цементит теряет магнитные свойства. Дальнейший нагрев вызывает превращение перлита в аустенит в точке Ас1, температура – 727°С (начало перекристаллизации). Затем сечение пересекает линию диаграммы ES. На этой линии перекристаллизация заканчивается и происходит переход стали в однофазное аустенитное состояние. Точка на линии ES номера не имеет, она обозначается буквой m (Асm). Температура этой точки зависит от содержания углерода в стали. Следовательно, заэвтектоидные стали имеют три критические точки: А0, А1 и Аm.
Исходя из вышеизложенного, можно утверждать, что эвтектоидные стали (углерода 0,8 %) будут иметь две критические точки: А0 и А1 (см. рис. 24).
Как указывал Д. К. Чернов, важнейшими значениями температуры (критическими точками) стали будут А1, А3 и Аm. От температуры нагрева до указанных значений зависят фазовый состав, структура, а следовательно, и свойства стали.
Итак, при охлаждении на линии AC (см. рис. 22) из жидкого раствора начинают выделяться кристаллы твердого раствора углерода в гамма-железе – аустенита. По линии CD из жидкого раствора начинают выделяться кристаллы цементита первичного. Под этой линией в области CDF все сплавы будут двухфазными: жидкий раствор и кристаллы цементита первичного. В точке С диаграммы (1147°С), соответствующей концентрации 4,3 % углерода, где линии АС и CD пересекаются, происходит одновременная кристаллизация аустенита и цементита первичного с образованием мелкой смеси их кристаллов – эвтектики. Эвтектика в железоуглеродистых сплавах называется ледебуритом.
Точка С диаграммы – эвтектическая, а линия ECF, проходящая через эту точку, – эвтектическая прямая, и в каждой точке этой прямой сплавы заканчивают первичную кристаллизацию образованием эвтектики. Сплавы с содержанием углерода более 2,14 %, в которых при первичной кристаллизации образуется эвтектика (ледебурит), называют чугунами. Излом таких чугунов светлый, блестящий (белый излом), поэтому такие чугуны называют белыми. В белых чугунах весь углерод находится в химически связанном состоянии в виде цементита.
Чугуны, содержащие менее 4,3 % углерода, называются доэвтектическими, 4,3 % – эвтектическими, более 4,3 % – заэвтектическими.
Доэвтектические чугуны имеют в избытке гамма-железо, которое, растворяя углерод, образует аустенит (рис. 25, а). Поэтому в первую очередь в них образуются его кристаллы. Так будет до тех пор, пока жидкий сплав не приобретет эвтектический состав (4,3 % углерода); после этого он кристаллизуется на линии ЕС диаграммы состояния, образуя ледебурит. После окончания первичной кристаллизации эти сплавы состоят из кристаллов аустенита, окруженных эвтектикой, – ледебуритом.
У эвтектического чугуна, как у чистого металла кристаллизация начинается и заканчивается в точке С при постоянной и самой низкой для всех сплавов температуре – 1147°С. Его структура – мелкая смесь кристаллов аустенита и цементита – ледебурит.
Заэвтектические чугуны в избытке имеют углерод, который способствует образованию, в первую очередь, кристаллов цементита первичного. За счет выделения углерода состав жидкого сплава изменяется, и когда в нем останется 4,3 % углерода, он закончит кристаллизацию на линии СF при температуре 1147°C образованием ледебурита, структура его будет состоять из кристаллов цементита первичного и ледебурита (рис. 25, б).
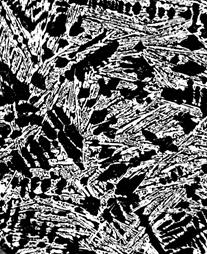
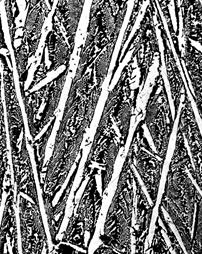
Рис. 25. Микроструктура белых чугунов (´ 500):
а – доэвтектический; б – заэвтектический
При охлаждении белых чугунов после окончания процесса кристаллизации в них будут происходить структурные и фазовые изменения. В доэвтектических чугунах в интервале температур от 1147 до 727°C вследствие понижения растворимости углерода от 2,14 до 0,8 % из аустенита будет выделяться цементит вторичный. На линии PSK при температуре 727°C произойдет эвтектоидное превращение аустенита в перлит и ледебурит будет состоять из перлита и цементита. Следовательно, структура этих чугунов будет перлит, цементит вторичный и ледебурит (см. рис. 25, а).
Классификация и маркировка углеродистых сталей и чугунов
- по диаграмме состояний – доэвтектоидные, эвтектоидные и заэвтекто-идные;
- по структуре – феррит + перлит, перлит, перлит + цементит вторичный;
- по способу выплавки – выплавленные в конверторах (конверторные), мартеновских и электрических печах (мартеновские и электростали);
- по содержанию углерода – низкоуглеродистые (менее 0,3 %), среднеуглеродистые (0,3 – 0,7 %) и высокоуглеродистые (0,7 % и более);
- по степени раскисления и характеру затвердевания – спокойные (сп), полуспокойные (пс), кипящие (кп). Кипящие стали содержат минимальное количество кремния (не более 0,07 %), дешевы, хорошо поддаются холодной листовой штамповке, но по сравнению со спокойными имеют высокий порог хладноломкости, и их нельзя использовать для изготовления ответственных конструкций в условиях Сибири и Севера. Порог хладноломкости – отрицательная температура, при которой металл переходит в хрупкое состояние;
- по качеству – обыкновенного качества, качественные и высококачественные. Под качеством стали понимается совокупность свойств, определяемых металлургическим процессом ее производства. Основными показателями для их разделения служат нормы содержания вредных примесей – серы и фосфора;
- по назначению – конструкционные и инструментальные. Конструкционные стали предназначены для изготовления металлоконструкций, деталей машин и должны обладать высокой конструктивной прочностью (определенным комплексом механических свойств), иметь хорошие технологические свойства.
Обычно они содержат не более 0,6 – 0,7 % углерода и имеют ферритно-перлитную структуру, т. е. являются сталями доэвтектоидными. Инструментальные стали, содержащие не менее 0,7 % углерода, должны обладать высокой твердостью, прочностью и износостойкостью, предназначены для изготовления инструментов. Это стали эвтектоидные и заэвтектоидные, их структура – перлит или перлит и цементит вторичный.
Диаграмма состояния «железо — углерод»
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит:
Железо
Железо – d-переходный металл серебристо-светлого цвета. Температура плавления – 1539° С. Удельный вес равен 7,86 г/см3. Наиболее существенной особенностью железа является его полиморфизм. В твердом состоянии железо может находиться в двух модификациях - α и γ. Полиморфные превращения происходят при температурах 911° С и 1392° С. При температуре ниже 911° С и выше 1392° С существует Feα (или α-Fе) с объемно-центрированной кубической решеткой. В интервале температур 911…1392° С устойчивым является Feγ (или γ-Fе) с гранецентрированной кубической решеткой. При превращении α→γ наблюдается уменьшение объема, так как решетка γ-Fе имеет более плотную упаковку атомов, чем решетка α-Fе. При охлаждении во время превращения γ→α наблюдается увеличение объема. В интервале температур 1392…1539° С высокотемпературное Feα называют Feδ. Высокотемпературная модификация Feα не представляет собой новой аллотропической формы.
При температуре ниже 768° С железо ферромагнитно, а выше – парамагнитно. Точку 768° С, соответствующую магнитному превращению, т.е. переходу из ферромагнитного состояния в парамагнитное называют точкой Кюри. Модификация Feγ парамагнитна.
Железо технической чистоты обладает невысокой твердостью (80 НВ) и прочностью (временное сопротивление – σв=250 МПа, предел текучести – σт=120 МПа) и высокими характеристиками пластичности (относительное удлинение – δ=50 %, а относительное сужение – ψ=80 %). Свойства могут изменяться в некоторых пределах в зависимости от величины зерна. Железо характеризуется высоким модулем упругости, наличие которого проявляется и в сплавах на его основе, обеспечивая высокую жесткость деталей из этих сплавов.
Железо со многими элементами образует растворы: с металлами – растворы замещения, с углеродом, азотом и водородом – растворы внедрения.
Углерод
Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500° С, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000° С).
В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах).
Цементит
Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода. Более точные исследования показали, что цементит может иметь переменную концентрацию углерода. Однако в дальнейшем, при разборе диаграммы состояния, сделаем допущение, что Fе3С имеет постоянный состав. Кристаллическая решетка цементита ромбическая, удельный вес 7,82 г/см3 (очень близок к удельному весу железа). При высоких температурах цементит диссоциирует, поэтому температура его плавления неясна и проставляется ориентировочно – 1260° С. Аллотропических превращений не испытывает. Кристаллическая решетка цементита состоит из ряда октаэдров, оси которых наклонены друг к другу. При низких температурах цементит слабо ферромагнитен, магнитные свойства теряет при температуре около 210° С. Цементит имеет высокую твердость (более 800 НВ, легко царапает стекло), но чрезвычайно низкую, практически нулевую, пластичность.
Цементит способен образовывать твердые растворы замещения. Атомы углерода могут замещаться атомами неметаллов: например, азотом; атомы железа – металлами: марганцем, хромом, вольфрамом и др. Такой твердый раствор на базе решетки цементита называется легированным цементитом.
Если графит является стабильной фазой, то цементит – это метастабильная фаза. Цементит – соединение неустойчивое и при определенных условиях распадается с образованием свободного углерода в виде графита. Этот процесс имеет важное практическое значение при структурообразовании чугунов.
Фазы в системе "железо-углерод"
В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит, графит.
Жидкая фаза
Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
Феррит
Феррит (Ф, α)- твердый раствор внедрения углерода в α-железе (от латинского слова ferrum – железо). Различают низкотемпературный феррит с предельной растворимостью углерода 0,02 % при температуре 727° С (точка P) и высокотемпературный δ-феррит (в интервале температур 1392…1539° С) с предельной растворимостью углерода 0,1 % при температуре 1499° С (точка J).
Свойства феррита близки к свойствам железа. Он мягок (твердость – 80 - 130 НВ, временное сопротивление – σв=300 МПа) и пластичен (относительное удлинение - δ=50 %), магнитен до 768° С.
Под микроскопом феррит выглядит как светлые полиэдрические зерна. В сталях может существовать в виде сетки (разной толщины, в зависимости от содержания углерода), зерен (малоуглеродистые стали), пластин или игл (видманштетт).
Аустенит в сталях
Аустенит (А, γ) – твердый раствор внедрения углерода в γ–железо (по имени английского ученого Р. Аустена). Углерод занимает место в центре гранецентрированной кубической ячейки. Предельная растворимость углерода в γ -железе 2,14 % при температуре 1147° С (точка Е). Аустенит имеет твердость 180 НВ, пластичен (относительное удлинение – δ=40…50 %), парамагнитен. При растворении в аустените других элементов могут изменяться свойства и температурные границы существования. Под микроскопом выглядит как светлые полиэдрические зерна с двойниками.
Цементит – формы существования
В железоуглеродистых сплавах присутствуют фазы: цементит первичный, цементит вторичный, цементит третичный. Химические и физические свойства этих фаз одинаковы. Влияние на механические свойства сплавов оказывает различие в размерах, количестве и расположении этих выделений. Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита (при охлаждении – вокруг зерен перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зерен.
Поскольку углерод в сплавах с железом встречается в виде цементита и графита, существуют две диаграммы состояния, описывающие условия равновесия фаз в системах железо - цементит и железо - графит. Первая диаграмма (Fе — Fе3С) называется цементитной (метастабильная), вторая (Fе - С) - графитной (стабильная). Оба варианта диаграммы приводятся вместе в одной системе координат: температура - содержание углерода. Диаграмма состояния системы железо - углерод построена по результатам многочисленных исследований, проведенных учеными ряда стран. Особое место среди них занимают работы Д.К. Чернова. Он открыл существование критических точек в стали, определил их зависимость от содержания углерода, заложил основы для построения диаграммы состояния железоуглеродистых сплавов в ее нижней, наиболее важной части.
Буквенное обозначение узловых точек в диаграмме является общепринятым как в России, так и за рубежом.
Диаграмма состояния железо-углерод
Имеющиеся во всех областях диаграммы фазы видны на рисунке. Значение всех линий указано в таблице.
Ликвидус по всей диаграмме проходит по линиям АВ, ВС, СD; солидус - по линиям АН, НJ, JЕ, ЕСF. Сплавы железа с углеродом обычно делят на стали и чугуны. Условной границей для такого деления является 2,14 % С (точка E). Сплавы, содержащие углерода менее 2,14 %, относятся к сталям, более 2,14 % - к чугунам.
Температуры, при которых происходят фазовые и структурные превращения в сплавах системы железо – цементит, т.е. критические точки, имеют условные обозначения. Обозначаются буквой А. В зависимости от того, при нагреве или при охлаждении определяется критическая точка, к букве А добавляется индекс с (от слова chauffage – нагрев) при нагреве и индекс r (от слова refroidissement – охлаждение) при охлаждении с оставлением цифры, характеризующей данное превращение.
Таким образом, например, нагрев доэвтектоидной стали выше соответствующей точки на линии GS обозначается как нагрев выше точки АС3. При охлаждении же этой стали первое превращение должно быть обозначено как Аr3, второе (на линии РSК) - как Аr1.
Другие структурные составляющие в системе "железо-углерод"
Кроме компонентов и фаз в системе сплавов "железо-углерод" присутствуют другие структурные составляющие - перлит и ледебурит
Перлит
Перлит - эвтектоид, механическая смесь феррита и цементита, полученная в результате распада аустенита при охлаждении сплавов ниже 727° С. При медленном охлаждении перлит присутствует во всех сплавах с концентрацией углерода от 0,02 до 6,67%. Под микроскопом перлит может выглядеть либо как пластины, либо как зерна - зернистый перлит. Его вид, также как и механические свойства, зависит от скорости охлаждения сплава и вида его термической обработки
Ледебурит в сталях
Ледебурит - эвтектика, механическая смесь аустенита и цементита, выделяющаяся из жидкости при охлаждении сплавов ниже 1147° С. Принципиальное отличие эвтектикой составляющей от эвтектоидной заключается в том, что первая выделяется из жидкости, а вторая из твердого раствора, в случае железоуглеродистых сплавов - из аустенита. Название данная структурная составляющая получила в честь имени немецкого ученого-металлурга Ледебура.
Узловые критические точки диаграммы состояния системы железо-углерод
Узловые критические точки диаграммы железо-углерод
Значение линий диаграммы состояния системы железо-углерод
Значения линий на диаграмме железо-углерод
Всякая диаграмма состояния показывает условия равновесного сосуществования фаз во взятой системе компонентов.
Полное физико-химическое равновесие между фазами может быть достигнуто только в специальных лабораторных условиях, а на практике некоторым приближением к этому состоянию может быть случай чрезвычайно медленного охлаждения или нагрева сплава с весьма длительными выдержками во времени при любых искомых температурах.
Лазерная резка металла как бизнес-идея
Когда речь идет о резке металла, существует несколько различных способов. Можно использовать традиционные методы.

Крупнейшие мировые выставки в сфере металлургии на 2022-2023 г
Специализированные выставки в сфере металлообработки и металлургии позволяют изучить новые тенденции рынка, а также, что.

Очистка изделий из металла: простые советы
В быту мы сталкиваемся с огромным количеством металлических изделий, а точнее с различными сплавами.

Какое оборудование подлежит сертификации?
Оборудованием называют совокупность аппаратов, машин, устройств, приспособлений, предназначенных для выполнения определенного перечня функций. Применяется.

Начало и конец поиска месторождений полезных ископаемых
Поиском полезных ископаемых люди стали заниматься с тех пор, как зародилась идея повышать качество.
Газорезка – эффективный способ резки металлических изделий
Сегодня большое распространение получили изделия из металлопроката. Они повсеместно используются в строительстве и в.
Основные виды термической обработки стали. Термическая обработка позволяет значительно изменить многие свойства металлов, особенно механические.
Термическая обработка позволяет значительно изменить многие свойства металлов, особенно механические.
В машиностроении термической обработке подвергается более половины объема выпускаемой номенклатуры деталей — от деталей приборов, разнообразных деталей машин до крупных элементов металлургического и энергетического оборудования.
Основными факторами воздействия при термической обработке являются температура и время. Изменяя температуру и скорость нагрева или охлаждения, можно целенаправленно изменять структуру и свойства стали в зависимости от требований, предъявляемых к изделиям. Выбор вида термической обработки определяется характером требуемых структурных изменений в металле.
Отжиг сталей
Отжиг является весьма распространенной операцией термической обработки сталей и чугунов. В зависимости от назначения отжига режимы его могут быть различными. При отжиге сталь нагревают ниже или выше температур критических точек, выдерживают при этой температуре и затем медленно охлаждают (обычно вместе с печью). В результате получается стабильная структура. Отжиг применяют для устранения неоднородности микроструктуры литых деталей, для снятия наклепа в материале после прокатки, ковки и других видов обработки, а также для подготовки детали к последующей технологической операции (резанию, закалке и т.д.). Температурные области нагрева для диффузионного, рекристаллизационного отжига и отжига для снятия остаточных напряжений в соответствии с диаграммой состояния Fe-Fe3Cуказаны на рис. 4.1.
Диффузионный отжиг (гомогенизацию) применяют для устранения дендритной ликвации в стальных слитках и отливках. Его также назначают для повышения пластичности и вязкости легированных сталей, что достигается за счет более благоприятного распределения избыточных карбидов в результате их частичного растворения и коагуляции. Схема технологического процесса включает нагрев до температуры примерно 1100 °С, длительную выдержку (в течение 8. 20 ч) и медленное охлаждение. Однако из-за высоких температур гомогенизации происходит рост зерна стали. Для устранения этого недостатка требуется дополнительно проводить полный отжиг или нормализацию.
Рекристаллизационный отжиг применяют для снятия наклепа и повышения пластичности холоднодеформированной стали. Схема технологического процесса включает нагрев до температур, превышающих порог рекристаллизации (650. 760 °С), выдержку в течение 0,5. 1,5 ч и последующее медленное охлаждение. В процессе такого отжига вытянутые в результате деформации зерна феррита становятся равноосными, а также происходит коагуляция и сфероидизация частиц цементита, в результате чего повышается пластичность сталей.
Отжиг для снятия остаточных напряжений применяют для стальных изделий после литья, сварки или механической обработки. Остаточные напряжения возникают из-за неравномерного охлаждения, неоднородности пластической деформации и могут вызывать изменение размеров, коробление изделий в процессе обработки, эксплуатации или хранения. Схема технологического процесса включает нагрев до 160. 700 °С, выдержку в течение 2. 3 ч и последующее медленное охлаждение. Выбор температуры зависит от вида предшествующей обработки: после резания — при 570. 600 °С, сварки — при 650. 700, шлифования — при 160. 180 °С.
Для получения равновесной структуры с целью снижения твердости, повышения пластичности и вязкости стали, улучшения обрабатываемости, измельчения зерен отжиг проводят при температурах выше точек Ас3 или Ас1 и подразделяют на полный, неполный и изотермический.
Полный отжиг применяют для перекристаллизации всей структуры доэвтектоидной стали с целью измельчения зерна ферритной и перлитной составляющих и снятия остаточных напряжений. Схема технологического процесса включает нагрев стальных деталей на 30. 50 °С выше точки Ас3, выдержку при этой температуре и последующее медленное охлаждение вместе с печью (рис. 4.8, а). При этом образуется мелкозернистый аустенит, обусловливающий получение перлита с мелким зерном, что обеспечивает высокую вязкость и пластичность стали.
Нормализационный отжиг применяется для получения мелкозернистой однородной структуры, устранения цементитной сетки в структуре заэвтектоидной стали, частичного снятия внутренних напряжений и наклепа, улучшения штампуемости и обрабатываемости резанием. Схема технологического процесса включает нагрев на 30. 50 °С выше Ае3 для доэвтектоидных
 1 Ф + П |—*4АМ Ф + II |
 Рис. 4.8. Режим отжига стали: а — полный; б — нормализационный |
или выше Асст для заэвтектоидных сталей, выдержку в течение 0,5. 3,0 ч с последующим охлаждением на воздухе (рис. 4.8, б). Нормализация — более экономичная термическая операция, чем отжиг, так как ускоренное охлаждение на воздухе приводит к сокращению времени, затрачиваемого на охлаждение деталей. Кроме того, нормализация приводит к получению сталей более высокой прочности, так как распад аустенита происходит при более низких температурах, что повышает дисперсность ферритоцементитной смеси. Эту особенность охлаждения на воздухе используют для среднеуглеродистых сталей, чтобы заменить улучшение (для изделий неответственного назначения). Нормализацию с последующим высоким отпуском (600. 650 °С) часто используют для исправления структуры легированных сталей вместо полного отжига, что обеспечивает повышение производительности.
Неполный отжиг применяется для улучшения обрабатываемости резанием и получения зернистого перлита в структуре заэвтектоидных сталей. Схема технологического процесса включает нагрев на 30. 50 °С выше точки Ас1У выдержку и последующее медленное охлаждение. Следует отметить, что в доэвтектоидных сталях при неполном отжиге происходит частичная перекристаллизация, так как перлит превращается в аустенит полностью, а избыточный феррит — лишь частично. Поэтому доэвтектоид- ные стали подвергают неполному отжигу тогда, когда необходима перекристаллизация только перлитной составляющей структуры стали.
Заэвтектоидная сталь подвергается только неполному отжигу, так как при этих температурах происходит практически полная перекристаллизация перлита, который приобретает зернистое строение вместо пластинчатого. Зернистое строение обеспечивается тем, что при небольшом превышении температуры нагрева надAciаустенит сохраняет неоднородность и частицы не полностью растворившегося цементита служат зародышами при последующей кристаллизации перлита из аустенита в процессе охлаждения стали.
Для получения структуры зернистого перлита (рис. 4.9) температуру нагрева выбирают в диапазоне 750. 760 °С для эвтекто- идных сталей и 770. 790 °С для заэвтектоидных. Охлаждение выполняют с малой скоростью до температуры образования карбидов, выдерживают при этой температуре 1. 3 ч, а затем быстро
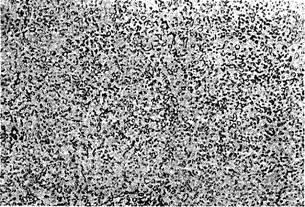 Рис. 4.9. Перлит зернистый (структура состоит из ферритной матрицы, в которой вместо цементитных пластинок появились сфероиды различного размера) |
охлаждают на воздухе. Стали со структурой зернистого перлита лучше обрабатываются резанием, так как имеют более низкую твердость (160. 180 НВ), чем стали с пластинчатым перлитом (180. 250 НВ). Так как при этом виде отжига получается зернистая (сфероидальная) форма частичек цементита, его называют сфероидизирующим.
Изотермический отжиг применяется для измельчения зерна, снижения твердости и снятия внутренних напряжений. При этом в 2. 3 раза сокращается длительность технологического процесса, что особенно важно при отжиге больших поковок из легированных сталей. Схема технологического процесса включает нагрев деталей до температур выше точки Ас3 на 20. 30 °С, выдержку и последующее сравнительно быстрое охлаждение до температур 680. 620 °С (ниже температуры точки Агг на 50. 100 °С) и выдержку при этой температуре до полного распада аустенита, после чего детали охлаждают на воздухе.
Для ускорения процесса отжига температуру изотермической выдержки выбирают близкой к температуре минимальной устойчивости переохлажденного аустенита в перлитной области. Это приводит к получению более однородной ферритно-пгерлитной структуры, так как при изотермической выдержке температура по сечению изделия выравнивается и превращение по всему объему детали происходит при одинаковой степени переохлаждения.
Закалка сталей
Закалка является основным видом упрочняющей термической обработки сталей и чугунов. При закалке детали нагревают выше критических температур, а затем охлаждают со скоростью, превышающей критическую. Под критической скоростью закалки понимают минимальную скорость охлаждения, обеспечивающую бездиффузионное превращение аустенита в мартенсит. Это позволяет получить неравновесную структуру с высокой твердостью, износостойкостью и прочностью. После закалки стали обычно следует отпуск, позволяющий снять термические напряжения и оптимизировать ее свойства.
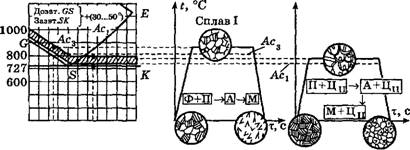
Температуру закалки (рис. 4.10, а) выбирают в зависимости от температуры критических точек с учетом химического состава сталей. Для углеродистых сталей температура закалки определя
ется по левой нижней части диаграммы Fe—Fe3C. В зависимости от температуры нагрева закалка бывает полной и неполной. При полной закалке изделия нагревают на 30. 50 °С выше линии Ас3, а при неполной — на 30. 50 °С выше линии Ас1. Перегрев выше указанных температур приводит к ухудшению структуры углеродистых сталей из-за роста аустенитного зерна. Для легированных сталей, содержащих специальные карбиды, нагрев ведут на 150. 250 °С выше критических точек для полного растворения карбидов перед закалкой.
Доэвтектоидные стали, как правило, подвергают полной закалке (Ас3 + 30. 50 °С), так как при этих температурах обеспечивается полное превращение ферритно-перлитной структуры в структуру мелкозернистого аустенита, а соответственно, после охлаждения — мелкокристаллического мартенсита (рис, 4.10, б):
д ф нагрев А з ^ ^ охлаждение ^ вд
Неполная закалка с межкритических температур приводит к сохранению в структуре закаленной стали кристаллов доэвтек- тоидного феррита:
П + Ф - 1Шгрд ,! А » ) А + ф охлаждение > м + ф
| Сплав II |
| 0 I 1,011 2,0 С, % |
| Рис. 4.10. Температурные области нагрева (а), схемы закалки и структуры доэвтектоидной (б) и заэвтектоидной (в) сталей |
| а t,°С 1200 |
Из-за низкой твердости феррита твердость стали после закалки будет неоднородна (рис. 4.11) и существенно понижена, поэтому неполная закалка доэвтектоидных сталей применяется редко.
 Рис. 4.11. Дефект «мягкие пятна» |
При нагреве заэвтектоидных сталей на 30. 50 °С выше температуры точки Ас1 перлит полностью превращается в аустенит, а часть вторичного цементита остается нерастворенной, следовательно, структура нагретой стали состоит из аустенита и цементита:
П + Ц„ нагре1 ' А ' > А + Ц„ °* лаждепие > М + Ц„.
Ее закалка приведет к превращению аустенита в мартенсит, зерна которого окаймлены частицами нерастворенного цементита (см. рис. 4.10, в). Такая сталь обладает повышенной твердостью и износостойкостью. Закалка заэвтектоидных сталей от температур выше Аст снижает твердость стали из-за увеличения количества остаточного аустенита и, самое главное, может вызвать перегрев. Поэтому для заэвтектоидных сталей обычно применяется неполная закалка.
Нагрев под закалку осуществляется в пе.чной атмосфере, расплавленных солях или металлах (обычно свинец). На рис. 4.12 приведены схемы печей, применяемых для термической обработки деталей. Это камерные, толкательные, шахтные и конвейерные печи.
По источнику теплоты печи подразделяются на электрические и топливные (газовые и, редко, мазутные).
а б 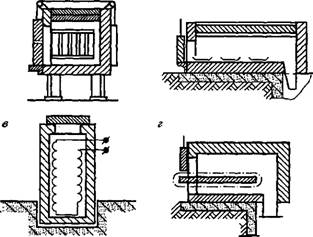 Рис. 4.12. Печи для термической обработки деталей: а — камерная; б — толкательная; в — шахтная; г — конвейерная |
Скорость и время нагрева деталей зависят от температуры в печи, степени легирования стали, конфигурации деталей, мощности и типа печи, объема садки и способа укладки деталей.
Время выдержки исчисляется с момента достижения деталями заданной температуры и так же, как и время нагрева, зависит от многих факторов, влияющих на структурные превращения, происходящие в стали. Ориентировочные значения длительности нагрева на 1 мм толщины изделия составляют в электропечах 1. 2 мин, в пламенных печах — 1, в соляных ваннах — 0,2. ..0,5, в свинцовой ванне — 0,2. 0,15 мин. Время выдержки обычно составляет 15. 25 % от времени нагрева.
Для предотвращения обезуглероживания и окисления металла рабочее пространство печи заполняют защитной атмосферой, состав которой постоянно контролируется. Обычно используют атмосферы из смеси метана, азота, водорода и оксидов углерода.
Наиболее ответственной операцией при закалке является охлаждение, которое должно осуществляться со скоростью, равной или выше критической (Укр), чтобы получить структуру мартенсита. Для углеродистых сталейVKpсоставляет 1400. 400 °С/с. Такие скорости охлаждения достигаются погружением закаленных деталей в холодную воду или в воду с добавками солей. Быстрое охлаждение необходимо только в интервале наименьшей устойчивости аустенита, а при дальнейшем понижении температур, особенно в мартенситном интервале, быстрое охлаждение не только не нужно, но и нежелательно, так как ведет к увеличению остаточных напряжений и образованию трещин.
Нежелательно и слишком медленное охлаждение в мартенситном интервале, так как может произойти частичный отпуск мартенсита и возрасти количество остаточного аустенита из-за его стабилизации, что снижает твердость стали. Наилучшей закалочной средой является та, которая быстро охлаждает в интервале температур 550. 650 °С (область температур наименьшей устойчивости аустенита) и медленно — ниже 200. 300 °С (область температур мартенситного превращения).
При закалке различают три периода охлаждения:
1) пленочное охлаждение — на поверхности детали образуется паровая рубашка, отделяющая поверхность от всей массы жидкости и обусловливающая сравнительно небольшие скорости охлаждения;
2) пузырьковое кипение — наступает при низких температурах охлаждаемой поверхности, когда паровая пленка разрушается; в результате этого происходит быстрый отвод теплоты, так как на образование пузырьков пара расходуется большое ее количество;
3) конвективный теплообмен — наблюдается при понижении температуры поверхности ниже температуры кипения жидкости; отвод теплоты в этот период происходит с наименьшей скоростью.
В табл. 4.2 приведены наиболее широко применяемые охлаждающие среды и обеспечиваемые ими скорости охлаждения.
При закалке в воде из-за высоких скоростей охлаждения в области температур мартенситного превращения возникают большие структурные напряжения, что создает опасность возникновения трещин. При использовании горячей воды снижается скорость охлаждения в интервале температур 550. 650 °С, а скорость охлаждения в области мартенситного превращения остается высокой и вероятность образования трещин не уменьшается. Наиболее высокой и равномерной охлаждающей способностью обладают 8. 12%-ные водные растворы NaClи NaOH. В интервале температур мартенситного превращения эти растворы охлаждают быстрее, чем вода.
Масло охлаждает значительно медленнее, чем вода, и обеспечивает небольшую скорость охлаждения в области температур мартенситного превращения. Это объясняется тем, что температура кипения масла (250. 300 °С) повышает температуру перехода от стадии пузырчатого кипения к конвективному теплообмену и, как следствие, обеспечивает уменьшение скорости охлаждения в области температур мартенситного превращения.
Закалку углеродистых и некоторых низколегированных сталей проводят в воде и водных растворах NaClи NaOH. Для легированных сталей применяют минеральное масло.
В практике термической обработки сталей наряду с непрерывной закалкой широкое применение находят закалка в двух средах и ступенчатая закалка. Закалка в двух средах состоит в прерывистом охлаждении изделия — сначала в воде до температуры 300 °С, а затем в масле или на воздухе до 20 °С. Такой режим закалки обеспечивает быстрое прохождение температурного интервала минимальной устойчивости аустенита при охлаждении в воде, а перенос изделия на воздух или в масло уменьшает внутренние напряжения, которые возникли бы при быстром охлаждении.
Ступенчатая закалка включает охлаждение нагретого изделия сначала в расплавленных солях, имеющих температуру на 180. 250 °С выше МИ (см. рис. 4.6, б), непродолжительную выдержку для выравнивания температуры по всему сечению изделия, а затем охлаждение на воздухе. Образование мартенсита происходит в этом случае при охлаждении на воздухе. При таком методе закалки получение мартенсита возможно в легированных сталях с высокой устойчивостью переохлажденного аустенита в интервале температур перлитного превращения и в изделиях небольшого сечения (10. 12 мм) из низко- и среднеуглероди- стых сталей. После такой закалки уровень внутренних напряжений и склонность к образованию трещин меньше.
Закалка с обработкой холодом предусматривает продолжение охлаждения закаленной стали до температур ниже нуля. В структуре закаленных сталей, у которых точка Мк лежит в области минусовых температур, всегда присутствует значительное количество остаточного аустенита (см. рис. 4.6, б и рис. 4.13). Обработку холодом проводят для уменьшения его количества. Это особенно важно для сталей, которые используются для изготовления мерительного инструмента, пружин и деталей подшипников качения. В результате самопроизвольного превращения аустенита в мартенсит понижаются твердость, износостойкость, нередко изменяются размеры деталей, работающих при низких температурах.
Обработку холодом выполняют сразу после закалки, а затем проводят низкий отпуск. Выдержка в течение 3. 6 ч стабилизирует аустенит и уменьшает эффект обработки холодом.
Читайте также: