Лазерная закалка сталей из твердого состояния
Обновлено: 25.04.2024
Оборудование на основе лазеров достаточно широко применяется в промышленном производстве. Лазерные системы активно используются для резки, сварки и поверхностной закалки (модификации) сталей.
Суть технологического процесса
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла. При этом время нагрева и время охлаждения незначительны, практически отсутствует выдержка при температуре нагрева. Данные условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков.
Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.
Преимущества лазерной закалки
Лазерное упрочнение поверхности металлов обладает рядом преимуществ. Они проявляются в следующих моментах:
Возможности нашего оборудования
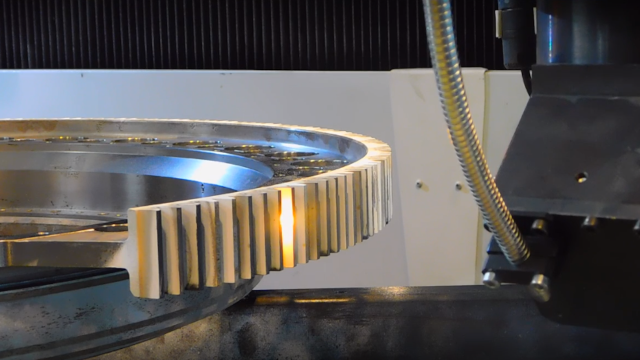
С помощью лазерных комплексов «ТермоЛазер» можно проводить поверхностную закалку как конструкционных, так и инструментальных сталей. В результате такой термической обработки поверхностный слой детали приобретает прочность, которая в 2 – 4 раза превышает твердость основы.
Оформите заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Основные сферы применения технологии
Лазерное термоупрочнение металла – надежный и экономичный способ повышения прочности деталей, работающих в условиях трения. Технология модификации востребована в машиностроительном, нефтегазовом, сельскохозяйственном производствах, металлургии, инструментальном производстве для обработки режущего инструмента, поверхностей рабочих частей штампов гильотинных ножей и прочего оснащения.
Обработка металлов при помощи лазерного оборудования дает прямые технологические и экономические выгоды. Внедрение высокоэффективной технологии позволяет быстро перестроить технологический процесс, поэтому она пользуется большим спросом не только у крупных производственных предприятий, но и у малых мастерских.
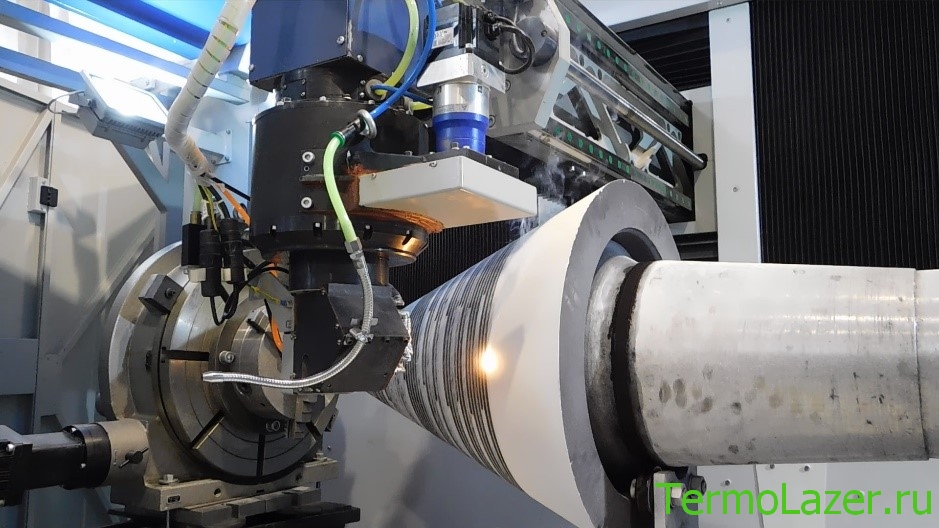
Системы создания и управления лазерным лучом постоянно совершенствуются, однако решающим фактором их эффективного использования остаются инжиниринговые услуги. Компания «ТермоЛазер» предлагает комплексное внедрение технологий лазерной металлообработки в Москве, Владимире и других городах. Мы самостоятельно разрабатываем и производим лазерные системы на базе газовых и диодных лазеров, адаптируя их под технологические задачи конкретного клиента. Наши инженеры работают как на собственном производстве, так и на территории заказчика со своим мобильным оборудованием.
Лазерная закалка
Упрочнение поверхности деталей позволяет существенно увеличить период их эксплуатации, снизить уровень износа поверхностей, подвергающихся механическим воздействиям. Наиболее эффективной технологией для этого показала себя лазерная поверхностная закалка металлических изделий, которую вы можете заказать в «ЛиТ». Обработке можно подвергать не только плоские, но и криволинейные изделия – цилиндрические, конические, сфероидальные и сложных геометрических форм. С точки зрения затрат энергии, труда и материалов метод показал себя более выгодным и действенным, чем остальные способы повышения прочности.
Лазерная закалка металлов
Суть технологии заключается в частичной передаче энергии луча обрабатываемому сплаву, вследствие чего его температура резко возрастает. Термическое воздействие первоначально охватывает очень небольшой слой, затем нагрев распространяется вглубь металла. В результате наружный слой приобретает кристаллическую структуру, успешно противостоящую механическим повреждениям.
Для обработки необходимо, чтобы энергия луча составляла 10³-10⁴ Вт/см². Наилучший эффект достигается при использовании установки непрерывного действия, которая продвигается вдоль заготовки со скоростью до 150 см/мин, оставляя за собой прогретую полосу. Если необходимо обработать поверхность большой площади, процедуру повторяют, делая между полосами узкие отступы, чтобы исключить образование зон отпуска.
Наиболее часто лазеры используют для улучшения изделий из различных сталей и чугунов, но другие металлы тоже могут подвергаться упрочняющему воздействию. Эффективность зависит от правильного выбора установки и режима работы луча.
Достоинства метода
Лазерная закалка стали и других металлов – это прогрессивная и экономически целесообразная технология, обладающая рядом преимуществ по сравнению с традиционными методами.
- Не требуется финишная шлифовка, так как продолжительность термообработки минимальна.
- Детали не подвергаются деформации, сохраняя первоначальную геометрическую форму и размеры.
- Длительность операции минимальна, производительность существенно более высока, чем при использовании других методов.
- Воздействие, в зависимости от решаемых задач, охватывает всю поверхность либо отдельный, четко ограниченный участок.
- Процесс находится под постоянным контролем автоматики, гарантирующим надлежащее качество результата.
- Для внесения изменений в режим работы достаточно нажать несколько клавиш. Длительная перенастройка оборудования не нужна.
Если вам требуется лазерная закалка деталей, обратитесь в ПВЦ «Лазеры и Технологии» по телефону или электронной почте. Мы подробно ответим на все вопросы и обсудим условия выполнения заказа.
Требования к чертежам
Заказы на обработку принимаются в виде чертежей в любом векторном формате.
Мы так же готовы подготовить для вас чертежи по вашим эскизам, ТЗ или описанию.
Написать нам
Цены на услуги
Стоимость услуг зависит от сложности и срочности работы рассчитывается индивидуально для каждого заказа
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут БЕСПЛАТНЫЕ консультация по услугам, ответят на все Ваши вопросы, при необходимости изготовят пробы.
Карта сайта ПВЦ «Лазеры и технологии»
Адрес: 124460 Москва, г. Зеленоград, Георгиевский проспект, дом 5 строение 1
Лазерная закалка металла: технология, плюсы и минусы
.jpg)
Лазерная закалка металлов – современная технология, применяемая для упрочнения быстро изнашиваемых изделий. В процессе термообработки меняются свойства материала, он становится более устойчивым к развитию коррозионных процессов, трению и прочим негативным факторам.
Суть процесса лазерной закалки
По сути, оборудование для закалки является генератором световых лучей. Воздействуя на поверхность изделия, часть лазерного потока проникает на небольшую глубину, где поглощается поверхностными электронами. За счет этого температура сплава резко повышается. Скорость нагрева зависит от теплопроводности металла и интенсивности воздействия лазером. Глубина воздействия составляет 0,1–1,5 мм, для некоторых материалов она может быть увеличена до 3 мм. Чтобы уменьшить отражение светового потока, зачастую применяются покрытия с низкой отражающей способностью: химические, углеродистые и прочие.
Поэтапно закалка лазером выглядит следующим образом:
Поверхность материала нагревается до показателя, близкого к температуре плавления, – 900–1300 о С.
В процессе нагрева атомы углерода в металле начинают менять свое положение, в результате чего запускается процесс аустенитного превращения.
Когда определенная зона разогревается до установленной температуры, луч сдвигается и обрабатывает следующую область.
По мере перемещения светового луча металл практически моментально остывает, эффект самоохлаждения не позволяет ему вернуться к первоначальной структуре.
В результате этого на поверхности образуется мартенсит (игольчатые зерна, представляющие собой перенасыщенный твердый раствор углерода в альфа-железе), и прочность материала значительно повышается. Лазерная поверхностная закалка – управляемый процесс, который можно использовать для деталей любой конфигурации.

Применение поверхностной лазерной закалки
Лазером закаляют поверхности таких материалов, как:
конструкционная и инструментальная сталь;
науглероженная и азотированная сталь;
чугун с шаровидным и пластинчатым графитом.
Главным условием для проведения термической обработки является наличие в составе достаточного количества углерода – не менее 0,22 %.
Лазерная закалка стали широко применяется в разных сферах промышленности и сельского хозяйства для придания прочности изделиям, которые работают при повышенных нагрузках и подвергаются преждевременному износу. Это могут быть:
цилиндрические детали – валы, кольца, втулки;
режущие кромки ножей;
резьбовые поверхности насосно-компрессорных труб;
штампы, ударопрочные подшипники.
Технология используется для обработки многих других узлов и компонентов, которые применяются в машиностроительной и химической промышленности.

Достоинства лазерной закалки металлов
В результате теплового воздействия на поверхности металлических изделий образуется высокодисперсная структура, которая прочнее основного материала в 2–4 раза. Перед закалкой лазером не требуется проводить сложную предварительную обработку или прогревать деталь: ее сразу помещают в оборудование и подвергают тепловому воздействию. Технология имеет и другие преимущества:
термообработке можно подвергать детали, имеющие миниатюрные размеры и сложную форму – цилиндрическую, коническую, сфероидальную и пр.;
оператор имеет возможность точечно регулировать температуру лазерного воздействия и его продолжительность;
выдержка необходимой температуры длится от 0,01 до 10 секунд, то есть на обработку детали средних размеров уходит в среднем 30–90 секунд (при использовании других методов упрочнения требуется гораздо больше времени на нагрев и охлаждение);
обработанные детали не нуждаются в финишной шлифовке;
в процессе обработки не выделяются вредные вещества, за счет чего воздействие на окружающую среду минимально;
по сравнению с другими технологиями упрочнения закалка лазером требует меньшего количества энергоресурсов, что положительно сказывается на себестоимости обработки;
современное лазерное оборудование оснащено мощными системами охлаждения, что позволяет ему беспрерывно работать на протяжении длительного периода времени;
для внесения изменения в работу техники не требуется много времени на перенастройку, достаточно нажать несколько кнопок.
По сравнению с другими видами термообработки (воздействием током высокой частоты, электронагревом, закалкой расплавом и прочими) закалка лазером – не объемный, а поверхностный процесс. Время нагрева и охлаждения минимальны, поэтому изделия сохраняют физические параметры, а риск их повреждения или деформации полностью отсутствует.
Минусы технологии
Несмотря на то что лазерная термообработка имеет множество преимуществ, она не универсальна и не способна полностью заменить комплексную химико-термическую и объемную термическую обработку, а также методы локальной термической закалки. Зона воздействия ограничивается доступом луча к поверхности, хотя сегодня этот недостаток успешно нивелируется путем использования гибких оптоволоконных систем. Глубина закалки зависит от свойств металла и в большинстве случаев не превышает 1,5 мм – этого недостаточно для качественного упрочнения элементов определенных механизмов и оборудования. Сами технологические комплексы имеют высокую стоимость, поэтому многие малые и средние предприятия не могут позволить себе их приобретение.
Если вас интересует такая услуга, как лазерная закалка стали, обращайтесь в наш производственно-внедренческий центр «Лазеры и Технологии». Мы выполняем комплексную металлообработку более 15 лет и располагаем высокотехнологичным оборудованием, которое позволяет изготавливать как крупные партии товаров, так и обрабатывать единичные изделия. Наш штат состоит из опытных специалистов, которые выполняют заказы любой сложности.
Лазерная термообработка
Лазерная обработка материалов, в том числе и термообработка, основана на использовании лазерного излучения, которое позволяет создавать на очень небольшом участке поверхности высокие плотности теплового поля, необходимые для интенсивного нагрева или расплавления.
По своей сути, лазеры - это генераторы света. При их воздействии на поверхность обрабатываемых сплавов часть потока лазерного излучения отражается от нее, а остальная часть проникает на малую глубину. Количество отраженного излучения зависит от природы материала и предварительной подготовки поверхности.
Энергия лазерного излучения практически полностью поглощается электронами в поверхностном слое толщиной 10 -6 -10 -7 м. Вследствие этого температура резко повышается. Последующий нагрев металла осуществляется за счет теплопроводности материала. Процессы распространения теплоты зависят от интенсивности теплового воздействия и от коэффициента теплопроводности материала. Основным показателем, определяющим эффективность поглощения лазерного излучения металлами, является состояние поверхности. Для увеличения эффективности поглощения целесообразно применять нанесение покрытий с низкой отражающей способностью. В настоящее время используют химические, углеродистые, лакокрасочные и водорастворимые покрытия. В производственных условиях часто используется фосфатирование поверхностей.
Основные виды лазерной обработки можно расположить в следующей последовательности, в зависимости от количества передаваемой энергии: поверхностная термообработка, лазерная сварка, лазерная резка. Эффективность того или иного вида лазерной обработки в первую очередь определяется плотностью мощности лазерного излучения Е в зоне обработки. При Е=10 4 - 10 5 Вт/см 2 происходит активный локальный разогрев материала без оплавления. Оплавление и испарение металла происходит при более высоких показателях - до 10 10 Вт/см 2 .
Лазерную закалку обычно делают при 10 3 - 10 4 Вт/см 2 . При этом сам процесс закалки происходит за счет интенсивного отвода тепла вглубь металла - процесс самозакалки. При лазерной закалке обычно используют лазеры непрерывного действия, они позволяют производить обработку со скоростью 10 2 - 10 4 мм/мин. После обработки на поверхности сплава получается закаленная полоса. При закалке больших площадей поверхностей сплавов закалку производят полосами, при этом рекомендуется делать небольшие отступы между этими полосами для предотвращения появления мягких пятен (зон отпуска). После закалки поверхностный слой состоит из зоны оплавления, зоны термического влияния, переходной зоны - зоны отпуска с низкой твердостью и зоны основного металла. Зона термического влияния может представлять собой слой мартенсита насыщенного углеродом и ниже слой неполной закалки. Насыщение азотом происходит из воздуха при воздействии высоких температур.
Лазерная закалка различных сталей
Заэвтектоидные стали рекомендуется упрочнять используя режимы, обеспечивающие получение структур с нерастворёнными карбидами, т.е. процесс лазерной термообработки необходимо проводить с наибольшими скоростями охлаждения. Для этих сталей эффективной считается импульсная закалка с оплавлением поверхности. В среднеуглеродистых легированных сталях типа 40Х, 38ХМ, 65Г, при обработке с минимальным оплавлением, твердость получается выше, чем в среднеуглеродистых сталях без легирующих элементов. Для получения наибольшей твердости в высоколегированных сталях, рекомендуется упрочнять их при малой длительности лазерного излучения. Высоколегированные инструментальные стали типа Х12 и Р18 рекомендуется обрабатывать в узком интервале режимов лазерной обработки, при которых в мартенсите содержится достаточное количество углерода, а растворение карбидов находится в начальной стадии. При лазерной термообработке чугунов образуется зона оплавления и зона закалки, а переходная зона выявляется редко. При обработке с оплавлением, графит растворяется в расплаве, а после охлаждения в зоне оплавления формируется структура белого чугуна. Упрочнять чугуны следует при невысокой плотности и небольшой скорости обработки.
Использование лазерного упрочнения позволяет обеспечить улучшение многих эксплуатационных показателей: износостойкости, теплостойкости, остаточных напряжений в упрочненном слое, механических характеристик, коррозионной стойкости и др.
Кроме лазерной термообработки, в зависимости от соотношения времени воздействия излучения и плотности мощности этого излучения, применяются и другие методы лазерной обработки. Например лазерное легирование, нанесение покрытий, резка, сварка и т.д.
Классификация лазеров
В зависимости от рабочего тела, лазеры могут быть твердотельные, жидкостные, полупроводниковые и газовые. В зависимости от типа воздействия могут быть импульсными и непрерывного действия.
Основные параметры лазерной обработки
В качестве технологических, при лазерной термообработке используют следующие параметры: когерентность и монохроматичность; интенсивность, измеряемая плотность тока в непрерывном режиме или энергия импульса в импульсном режиме; длина волны; угловая расходимость (обычно 0,01-0,1 градуса); время воздействия на металл.
Основные способы поверхностной закалки стали

На сегодняшний день, в промышленном производстве применяются следующие способы поверхностной закалки сталей:
- Закалка токами высокой частоты
- Пламенная поверхностная закалка стали
- Плазменная закалка
- Лазерная закалка стали
- Поверхностная закалка в электролите
- Электроконтактная закалка
- Импульсная закалка
Плазменная закалка стали - это отдельная тема, которая будет рассмотрена нами в следующих статьях, а что касается двух последних способов, то данные технологии достаточно простые и узконаправленные. Все описания данных технологий находятся в сети в свободном доступе и с ними можно ознакомиться.
Далее мы приведем краткое описание и ссылки на основные технологии поверхностной закалки сталей, которые применяются в промышленности, а на закалке в электролите остановимся подробнее.
Основные способы поверхностной закалки сталей
- Поверхностная индукционная закалка сталей - основана на размещении изделия вблизи источника переменного тока - индуктора. При этом, на металл оказывает воздействии электромагнитное поле, которое возбуждает в металле электродвижущую силу и вызывает прохождение по нему переменного тока с такой же частотой, как и ток индуктора. Ток индуцируется в поверхностном слое детали и вызывает его разогрев. металла. Основана на разогреве поверхности металла газовым пламенем. При таком способе закалки получают закаленные слои глубиной 2-4,5 мм. - основана на использовании лазерного излучения, которое создает на участке поверхности высокие плотности теплового поля. При лазерной закалке обычно получают слой менее 1 мм.
Поверхностная закалка в электролите
Способ закалки в электролите был предложен И. З. Ясногорским. Он основан на пропускании электрического тока напряжением 200-300 вольт через электрическую цепь с анодом (закалочная ванна) и катодом (закаливаемая деталь) в растворе электролита. В качестве электролита применяют 5-16% раствор кальцинированной соды (Na2CO3), 10% раствор поваренной соли (NaCl), может применяться раствор карбоната калия (K2CO3) или едкий натр (NaOH).
Во время процесса, на поверхности детали образуется пароводородная рубашка с максимальным электрическим сопротивлением, которая разогреваясь до почти 1500°C, разогревает деталь до температуры закалки. Непосредственно саму закалку можно осуществлять в том же электролите или другой закалочной среде. Можно использовать закалку в двух средах. Время закалки составляет примерно 5-10 секунд.
В принципе, при постоянном составе электролита и характеристиках тока, процесс можно считать управляемым. Однако, в некоторых случаях после закалки, на поверхности изделия может получаться неравномерная твердость (мягкие пятна). Такие несплошности являются следствием неравномерной плотности тока или неравномерного охлаждения. В связи с этим, в 1977 году было предложено во время нагрева под закалку пропускать через систему ультразвук. По мнению авторов, ультразвук должен выравнивать тепловое поле во время нагрева. Данный способ был запатентован в 1980 году в СССР.
Читайте также: