Нержавеющая сталь своими руками
Обновлено: 17.05.2024
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
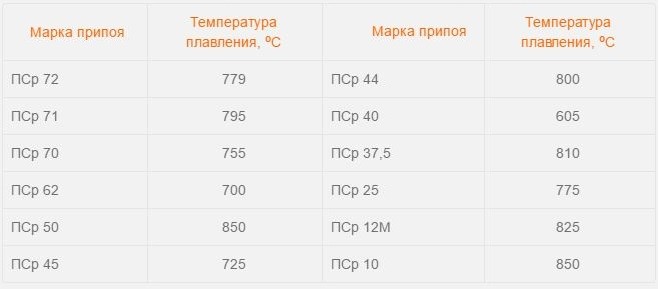
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Как закалить нержавейку в домашних условиях: видео, советы, нюансы
Несмотря на то, что такая технологическая процедура, как закалка изделий из нержавеющей стали, приводит к снижению их пластичности и гибкости, использование данного способа термической обработки позволяет придать им исключительную твердость. Современные технологии закалки и их правильный подбор обеспечивают высокое качество стали, в которой оптимально выдержаны пропорции прочности, пластичности и вязкости. У обработанных таким образом изделий значительно улучшаются эксплуатационные характеристики.
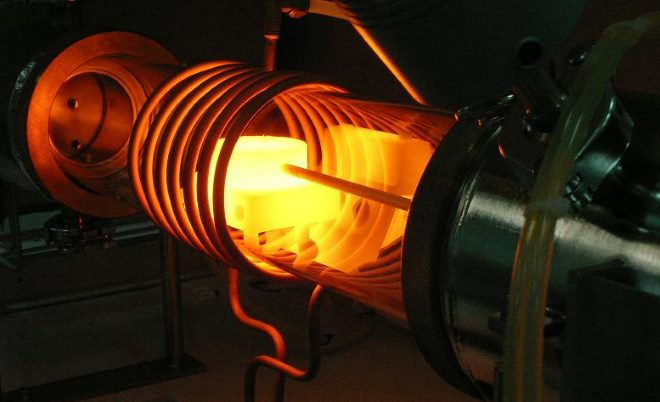
Закалка стали в индукционной канальной установке
Особенности и назначение закалки стали
Такая технология, как закалка стали, активно используется человечеством уже на протяжении достаточно длительного времени. Еще в Средние века такой способ термической обработки применяли для улучшения прочностных характеристик и твердости холодного оружия, а также орудий, используемых в сельском хозяйстве. Вопрос о том, как закалить нержавейку, возник тогда, когда люди научились получать в промышленных масштабах стальные сплавы, обладающие исключительными антикоррозионными свойствами. Именно в этот период и были разработаны новые технологии закалки стали, позволяющие создавать материалы с выдающимися физико-химическими характеристиками.
Процедуре закалки преимущественно подвергают нержавеющие стали, которые отличаются мартенситной внутренней структурой. Характерной особенностью таких нержавеющих стальных сплавов является то, что в обычном состоянии они обладают повышенной твердостью и склонностью к охрупчиванию. Если изделия из таких сталей подвергнуть термической обработке, предполагающей выполнение быстрого отпуска, то можно повысить коэффициент их вязкости, что значительно расширяет сферу их применения.
Изменение режима термической обработки стали позволяет получать различные физико-механические свойства металла
В зависимости от решаемых задач закалку изделий, изготовленных из нержавеющих сталей, могут выполнять одним из двух способов – с нагревом:
- всего изделия (глобальная закалка);
- только той части изделия, которую необходимо закалить (локальная закалка).
Очень серьезно следует подходить и к выбору способа охлаждения закаливаемой детали после ее нагрева.
Следует иметь в виду, что для различных марок нержавеющих сталей способы охлаждения изделий, подвергаемых закалке или отпуску, могут серьезно отличаться.
Если при выполнении термической обработки низколегированных сталей в качестве охлаждающей среды часто используют обычную воду, то для охлаждения нержавеющих стальных сплавов применяют такие вещества, как масло, солевые и щелочные растворы.
Выбор температурного режима
Наиболее важная задача, которую следует решить, приступая к закалке изделия, изготовленного из нержавеющей стали, – это правильный выбор температурного режима. Если изделие из нержавеющей стали в процессе выполнения закалки перегреть, то можно столкнуться с тем, что оно утратит свою первоначальную прочность, что объясняется уменьшением количества углерода в его внутренней структуре.

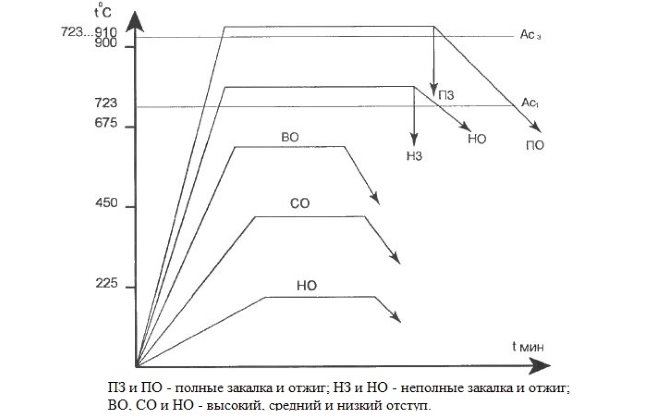
Режимы термообработки хромистых сталей и получаемые механические свойства
Очень часто при закалке нержавеющих сталей в них возникают остаточные напряжения, которые можно снять путем последующей механической обработки (прокат и др.). Избежать таких проблем еще на стадии выполнения термической обработки можно, если осуществлять охлаждение закаливаемых деталей в несколько этапов, с постепенным снижением температуры на каждом из них. Такую методику охлаждения часто используют в тех случаях, когда в результате закалки необходимо получить изделие, отличающееся особенно высокой прочностью.
Суть метода поэтапного охлаждения закаливаемого изделия, изготовленного из нержавеющей стали, заключается в том, что его после нагревания последовательно опускают в ванны, содержащие различные охлаждающие среды: растворы солей, щелочей, минеральные или синтетические масла. Наиболее значимое преимущество подобной методики заключается в том, что при ее использовании в структуре металла полностью устраняются все внутренние напряжения, оказывающие отрицательное влияние на его качество. Из недостатков данного метода следует отметить высокую стоимость его реализации, что ограничивает сферу его применения.
Рекомендации по закалке нержавеющей стали в домашних условиях
Если возникла необходимость улучшить прочностные характеристики и повысить твердость изделия из нержавеющей стали, то выполнить его закалку можно и в домашних условиях, познакомившись с практическими рекомендациями и изучив данный процесс по видео. В качестве примера можно подробно рассмотреть закалку лезвия ножа из нержавейки.
Для того чтобы в домашних условиях сделать нож из нержавеющей стали более твердым и прочным, потребуются следующие материалы и оборудование:
- электрическая печь или газовая горелка;
- сургуч;
- обычный скипидар.

Самодельный газовый горн
Сама методика закалки ножа из нержавейки, представленная на многих видео в интернете, заключается в следующей последовательности действий.
- Металлическую часть ножа (без рукоятки) помещают в камеру неразогретой электрической печи.
- Включив печь, необходимо выполнить нагрев ножа до состояния, когда он приобретет ярко-алый цвет (950–10500). Если в вашем распоряжении нет электрической печи, то нагрев ножа можно выполнять при помощи газовой горелки или раскаленных углей, но тогда будет сложно добиться равномерного прогрева металла.
- После небольшой выдержки при заданной температуре (5–10 минут) нож извлекают из печи и погружают его лезвие в сургуч на 1 секунду. Процедуру погружения и извлечения следует повторять до тех пор, пока вы не почувствуете, что нож входит в данный материал с некоторым затруднением (как в масло).
- Завершение процедуры закалки ножа в домашних условиях заключается в его очистке от остатков сургуча и протирании лезвия тканью, смоченной в скипидаре.
Выполняя самостоятельно закалку ножа из нержавеющей стали, следует иметь в виду следующее: перегрев металла может привести к тому, что лезвие ножа, став слишком твердым, утратит свою упругость, а это ухудшит его режущие свойства.
Нержавейка магнитится или нет? Марки и свойства нержавеющей стали

Нельзя представить отсутствие антикоррозийной стали в современной жизни. Появление нержавеющего сплава позволило сделать большие успехи во многих областях народного хозяйства. Только добавление в состав стали хрома делает ее устойчивой к коррозии. Но при ее использовании у потребителей нередко возникает вопрос: нержавейка магнитится или нет? Вот об этом и поговорим в этой статье.
СВОЙСТВА И ХАРАКТЕРИСТИКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Как же определить нержавеющую сталь? Свою актуальность нержавеющая сталь получила благодаря ряду положительных свойств:
- Устойчивость к агрессивным воздействиям окружающей среды;
- Высокая износостойкость, благодаря которой, срок службы изделий составляет более десяти лет;
- Термоустойчивость к резким перепадам температур;
- Высокий уровень устойчивости к коррозии и прочим вариантам разрушения;
- Экологическая безопасность;
- Эстетически привлекательный внешний вид;
- Простота в использовании и уходе.
Говоря о том, что представляет собой нержавеющая сталь и как определить нержавейку, можно сказать, что это результат удачного смешения стали и примесей, усиливающих свойства. Такие примеси являются основным компонентом, не допускающим образования ржавчины и преждевременного состаривания изделий. Чем больше примесей, тем длительнее срок службы стали в целом.
Основными добавочными компонентами являются:
- Медь;
- Никель;
- Молибден;
- Хром;
- Марганец;
- Титан.






Использование хромоникелевой стали
Антикоррозийная сталь 12Х18Н10Т принадлежит к экологически чистому и долговечному материалу. В состав хром-никелевого сплава, кроме основного компонента – железа, входит до 19% хрома, обеспечивающего ей сильные антикоррозийные свойства, и 11% никеля, которые переводят ее в класс аустенитов и придает гибкость, прочность и жаростойкость. Благодаря своим характеристикам она находит широкое применение. Многих интересует, сталь марки 12Х18Н10Т магнитится или нет? Она не является магнитной, как и все аустенитные сплавы, и находит применение в следующих отраслях промышленности:
- Химической – агрессивные кислоты: уксусная, азотная, фосфорная транспортируются по трубам из этой марки стали.
- Пищевой – молочной, мясной, алкогольной.
- Машиностроительной – изготовление деталей, контактирующих с кислотами и щелочами, производство сварной аппаратуры, коллекторов выхлопных систем.
- Нефтяной – для изготовления труб.

Кроме того, хромоникелевые сплавы используют в топливно-энергетическом секторе. Из них изготавливают печную арматуру, теплообменники.
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ
Исходя из процентного состава основных добавок, принято отличать нержавеющую сталь следующих видов:
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
Хром выступает основным компонентом, упрощающим холодную деформацию, увеличивающим срок службы изделий, придающим привлекательный внешний вид.
Несмотря на наличие достаточного количества нюансов, нередко возникают вопросы: как определить нержавеющую сталь, как отличить нержавейку от обычного металла и как проверить нержавейку на качественные составляющие. Для проведения отличительной проверки в бытовых условиях, когда не возможности проведения серьезной аппаратной экспертизы, используются подручные средства.


Анализ с помощью магнита
В лабораториях крупных пунктов приема установлен спектрометр – оптический прибор для спектроскопических исследований. Он оснащен интерферометром для оценки интенсивности спектральных линий и измерения длины волн. Полученные данные обрабатывает компьютер, выдавая точное заключение о составе сплава.
Если нужно определить нержавейку в домашних условиях, используют подручные, но относительно надежные средства. Одно из них – магнит: принято считать, что нержавейка не магнитит. Однако этот метод диагностики недостаточно точен, ведь мартенситные и ферритные сплавы имеют магнитные свойства.

С помощью магнита можно определить только аустенитные и аустенитно-ферритные сплавы с высоким содержанием хрома и никеля. Из них производят посуду, сантехническое и холодильное оборудование, тару для пищевых жидкостей и т.д. Вопреки распространенному мнению, точно определить нержавейку магнитом нельзя, но можно приблизительно выявить ее разновидность.
КАК ОПРЕДЕЛИТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ: 13 СПОСОБОВ
Определение нержавеющей стали с помощью магнита
Нержавеющая сталь не допускает намагничивания в связи с действием токов Футко. Но данная методика не всегда дает верный результат, так как железные и мартенситные сплавы имеют магнитные свойства, и поэтому с помощью магнита возможно достоверно определить лишь аустенитно-железные сплавы, в которых содержится высокий процент никеля и хрома. Иначе говоря, определить нержавеющую сталь магнитом на 100% нельзя, однако узнать ее подвид — можно.
Солевой раствор
Суть метода определения нержавеющей стали солевым раствором заключается в выявлении восприимчивости к коррозии. Крепкий солевой раствор служит хорошим провокатором коррозийного разрушения. С этой целью, подлежащее проверке изделие на сутки погружается в солевой раствор. Нержавеющая сталь, обладая высокой степенью устойчивости к подобным агрессивным средам, останется не поврежденной коррозией.
Метод среза
При помощи подручных средств осуществляется надрез. Цвет среза поможет отличить нержавеющую сталь, от сходной по цветовой гамме латуни. В случае последней, срез будет иметь желтый оттенок. В то время, как нержавейка останется светло-серой.
Определение нержавейки медным купоросом
Наждачной бумагой производится зашкуривание верхнего слоя. После чего поверхность нержавеющей стали обрабатывается раствором медного купороса. В таком случае определения нержавеющей стали, как и в случае с приведенными выше способами, нержавейка не изменит своих внешностных характеристик.
Физический метод определения нержавейки
Как проверить нержавейку физическим способом?
Метод основан на знании закона об объеме вытесняемой жидкости. Помещенная в емкость с водой нержавеющая сталь вытеснит количество воды, объемом отличающееся от того, что способен вытеснить металл. Для этого необходимо знать массу изделия, массу вытесненной жидкости и иметь под рукой таблицу данных весовых различий.
Маркировка
Маркировка указывает на свойства, характерные для данного материала. На основании этих свойств, можно понять, как определить и отличить нержавеющую сталь от обычного металла.
Метод чистого листа
Нержавейка не оставляет следов от плотного соприкосновения, в то время, как алюминий даст заметные серые полосы.
Теплопроводимость
У алюминия, в отличие от нержавеющей стали, она значительно выше. В связи с этим вода в емкости из алюминия закипит гораздо быстрее.
Агрессивные среды.
При контакте с щелочными и кислотными средами, поверхность нержавеющей стали останется в неизмененном виде. На поверхности алюминия выступят пятна.
Реакция с азотной кислотой
Несколько капель кислоты, вступившие в реакцию с любой углеродистой сталью вызовут образование едких паров. Нержавейка в реакцию не вступит даже поврежденной поверхностью.
Световой отлив
Поверхность нержавеющей стали дает желтовато-синий отлив.
Смесь перекиси водорода и 20% сульфида
Такая смесь, нанесенная на срез, вызовет видимое глазу значительное потемнение, если во взаимодействие с реагентом вступил цветной металл.
Отверстие
Высверливание отверстия поможет отличить нержавейку от дюраля внешним видом стружки.
Определение нержавеющей стали с помощью искры
Как же определить нержавейку с помощью искры? А вот как:
- V (объем) углерода в содержании стали имеет прямую связь с количеством вспышек и искр;
- Оттенок искр дает информацию о структуре металла (если они светловато-белые, то скорее всего это сталь с низким содержанием углерода);
- Если искры имеют очень яркий светлый блеск, то это значит, что в составе материала имеется большое количество титана.
Чтобы провести такой тест на определение нержавейки, нужно начать процесс шлифовки материала болгаркой, а искры и вспышки уже, как сказано выше, дадут необходимую информацию.
Для проведения теста необходима угловая шлифовальная машинка (болгарка). Начните шлифовать поверхность стали и проследите за реакцией. Достаточно точно определить металл или нержавейку помогут цвет, длина и форма искр.
Отдельным пунктом стоит выделить различия пищевой нержавейки от технической. В связи с тем, что посуда из этого вида стали пользуется высоким спросом, подобные отличия являются достаточно актуальными. Поверхность пищевой нержавейки отличается высоким качеством обработки, придающей гладкость. Даже матовые поверхности визуально и на ощупь не имеют даже малейших дефектов и выступов.Как правило, в сталь такого назначения, примесей металлов добавляют количественно значительно больше. Это связанно с регулярным воздействием агрессивных сред. Перечисленные свойства и требования относятся и к изделиям медицинского назначения.
Кроме всего перечисленного, большую долю информации о стали, из которой произведено изделие, может дать маркировка.


§3. Молибденовые листы (ленты, полосы, фольга, пластины)
Производство
Как правило, плоский прокат из молибдена — лист, лента, полоса, пластина, фольга — получают применением двух операций — плоская ковка и прокатка. В качестве заготовки используются молибденовые штабики различных размеров.
Наиболее распространенными заготовками для получения молибденовых пластин толщиной 2-8 мм являются молибденовые штабики прямоугольного сечения с размерами 25х25 мм, 12,5х12,5 мм и 8х8 мм. Плоскую ковку таких штабиков, как правило, осуществляют пневматические молоты. Схематичное изображение молота представлено на рисунке.

Устройство пневматического молота 1 – молот, 2 – молибденовый штабик, 3 – наковальня
После плоской ковки полученные молибденовые пластины подвергаются прокатке. Прокатка осуществляется в две стадии: горячая прокатка и холодная прокатка. Прокатку ведут на двухвалковых прокатных станах. Горячую прокатку осуществляют при температуре 1200 °С в начале процесса, которая затем снижается до 800-900 °С. Толщина молибденовой ленты, получаемой после горячей прокатки, зависит от толщины исходной пластины. Если толщина пластины составляет 8 мм, то горячую прокатку ведут до получения ленты (полосы) толщиной 1-1,2 мм. Молибденовый лист (пластину) толщиной 4 мм прокатывают до толщины 0,6 мм, а лист толщиной 2 мм — до полосы (ленты) толщиной 0,35-0,4 мм. После горячей прокатке полученные молибденовые полосы (ленты) подвергают химической очистке. Для этого их погружают в расплавленную смесь гидроокиси натрия и азотистокислого натрия, или в амиачный раствор перекиси водорода, или в кислый раствор бихромата калия.
После очистки ленты из молибдена подвергают холодной прокатке, которая производится при комнатной температуре. В результате этого процесса получают изделие необходимого размера. Также в процессе холодной прокатки материал приобретает необходимую пластичность. Если во время прокатки ленты (полосы) излишне нагартовываются, то производят их промежуточный отжиг. Отжиг молибденовых лент осуществляют при температуре не более 850 °С. После завершения холодной прокатки ленты из молибдена снова подвергаются очистке. Способы очистки аналогичны тем, что применяются после горячей прокатки. В качестве окончательной обработки лент (полос) может осуществляться их полировка мелким порошком окиси алюминия.
Молибденовая лента и полоса может использоваться в электрических печах в качестве нагревателей. В электровакуумной промышленности такие печи применяются для отжига спиралей и проволоки при высоких температурах. При изготовлении нагревателя молибденовую ленту изгибают, придавая ей форму цилиндра или полуцилиндра. Концы нагревателя закрепляют в массивных зажимах из молибдена. Нагрев осуществляется в среде защитного газа.
Молибденовые пластины (листы) часто применяют в качестве конструкционного материала при производстве изделий в авиа- и ракетостроении. Из них изготовляют тепловые экраны, элементы обшивки ракет и самолетов, а также другие детали, материал которых должен иметь высокую жаропрочность (см. Глава 1 §3).
Пластины, ленты, полосы и тонкая фольга из молибдена используются для изготовления анодов генераторных ламп. Аноды больших размеров, как правило, делают составными. Отдельные пластины соединяются с помощью клепки или точечной сварки.



МАРКИРОВКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Существует пять видов основных маркировок:
- 08Х18Н10. Посуда из такого материала допускается к использованию в пищевой промышленности. Однако, не допускается воздействия каустической соды.
- 08Х13. Одна из самых популярных марок стали, наиболее часто используемая в изготовлении кухонной утвари. Такую посуду можно нагревать до практически любых температур, а так же хранить в условиях холодильных и морозильных камер.
- 20Х13-40Х13. Данная сталь используется для изготовления моек и посуды. Она хорошо справляется с перепадами температур, пластична и устойчива к механическим повреждениям.
- 12Х13. Изделия из стали с такой маркировкой используются в винодельческой промышленности и спиртовой.
- 08Х17. Данная сталь отличается самой высокой жаропрочностью и хорошей теплопроводимостью. Высоким спросом пользуются сковороды, изготовленные из такой нержавеющей стали.

ОЦЕНКА КАЧЕСТВА НЕРЖАВЕЙКИ
Оценка качественных характеристик нержавеющей стали имеет зависимость от различных параметров, таких как количество добавок, способа соединения и т.д… После сварочных работ в местах швов нержавющая сталь теряет свою устойчивость к коррозии, что может привести к образованию ржавчины и затем к ее разрушению. Покрашенную нержавейку нужно будет чистить от ржавчины, заново проводить шлифовку, из-за чего сталь будет утрачивать свою стойкость к влаге. Чтобы заранее провести оценку нержавеющей стали, нужно прибегнуть к соляному раствору: в случае высокого качества материала на стали не останется никаких пятен.
От чего зависит цена?
Низкоуглеродистые коррозионностойкие сплавы используют для производства самых разных изделий: лезвий, профилированных листов, кровельных материалов, медицинских принадлежностей. Лом нержавейки можно собрать при демонтаже старого забора, разборе старого холодильника, выбросе ненужной кухонной утвари и т.д. При этом потенциальный доход будет зависеть от таких факторов:
- вид стали (аустенитная, ферритная, мартенситная и др.);
- марка стали (AISI 304, AISI 630, 12Х21НБТ);
- вид металлопроката (листовой, сортовой, трубный);
- толщина листа;
- состав;
- качество.
ИТОГ: КАК ЖЕ ОПРЕДЕЛИТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ
Таким образом, задача как определить и отличить нержавеющую сталь от любых других видов металлов и сталей представляется вполне возможной даже без использования серьезных промышленных экспертных мероприятий. Достаточно запомнить и применить хотя бы часть из вышеперечисленных способов, дающих вполне объективную информацию по отличительным признакам. В случае, если сомнения остаются, лучше обратиться к экспертным данным. Особенно, если речь идет об изделиях, медицинского, или пищевого направления. Кстати, многих людей также мучает вопрос: можно ли приварить нержавейку к черному металлу? В этой статье разложим все по полочкам.
«Желтый поток» или «белая вилка»
Существует много видов искр: «вилка», «веточка», «стрела» и др. Различать их учатся с опытом, но даже неподготовленный человек сможет отличить плотный и короткий поток вспышек от длинных и редких искр, характерных для нержавеющей стали. Наличие темных красных искр, выходящих из-под шлифовального круга, свидетельствует о высоком содержании никеля, карбида вольфрама и кобальта.

Если в процессе шлифовки появляется поток средней плотности, при этом искры у основания соломенно-желтые, а на конце белые, перед вами нержавеющая сталь. Длинный поток искр, достигающий 1,5 метров, указывает на наличие в составе азота. В этом случае несложно определить марку нержавеющей стали: азотистые легированные сплавы достаточно редки и их всего несколько (Nitrobe 77, Sandvik™ 14C28N, Böhler N680 и др.).
Советы от профессионала: Как сверлить нержавеющую сталь

Если вы не привыкли к ней, нержавеющая сталь может быть сложной для сверления. В итоге вы будете сжигать сверла быстрее, чем успевать их менять.
Как сверлить нержавеющую сталь? Для сверления нержавеющей стали необходимо использовать острые сверла, низкое число оборотов, высокое давление резания (подачи) и большое количество охлаждающей жидкости. Высокие обороты приведут к немедленному сгоранию сверла.
Помимо этого, есть еще несколько советов, которые помогут вам выполнить работу, например, как сохранить устойчивость и как выбрать правильное сверло.
Реалистичные размеры сверл
Поскольку нержавеющая сталь - более прочный материал, важно быть реалистом в том, какие размеры отверстий вы можете сделать с помощью имеющихся у вас инструментов.
Если вы используете ручную дрель, вы, как правило, будете ограничены диапазоном размеров от 1,6 мм до 9,5 мм. Все, что больше или меньше этого, будет сомнительного качества.
На сверлильном станке процесс более стабилен, так как установка более жесткая, а сверло выравнивается более точно. В зависимости от крутящего момента вашего станка, вы можете просверлить довольно большие отверстия.
Смысл всего этого в том, что если вам нужно отверстие диаметром 50 мм, а у вас есть только аккумуляторная дрель, обратитесь за профессиональной помощью. Или купите кольцевую фрезу.
Как получить правильное число оборотов
Слишком быстрое вращение сверла по нержавеющей стали - это самая распространенная ошибка.
Это может быть непросто, если вы используете ручную дрель, но большинство сверлильных станков или других подобных машин дадут вам хотя бы общее представление о том, на каком числе оборотов вы работаете.
Если вы используете ручную дрель, на ней обычно есть какая-то маркировка, указывающая (как минимум) максимальное число оборотов в минуту. Это может дать вам приблизительное представление о том, насколько быстро она работает.
Число оборотов дрели зависит от размера сверла. Чем больше сверло, тем медленнее его нужно вращать.
Правильный выбор сверл
Не всякое сверло будет хорошо работать с нержавеющей сталью.
Чтобы не говорить о том, что и так очевидно, сверла должны быть предназначены для металла, а не для дерева или камня.

Это означает, что не нужно использовать сверло-лопатку, сверла brad points, сверла-форстнера или ударные сверла. Они не предназначены для металла.
Например, я бы настоятельно не рекомендовал использовать простое спиральное сверло из углеродистой стали. Режущая кромка износится в мгновение ока.
Как минимум, используйте сверла из быстрорежущей стали (HSS). В идеале - с кобальтом. Они стоят дороже, но они значительно лучше для прочных материалов.
Они лучше работают в условиях сильного нагрева, что характерно для нержавеющей стали, и лучше отводят тепло.
Совет профессионала: Не все кобальтовые сверла одинаковы. Они имеют различные марки в зависимости от содержания в них кобальта. В M35 содержится 5% кобальта, а в M42 - 8%. Большее количество кобальта означает, что режущие кромки дольше остаются острыми.
Используйте охлаждающую жидкость
Нержавеющая сталь на самом деле довольно абразивна при резке. Если вы сверлите ее насухо, режущая кромка будет изнашиваться очень быстро.
Охлаждающая жидкость помогает сохранить сверло и заготовку холодными. Нержавейка при перегреве делает то, что называется закалкой.
По сути, это приводит к образованию твердого участка на дне сверлильного отверстия, и сверла, соприкасающиеся с этим твердым участком, быстро сгорают.
Один из самых простых способов смазать сверло - нанести на него немного WD-40 во время резки.
Вытащите сверло из отверстия, нанесите на него немного смазки, просверлите еще несколько секунд, промойте и повторите.
Минус использования WD-40 в том, что это очень легкая смазка, и от неё может появиться много грязи.
Еще лучше работает воск для резки. Он будет дольше держаться на сверле и практически не будет оставлять грязи.
Применяйте давление при резке
Этот пункт может показаться немного нелогичным. При любой резке металла выделяется тепло.
Есть три вещи, которые могут нагреваться:
Если тепло переходит в сверло, то сверло сгорает. Если тепло попадает на заготовку, металл закаляется.
Однако если тепло попадает в стружку, то тепло отводится от зоны резания, и все работает как по маслу.
Один из ключей к успеху здесь (помимо использования острого сверла) - убедиться, что стружка достаточно велика, чтобы выдержать нагрев. Это означает, что вам нужно давление.
В принципе, если вы не приложите достаточного давления к сверлу, сверло будет тереть, а не резать.
Если вы сверлите вручную или на сверлильном станке, главное - обратить внимание на стружку.
При ручной подаче стружка должна выходить в виде непрерывных спиралей. Она не должна выглядеть как пушистые стопки щепок или пыли.
Она должна выглядеть вот так:


Обычно нержавеющая сталь не магнитится, но плохие условия резки могут привести к ее намагничиванию. Если вы видите это, вам нужно дважды проверить давление резки и убедиться, что ваше сверло все еще острое.
Давление при резке не означает, что вы давите всем весом своего тела на сверло. Это было бы опасно.
По сути, необходимо приложить достаточно сильное давление, чтобы стружка выходила чисто и не выделяла чрезмерного тепла.
Держите сверло прямо
В основном это относится к сверлению вручную, но я видел, как ребята ошибались и на сверлильном станке. Сверла не предназначены для бокового давления, а нержавеющая сталь действительно неумолима. Уделите особое внимание тому, насколько ровно вы сверлите нержавеющую сталь. В противном случае хвостовик сверла будет упираться в боковую поверхность отверстия, делая его продолговатым, и вы рискуете сломать сверло.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: