Общие сведения о сталях и их свариваемости
Обновлено: 06.05.2024
Свариваемостью называется свойство металла (или другого материала) образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия (ГОСТ 2601).
Свариваемость различных металлов и их сплавов существенно отличается.
Степень свариваемости оценивают изменением свойств сварного соединения по отношению к основному металлу. Степень свариваемости сплава тем выше, чем больше способов сварки и режимов при каждом способе можно применить. Примером хорошей свариваемости является малоуглеродистая сталь.
Под технологической свариваемостью понимают отношение металла к конкретному способу сварки и режиму.
Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, по завершении которых образуется неразъемное сварное соединение. Все однородные металлы обладают физической свариваемостью. Свойства разнородных металлов зачастую препятствуют протеканию необходимых физико-механических процессов в зоне сплавления. В этом случае металлы не обладают физической свариваемостью.
Свариваемость сталей
Влияние элементов, содержащихся в сталях, на их свариваемость
Углерод. Малоуглеродистые стали хорошо свариваются всеми видами сварки. С увеличением содержания углерода в стали повышается твердость и снижается пластичность. Металл в сварном соединении закаливается, и образуются трещины. В результате интенсивного окисления углерода при сварке образуется значительное количество газовых пор.
Марганец. В количестве 0,3…0,8 % марганец не ухудшает свариваемость стали. Является хорошим раскислителем и способствует уменьшению содержания кислорода в стали. При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
Кремний. Содержание кремния в углеродистых сталях незначительно (0,03…0,35 %). Кремний вводят как раскислитель, и при содержании до 1 % он не влияет на свариваемость. С увеличением содержания кремния более 1 % свариваемость ухудшается, так как образуются тугоплавкие окислы, которые приводят к появлению шлаковых включений. Металл сварного шва имеет повышенные прочность, твердость и хрупкость.
Хром. В углеродистых сталях содержание хрома не превышает 0,25 % и в таком количестве его влияние на свариваемость не значительно. Конструкционные стали типа 15Х, 20Х, 30Х, 40Х содержат от 0,7 до 1,1 % хрома. При таком содержании хрома твердость увеличивается, а свариваемость ухудшается, особенно с увеличением содержания углерода. Стали, содержащие значительное количество хрома (Х5, 1X13, Х17) имеют самую плохую свариваемость. При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
Никель. Никель повышает прочность и пластичность металла сварного соединения и не ухудшает свариваемость.
Молибден. В теплоустойчивых сталях содержание молибдена составляет 0,2…0,8 %, а в специальных сталях, предназначенных для работы при высоких температурах, увеличивается до 2…3 %. Молибден значительно повышает прочность и ударную вязкость стали, но вызывает склонность к образованию трещин, как в самом шве, так и в переходной зоне.
Ванадий. Ванадий повышает прочность сталей. Содержание его в инструментальных и штамповых сталях достигает 1,5 %. Ванадий ухудшает свариваемость, так как способен сильно окисляться и при сварке необходимо вводить в зону плавления активные раскислители.
Вольфрам. Содержание вольфрама в специальных (инструментальных и штамповых) сталях составляет до 2 %. Стали с содержанием вольфрама имеют значительную твердость и прочность при высоких температурах. Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Титан и ниобий. Титан и ниобий улучшают свариваемость стали. При сварке высоколегированных хромистых и хромоникелевых сталей углерод взаимодействует с хромом и образуются карбиды хрома. Это приводит к уменьшению содержания хрома по границам зерен, образованию межкристаллитной коррозии и разрушению сварных швов. При введении в стали титана или ниобия в количестве 0,5…1 % происходит их взаимодействие с углеродом, что препятствует образованию карбидов хрома.
Медь. В сталях, используемых для ответственных конструкций, содержание меди составляет 0,3…0,8 %. Медь улучшает свариваемость, повышает прочность, пластические свойства, ударную вязкость и коррозионную стойкость сталей.
Сера. Повышенное содержание серы приводит при сварке к образованию горячих трещин. Наибольшее допускаемое содержание серы до 0,06 %.
Фосфор. Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Кислород. Кислород ухудшает свариваемость стали, снижая ее механические свойства – прочность, пластичность, ударную вязкость.
Азот. Азот из окружающего воздуха при охлаждении сварочной ванны образует нитриды железа, которые повышают прочность и твердость стали и значительно снижают пластичность.
Водород. Водород попадает в сварочную ванну из влаги и коррозии на поверхности металла, скапливается в отдельных местах сварного шва, образует газовые пузырьки, вызывает появление пористости и мелких трещин.
Классификация сталей по свариваемости
Свариваемость сталей оценивается такими признаками как склонность к образованию трещин и механические свойства сварного соединения.
Количественной характеристикой свариваемости стали является эквивалентное содержание углерода Сэк, которое определяют по формуле
Сэк = С + (Мn/6) + [(Cr + Mo +V)/5 + (Ni + Cu)/15] ,
где С – содержание углерода, %;
Мn, Cr, Mo, V, Ni, Cu – содержание легирующих элементов (марганец, хром, молибден, ванадий, никель, медь), %.
Наибольшее влияние на свариваемость стали оказывает количество содержащегося в ней углерода и легирующих компонентов.
Стали по свариваемости делят на четыре группы: хорошо сваривающиеся стали, удовлетворительно сваривающиеся, ограниченно сваривающиеся и плохо сваривающиеся стали.
К первой группе относятся стали, сварку которых выполняют по обычной технологии без подогрева. Возможно применение термообработки для снятия внутренних напряжений.
Ко второй группе относятся стали, у которых при сварке в нормальных условиях, как правило, трещин не образуется. Для сварки сталей этой группы имеются ограничения по толщине свариваемого изделия и температуре окружающей среды.
К третьей группе относятся стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают термообработке после сварки.
К четвертой группе относятся стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
В табл. 1 приведена свариваемость и условия сварки сталей различных видов и марок.
Основные сведения о сталях и их свариваемости
1.5.1. При изготовлении деталей вагонов применяют главным образом конструкционные низкоуглеродистые, среднеуглеродистые и низколегированные прокатные и литые стали, а также коррозионно-стойкие стали. Основным легирующим элементом в углеродистых сталях, определяющим механические свойства и свариваемость, является углерод. Стали с содержанием углерода до 0,25 % относятся к низкоуглеродистым, от 0,26 до 0,45 % — к среднеуглеродистым, от 0,45 до 0,8 % — к высокоуглеродистым. Углеродистые стали бывают обыкновенного качества и качественные. По степени раскисления стали обыкновенного качества подразделяются на спокойные (сп), полуспокойные (пс) и кипящие (кп).
Кипящая сталь содержит не более 0,07 % кремния, имеет неравномерное распределение серы и фосфора по толщине, склонна к старению и охрупчиванию. Полуспокойная сталь занимает промежуточное место между кипящей и спокойной сталями (ГОСТ 380—94 и ГОСТ 14637—89).


1.5.2. Стали, содержащие специально введенные элементы, называются легированными. Если содержание каждого элемента не превышает 2 %, а суммарное содержание легирующих элементов — 5 %, то сталь считается низколегированной. Применение низколегированных сталей (ГОСТ 19281—89) позволяет повысить прочность и надежность деталей и сварных конструкций, а также сопротивление атмосферной коррозии, в ряде случаев снизить их массу.
В табл. 1.4 и 1.5 показан характер воздействия легирующих элементов и примесей в стали на свариваемость, свойства и характеристики металла.
1.5.3. Технологическое свойство материалов образовывать в процессе сварки соединения, не уступающие по свойствам соединяемым материалам и отвечающим конструктивным и эксплуатационным требованиям, называется свариваемостью. В табл. 1.6 и 1.7 дана классификация сталей по группам свариваемости и приведены примеры распределения сталей по этим группам.
1.5.4. Марки металлов, применяемых при изготовлении и ремонте деталей и узлов вагонов, приведены в табл. 1.8.
Таблица 1.4.
| Элемент (химический символ) | Обозначение элемента при маркировке | Содержание элемента в сталях. | Характер воздействия элемента |
| Хром (Сг) | Х | До 0,3 в низкоуглеродистых, 0,7—3,5 в конструкционных, 12—18 в хромистых, 9—35 в хромоникелевых | Повышает коррозионную стойкость и твердость. При нарушении технологии сварки образуются карбиды хрома, ухудшающие коррозионную стойкость и резко повышающие твердость в зоне термического влияния. Содействует образованию тугоплавких окислов, затрудняющих процесс сварки |
| Никель (Ni) | Н | 0,2—0,3 в низкоуглеродистых, 1—5 в конструкционных, 8—35 в легированных | Повышает вязкость, хладостойкость, коррозионную стойкость, пластические и прочностные свойства стали, измельчает зерна, не ухудшая свариваемости |
| Молибден (Мо) | М | 0,15—0,8 | Увеличивает прочность стали при ударных нагрузках и высоких температурах, измельчает зерно, способствует образованию трещин в наплав ленном металле и зонах термического влияния. При сварке активно окисляется и выгорает |
| Элемент (химический символ) | Обозначение элемента при маркировке | Содержание элемента в сталях. % | Характер воздействия элемента |
| Углерод (С) | — — | До 0,25 для углеродистых; до 0,18 для низколегированных Более 0,25 | Одна из важнейших примесей, определяющих прочность ,вязкость, закаливаемость и особенно свариваемость стали, не ухудшая ее. Свариваемость резко ухудшается по мере повышения содержания углерода, в зонах термического влияния образуются структуры закалки, приводящие к трещинам. Повышенное содержание углерода в присадочном материале вызывает при сварке пористость металла шва |
| Марганец (Мп) | Г — стали, Мн — бронзы, латуни | 0,3-0,8 1,8—2,5 11—12 в сталях типа Г13Л | Сварку не затрудняет, повышает сопротивляемость образованию технологических трещин (до 1,6%) Могут появиться трещины, способствует увеличению закаливаемости стали Обеспечивает высокую вязкость, износостойкость и повышенную наклепываемость. Происходит интенсивное выгорание марганца |
| Кремний (Si) | С — стали, К— латуни. бронзы | 0,02—0,2 0,8—1,15 в спецсталях | Сварку не затрудняет Свариваемость ухудшается из-за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов кремния |
| Ванадий (V) | Ф | 0,05-0,15 0,2—0,8 в спецсталях | Повышает прочность и вязкость металла. Сварку не затрудняет Способствует закаливаемости стали, чем затрудняет сварку |
| Вольфрам (\У) | В | 0,18—1,8 в инструментальных и штамповых сталях | Резко увеличивает твердость стали и ее работоспособность при высоких температурах (красностойкость), но затрудняет процесс сварки, так как сильно окисляется |
| Титан (Ti) | Т | 0,02—0,05 0,5—1,0 в коррозионно-стойких и жаропрочных сталях | Повышает прочность и вязкость металла. Сварку не затрудняет Повышает коррозионные свойства |
Окончание табл. 1.4
| Элемент (химический символ) | Обозначение элемента при маркировке | Содержание элемента в сталях, % . | Характер воздействия элемента |
| Ниобий (NЬ) | Б | 0,5—1,0 в коррозионно-стойких и жаропрочных сталях | Повышает коррозионные свойства, при сварке коррозионно-стойких сталей типа 12Х18Н9 способствует образованию горячих трещин |
| Медь (Сu) | д | До 0,3 | Повышает прочностные характеристики стали и улучшает коррозионные свойства. При больших содержаниях ухудшает свариваемость, способствует хладноломкости и образованию трещин по границам зерен |
| Сера (5) | До 0,05 | Одна из наиболее вредных примесей в стали. Ухудшает свариваемость, вызывает образование горячих трещин | |
| Фосфор (Р) | П | До 0,05 | Вредная примесь в стали. Ухудшает свариваемость, повышает хладноломкость стали. В отдельных случаях используется для повышения атмосферостойкости стали |
Таблица 1.5.
| Характеристика стали | Влияние на характеристику | ||||||||||
| С | Si| | Мп | Р | S | Ni | Сг | Сu | V | Мо | Ti | |
| Временное сопротивление | + | + | + | + | - | + | + | + | + | + | + |
| Предел текучести | + | + | + | + | - | + | + | + | + | + | + |
| Относительное удлинение | = | - | - | = | - | - | |||||
| Твердость | + | + | + | + | - | + | + | + | + | + | |
| Ударная вязкость | - | = | - | = | - | + | + | - | |||
| Усталостная прочность | + | + | + | ||||||||
| Свариваемость | - | ± | ± | - | - | + | + | + | |||
| Стойкость против коррозии | - | + | + | + | + | + | + | + | |||
| Хладостойкость | - | ± | + | - | - | - | |||||
| Красноломкость | + | + | + | - |
Примечания. 1.+ — повышает: ++ — значительно повышает; - — снижает, = — значительно снижает; 0 — не сказывается: ± — до определенных значений повышает, а затем снижает характеристику стали/
2. Кремний при содержании его до 0.4 % улучшает свариваемость и хладостойкость. а при содержании более 0,8 % снижает.
ОБЩИЕ СВЕДЕНИЯ О СТАЛЯХ И ИХ СВАРИВАЕМОСТИ
Стали подразделяются на углеродистые и легированные. По назначению различают стали конструкционные с содержанием углерода в сотых долях процента и инструментальные с содержанием углерода в десятых долях процента. Наибольший объем сварочных работ связан с использованием низкоуглеродистых и низколегированных конструкционных сталей. Основным элементом в углеродистых конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные. Стали углеродистые обыкновенного качества подразделяются на три группы: группа А – по механическим свойствам; группа Б – по химическому составу; группа В – по механическим свойствам и химическому составу. Изготавливают стали следующих марок: группа А – Ст 0, Ст 1, Ст 2, Ст 3, Ст 4, Ст 5, Ст 6; группа Б – БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт
6; группа В – ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5. По степени раскисления сталь обыкновенного качества имеет следующее обозначение: кп – кипящая, пс – полуспокойная, сп – спокойная. Кипящая сталь, содержащая кремния (Si) не более 0,07 %, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения вредных примесей (серы и фосфора) по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах. Спокойная сталь получается при раскислении марганцем, алюминием и кремнием и содержит кремния (Si) не менее 0,12 %; сера и фосфор распределены в ней более равномерно, чем в кипящей стали. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев. Полуспокойная сталь по склонности к старению занимает промежуточное место между кипящей и спокойной сталью.
Полуспокойные стали с номерами марок 1—5 выплавляют с нормальным и повышенным содержанием марганца, примерно до 1 %. В последнем случае после номера марки ставят букву Г (например, БСтЗГпс). Стали группы А не применяются для изготовления сварных конструкций. Стали группы Б делятся на две категории. Для сталей первой категории регламентировано содержание углерода, кремния марганца и ограничено максимальное содержание серы, фосфора, азота и мышьяка; для сталей второй категории ограничено также максимальное содержание хрома, никеля и меди. Стали группы В делятся на шесть категорий. Полное обозначение стали включает марку, степень раскисления и номер категории. Например, ВСтЗГпс5 обозначает следующее: сталь группы В, марка СтЗГ, полуспокойная, 5-й категории. Состав сталей группы В такой же, как сталей соответствующих марок группы Б, 2-й категории. Стали ВСт1, ВСт2, ВСтЗ всех категорий и степени раскисления выпускают с гарантированной свариваемостью. Стали БСт1, БСт2, БСтЗ поставляют с гарантией свариваемости по требованию заказчика. Углеродистую качественную сталь выпускают в соответствии с существующими стандартами. Сталь имеет пониженное содержание серы. Допустимое отклонение по углероду (0,03—0,04 %). Стали с содержанием углерода до 0,20 % включительно могут быть кипящими (кп), полуспокойными (пс) и спокойными (сп). Остальные стали – только спокойные. Для последующих спокойных сталей после цифр буквы «сп» не ставят. Углеродистые качественные стали для изготовления конструкций применяют в горячекатаном состоянии и в меньшем объеме после нормализации и закалки с отпуском. Углеродистые стали в соответствии с существующими стандартами подразделяются на три подкласса: низкоуглеродистые с содержанием углерода до 0,25 %; среднеуглеродистые с содержанием углерода (0,25—0,60 %) и высокоуглеродистые с содержанием углерода более 0,60 %. В сварных конструкции в основном применяют низкоуглеродистые стали. В сварочном производстве очень важным является понятие о свариваемости различных металлов. Свариваемостью называется способность металла или сочетания металлов образовывать
при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия. По свариваемости углеродистые стали условно подразделяются на четыре группы: I – хорошо сваривающиеся, с содержанием углерода до 0,25 %; II – удовлетворительно сваривающиеся, с содержанием углерода от 0,25 до 0,35 %, т. е. для получения качественных сварных соединений деталей из этих сталей необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, определенные температурные условия, а в некоторых случаях – подогрев, термообработка; III – ограниченно сваривающиеся, с содержанием углерода от 0,35 до 0,45
%, для получения качественных сварных соединений которых дополнительно необходим подогрев, предварительная или последующая термообработка; IV – плохо сваривающиеся, с содержанием углерода свыше 0,45 %, т. е. сварные швы склонны к образованию трещин, свойства сварных соединений пониженные, стали этой группы обычно не применяют для изготовления сварных конструкций. Все низкоуглеродистые стали хорошо свариваются существующими способами сварки плавлением. Обеспечение равнопрочности сварного соединения не вызывает затруднений. Швы имеют удовлетворительную стойкость против образования кристаллизационных трещин. Это обусловлено низким содержанием углерода. Однако в сталях, содержащих углерод по верхнему пределу, вероятность возникновения холодных трещин повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждают появление трещин путем предварительного подогрева до 120—200 °С.
2. Легированные стали
Сталь, содержащая один или несколько легирующих элементов, вводимых для придания изделию определенных физико-механических свойств, называется легированной. Содержание некоторых элементов, когда они не являются легирующими, не должно превышать: кремния (Si) – 0,5 %; марганца (Мп) – 0,8 %; хрома (Сг) 0,3 %; никеля (Ni) – 0,3
%; меди (Cu) – 0,3 %. Легированные стали подразделяют на подклассы: низко-, средне-и высоколегированные. Низколегированная сталь – это сталь, легированная одним элементом при содержании его не более 2 % (по верхнему пределу) или несколькими элементами при суммарном их содержании 3,5 % (по верхнему пределу). Среднелегированная сталь – легированная одним элементом, при содержании его не более 8 % (по верхнему пределу) или несколькими элементами при суммарном их содержании, как правило, не более 12 % (по верхнему пределу). Высоколегированная – это сталь с суммарным содержанием легирующих элементов не менее 10 % (по верхнему пределу), при содержании одного из них не менее 8 % (по нижнему пределу), при содержании железа более 45 %. Маркировка всех легированных конструкционных сталей однотипная (табл. 1). Первые две цифры обозначают содержание углерода в сотых долях процента, буквы являются условным обозначением легирующих элементов, цифра после буквы обозначает содержание легирующего элемента в процентах, причем содержание, равное 1 % и меньше, не ставится, буква «А» в конце марки показывает, что сталь высококачественная и имеет пониженное содержание серы и фосфора. Основными элементами, влияющими на свойства стали, являются углерод, марганец и кремний. Углерод при повышении его содержания в стали ведет к повышению прочности и твердости и уменьшению пластичности. Окисление углерода во время сварки вызывает появление большого количества газовых пор.
Таблица 1 Условное обозначение элементов химического состава в основном металле и электродной проволоке
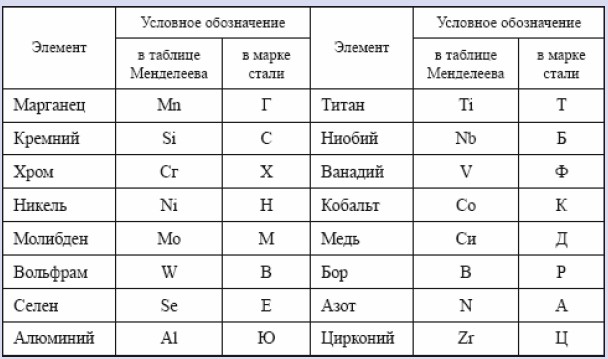
Марганец повышает ударную вязкость и хладноломкость стали, являясь хорошим раскислителем; способствует уменьшению содержания кислорода в стали. При содержании марганца в стали более 1,5 % свариваемость ухудшается, так как увеличивается твердость стали, образуются закалочные структуры и могут появиться трещины. Кремний вводится в сталь как раскислитель. При содержании кремния более 1 % свариваемость стали ухудшается, так как возникают тугоплавкие окислы, что ведет к появлению шлаковых включений. Сварной шов становится хрупким. Хром при значительном содержании в стали снижает ее свариваемость вследствие образования тугоплавких окислов и закалочных структур. Никель повышает прочность и пластичность шва и не ухудшает свариваемость. Алюминий – активный раскислитель стали, повышает окалиностойкость. Вольфрам повышает прочность и твердость при повышенных температурах, ухудшает свариваемость, сильно окисляется.
Ванадий затрудняет сварку, сильно окисляется, требует введения в зону плавления активных раскислителей. Медь улучшает свариваемость,
повышая прочность, ударную вязкость и коррозионную стойкость сталей. Сера приводит к образованию горячих трещин. Фосфор вызывает при сварке появление холодных трещин. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости. Первостепенная роль по влиянию на свойства сталей принадлежит углероду. Доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. На этом основании о свариваемости легированных сталей можно судить по коэффициенту эквивалентности по углероду для различных элементов. Образование холодных трещин уменьшают путем выбора рационального способа и технологии сварки, предварительного подогрева, снижения содержания водорода в сварном соединении, применения отпуска после сварки. Элементами, обусловливающими возникновение горячих трещин, являются прежде всего сера, затем углерод, фосфор, кремний и др. Элементами, повышающими стойкость швов против трещин и нейтрализующими действие серы, являются марганец, кислород, титан, хром, ванадий. Предупреждение образования горячих трещин может быть достигнуто путем уменьшения количества и сосредоточения швов, выбора оптимальной формы разделки кромок, устранения излишней жесткости закреплений, предварительного подогрева, применения электродного металла с более низким содержанием углерода и кремния. Низколегированные стали хорошо свариваются всеми способами сварки плавлением. Получение при сварке равнопрочного сварного соединения, особенно термоупроченных сталей, вызывает некоторые трудности и требует определенных технологических приемов. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих слоев эти зоны становятся участками деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и соответственно к возможному появлению холодных трещин. В сталях, содержащих углерод по верхнему пределу и повышенное количество марганца и хрома, вероятность образования холодных трещин увеличивается (особенно с ростом скорости охлаждения).
Предварительный подогрев и последующая термообработка позволяют снимать остаточные сварочные напряжения и получать необходимые механические свойства сварных соединений из низколегированных сталей. По разрезаемости легированные стали делятся на аналогичные четыре группы с соответствующим значением показателя эквивалента углерода.
1. На какие группы подразделяются углеродистые стали обыкновенного качества?
2. Как подразделяются стали обыкновенного качества по степени раскисления?
3. Стали какой группы применяются для изготовления сварных конструкций и почему?
4. Что называется свариваемостью сталей?
5. На какие группы углеродистые стали подразделяются по свариваемости?
6. Охарактеризуйте III группу сталей по свариваемости.
7. Чем вызвано образование холодных трещин?
8. Чем отличаются легированные стали от углеродистых?
9. Как обозначается высококачественная легированная сталь?
10. Какие примеси в сталях считаются вредными?
11. Как влияет марганец на свойства стали?
12. Для чего вводят кремний и алюминий в состав сталей?
13. Что вызывает возникновение горячих трещин в сталях?
14. Какими мероприятиями можно предупредить образование горячих трещин в сталях?
Общие сведения о свариваемости металлов
В современном машиностроении, наряду с обычной малоуглеродистой сталью , широко применяются металлы и сплавы , обладающие высокими механическими или специальными физическими свойствами, такими, как жаропрочность, коррозионная стойкость и т. д. Несмотря на высокие эксплуатационные свойства этих материалов, сварка их в большинстве случаев связана с определенными трудностями. К таким металлам и сплавам относятся углеродистые и легированные стали (конструкционные и теплоустойчивые), высоколегированные стали (нержавеющие и жаропрочные), чугун, медь, алюминий, магний и их сплавы, активные металлы.
Под свариваемостью понимают способность металлов и сплавов соединяться с помощью того или иного метода сварки ; при этом сварные соединения должны обладать теми же свойствами, что и свариваемый металл, и не иметь дефектов в виде трещин, пор, неметаллических включений и т. п.
Наиболее часто встречается неоднородность в свойствах сварного шва, околошовной зоны и основного металла, обусловленная различием в структуре, величиной зерна и другими причинами. Сварочный термический цикл в околошовной зоне характеризуется нагревом металла до высоких температур и значительными скоростями охлаждения. При сварке углеродистых и легированных сталей происходит закалка околошовной зоны. Закаленная околошовная зона имеет более высокую твердость и пониженную пластичность по сравнению с основным металлом и сварным швом ( рис. 198 ).
Рис. 198. Распределение твердости по сварному соединению стали 50ХФА: 1 — сварной шов; 2 — зона термического влияния; 3 — основной металл.
Следствием плохой свариваемости металлов являются трещины, которые разделяются на горячие и холодные. Горячие трещины образуются главным образом в сварных швах в процессе их кристаллизации в результате развития внутренних деформаций. Горячие трещины наблюдаются в сталях, алюминиевых и медных сплавах и др. ( рис. 199 ).
Рис. 199. Горячие трещины в сварном шве.
Качественная оценка сопротивляемости металла образованию горячих трещин при сварке может быть произведена путем сварки жестких образцов, так называемых «технологических проб» ( рис. 200 ). Материалы, получившие при сварке проб горячие трещины, считаются склонными к трещинообразованию. Один из способов количественной оценки сопротивляемости металла образованию горячих трещин при сварке заключается в испытании сварных образцов на специальной испытательной машине ( рис. 201 ). Испытание образцов ведется таким образом, что кристаллизующаяся сварочная ванна подвергается деформации растяжения. Скорость растяжения, вызывающая образование горячих трещин в образце, является критической и служит количественно оценкой сопротивляемости металла сварного шва образованию трещин.
Рис. 200. Крестовая «технологическая проба» 1, 2, 3 и 4 — порядок наложения сварных швов.
Рис. 201. Схема машины для определения сопротивляемости металла сварного шва образованию горячих трещин при сварке: 1 — разрезной образец (испытывается в момент нахождения сварочной ванны в разрезе); 2 — захваты машины; 3 — механический привод, обеспечивающий деформирование образцов с различной скоростью.
Холодные трещины возникают в околошовной зоне после полного затвердевания сварного шва в период завершения охлаждения или последующего вылеживания сварной конструкции ( рис. 202 ).
Рис. 202. Холодные трещины в околошовной зоне сварного соединения.
Холодные трещины образуются в сталях перлитного и мартенситного классов, если в процессе сварки происходит частичная или полная закалка околошовной зоны. Холодные трещины возникают под действием остаточных сварочных и структурных напряжений, которые постоянно действуют в сварной конструкции . На снижение сопротивляемости сталей образованию холодных трещин оказывает влияние водород, попадающий из электродных покрытий и флюсов в металл шва.
Наиболее простой качественный способ определения сопротивляемости сталей образованию холодных трещин заключается в сварке технологических проб. Количественный метод оценки сопротивляемости сталей образованию холодных трещин при сварке состоит в механическом испытании сварных образцов непосредственно после сварки постоянной длительно действующей нагрузкой. В специальных установках сварные образцы небольших размеров нагружаются грузами ( рис.203 ). Под действием груза образцы выдерживаются в течение 20 часов. Величина напряжений в образце, при которой возникают холодные трещины, является критической и служит для оценки сопротивляемости сталей образованию трещин.
Рис. 203. Схемы установок для определения сопротивляемости сталей образованию холодных трещин при сварке: а — испытание стыкового образца: 1 — образец; 2 — захваты машины; 3 — блок; 4 — груз; б — испытание таврового образца; 1 — образец; 2 — рычаг с вилкой: 3 — система блоков; 4 — груз.
В настоящее время почти все металлы и сплавы свариваются. Однако в ряде случаев для получения сварных соединений высокого качества необходимо применять сложные технологические приемы (подогрев, отжиг и т. п.). В зависимости от этого все материалы можно подразделить на хорошо, удовлетворительно, ограниченно и плохо сваривающиеся .
К хорошо сваривающимся относятся малоуглеродистые и низколегированные стали марок Сталь 25, 15НМ, 20Х и др.
Удовлетворительно свариваются стали марок: Сталь 35, 25ХНМА, 20ХГС и др. При сварке этих сталей необходимо строго соблюдать режим сварки, иногда их нужно подогревать до 100 — 150°.
К ограниченно сваривающимся относятся материалы, которые требуют для получения качественных соединений специальных сварочных материалов , подогрева до 150 — 350°, термообработки и т. п. К таким материалам относятся стали марок: Сталь 45; 30ХГС, 35ХНМ и др.
К плохо сваривающимся относятся материалы, которые, хотя и свариваются некоторыми способами с применением сложных технологических приемов, однако имеют пониженное качество сварных соединений. Плохо сваривающимися являются стали 50Г2, 50ХФА и др.
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.

К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.

Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.

Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.

Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Читайте также: