Преимущества легированных сталей перед углеродистыми
Обновлено: 28.04.2024
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
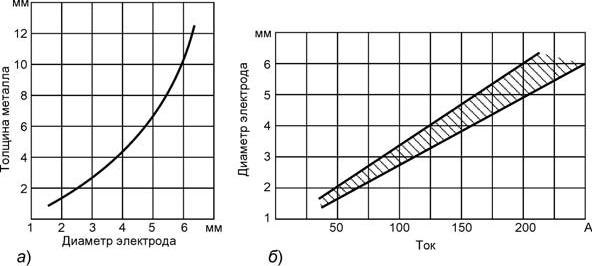
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
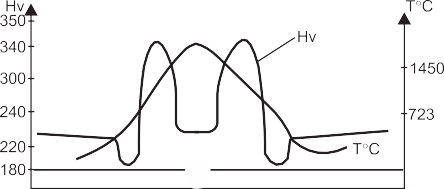
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Чем отличаются углеродистые стали от легированных?
Определение сталь объединяет сплавы на основе железа и углерода с другими веществами. При очистке железной руды получают чугун, содержащий 2,14-6,67% углерода. Этот элемент отвечает за твердость, при этом металл хрупок и не пластичен. Уменьшение углеродной составляющей изменяет структуру, делает материал ковким, повышает его ударную вязкость.
Чем отличается углеродистая сталь от легированной?
Углеродистая сталь состоит из тех же элементов, что первоначальное сырье: железо, углерод, кремний, марганец и вредные примеси: сера, фосфор. Легированными (ligare-связывать) называют сплавы, усиленные другими металлами: хромом, никелем, медью, молибденом.

Характеристики легированной стали
Для легирования применяют металлы, способные образовывать устойчивые соединения с железом и углеродом. Из карбидов, интерметаллидов и дисперсных частиц под воздействием температур формируется сложная кристаллическая решетка. При уменьшении углеродной доли каркас структуры создают хром, никель, марганец и другие элементы, а карбидные соединения вытесняются к границам зерен. Активное железо находится в связанном состоянии и не может реагировать с агрессивными веществами.
Легированные стали классифицируют по количеству присадок:
- Низколегированные — до 2,5%;
- Среднелегированные — 2,5-10%;
- Высоколегированные — выше 10%.
И различают по назначению:
- Инструментальные — применяют в производстве измерительных и режущих инструментов, штамповой оснастки;
- Конструкционные — для изготовления агрегатов и механизмов, корпусов автомобилей и оборудования, конструкций;
- Специальные — коррозионно-стойкие, жаростойкие, жаропрочные и др.
Для определения марок создана буквенно-цифровая система. Легирующие элементы обозначают русскими буквами. В составе большей части сплавов не более 1% углерода, но эта характеристика одна из самых важных, поэтому ее указывают в начале маркировки в сотых долях процента. Числовые значения, округленные до единиц опускают.
● Буква А в конце значит, что сталь высококачественная.
Если содержание углерода 1% и более, первую цифру не пишут, например ХВГ, ХВСГ, ШХ15СГ. Для некоторых групп применяют обозначения перед маркировкой: А — автоматные, Ш — подшипниковые, Р — быстрорежущие, Э — электротехнические, Е — магнитно-твердые. Сплавы выпускаемые одним предприятием имеют свои названия, например ЭИ417 (Электросталь), ЧС 116-ИД (Челябинская сталь), ВНС-65 ВИЭМ).
Разработано более тысячи легированных стальных сплавов с различными уникальными свойствами: устойчивые к охрупчиванию на холоде, стойкие к кислотам и щелочам, кавитационным нагрузкам. В сравнении с углеродистыми они обладают меньшей теплопроводностью, твердостью. При термической обработке, в том числе сварке, необходимо учитывать свойства всех металлов в составе.
Характеристики углеродистой стали
Качества сплавов зависят от степени обработки. На первых этапах железную руду подвергают раскислению, восстанавливают окись железа до металла. По количеству оставшихся в расплаве атмосферных газов установлены классы:
В зависимости от наличия вредных примесей определяют качество:
Так как от углерода зависит твердость и одновременно ударная хрупкость, предусмотрена следующая классификация сталей:
● Низкоуглеродистые — до 0,25%;
● Высокоуглеродистые — выше 0,6%.
Действует деление по областям применения:
● Конструкционные — большая группа, объединяющая несколько видов: строительные, автоматные, термоупрочняемые, повышенной прочности и др. Маркировка начинается с цифр, обозначающих углерод в сотых долях процента: от 08 до 85. Если увеличено содержание марганца, в конце добавляют Г
● Инструментальные — для изготовления инструмента, не подвергающегося нагреву: зубила, молотки, топоры. Группу сталей относят к качественным и обозначают буквой У в начале, высшее качество дополнительно маркируют знаком А в конце.
● Общего назначения — недорогие сплавы для изготовления труб, прутков, швеллеров, ковки и литья. Предусмотрено несколько подгрупп. К группе А относят стали со стабильными механическими свойствами (Ст1кп, Ст6сп), первую букву не пишут. У группы Б регламентирован химический состав (БСт4сп, БСт6пс), у В стабильны состав и свойства (ВСт3сп, ВСт5).
Углеродистые стали предназначены для изготовления нагруженных деталей и конструкций: рельсов, валов, тяг, осей, пружин рессоров, деталей турбин. Они отлично свариваются, поддаются резанию, ковке, но требуют защиты от коррозии.
Разница между легированной и углеродистой сталью
Различие в химическом составе определяет характеристики материалов.
Легированные стали отличаются коррозионной стойкостью.
В зависимости от элементов, связанных с железом, они могут работать в морской воде, кислотных средах даже при высоких температурах, но плохо справляются с ударными нагрузками, имеют малую несущую способность. Производство сплавов и конечных продуктов сопряжено с применением десятков сложных технологий.
Углеродистые стали без антикоррозийных покрытий подвержены быстрому разрушению.
Их области применения: все металлоемкие производства. Экономическая целесообразность большого расхода сырья коррелирует с простотой обработки.
Легированные марки стали: классификация и маркировка
Обозначение легирование происходит от латинского ligare — связывать. Легированными называют стали, в химический состав которых добавлены другие металлы. Но недостаточно просто смешать расплав, все компоненты связываются на молекулярной уровне, формируя новые соединения и типы кристаллических решеток.
Легирование было известно человечеству давно. Некоторые месторождения были богаты железными рудами с включениями молибдена и ванадия. Из них производили дамасские и булатные клинки, самурайские мечи и другое редкое оружие. “Метеоритное железо” ценилось на вес золота и даже выше. Но управлять качествами по собственному желанию люди не могли до конца XIX в.
- Железо — основа, не менее 45%;
- Углерод — до 2,14% материал с более высоким содержанием причисляют к чугуну;
- Полезные примеси: марганец, кремний;
- Вредные: сера, фосфор.
С изменением взглядов на химию было открыто, что присадки некоторых элементов способны встраиваться в железо-углеродную структуру, изменяя ее химические и физические свойства. Первым удачным опытом легирования было получение сплава с 9% вольфрама и 2,5% марганца Р. Мюшеттом в 1858 г. Впоследствии ученый усовершенствовал разработку и на заводе в Шеффилде началось массовое сталелитейное производство. Из так называемой “самокалки” изготавливали режущий инструмент для обработки дерева и металла.
Первые эксперименты по хромированию произвел Джулиус Баур, затем его опыт расширил французский металлург Анри-Ами Брустляйн, подготовив описание 12 хромистых составов с указанием особенностей. Одновременно с этим Джеймс Райли наладил производство никелевой стали в Англии.
Сталь, усиленную никелем, начали использовать для производства велосипедных цепей и осей карет-автомобилей. Главным толчком к развитию технологии послужил автопром, новые модели на рубеже веков появлялись каждые 2-3 недели и приносили баснословные деньги. Первыми масштабными объектами строительства с применением легирования были мосты: Манхэттенский и Куинсборо. Число разработок кратно возросло с наступлением войны.
Технические характеристики
Углеродная составляющая придает твердость, но вместе с тем сплав малопластичен, легко разрушается от ударных воздействий, плохо переносит холод. Железо — один из самых активных химических элементов, и не встречается в чистом виде. Даже будучи связанным в соединениях, оно вступает в реакции с более агрессивными веществами.
Легирование решает ряд задач:
- Делает структуру однородной;
- Препятствует окислению;
- Предотвращает водородную болезнь;
- Одновременно увеличивает прочность и ударную вязкость;
- Придает дополнительные физические и химические характеристики.
Сегодня к материалам предъявляют разные требования, например стойкость к истиранию и критически-низким температурам, способность длительно обеспечивать работу печного оборудования. В пищевой промышленности действует регламент по отсутствию вредных примесей.

С развитием технологий, металлурги получили возможность работать с расплавами при температуре до 20 тыс. градусов. Это дало возможность легирования тугоплавкими металлами.
Основные легирующие элементы:
- Хром — увеличивает прочность и твердость без потерь пластичности, отвечает за кислотостойкость и жаростойкость;
- Никель — улучшает ударную вязкость, устойчивость к окалинообразованию, термостойкость в агрессивных средах;
- Кремний — стабилизирует структуру, повышает пределы прочности и текучести;
- Марганец — защищает от окисления, увеличивает сопротивление истиранию;
- Вольфрам — вводится в быстрорежущие и инструментальные марки;
- Ванадий — карбидообразующий агент, объединяясь с углеродом усиливает стойкость к истиранию, прочность, и способность противостоять напряжениям;
- Молибден — добавляют в быстрорежущие и жаропрочные материалы.
Процесс легирования начинается с очистки от примесей, обезуглероживания и раскисления, затем вводят присадки. Нередко после изготовления готовой продукции полуфабрикатам требуется дополнительная рекристаллизация.
Легирующие элементы не только встраиваются в структуру, они образуют интерметаллические включения и дисперсные частицы, упрочняющие молекулярное строение. Среди технических характеристик сталей есть такие, как термоупрочнение, упрочнение давлением.
Виды легированных сталей
Содержание углерода влияет на свойства, если оно находится в пределах 0,25-2,14% сталь называют углеродистой. Классификация производится следующим образом:
- Высокоуглеродистые: 0,6-2%;
- Среднеуглеродистые: 0,3-0,6%;
- Низкоуглеродистые: до 0,25%.
Для того, чтобы добавить что-то, нужно удалить часть компонентов, иначе связывания не произойдет. Во время очистки снижаются концентрации вредных примесей и кислорода. Углерод удаляют выжиганием, путем выпадения карбидных соединений и другими способами. Добавлять присадки можно в любую сталь, но это не всегда дает нужный эффект.
В легированной стали углеродная составляющая обозначается в сотых долях процента. Предусмотрена классификация по общей массе присадок:
- Низколегированные – до 2,5%;
- Среднелегированные – 2,5-10%;
- Высоколегированные – от 10%.
Введение присадок влечет за собой рекристаллизацию и образование новой структуры. Для сталей определены классы по форме кристаллической решетки:
- Ферриты — магнитны, решетка неустойчива и может преобразовываться при нагревании и охлаждении в перлит, сорбит или тростит. К классу принадлежат все низколегированные и углеродистые стали. Устойчивые связи формируются при снижении углерода до 0,15% и легировании хромом.
- Аустениты — образуются при высокой доле никеля, хрома и марганца. Структурное строение обеспечивает жаростойкость, коррозионную стойкость и пластичность. Класс составляют хромоникелевые нержавейки.
- Мартенситы — при охлаждении после закалки происходит мартенситовое превращение, формируются кубические ячейки, которые составляют кристаллы игольчатого или реечного типа. Металл приобретает память, частично восстанавливается после деформации. Переход в такое состояние возможен для сталей с добавками хрома, молибдена, ванадия, вольфрама, ниобия и других добавок, отвечающих за жаропрочность.
Металлическая кристаллическая решетка организуется в виде фаз, обычно одновременно присутствуют две фазы. Например, сочетание аустенита и феррита. Нужную фазу увеличивают путем регулирования присадок и термических воздействий.
| Название | Процент добавок |
| Низколегированная | Около 2,5%. Положительные качества прибавились, но при этом ковкость и прочие характеристики для металлообработки не сильно поменялись. |
| Среднелегированная | От 2,5% до 10%. Используется такое соединение чаще всего. |
| Высоколегированная | От 10% до 50%. Максимальная прочность и дороговизна – отличительные черты таких изделий. |
Классификация легированных сталей
При выплавке из руды сначала получают чугун, который затем очищают от газов, оксидов и других включений. Этот процесс называют рафинированием. Удаление кислорода производится с помощью угля, шлака, марганца и других раскислителей, способных образовывать газы или тяжелые оксиды, которые выпадают в осадок.
Обезуглероживание осуществляется водородом и выгоранием карбидов с образованием угарного газа и окалины. Сегодня на некоторых предприятиях действуют передовые методы, например газокислородное рафинирование.
Результат этих процедур определяет качество стали:
- Обыкновенные (рядовые): наиболее дешевый материал, углерода до 0,6% в толще присутствуют пузырьки воздуха. Самые распространенные: СтО, Ст3сп, Ст5кп.
- Качественные: в структуре присутствуют кислород, азот, водород. качественными считаются спокойные, полуспокойные и кипящие марки. В кипящих концентрация газов максимальна. Сплавы могут быть углеродистыми и легированными: Ст08кп, Ст10пс, Ст20, 7ХФ, 8ХФ.
- Высококачественные: выплавка преимущественно осуществляется в электропечах без использования угля. Концентрации серы и фосфора снижены до 0,03%. Примеры: 6ХВ2С, 6Х3ФС;
- Особовысококачественная: расплавы подвергаются глубокой очистке от оксидов, сульфидов, неметаллических включений, содержат не более 0,01% серы и 0,025% фосфора. Например: 30ХГС3-Ш.
Действует классификация легированных сталей по назначению:
- Конструкционные — для изготовления строительных конструкций и нагруженных механизмов;
- Инструментальные (режущие и штамповые) — присадки повышают прочность и сохраняют однородность, обычно металл подвергают термообработке;
- С особыми свойствами ( нержавеющие, жаропрочные, износостойкие и др.) — большая группа с разными характеристиками.
Предусмотрено обозначение отдельных групп:
- Шарикоподшипниковые;
- Пружинно-рессорные;
- Автоматные;
- Быстрорежущие;
- Жаростойкие/жаропрочные;
- Криогенные;
- Авиационные и др.
Современные сплавы — это комплексно-легированные составы, с уникальными характеристиками. Например 15Х2НМФА способна в течение 100 лет обеспечивать радиационный ресурс реакторной установки, 17ХНГТ используют для пружин специального назначения.

Маркировка легированных сталей
Согласно стандарту ГОСТ для обозначения марок действует буквенно-цифровая система. Она распространена только на территории стран СНГ, свои маркировки есть в США, азиатских и европейских странах.
Рассмотрим построение маркировки у легированных сталей на примере 25Х2МФА:
- 25 — округленное значение углерода в сотых долях процента, его содержание колеблется от 0,22 до 0,29%;
- Х2 — хром от 2,5 до 3%, так как концентрация не всегда достигает верхнего предела, обозначают двойку;
- М — марганец 0,3-0,6%, массовая доля менее 1%, цифру не указывают;
- Ф — ванадий 0,25-035%;
- А в конце — указывает на высокое качество, глубокую очистку от примесей.
- Без цифры — когда массовая доля вещества не достигает 2%, единицу не пишут;
- Буквы в конце: К- качественные нелегированные, А — высокое качество, Ш — особо высокое, Л — литейные;
- Буква в конце через пробел: С — строительные, Т — термоупрочняемые, К -коррозионно-стойкие, Д- повышенное содержание меди.
Иногда маркировка указывает на предприятие, имеющее патент на выпуск определенного металлопроката, например ЭИ417, ЭП767, ЗИ8. Необычные названия, после освоения металлургическими заводами приобретают стандартные маркировки по ГОСТ.
Сварка сплавов
Легированные стали работают в широком диапазоне температур, но крайне чувствительны к термообработке. Каждый элемент имеет свои свойства, температуру плавления и рекристаллизации. Сварные соединения может выполнять только профессионал. Выбор методов сварки осуществляют после изучения технической документации, рекомендаций производителя.
При нагреве наблюдается выгорание карбидов, перераспределение присадок в толще сварного шва и одновременное окисление. Для предотвращения образования дефектов используют защитные среды и специальные терморежимы. Легирование снижает теплопроводность, без должного отвода тепла легко получить перегрев и распад некоторых химических связей.
Определение особенностей по основным легирующим добавкам:
- Хромистые: содержание углерода 0,1-0,4%, для защиты от выгорания применяют покрытия или инертные газы, подбирают хромистые электроды. Предусматривается предварительный нагрев свариваемого участка током и последующая термообработка.
- Марганцевые: необходимо предотвратить образование трещин, для этого сокращают время нагрева и сразу же охлаждают поверхность. Электроды с марганцем или марганцево-никелевые.
- Хромоникелевые: это могут быть аустенитные или мартенситные сплавы. Производят анализ состава и назначения сварной конструкции.
Особенности сварки по количеству присадок:
- Низколегированные: изделия часто закаливают, свариваемость хорошая, но швы чувствительны к концентраторам напряжений. Производят предварительный подогрев и медленное охлаждение, важно предотвратить образование холодных трещин.
- Среднелегированные: в качестве добавок используют молибден, ванадий, вольфрам. Для сохранения надежности подбирают электроды с теми же элементами, но в меньших концентрациях. Требуется защита от водородной болезни, окисления, перегрева.
- Высоколегированные: составы с высоким содержанием никеля и хрома и большим числом других легирующих агентов. Требования к свойствам сварных соединений определяют, учитывая назначение изделий.
Таблица основных легирующих добавок
| Элемент | Влияние |
| Хром | Значительно защищает от коррозии, способствует повышению твердости, а также ударопрочности. Показательно то, что много хрома добавляют в нержавейку. |
| Никель | С добавлением данного вещества сплав становится более вязкий и пластичный, уменьшается его хрупкость, что очень важно, например, перед обработкой давлением прессованием или штамповкой. |
| Титан | Снижает зернистость, делает структуру более однородной, а значит, менее подверженной появлению трещин и расколов. Дополнительно улучшается восприимчивость к металлообработке и устойчивость к ржавлению. |
| Ванадий | Как и после внедрения титана, можно заметить менее зернистую форму. Также характерно увеличение текучести и порога прочности на разрыв. |
| Молибден | После него намного эффективнее процесс закалки, а также снижается хрупкость, появляется большая выносливость к ржавлению. |
| Вольфрам | Кроме повышения твердости, он еще и помогает при термообработке зернистость не увеличивается при нагреве, а при отпуске не сильно страдает ломкость. |
| Кремний | Его задача одновременное увеличение прочности и сохранение уровня вязкости. Но если его будет более 15%, то можно наблюдать за повышением магнитной проницаемости и сопротивляемости электричеству. однако нужно быть осторожным, поскольку сталь становится более хрупкой. |
| Кобальт | Хорошо защищает от быстрого разрушения под воздействием высоких температур; делает выше ударопрочность |
| Алюминий | Добавляет окалиностойкость, то есть при большом жаре не происходит быстрого окисления. |
Изучение технических и проектных документов дает представление о возможных способах сварки. Например срок службы стальных деталей ступеней ракет носителей составляет всего несколько секунд, но даже краткий временной интервал в сложных условиях достигается непросто. На Земле нормативный эксплуатации конструкций превышает десятки лет.
4.4.3 Легированные стали
Легированные стали имеют ряд преимуществ по сравнению с углеродистыми сталями:
1) положительные особенности легированных сталей обнаруживаются в термически обработанном состоянии. Поэтому из легированных сталей изготавливаются детали, обязательно подвергаемые термической обработке;
2) в термически обработанном состоянии (закалка + отпуск) все легированные стали обнаруживают более высокие показатели сопротивления пластическим деформациям по сравнению с углеродистыми сталями при равном содержании углерода;
большинство легирующих элементов стабилизируют аустенит (увеличивают его устойчивость). В связи с этим при прочих равных условиях прокаливаемость легированных сталей выше, чем углеродистых. Поэтому нагруженные детали крупного
1) сечения следует изготавливать из легированной конструкционной стали, выбирая при этом сталь такого состава, которая в заданном сечении прокаливается насквозь;
4) в связи с тормозящим действием легирующих элементов на распад аустенита выявляется и другая положительная особенность легированных сталей – возможность применения при закалке «мягких» охладителей (масла). Закалка в масле в значительной степени снижает брак по калочным трещинам и короблению. Поэтому при необходимости проведения термической обработки изделий сложной форм даже когда эти изделия имеют небольшое сечение, применение легированных сталей предпочтительно, так как уменьшается вероятность брака;
5) после закалки и отпуска за счет легирования (особенно никелем) повышается запас вязкости и сопротивления хладноломкости легированной стали, вследствие чего увеличивается эксплуатационная надежность деталей машин.
Однако легированные стали имеют и специфические недостатки:
1) многие легированные стали подвержены обратимой отпускной хрупкости;
2) в высоколегированных сталях после закалки имеется повышенное количество остаточного аустенита, что снижает твердость, сопротивление усталости;
3) легированные стали больше углеродистых сталей склонны к дендритной ликвации, так как скорость диффузии легирующих элементов в железе мала. Поэтому при кристаллизации дендриты обедняются легирующими элементами, междендритный материал обогащается ими. После ковки, прокатки таких сталей образуется характерная строчечная структура и увеличивается неоднородность свойств стали вдоль и поперек направления деформирования. Сталь с такой структурой обладает также плохой обрабатываемостью резанием;
4) легированные стали, будучи прочными, по сравнению с углеродистыми, в большинстве случаев при равном содержании углерода имеют худшую обрабатываемость резанием.
Это же затрудняет обработку давлением легированных сталей. Результат ликвации сказывается и после термической обработки стали;
6) легированные стали дороже углеродистых. Стали, содержащие никель, кроме того, являются дефицитными.
Низколегированные стали содержат до 0,2 % С и до 2…3 % недефицитных легирующих элементов. По сравнению с углеродистыми сталями эти стали имеют более высокий предел текучести, они имеют пониженную склонность к механическому старению; после закалки и отпуска характеризуются повышенной прочностью, вязкостью и малой чувствительностью к надрезу.
Низколегированные стали имеют хорошую свариваемость и низкий порог хладноломкости при достаточной ударной вязкости (KCU ~ 30 Дж/см 2 ). Стали имеют высокий запас пластичности, поэтому изготовление изделий из них может осуществляться разными способами обработки давлением. Обрабатываемость резанием этих сталей хорошая. Наличие в сталях азота, ванадия, алюминия при термической обработке увеличивает их упрочнение за счет дисперсных частиц. Другая причина упрочнения этих сталей – измельчение аустенитного зерна при термической обработке.
Низколегированные стали используются в машиностроении, особенно в таких отраслях, как судостроение, вагоностроение, сельхозмашиностроение, при создании тяжелонагруженных сварных конструкций.
Высокая хладностойкость низколегированных сталей делает перспективным их использование в районах Севера и Сибири. Особо высокими эксплуатационными свойствами обладаютстали, легированные малым количеством карбидо- и нитридообразующих элементов в термически обработанном состоянии (например, сталь 12ГН2МФАЮ).
Углеродистые и легированные стали
Углеродистые стали подразделяют на три основные группы: углеродистые стали обыкновенного качества, качественные углеродистые стали и углеродистые стали специального назначения (автоматная, котельная и др.).
Стали углеродистые обыкновенного качества соответствуют ГОСТ 380–2005. Их поставляют в виде проката в нормализованном состоянии и применяют в машиностроении, строительстве и в других отраслях народного хозяйства.
Углеродистые стали обыкновенного качества обозначают буквами Ст и цифрами от 0 до 6.
Цифры — это условный номер марки. Чем больше число, тем больше содержание углерода, выше прочность и ниже пластичность.
В зависимости от назначения и гарантируемых свойств углеродистые стали обыкновенного качества поставляют трех групп: А, Б, В. Индексы справа от номера марки означают:
- кп — кипящая;
- пс — полуспокойная;
- сп — спокойная.
Между индексом и номером марки может стоять буква Г, это означает повышенное содержание марганца. Вобозначениях марок слева от букв Ст указаны группы (Б и В) стали. Стали обыкновенного качества подразделяют на категории. Категорию стали обозначают соответствующей цифрой правее индекса степени раскисления. Например, Ст5Гпс3 означает: сталь группы А, марки Ст5, с повышенным содержанием марганца, полуспокойная, третьей категории. Сталь первой категории пишется без указания номера последней, например Ст4пс.
Химический состав сталей группы А не регламентируют, а гарантируют их механические свойства, определяемые соответствующим государственным стандартом. Стали этой группы применяют обычно для деталей, не подвергаемых в процессе изготовления горячей обработке (сварке, ковке и др.).
Сталь группы Б поставляют по химическому составу и применяют для деталей, которые проходят в процессе изготовления термообработку и горячую обработку давлением (штамповку, ковку). Механические свойства стали группы Б не гарантируют. Сталь группы Б поставляют по механическим свойствам, соответствующим нормам для стали группы А, и по химическому составу, соответствующему нормам для стали группы Б. Сталь группы Б используют, в основном, для сварных конструкций.
2. Стали углеродистые качественные конструкционные
Стали углеродистые качественные конструкционные соответствуют ГОСТ 1050–88. От сталей обыкновенного качества они отличаются меньшим содержанием серы, фосфора и других вредных примесей, более узкими пределами содержания углерода в каждой марке и в большинстве случаев — более высоким содержанием кремния и марганца.
Сталь маркируют двузначными числами, которые обозначают содержание углерода в сотых долях процента, и поставляют с гарантированными показателями химического состава и механических свойств. Буква Г в марках этих сталей также указывает на повышенное содержание марганца (до 1%). Сталь углеродистую качественную поставляют катаной, кованой, калиброванной, круглой с особой отделкой поверхности (серебрянка). К сталям углеродистым специального назначения относят стали (ГОСТ 1414–75) с хорошей и повышенной обрабатываемостью резанием (автоматные стали). Они предназначены, в основном, для изготовления деталей массового производства.
Автоматные стали с повышенным содержанием серы и фосфора имеют хорошую обрабатываемость. Обрабатываемость резанием улучшают также введением в стали технологических добавок — селена, свинца, теллура. Автоматные стали маркируют буквой А и цифрами, показывающими среднее содержание углерода в сотых долях процента. Применяют следующие марки автоматной стали: А12, А20, А30, А40Г. Из стали А12 изготовляют неответственные детали, из сталей других марок — более ответственные детали, работающие при значительных напряжениях и повышенных давлениях. Сортамент автоматной стали предусматривает изготовление сортового проката в виде прутков круглого, квадратного и шестигранного сечений.
Стали листовые (котельные, ГОСТ 5520–79 и ТУ) для котлов и сосудов, работающих под давлением, применяют для изготовления паровых котлов, судовых топок, камер горения газовых турбин и других деталей. Они должны работать при переменных давлениях и температуре до 450°С. Кроме того, котельная сталь должна хорошо свариваться. Для получения таких свойств в углеродистую сталь вводят технологическую добавку (титан) и дополнительно раскисляют ее алюминием. Выпускают следующие марки углеродистой котельной стали: 12К, 15К, 16К, 18К, 20К, 22К с содержанием в них углерода от 0,08 до 0,28%. Эти стали поставляют в виде листов толщиной до 200 мм и поковок в состоянии после нормализации и отпуска. Свойства и назначение качественных конструкционных сталей приведены в табл. 1.
3. Влияние легирующих элементов. Маркировка легированных сталей
Для улучшения физических, химических, прочностных и технологических свойств стали легируют, вводя в их состав различные легирующие элементы (хром, марганец, никель и др.). Стали могут содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Таблица 1. Механические свойства качественной конструкционной стали
прочности
при растяжении
Основной структурной составляющей в конструкционной стали является феррит, занимающий в структуре не менее 90% по объему. Растворяясь в феррите, легирующие элементы упрочняют его.
Твердость феррита (в состоянии после нормализации) наиболее сильно повышают кремний, марганец и никель — элементы с решеткой, отличающейся от решетки -Fe. Молибден, вольфрам и хром влияют слабее. Большинство легирующих элементов, упрочняя феррит и мало влияя на пластичность, снижают ударную вязкость (за исключением никеля). При содержании до 1% марганец и хром повышают ударную вязкость. Свыше этого содержания ударная вязкость снижается, достигая уровня нелегированного феррита при 3% Сr и 1,5% Мn.
Повышению конструктивной прочности при легировании стали способствует увеличение прокаливаемости. Улучшение прокаливаемости стали достигается при ее легировании несколькими элементами, например Сr + Мо, Cr + Ni, Cr + Ni + Mo и другими сочетаниями различных элементов.
Высокая конструктивная прочность стали обеспечивается рациональным содержанием в ней легирующих элементов. Избыточное легирование после достижения необходимой прокаливаемости приводит к снижению вязкости и облегчает разрушение стали.
Хром оказывает благоприятное влияние на механические свойства конструкционной стали. Его вводят в сталь в количестве до 2%; он растворяется в феррите и цементите.
Никель — наиболее ценный легирующий элемент. Его вводят в сталь в количестве от 1 до 5%.
Марганец вводят в сталь до 1,5%. Он распределяется между ферритом и цементитом. Никель заметно повышает предел текучести стали, но делает ее чувствительной к перегреву. Всвязи с этим для измельчения зерна одновременно с никелем в сталь вводят карбидообразующие элементы.
Кремний является некарбидообразующим элементом, и его количество в стали ограничивают до 2%. Он значительно повышает предел текучести стали и при содержании более 1% снижает вязкость и повышает порог хладноломкости.
Молибден и вольфрам являются карбидообразующими элементами, которые большей частью растворяются в цементите. Молибден в количестве 0,2…0,4% и вольфрам в количестве 0,8…1,2% в комплексно легированных сталях способствуют измельчению зерна, увеличивают прокаливаемость и улучшают некоторые другие свойства стали.
Ванадий и титан — сильные карбидообразущие элементы, которые вводят в небольшом количестве (до 0,3% V и 0,1% Ti) в стали, содержащие хром, марганец, никель, для измельчения зерна. Повышенное содержание ванадия, титана, молибдена и вольфрама в конструкционных сталях недопустимо из-за образования специальных труднорастворимых при нагреве карбидов. Избыточные карбиды, располагаясь по границам зерен, способствуют хрупкому разрушению и снижают прокаливаемость стали.
Бор вводят для увеличения прокаливаемости в очень небольших количествах (0,002…0,005%).
Марка легированной качественной стали состоит из сочетания букв и цифр, обозначающих ее химический состав. Легирующие элементы имеют следующие обозначения (ГОСТ 4543–71):
- хром (X),
- никель (Н),
- марганец (Г),
- кремний (С),
- молибден (М),
- вольфрам (В),
- титан (Т),
- алюминий (Ю),
- ванадий (Ф),
- медь (Д),
- бор (Р),
- кобальт (К),
- ниобий (Б),
- цирконий (Ц).
Цифра, стоящая после буквы, указывает на содержание легирующего элемента в процентах. Если цифра не указана, то легирующего элемента содержится до 1,5%.
В качественных конструкционных легированных сталях две первые цифры марки показывают содержание углерода в сотых долях процента. Высококачественные легированные стали имеют в конце марки букву А, а особо высококачественные — Ш. Например, сталь марки 30ХГСН2А: высококачественная легированная сталь содержит 0,30% углерода, до 1% хрома, марганца, кремния и до 2% никеля; сталь марки 95Х18Ш: особо высококачественная, выплавленная методом электрошлакового переплава с вакуумированием, содержит 0,9…1,0% углерода; 17…19% хрома, 0,030% фосфора и 0,015% серы. Легированные конструкционные стали делят на цементуемые, улучшаемые и высокопрочные.
4. Цементуемые, улучшаемые и высокопрочные стали
Цементуемые стали — это низкоуглеродистые (до 0,25 С), низко- (до 2,5%) и среднелегированные (2,5…10% суммарное содержание легирующих элементов) стали. Они предназначены для деталей машин и приборов, работающих в условиях трения и испытывающих ударные и переменные нагрузки.
Стали марки 15ХА с пределом прочности σв МПа предназначены для изготовления небольших деталей, работающих в условиях трения при средних давлениях и скоростях. Для изготовления ответственных деталей, работающих при больших скоростях, высоких давлениях и ударных нагрузках, используется сталь марок 18ХГ и 25ХГМ. Для крупных, ответственных, тежелонагруженных деталей применяются стали 20ХН и 20Х2Н4А.
При изготовлении крупных, особо ответственных, тяжелонагруженных деталей, работающих при больших скоростях с наличием вибрационных и динамических нагрузок, используется сталь с пределом прочности в МПа марки 18Х2Н4МА.
Работоспособность таких деталей зависит от свойств сердцевины и поверхностного слоя металла. Цементуемые стали насыщают с поверхности углеродом (цементуют) и подвергают термической обработке (закалке и отпуску). Такая обработка обеспечивает высокую поверхностную твердость (HRC 58…63) и сохраняет требуемую вязкость и заданную прочность сердцевины металла.
Улучшаемые легированные стали — среднеуглеродистые (0,25…0,6% С) и низколегированные стали. Для обеспечения необходимых свойств (прочности, пластичности, вязкости) эти стали термически улучшают, подвергая закалке и высокому отпуску (при 500…600°С).
Улучшаемые и цементуемые стали после термической обработки дают прочность до σв МПа и вязкость до КС= 0,8…1,0 МДж/м 2 . Для создания новых современных машин такой прочности недостаточно. Необходимы стали с пределами прочности σв МПа. Для этих целей применяют комплексно легированные и мартенситостареющие стали. Свойства таких сталей и их назначение показаны в табл. 2.
Таблица 2. Улучшаемые легированные стали
прочности
при
растяжении
вязкость
Комплексно легированные стали — это среднеуглеродистые (0,25…0,6% С) легированные стали, термоупрочняемые при низком отпуске или подвергающиеся термомеханической обработке.
Мартенситостареющие стали — это новый класс высокопрочных легированных сталей на основе безуглеродистых (не более 0,03% С) сплавов железа с никелем, кобальтом, молибденом, титаном, хромом и другими элементами. Мартенситостареющие стали закаливают на воздухе от 800…860°С с последующим старением при 450…500°С.
5. Углеродистые инструментальные стали
Инструментальные стали — это особая группа сталей, обладающих специфическими свойствами. Эти стали предназначены для изготовления режущего и измерительного инструмента, штампов.
По условиям работы инструмента к углеродистым инструментальным сталям предъявляют следующие требования:
- стали для режущего инструмента (резцы, сверла, метчики, фрезы и др.) должны обладать высокой твердостью, износостойкостью и теплостойкостью;
- стали для измерительного инструмента должны быть твердыми, износостойкими и длительное время сохранять размеры и форму инструмента;
- стали для штампов (холодного и горячего деформирования) должны иметь высокие механические свойства (твердость; износостойкость, вязкость), сохраняющиеся при повышенных температурах;
- стали для штампов горячего деформирования должны обладать устойчивостью против образования поверхностных трещин при многократном нагреве и охлаждении.
Инструментальные углеродистые стали (ГОСТ 1435–99) выпускают следующих марок: У7, У8, У8Г, У9, У10, У11, У12 и У13. Цифры указывают на содержание углерода в десятых долях процента. Буква Г, например У8Г, после цифры означает, что сталь имеет повышенное содержание марганца, что обеспечивает большую твердость сплава.
Марка инструментальной углеродистой стали высокого качества имеет букву А, например У12А: инструментальная углеродистая сталь высокого качества, содержащая 1,2% С. Инструменты, применение которых связано с ударной нагрузкой, например зубила, бородки, молотки, изготовляют из сталей У7А, У8А. Инструменты, требующие большой твердости, но не подвергающиеся ударам, например сверла, метчики, развертки, шаберы, напильники, изготовляют из сталей У12А, У13А. Стали У7—У9 подвергают полной, а стали У10— У13 — неполной закалке.
Недостатком углеродистых инструментальных сталей является их низкая теплостойкость — способность сохранять большую твердость при высоких температурах нагрева. При нагреве выше 200°С инструмент из углеродистых сталей теряет твердость, т.е. при повышенных температурах нужно применять инструменты из других сталей.
6. Легированные инструментальные стали
Легированные инструментальные стали имеют ГОСТ 5950– 2000. Легирующие элементы, вводимые в инструментальные стали, увеличивают теплостойкость (вольфрам, молибден, кобальт, хром), закаливаемость (марганец), вязкость (никель), износостойкость (вольфрам). По сравнению с углеродистыми легированные инструментальные стали имеют преимущества:
- хорошая прокаливаемость;
- большая пластичность в отожженном состоянии;
- значительная прочность в закаленном состоянии, более высокие режущие свойства.
Низколегированные инструментальные стали содержат до 2,5% легирующих элементов, имеют высокую твердость (HRC 62…69), значительную износостойкость, но малую теплостойкость (200…260°С). Их используют для изготовления инструмента более сложной формы. В низколегированных сталях X, 9ХС, ХВГ, ХВСГ основной легирующий элемент — хром. Сталь X легирована только хромом. Повышенное содержание хрома увеличивает ее прокаливаемость. Сталь X прокаливается в масле полностью в сечении до 25 мм, сталь У10 — только в сечении до 5 мм.
Применяют сталь X для изготовления токарных, строгальных и долбежных резцов. Сталь 9ХС, кроме хрома, легирована кремнием. По сравнению со сталью X она имеет большую прокаливаемость — до 35 мм; повышенную теплостойкость — до 250…260°С (сталь X — до 200…210°С) и лучшие режущие свойства. Из стали марки 9ХС изготовляют сверла, развертки, фрезы, метчики, плашки. Сталь ХВГ легирована хромом, вольфрамом и марганцем; имеет прокаливаемость на глубину до 45 мм. Сталь ХВГ используют для производства крупных и длинных протяжек, длинных метчиков, длинных разверток и т.п.
Сталь ХВСГ — сложнолегированная и по сравнению со сталями 9ХС и ХВГ лучше закаливается и прокаливается. При охлаждении в масле она прокаливается полностью в сечении до 80 мм. Она менее чувствительна к перегреву. Теплостойкость ее такая же, как у стали 9XС. ХВСГ применяют для изготовления круглых плашек, разверток, крупных протяжек и другого режущего инструмента.
Высоколегированные инструментальные стали содержат вольфрам, хром и ванадий в большом количестве (до 18% основного легирующего элемента); имеют высокую теплостойкость (600…640°С). Их используют для изготовления высокопроизводительного режущего инструмента, предназначенного для обработки высокопрочных сталей и других труднообрабатываемых материалов. Такие стали называют инструментальными быстрорежущими (ГОСТ 19265–73). Быстрорежущие стали обозначают буквой Р, цифра после которой указывают содержание вольфрама. Содержание хрома (4%) и ванадия (2%) в марках быстрорежущих сталей не указывают. В некоторые быстрорежущие стали дополнительно вводят молибден, кобальт и большое количество ванадия. Марки таких сталей содержат соответственно буквы М, К, Ф и цифры, указывающие их количество. Для изготовления измерительных инструментов применяют X, ХВГ и другие стали, химический состав которых приведен в ГОСТ 5950–2000.
Для измерительного инструмента большое значение имеет изменение размеров закаленного инструмента с течением времени. Поэтому при термической обработке измерительного инструмента внимание уделяется стабилизации напряженного состояния. Это достигается режимом низкого отпуска — при температуре 120…130°С в течение 15…20 ч и обработкой при температурах ниже нуля (до –60°С).
Штампы холодного деформирования небольших размеров (сечением 25…30 мм), простой формы, работающие в легких условиях, изготовляют из углеродистых сталей У10, УН, У12. Штампы сечением 75…100 мм более сложной формы и для более тяжелых условий работы изготовляют из сталей повышенной прокаливаемости X, ХВГ. Для изготовления инструмента с высокой твердостью и повышенной износостойкостью, а также с малой деформируемостью при закалке используют стали с высокой прокаливаемостью и износостойкостью, например высокохромистую сталь Х12Ф1 (11…12,5% Сr; 0,7…0,9% V).
Для инструмента, подвергающегося в работе большим ударным нагрузкам (такого как пневматические зубила, режущие ножи для ножниц холодной резки металла), применяют стали с меньшим содержанием углерода, повышенной вязкости — 4ХС, 6ХС, 4ХВ2С и др.
Молотовые штампы горячего деформирования изготовляют из сталей 5ХНМ, 5ХГМ, 5ХНВ. Эти стали содержат одинаковое количество (0,5…0,6%) углерода и легированы хромом. Такое содержание углерода позволяет получить достаточно высокую ударную вязкость; хром повышает прочность и увеличивает прокаливаемость сталей. Никель вводят в эти стали с целью повышения вязкости и улучшения прокаливаемости. Вольфрам и молибден повышают твердость и теплостойкость, уменьшают хрупкость, измельчают зерно и уменьшают склонность стали к перегреву. Марганец как более дешевый легирующий элемент является заменителем никеля. Для сталей молотовых штампов характерна глубокая прокаливаемость.
7. Коррозионно-стойкие стали
Коррозионно-стойкой (или нержавеющей) называют сталь, обладающую высокой химической стойкостью в агрессивных средах. Коррозионно-стойкие стали получают легированием низкои среднеуглеродистых сталей хромом, никелем, титаном, алюминием, марганцем. Антикоррозионные свойства сталям придают введением в них большого количества хрома или хрома и никеля. Наибольшее распространение получили хромистые и хромоникелевые стали.
Хромистые стали более дешевые, однако хромоникелевые обладают большей коррозионной стойкостью. Содержание хрома в нержавеющей стали должно быть не менее 12%. Наибольшая коррозионная стойкость сталей достигается после термической и механической обработки (табл. 3).
Таблица 3. Химический состав (%) некоторых нержавеющих сталей
Читайте также: