При спаивании стальных деталей иногда пользуются
Обновлено: 26.04.2024
1055. Почему на Севере для измерения низких температур воздуха пользуются не ртутными термометрами, а спиртовыми?
При температуре северного воздуха ртуть отвердевает, а спирт не замерзает.
1056. Почему лед не сразу начинает таять, если его внести с мороза в натопленную комнату?
Тепловая энергия комнаты передается льду постепенно.
1057. Температура плавления стали 1400 °С. При сгорании пороха в канале ствола орудия температура достигает 3600 °С. Почему ствол орудия не плавится при выстреле?
Температура 3600°С создается ненадолго. Количество теплоты, выделенной порохом, недостаточно для плавления ствола, оно идет на работу по расширению газа в стволе.
1058. Два тигля с одинаковой массой расплавленного свинца остывают в помещениях с разной температурой. Какой график построен для теплого помещения, а какой — для холодного (рис. 266, а, б)? Найдите различия в графиках и объясните причины этих различий.
Тигль «а» остывает в теплой комнате, а тигль «б» — в холодной. Остывание тигля «б» происходит быстрее, потому что он отдает больше внутренней энергии окружающей среде в единицу времени.
1059. Почему зимой при длительных остановках выливают воду из радиатора автомобиля?
При низких температурах вода расширяется и может деформировать радиатор и рубашку двигателя. (Конечно, вода сначала превращается в лед).
1060. Оболочки космических кораблей и ракет делают из тугоплавких металлов и специальных сплавов. Почему?
При движении летательных аппаратов в атмосфере с большой скоростью на них действует большая сила трения. Работа силы трения идет на увеличение внутренней энергии обшивки, и ее температура достигает высоких значений.
1061. При спаивании стальных деталей иногда пользуются медным припоем. Почему нельзя паять медные детали стальным припоем?
Медная деталь расплавится раньше, чем стальной припой, поскольку температура плавления меди меньше, чем у стали.
1062. Почему невозможно пользоваться очень маленьким паяльником при пайке массивных кусков меди или железа?
Количество теплоты, передаваемого маленьким паяльником, недостаточно для повышения температуры массивной детали до температуры плавления.
1063. Объясните на основании молекулярно-кинетической теории, почему у тела не повышается температура в момент плавления и кристаллизации.
Температура — мера средней кинетической энергии молекул. При плавлении (кристаллизации) энергия, подводимая телу (теряемая телом) идет на разрушение (создание) кристаллической решетки. При этом изменяется потенциальная энергия молекул. На это расходуется энергия, кинетическая энергия не меняется, а, значит, не меняется температура.
1064. Два одинаковых сосуда из полиэтилена заполнили водой, температура которой 0 °С. Один сосуд поместили в воду, другой — в измельченный лед, имеющие, как и окружающий воздух, температуру 0 °С. Замерзнет ли вода в каком-нибудь из этих сосудов?
Нет; в первом случае это очевидно. Во втором также нет, так как для отвердевания воды необходимо отвести некоторое количество теплоты
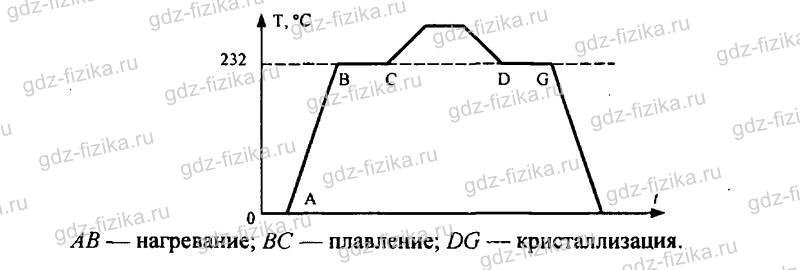
1065. На рисунке 267 показано, как со временем изменяется температура при нагревании и охлаждении свинца. Твердому или жидкому состоянию соответствуют участки графика АВ, ВС, CD, GH? Что может быть причиной того, что участок GH круто идет вниз? Чему равны температура плавления и кристаллизации свинца?
АВ — твердое, ВС — твердое и жидкое, CD — жидкое, GH — твердое. На участке GH от свинца отводится количество теплоты. Температура плавления свинца — 327°С.
1066. В сосуде находится лед при температуре -10 °С. Сосуд поставили на горелку, которая дает в равные промежутки времени одинаковое количество теплоты. Укажите, какой график (рис. 268) соответствует описанному случаю.
Самый верхний график.
1067. Постройте примерный график для нагревания, плавления и кристаллизации олова.
1068. Внимательно рассмотрев график охлаждения и кристаллизации вещества (рис. 269), ответьте на вопросы: для какого вещества составлен график? Сколько времени охлаждалось вещество от 20 °С до температуры кристаллизации? Сколько времени длился процесс кристаллизации? О чем говорит участок графика DE? Как приблизительно расположились бы точки А, В, С, D, Е относительно друг друга и оси t, если бы при той же температуре окружающей среды был бы составлен график для того же вещества, но большей массы?
График составлен для воды. Вещество охлаждалось 20 мин. Процесс кристаллизации длился 30 минут. На участке DE к веществу не подводили и не отводили теплоту. Для вещества большей массы участки АВ, ВС (как, впрочем, и CD, DE) вытянулись бы вдоль оси t.
1069. При постановке эксперимента отдельно нагревали до 1000 °С алюминий, железо, медь, цинк, сталь, серебро и золото. В каком состоянии — жидком или твердом — находились эти металлы при указанной температуре?
В жидком состоянии находились: алюминий, цинк, серебро. В твердом — железо, медь, сталь, золото.
1070. Болванки из алюминия и серого чугуна одинаковой массы нагреты до температуры их плавления. Для плавления какого из этих тел потребуется больше энергии? Во сколько раз?

1071. Алюминиевый и медный бруски массой 1 кг каждый нагреты до температуры их плавления. Для плавления какого тела потребуется больше количества теплоты? На сколько больше?

1072. Смогли бы мы наблюдать привычные нам изменения в природе весной, если бы удельная теплота плавления льда была такой же маленькой, как у ртути?
Смогли бы, но паводки были бы более обильными вследствие быстрого таяния льда.
1074. На сколько при плавлении увеличится внутренняя энергия ртути, свинца, меди массами по 1 кг, взятых при их температурах плавления?
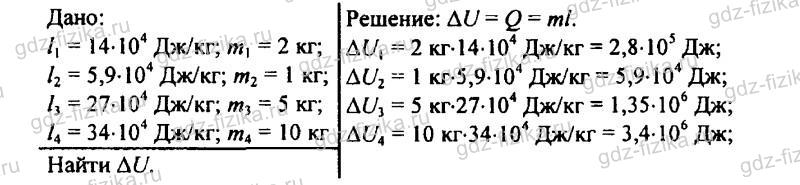
По определению удельная теплота плавления - это количество теплоты, которое необходимо передать телу массой 1 кг при температуре плавления для того, чтобы его перевести в жидкое состоянии. По закону сохранения энергии все это количество теплоты пойдет на изменение внутренней энергии тела. При плавлении 1 кг ртути внутренняя энергия увеличилась на 104Дж, 1 кг свинца - на 2,5 • 10 4Дж, 1 кг меди - на 21 • 10 4Дж.
1075. На сколько уменьшится внутренняя энергия при кристаллизации брусков из белого чугуна массой 2 кг, олова массой 1 кг, железа массой 5 кг, льда массой 10 кг, охлажденных до температуры их кристаллизации?
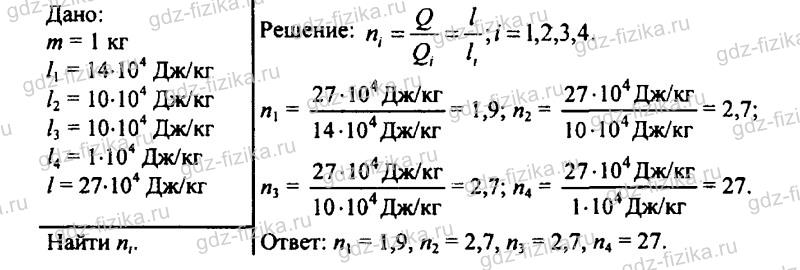
1076. Во сколько раз плавление куска железа массой 1 кг требует больше энергии, чем плавление той же массы белого чугуна, серебра, серого чугуна и ртути, нагретых до своей температуры плавления?
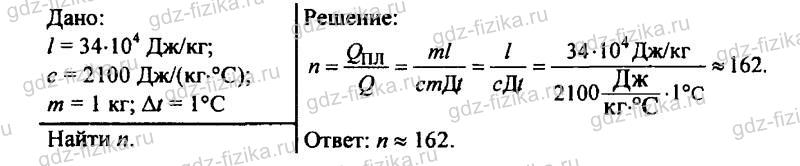
1077. Во сколько раз требуется больше энергии для плавления льда при температуре 0 °С, чем для изменения температуры той же массы льда на 1 °С?
1078. Какое количество теплоты поглощают при плавлении тела из серебра, золота, платины? Масса каждого тела равна 10 г. Тела взяты при их температурах плавления.
1079. Какое количество теплоты поглощает при плавлении лед массой 5 кг, если начальная температура льда 0; -1; -10 °С?
1080. Какое количество теплоты поглощает при плавлении кусок свинца массой 1 г, начальная температура которого 27 °С; олова массой 10 г, взятого при температуре 32 °С?
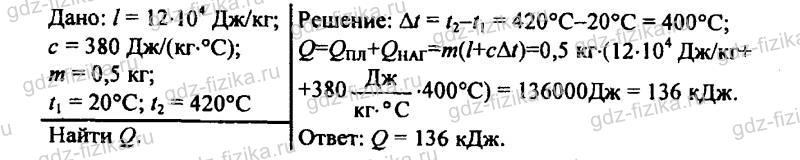
1081. Сколько энергии приобретет при плавлении кусок свинца массой 0,5 кг, взятый при температуре 27 °С?
1082. Сколько энергии приобретет при плавлении брусок из цинка массой 0,5 кг, взятый при температуре 20 °С?
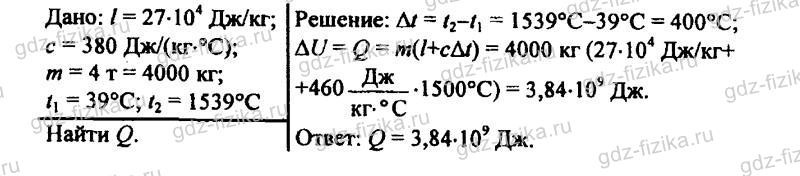
1083. На сколько увеличилась внутренняя энергия расплавленного железного металлолома массой 4 т, начальная температура которого была равна 39 °С?
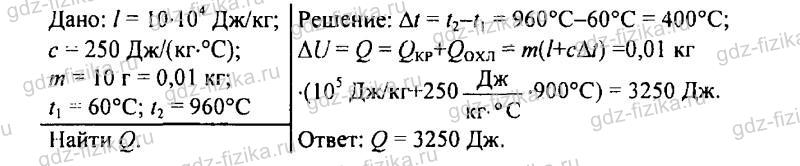
1084. Масса серебра 10 г. Сколько энергии выделится при его кристаллизации и охлаждении до 60 °С, если серебро взято при температуре плавления?
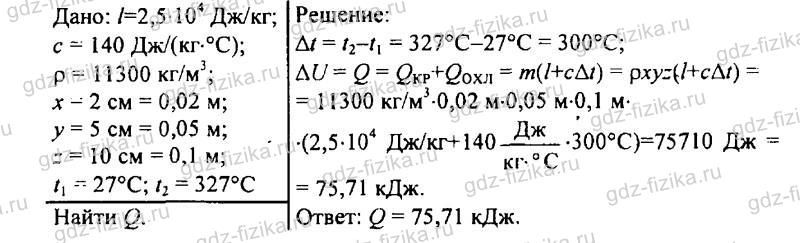
1085. Сколько энергии выделится при кристаллизации и охлаждении от температуры плавления до 27 °С свинцовой пластинки размером 2X5X10 см?
1086. Из копильника вагранки для отливки детали выпустили расплавленное железо массой 50 кг. Какое количество теплоты выделилось при его кристаллизации и охлаждении до 39 °С?
1087. Какое количество теплоты потребуется для обращения в воду льда массой 2 кг, взятого при 0 °С, и при нагревании образовавшейся воды до температуры 30 °С?
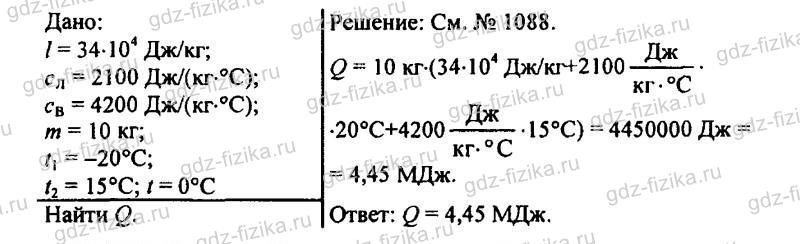
1088. Готовя пищу, полярники используют воду, полученную из расплавленного льда. Какое количество теплоты потребуется для того, чтобы расплавить лед массой 20 кг и полученную воду вскипятить, если начальная температура льда равна -10 °С? (Потерями подводимой теплоты на нагревание окружающих тел пренебречь.)
1089. Объем формы для пищевого льда равен 750 см3. Сколько энергии отдают вода и лед форме и окружающему ее воздуху в холодильнике, если у воды начальная температура 12 °С, а температура образовавшегося льда равна -5 °С?
1090. Какое количество теплоты пошло на приготовление в полярных условиях питьевой воды из льда массой 10 кг, взятого при температуре -20 °С, если температура воды должна быть равной 15 °С?
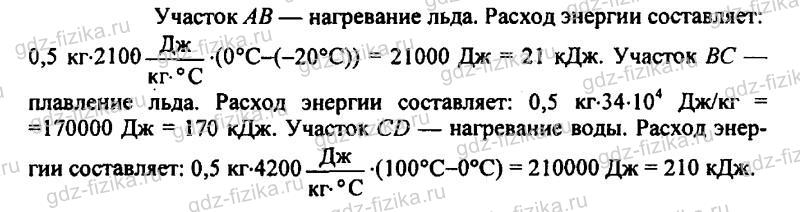
1091. Рассчитайте расход энергии на процессы, соответствующие участкам АВ, ВС и CD графика (рис. 270), приняв массу льда равной 0,5 кг.
1092. Сколько энергии выделилось при отвердевании и охлаждении до 25 °С заготовки маховика массой 80 кг, отлитой из белого чугуна? Удельную теплоемкость чугуна принять равной удельной теплоемкости железа. Температура плавления чугуна равна 1165 °С.

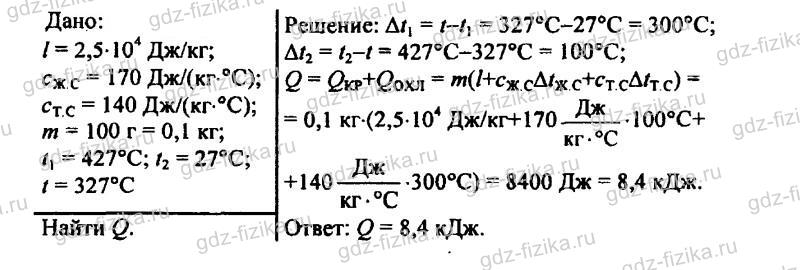
1093. Свинцовая деталь массой 100 г охлаждается от 427 °С до температуры плавления, отвердевает и охлаждается до 27 °С. Какое количество теплоты передает деталь окружающим телам? (Удельную теплоемкость расплавленного свинца принять равной 170 Дж/(кг-°С).)
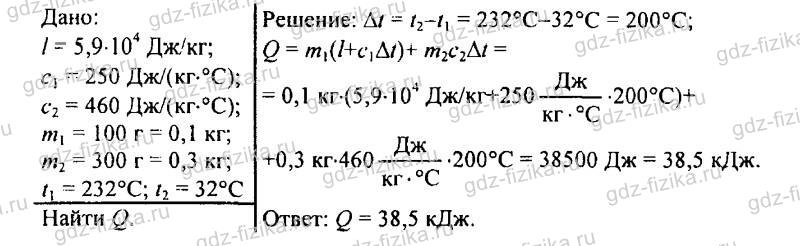
1094. В железной коробке массой 300 г мальчик расплавил 100 г олова. Какое количество теплоты пошло на нагревание коробки и плавление олова, если начальная температура их была равна 32 °С?
1095. Железная заготовка, охлаждаясь от температуры 800 до 0 °С, растопила лед массой 3 кг, взятый при 0 °С. Какова масса заготовки, если вся энергия, выделенная ею, пошла на плавление льда?
Физические свойства и технические характеристики припоя для пайки меди
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Какой припой выбрать?

При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425 о С;
- твердого, с температурным диапазоном 460-560 о С.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450 о С. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450 о С происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815 о С. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250 о С. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы

Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
[stextbox пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125 о С.[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?

Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.

При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750 о С) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Пайка с помощью газовой горелки
или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.

Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.
Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
C низкой температурой плавления

Все жаропрочные, многие нержавеющие стали предназначены для высоких температурных нагрузок. Мягкие припои для их паяния применяются редко.
В некоторых случаях пайку проводят, используя припой для нержавеющей стали из олова и свинца. Детали нагревают пламенем горелки или паяльника. Рабочие части окунают в расплав.
В маркировке припоев рядом с сокращением ПОС присутствуют цифры, указывающие на содержание олова. Так, в составе ПОС-18 содержится 18 % олова, до 2,5 % сурьмы, десятые доли процента меди, висмута, мышьяка, все остальное составляет свинец.
Припой ПОС-30 включает 30 % олова, до 1,5 % сурьмы, мизерные количества меди, висмута, мышьяка. Остальную часть массы занимает также свинец. Состав ПОС-40 вмещает до 40 % олова, около 2 % сурьмы, незначительные примеси меди, висмута, мышьяка, почти 58 % свинца.

Для проведения успешной пайки нержавеющих сталей необходим флюс. Образованию хорошего шва способствует смесь хлористого цинка и соляной кислоты. Можно как флюс использовать 40 %-й раствор ортофосфорной кислоты в воде.
Иногда облегчает спайку нержавейки предварительное омеднение электролизом. Если электролитическая установка имеется в зоне доступа, процесс не составляет труда, приводит к хорошему спаиванию.
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Медные

Медь и ее сплавы для пайки нержавеющей стали применяют редко. Это можно делать только при температуре 1120 ℃ в специально очищенных, осушенных средах восстановительного характера.
Если в нержавеющих сталях повышено содержание хрома, алюминия, кремния и титана, в связи с низкой текучестью меди процесс можно проводить только с флюсами в атмосфере пламени ацетилена и кислорода.
В некоторых ситуациях применяют твердый припой для нержавейки из меди и цинка с содержанием последнего до 40 %. При этом добавляют в рабочую зону твердые флюсы.
Такие средства имеют недостатки, связанные с возможностью выгорания цинка. Шов может получаться не очень прочным, хрупким при высоких температурах. Работа требует особой квалификации исполнителя.

Хороший результат дают средства ВПр-1, ВПр-, ВПр-4, в которых основным компонентом является медь. Никеля в этих составах содержится около 30 %, кремния – до 2 %, железа – до 1,5 %, бора – в следовых количествах. Такими средствами можно паять любые нержавеющие стали в печах или пламени горелки.
Специфические особенности имеет припой ВПр- 41. Он относится к самофлюсующимся композитам. Функции флюсов выполняют добавки калия, натрия, лития и фосфора.
Они удаляют имеющиеся оксиды, препятствуют образованию новых продуктов окисления, улучшают поверхностное натяжение припоя. Пайку можно проводить без применения защитных газов под действием токов высокой частоты, обеспечивающих быстрый нагрев.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Серебряные
Для пайки нержавеющих сталей широко используются припои на основе серебра. Кроме благородного металла смесь включает цинк и медь. Иногда применяют припойные массы, в которые дополнительно введены никель, фосфор, кадмий, палладий.

Припой для пайки нержавейки с содержанием серебра от 25 % до 45 % при добавлении в зону пайки флюсов гарантирует образование прочного соединения.
Прибавление кадмия приводит к уменьшению температуры плавления массы, увеличивает ее текучесть, способствует образованию прочного и пластичного шва. Важно обратить внимание на процентное содержание серебра.
Если в сплаве содержится кадмий, то минимальная концентрация благородного металла должна составлять 40 %. Иначе качество шва на нержавеющей стали будет плохим.

Добавление никеля и кадмия увеличивают текучесть расплава. Введение фосфора позволяет без флюсов паять омедненные поверхности нержавейки и жаропрочных материалов, используя любые способы нагревания.
Это удобный метод соединения деталей с ограниченным доступом в тех случаях, когда флюс применять сложно. Остатки флюсовой смеси невозможно удалять в труднодоступных местах.
Для особых видов пайки нержавеющей стали применяют серебряные припойные составы, включающие до 15 % марганца или до 28 % меди и 0,5 % лития. Пайка нержавейки твердым припоем, содержащим немного лития, проводится в среде инертных газов.
Жаропрочные сплавы паяют таким составом, используя газообразны флюсы. Прибавление лития в массу увеличивает ее смачиваемость и текучесть. Иногда для улучшения качества соединения при проведении процесса в атмосфере нейтральных газов применяют припойные смеси с добавкой палладия.
Как провести пайку серебряным припоем?
Составы с низкой процентной долей (5-15) применяются в машиностроении.
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Возможности паяного соединения
В системах поставки газа, воды, теплоносителей часто устанавливают трубы с тонкими стенками. Такие трубопроводы легче паять, чем сваривать.
Правда, процесс идет относительно легко при работе с чистой медью или ее сплавами, содержащими цинк, олово, свинец, другие химические элементы стойкие к окислению. Даже в случае образования оксидов, они легко удаляются.
Если в составе сплавов есть титан, алюминий, кремний, хром, то образующийся в результате окисления продукты удалить сложно. В большинстве случаев для производства труб применяются сплавы первого типа.
Читать также: Как правильно варить петли на ворота видео

Медные трубы можно соединять и ремонтировать пайкой посредством твердых или мягких припоев. Каждый способ имеет свои особенности. Пайка меди твердым припоем проводятся при большой температуре. В этом случае применяют горелку.
Хорошо выполнить пайку, не пережигая металл, сможет человек с опытом подобной работы.
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.
Правила пайки
Прежде всего, перед пайкой соединений необходимо проверить взаимное расположение деталей и зазоры. Далее подготавливают металлические поверхности, очищают и обезжиривают. Если во время пайки необходимо использовать флюс, то наносить его необходимо небольшое количество и только на наружу соединения.
Пламя для пайки должно обеспечивать максимальный нагрев, прием соединение необходимо равномерно прогревать до необходимой температуры. После нанесения припоя на соединение проверяют равномерность его распределения. Для этой цели используют паяльную горелку. Припой должен растекаться в сторону более нагретого участка.
После завершения пайки необходимо тщательно удалить остатки флюса. Процесс нагрева должен быть коротким, чтобы избежать перегрева. Также во время пайки необходимо позаботиться о вентиляции, поскольку из припоя или фтористых соединений выделяется вредный дым.
Излишки флюса необходимо стереть чистой ветошью.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Низкотемпературные
С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно.
Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.
Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.
Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.
Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.
Читайте также: