Спаять латунь и сталь
Обновлено: 16.05.2024
Добрый день, столкнулся с такой проблемой, время от времени приходится напаивать на латунь серебряные вставки 925 пробы, паяю сапфировским припоем, лень варить свой (как таковым ювелиром не являюсь, просьба не забрасывать камушками)
Химический состав : Серебро 75 % (7,5 гр.).;
Медь 16,25 % (1,625 гр.) .;
Цинк 8,75 % (0,875 гр.).;
Температура солидуса - 752° C.;
Температура ликвидуса - 776° C.
Проблема заключается в том, что серебряный припой как-то хреново бегает по латуни, марки латуни пробывал разные (
Латунь Л63 ,
Л6 1 и другие
) - результат везде один и тот же - припой не бежит как нужно. При пайке серабра с серебром таких проблем не возникает. Какой припой лучше сварить для моих задач?
И проблема вторая - после пайки латунь краснеет (вероятно перегреваю), я так понимаю это медь лезет наружу, получается красноту убрать только полировкой, кислоты не берут, можно ли снять красноту (омеднение) какой-либо химией или только механическая обработка?
чайнег,
Припой любой. Флюс лучше ПВ-209. Обязательно перед пайкой латунную железяку отжечь и отбелить. Потом все как обычно!
чайнег,
Насчёт флюса - для пайки латуни из отечественных идут ПВ-200 и ПВ-201. ПВ-209 можно попробовать, конечно, но с большой вероятностью он у вас, как у меня это было, начнёт засираться латунью и моментально терять флюсующие свойства. Хотя с ним случай на случай не приходится с данным металлом - вон Pusan с 209-м в основном свои горелки и делает, хотя они тоже из латуни - марка, видимо, такая, с которой этот флюс работает нормально. Если ПВ-200 и ПВ-201 найти трудно будет - можно зарубежные попробовать ещё, которые для пайки латунных трубок твёрдыми припоями в магазинах для кондиционерщиков продаются. По серебру они тоже работать будут, поскольку это менее сложный в плане образования оксидной плёнки металл. Ну а то, что латунь краснеет - это следствие выгорания цинка, т.е. недостаточного флюсования и избыточного перегрева.
P.S. Убрал насчёт диаграмм - не в ту из них на гуглокартинках заглянул просто. С латунями всё не так просто - ряд из нескольких перитектик, но припой вам всё равно помягче желателен, раз с имеющимся перегреваете.
Когда понял что получается совсем плохо, вернее правильнее сказать что нихрена не получается, то сварил такой припой ПСр 50 Кд (является сплавом 50% серебра, 16% меди, 16% цинка и 18% кадмия.)
Но ситуация особо не изменилась. Видимо дело всё таки дело во флюсе. Ради интереса попробовал спаять бронзу с серебром - тоже хрен.
завтра попробую найти ПВ-200 или ПВ-201 (онипрактически одинаковые вроде бы из описания)
209 есть в сапфире его купить не проблема
флюс пробовал технофлюс (зелёный из сапфира) и классика - борная кислота + бура - с обоими не получилось нихрена
| Цитата |
|---|
| (чайнег 16.07.2019 18:18:55) с обоими не получилось нихрена |
понял, спасибо, завтра куплю
201 тоже возьму:)
чайнег,
Кстати, латуни вам точно такие, как вы написали, продали, а не сантехнические - со свинцом в составе? Потому что хотя в целом латуни паять заметно тяжелее, чем серебро, но если постараться, то серебряный припой на них всё же ложится и там где лёг - неплохо растекается. Такое, чтобы вообще не ложился никак, только со свинцовыми из них и бывает.
Именно для пайки латуни. Если серебра не жалко. Цвет латуни.
Рекомендую. По В.И.Марченко номер 25 (стр. 81)
Пусть меня расcтреляют .
Ag-50, CU-16, ZN-16, CD-18.
Температура 650-670. Самый легкоплавкий.
Латунь паяю именно им.
Пока.
Олег.
© Жизнь такова, какова она есть, и больше никакова. © Я с вами не ругаюсь и не спорю. Я просто подробно объясняю, почему я прав :) .
чайнег,
в магазинах торгующих з/частями и расходниками для ремонта кондиционеров, продают серебр. припой в прутках, покрытых флюсом, разных марок, с разным кол-вом серебра. Стоят не дешево, из-за наличия серебра.
Правда кондиционерщики паяют в основном медь, латунь редко, но паяют. В основном припаивают латунные фитинги к медным трубкам.
понял, но я в деревне живу, у нас даже магазов таких нет. купил сегодня флюс в сапфире 209 буду пробывать когда придёт, не думал что из-за флюса проблема конечно.
чайнег,
В умных книжках написано, что 209-й флюс не предназначен для латуни. С ним её паять, конечно, можно и даже лучше чем с бурой, но далеко не всякую - бывает так, что расплавленный флюс вдруг начинает поджирать латунь, моментально засираться и в мелкие шарики собираться. Как получите его - такую пробу и проведите с небольшим количеством флюса на латунной пластинке, нагреваемой снизу. Если до самого нагрева докрасна флюс становится прозрачным и растекается по поверхности тонким слоем - всё ОК. А если вдруг в какой-то момент становится грязно-серым и начинает собираться в шарики наподобие ртутных на стекле, то No Way!
Я в таких случаях переходил на такой Castolin'овский припой в офлюсованных прутках, как uvrigel описывал. Флюс там текучий очень и даже пахнет приятно при нагреве - одно удовольствие паять. Его ещё отдельно заказать можно в виде порошка, но дюже дорогой, к сожалению. И да - тоже фторборатный, так что несмотря на приятный запах паять лучше под вытяжкой. Ну и удаление его после пайки - отдельная песня: стекло-стеклом, словно эмаль какая.
у меня в шарики сворачивается как раз флюс от технофлюкса (зелёный в сапфире продаюётся) и с бурой, покрывается типа вшариках/пенкой как-бы вздувается.
У них в лиенйке есть серебряные припои с флюбсом без кадмия и с кадмием. Причём у припоев с добавлением кадмия прочность почему то выше, хотя вроде должна быть меньше. (Если сравнивать EcoBraz 38340F и EcoBraz 38245F)
Спаять латунь и сталь
Пайка латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.

Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.

Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.

Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.

Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.

Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
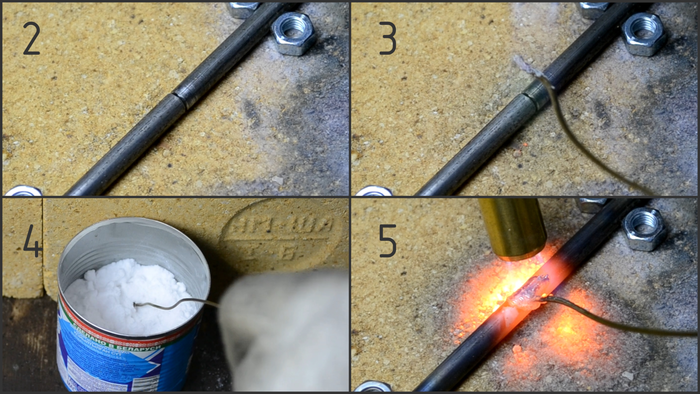
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
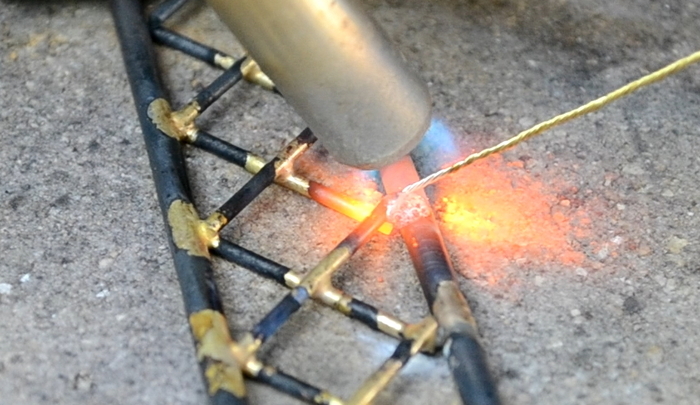
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
Есть и другие способы пайки:
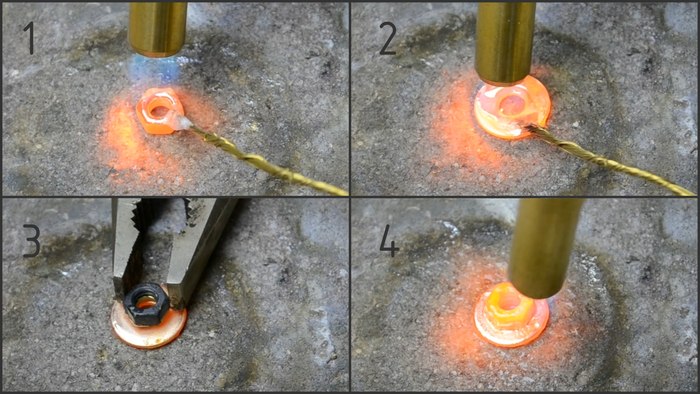
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
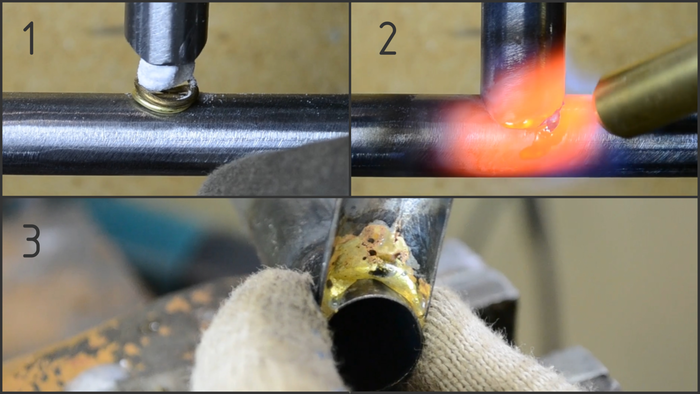
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Читайте также: